Область изобретения
Настоящее изобретение относится к оперативному контролю цвета в печатных станках для используемых основных цветов и неосновных (PMS или специальных) цветов путем непрерывного проведения спектральных измерений в сочетании с линейными уравнениями для определения необходимой коррекции подачи краски для сохранения точности цвета в печати.
Предшествующий уровень техники
Контроль точности передачи цвета в печатных станках требует, чтобы отклонения цвета между заданным цветом и соответствующей тестовой областью во впоследствии отпечатанных листах сохранялись в пределах установленных цветовых допусков. В случае непопадания в пределы цветовых допусков регулировка наката краски (закрашивания) осуществляется с использованием корректировки плотности твердой краски и толщины слоя краски для снижения отклонений цвета таким образом, чтобы различия цвета находились в пределах допуска.
Обычно в процессе печати оператор осуществляет визуальный контроль отпечатанных изображений и регулирует подачу краски на печать до достижения визуального совпадения. Пробный отпечаток или предварительно отпечатанный «Color OK» («Норма цвета») лист обычно используется как эталон. Так как каждому эксперту присуще разное видение цвета, причем как для одного и того же эксперта с течением времени, так и между разными экспертами, данная процедура связана с большим разбросом результатов (количеством вариаций) и занимает много времени. Инструментальный контроль цвета является более повторяемым, точным и эффективным.
В полиграфической индустрии денситометрия является основным способом, используемым для контроля основных цветов и соответствующих характеристик, в процессе цветной печати. Хотя денситометр подходит для измерений, относящихся к контролю относительной интенсивности в процессе нанесения твердой цветной пленки, денситометр не способен определить цвет объекта таким путем, как при визуальном восприятии. Контроль цвета, применяемый в печатном станке, как одно из основных назначений включает в себя сохранение визуального контроля между распределением заданного цвета и таким же распределением в отпечатанных листах таким образом, чтобы визуально не было нарушений цвета в продолжении всего процесса печати. Для этого требуется измерительный инструмент, способный описать цвет объекта в терминах, близких к визуальным. Инструменты, отвечающие подобным требованиям, включают в себя колориметры и спектрофотометры. Спектрофотометры, кроме того, обладают тем преимуществом, что они могут предоставлять данные в денситометрической и колориметрической форме, вычисленной в соответствии со стандартными процедурами.
Измерения для контроля цвета обычно проводятся с использованием контрольных цветовых полос, которые включают в себя различные тестовые элементы, предоставляющие информацию о качественных характеристиках печати. Хотя контроль цвета, основанный на измерениях посредством контрольных цветовых полос, обеспечивает высокий уровень качества печати, возможно добиваться высокого уровня качества печати проведением измерений внутри изображения. В таких обстоятельствах контроль цвета, основанный на измерениях внутри изображения и с использованием контрольных цветовых полос и без, может обеспечить необходимый уровень качества печати.
Контроль любой системы требует знания соотношений между входными и выходными переменными. В печати, несмотря на большой выбор входных переменных, основным контролируемым параметром печати или выходной переменной, влияющей на внешний вид отпечатанного изображения, является система подачи краски, которая регулирует подачу краски на печать. Варьируя объем подачи краски на печать, возможно менять толщину слоя краски, оставшейся на бумаге, таким образом влияя на цвет печати.
Хотя воспроизведение многоцветного полутонового изображения в основном представляет собой нелинейный процесс, в определенных условиях возможно использовать линейные уравнения для моделирования процесса ограничением области преобразования в подобласть цветовой гаммы. Внутри каждой подобласти, которая за исходную величину принимает заданный цвет, может использоваться ряд «локализованных» уравнений. Область, вокруг которой локализованные трансформации будут линейными, зависит от расположения заданного цвета, входных и выходных переменных, используемых для отображения различий между тестовой и заданной областями в преобразовании.
Способы контроля цвета с использованием спектрофотометра описаны в Американских Патентах №4975862, 5182721 и 6041708. Эти патенты тем не менее описывают способы контроля печати с использованием колориметрических координат, полученных на основе данных отражательной способности спектра, предпочтительнее, чем с использованием непосредственно данных отражательной способности спектра.
Некоторые аспекты упомянутых выше патентов могут быть усовершенствованы посредством использования системы контроля цвета. Колориметрические модели обеспечивают менее точный контроль, чем спектральные модели главным образом в ситуациях, где разница между спектрами отражения двух установленных (фиксированных, затвердевших) красок не может быть описана одной константой или коэффициентом умножения. Кроме того, независимые методы расчета параметров матричного соотношения плотности твердой краски или различий толщины слоя краски к отклонениям спектра отражения недостаточно точны для использования в промышленных системах контроля цвета. Такие способы отображают состояние системы только в данный момент времени. Динамические методы расчета матрицы в оперативном режиме реального времени в течение процесса печати значительно улучшат эффективность и точность способа контроля.
Краткое изложение сущности изобретения
Настоящее изобретение предлагает способ контроля цвета при печати посредством непосредственного использования информации, содержащейся в спектре отражения. Определяются отклонения между спектрами отражения заданной и тестовой областей, которые используют для вычисления требуемой коррекции плотности твердой краски и толщины слоя краски для использования при управлении печатным станком. Данный способ преобразует отклонение спектра отражения непосредственно в сигнал коррекции или плотности твердой краски, или толщины слоя краски посредством использования линейных уравнений с применением полученной эмпирическим путем матрицы преобразования, которая строится в оперативном режиме. Данный способ применим к контролю используемых основных цветов и неосновных (PMS или специальных) цветов.
Для лучшего понимания особенностей и преимуществ настоящего изобретения ниже представлены подробное описание и чертежи, поясняющие конкретные варианты выполнения изобретения.
Описание чертежей
Фиг.1а изображает классификацию типичных тестовых образцов, формирующих цветовую шкалу;
фиг.1b - альтернативный вариант классификации цветовой шкалы;
фиг.1с - альтернативный вариант классификации цветовой шкалы;
фиг.2 - регулировку цвета в соседних зонах;
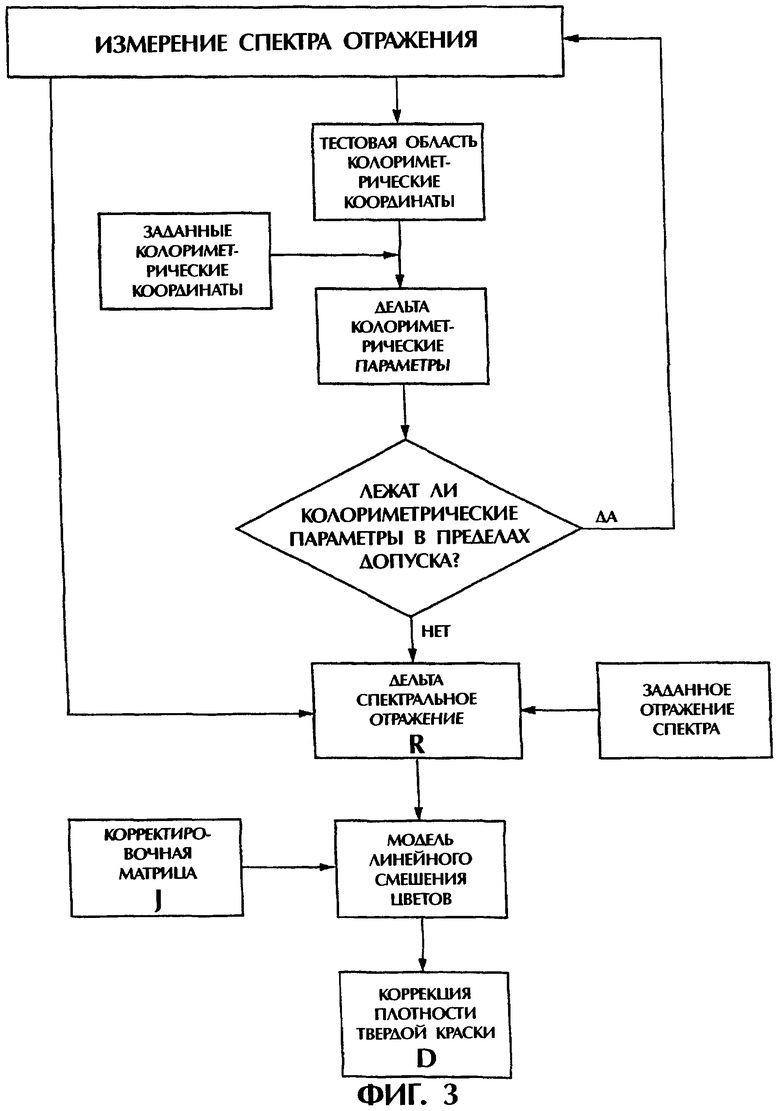
фиг.3 - схему последовательности операций способа контроля цвета в соответствии с настоящим изобретением;
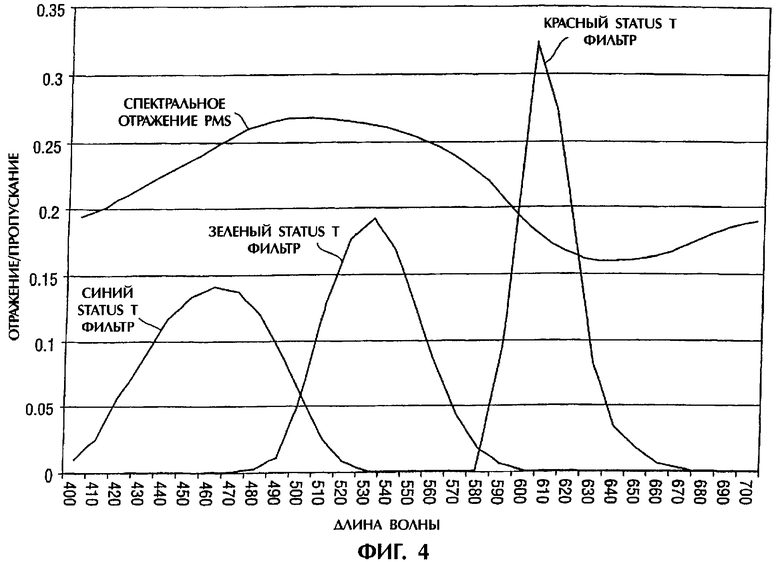
фиг.4 - графические зависимости изменения отрицательной способности от длины волны для контроля неосновных цветов.
Подробное описание
Настоящее изобретение использует для контроля цвета информацию, полученную в результате спектральных измерений с помощью или образцов (участков) контрольной цветовой полосы, области внутри отпечатанного изображения, или комбинации образцов (участков) контрольной цветовой полосы и областей внутри отпечатанного изображения.
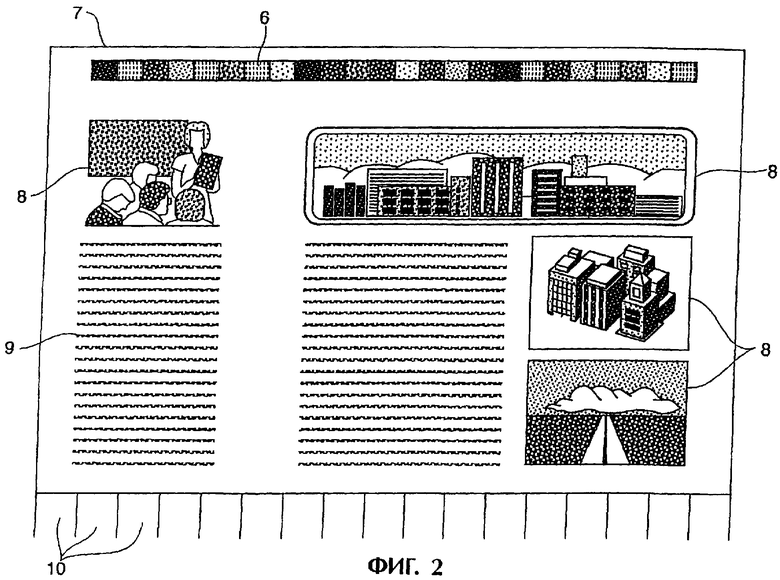
Показанная на фиг.1 контрольная цветовая полоса, используемая в процессе контроля, состоит из расположенных в ряд тестовых элементов. Контрольная цветовая полоса, отпечатанная перпендикулярно к направлению печати, обычно располагается или вверху, или в середине, или внизу отпечатанной сигнатуры в областях кромки или сгиба, как показано на фиг.2. Тестовые образцы для измерения характеристик качества печати хорошо известны в отрасли и описаны в литературе (например, «Введение в контрольные цветовые полосы: проводник пользователя по применению контрольной цветовой полосы». Ассоциация Графических Коммуникаций (Ассоциация по Обмену Графической Информацией, Ассоциация Графики), 1992).
Тестовые образцы контрольной цветовой полосы обычно включают в себя заливные участки 1 (100% покрытие области), участки 2 полутоновых оттенков различного покрытия области для каждой из основных красок (черный, голубой, красный и желтый) и участки 3 двух- и трехцветных отпечатков основных хроматических красок (голубой, красный и желтый).
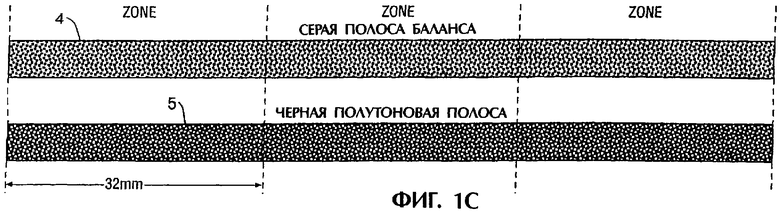
В ситуациях, таких как печать газеты, где не существует области кромки, контрольная цветовая полоса часто расположена на макете таким образом, что не доставляет неудобств читателю. На фиг.1b и 1с, соответственно, в подобных ситуациях обычно принято печатать или единую контрольную цветовую полосу, состоящую из чередующихся трехцветных нейтральных участков 4 и черных полутоновых участков 5 или двух контрольных цветовых полос, где одна контрольная цветовая полоса полностью состоит из трехцветных нейтральных полутоновых участков 4, а другая из участков 5 черной полутоновой краски. Возможны другие варианты контрольных цветовых полос. Необходимо отметить, что в правильных условиях печати трехцветные нейтральные полутоновые участки и черные полутоновые участки, представленные на фиг.1b и 1с, должны визуально представлять собой одно и то же в цвете и в светлом оттенке. Различия светлого оттенка в чертежах существуют только для пояснения принципа.
Контроль печати в большинстве печатных станков производится позонно, где каждая зона отвечает ширине, например, 32 мм, как показано на фиг.1. Внутри каждой зоны 10 винт регулировки подачи печатной краски, управляемый следящим электродвигателем или подобными средствами, в автоматической системе управления подачи краски используется для регулировки количества краски, подаваемой в данную область печати, которая в свою очередь повлияет на цвет участков, расположенных внутри специальной зоны и, в различной степени, соседних (смежных) зон на фиг.2. Таким образом, накат краски может быть приспособлен для получения участков желаемых цветов. Поэтому для точного управления цветом важно выбрать тестовые образцы (участки) и/или области изображения, которые очень чувствительны к изменениям существенных характеристик качества печати и расположить контрольные образцы (участки) соответственно по всей контрольной цветовой полосе и/или областям изображения по всей области печати.
Для определения цвета тестового образца (участка) или области изображения необходим измерительный инструмент для определения отражения света от измеряемой области. Предпочтительно, чтобы данным инструментом был спектрофотометр. Предпочтительным и хорошо известным способом для улавливания и анализа света с помощью спектрофотометра является использование спектральной решетки и ряда сенсоров (сенсорной линейки) с компьютерной обработкой. Выходом является ряд величин спектра отражения, которые описывают относительные отражательные характеристики объекта во всем видимом спектре через постоянный небольшой интервал длин волн. Величины отражения получаются посредством расчета коэффициента отражения спектра, который представляет собой отношение количества света, отраженного от образца, к количеству света, отраженному от эталонного материала, освещенного таким же образом, на каждой длине волны, по всему видимому спектру. Спектрофотометр обладает дополнительным достоинством, заключающимся в том, что величины спектрального отражения могут быть преобразованы и в колориметрическое, и в денситометрическое представление в соответствии со стандартными вычислениями. В настоящем документе термин «плотность» используется для сравнения с плотностями, вычисленными в соответствии со стандартной практикой, как подтверждено документально, к примеру, в Американском Национальном Стандарте Фотографии (Сенситометрия) (Фотометрии) - Измерения Плотности - Спектральные Условия (Режимы) (Спектрометрия). ANSI/ISO 5/3 - 1984, ANSI PH2.18 - 1985, Нью-Йорк: Американский Национальный Институт Стандартов, 1985. Термин «колориметрический» используется для сравнения с колориметрическими координатами, вычисленными в соответствии со стандартной практикой, как подтверждено документально в GGATS.5 - 1993, Графическая технология - Спектральное измерение и колориметрический расчет для графических изображений.
Способы контроля цвета с использованием измерений твердых (100% покрытие области) образцов (участков) широко описано в литературе. Хотя данные способы представляют собой средства прямого контроля, плотность твердой краски (SID) - единственная переменная, которая может быть уточнена непосредственно в режиме реального времени, эти способы имеют ограничения из-за ряда важных свойств, относящихся к качеству изображения, таких как увеличение значения тона (расплывание точек) и захват цвета, не берутся в расчет и влияют на воспроизведение изображения в добавление к изменениям плотности твердой краски. Как результат при применении контроля цвета, основанного только на плотности твердой краски, внешний вид отпечатанного объекта может значительно отличаться от установленной «Color Ok» («Нормы цвета»), хотя измерения плотности твердой краски показывают иначе. Таким образом, важно выбирать образцы (участки) и/или области изображения, которые обладают максимальной чувствительностью к изменениям существенных характеристик качества печати, указанных выше, или визуально являются значительными аспектами печати. Дополнительно для сокращения количества цветовых измерений, необходимых для контроля, должно быть использовано минимальное количество участков.
Согласно схеме, представленной на фиг.3, в соответствии с настоящим изобретением спектр отражения тестового образца (участка) или области изображения измеряется на этапе 100 с использованием спектрофотометра. Параметры спектра отражения преобразуются в цветовые координаты/цветовые параметры на этапе 102 в одном из предложенных CIE равномерных цветовых пространств (CIELAB, CIELUV), которые в качестве основного преимущества обладают способностью измерять цвет в параметрах, близких визуальным. Колориметрические координаты вычисляются на основе параметров спектра отражения, в соответствии со стандартными вычислениями, как описано ранее. Колориметрические координаты тестового образца (участка) или области изображения сравниваются на этапе 104 с соответствующими колориметрическими координатами заданных образцов (участков) и области изображения, представленных в таком же цветовом промежутке, для получения величин различия цветовых параметров. Заданные колориметрические величины, которые вычисляются из заданных величин отражения спектра, могут быть получены различными способами, включая измерение с помощью первоначально отпечатанного листа, именуемого «Color Ok» («Норма цвета») лист (образец). Иным образом заданные величины могут быть установлены вручную оператором различными способами, включая использование ручного спектрофотометра, или автоматическими системами в процессе подготовки к производству, или форпрессе. Различия цветовых параметров в дальнейшем могут быть использованы для вычисления общего отклонения цвета, используя одно из хорошо известных уравнений для вычисления отклонений цвета, таких как ΔE*ab, ΔE*uν, ΔE*94 и т.д. Для определения необходимости внесения корректировки в подачу краски отклонения цветовых параметров на этапе 106 сравниваются с установленными цветовыми допусками. Цветовые допуски для заданного образца (участка) или области изображения устанавливаются до печати и могут основываться, к примеру, на промышленных стандартах или специфике печатного оборудования. Если различия колориметрических параметров выходят за пределы цветовых допусков, необходима коррекция. Если требуется коррекция, использование колориметрических координат невозможно, и для расчета требуемой коррекции наката краски (подачи краски) используется информация, содержащаяся в спектре отражения. Это осуществляется сравнением величин спектра отражения тестовой области, полученного на этапе 100, с соответствующими величинами спектра отражения для получения величин отклонений спектра отражения на этапе 108. Отклонения спектра затем преобразуются непосредственно в величину коррекции плотности твердой краски на этапе 110 с использованием линейного матричного уравнения.
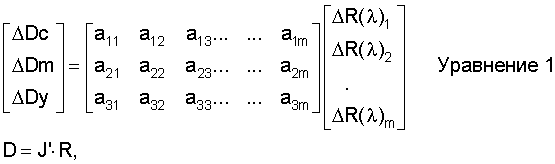
где R - вектор отклонения спектра отражения, включающий в себя отклонения ΔR(λ) спектра отражения, D - вектор отклонения или величины коррекции плотности твердой краски, включающий в себя вычисленные отклонения плотностей голубой, красной и желтой красок, ΔDc, ΔDm, ΔDy соответственно, измеренные с помощью фильтров основных цветов, J' - 3×m «корректировочная» матрица, соотносящая на этапе 112 два вектора, где m - число интервалов, равных длине волны. Хотя большинство спектрофотометров описывают примерно 31 величину спектров отражения для описания спектра отражения объекта, во многих случаях спектр отражения может быть представлен с меньшим количеством величин с особым отбором длин волн, зависящих от спектра или предполагаемого спектра. Для контроля хроматических одноцветных заливных участков естественно интерес будут представлять длины волн в областях с максимальным поглощением. Сокращение количества величин спектра отражения, используемых в вычислениях, увеличит скорость расчета и уменьшит количество измерений, необходимых для оценки коэффициентов J матрицы.
С помощью Уравнения 1 также возможно вычислить поправки толщины слоя краски вместо поправок плотности твердой краски непосредственно из отклонений спектра отражения. Такое преобразование обладает особыми преимуществами для контроля основных используемых цветов, неосновных цветов, основанными только на измерениях внутри изображения и в ситуациях, таких как печать газет, где для контрольных измерений подходят только трехцветные нейтральные и полутоновые черные тестовые участки. По фиг.4 для контроля неосновных цветов преимущество данного подхода состоит в основном в том, что для многих неосновных цветов область максимального поглощения недостаточно хорошо совмещается с областью максимальной прозрачности для фильтров Status Т (Состояние Т) и Status E (Состояние Е), обычно используемых в полиграфии. Результатом такого недостатка является денситометрическая величина, которая снижает чувствительность к изменениям толщины слоя краски. На фиг.4 это видно там, где синий, зеленый и красный Status Т (Состояние Т) фильтры наносятся вместе со спектром отражения неосновной краски.
Возвращаясь к схеме на фиг.3, корректировочная матрица на этапе 112 включает в себя частные дифференцирования зависимых переменных по независимым переменным. Элементы корректировочной матрицы сильно зависят от нескольких факторов, которые включают в себя условия печати (краска, бумага, печать и т.д.) и покрытия области основными красками. Как результат корректировочная матрица требуется для каждой тестовой области для согласования описанной ранее ситуации. Кроме того, в соответствии с изменениями в рабочих условиях печати в течение печати, которые могут повлиять на характеристики печати, матрица преобразования, определенная вначале, потребует уточнения (обновления) до стабилизации рабочих условий.
Корректировочная матрица, представленная в Уравнении 1, устанавливает связь между отклонениями спектра отражения и соответствующими различиями в плотности твердой краски. Корректировочная матрица также может использоваться для связи отклонений спектра отражения с различиями толщины слоя краски. Члены нижеприведенной матрицы - частные производные от толщины твердой краски по спектральному отражению.
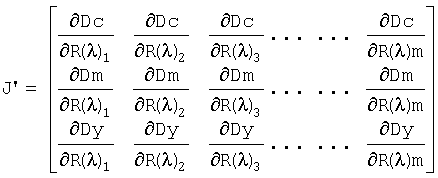
Члены матрицы, расположенные в первом ряду, описывают скорость изменения величины плотности твердой голубой краски специального тестового элемента для единичного изменения отражения для данной длины волны. Оставшиеся два ряда описывают такие же отношения для различий плотностей красного и желтого цветов соответственно. Один способ получения этих членов будет состоять в независимом установлении величин плотности твердой краски голубого, красного и желтого цветов и измерении результирующего изменения величин отражения спектра. Ограничением данного подхода является то, что потребуется внесение специальных изменений в плотность твердой краски в процессе печати, что может противоречить изменениям, которые необходимо внести в течение печати в данной точке в настоящий момент, таким образом снижая эффективность способа контроля. Предложенный способ, который обходит данное ограничение, определяет члены корректировочной матрицы, используя метод наименьших квадратов. Определение членов корректировочной матрицы методом наименьших квадратов происходит в соответствии с Уравнением 2.

где Х - матрица n×m величин независимых переменных, Y-n×3 - матрица величин зависимых переменных и n - количество образцов, используемых в определении. Члены корректировочной матрицы могут быть определены из величин плотности твердой краски или толщины слоя краски и отклонений спектра отражения, полученных в течение подготовки к печати. Таким образом, не требуется дополнительных изменений плотности твердой краски или толщины слоя краски, и установленные члены матрица могут в дальнейшем рассчитываться для любых вторичных эффектов, которые могут появиться, когда одновременно оценивается более одной краски одновременно.
Расчет членов корректировочной матрицы методом наименьших квадратов производится так же, как показано в Уравнении 2, с отклонениями спектров отражения в качестве независимых переменных и различиями плотности твердой краски и толщины слой краски в качестве зависимых переменных. Внесение посчитанных корректив минимизирует указанную разницу цвета.
В практическом применении изобретения возможно появление различных вариантов его реализации. Таким образом, указанная ниже формула изобретения определяет рамки изобретения, его способов и структур внутри рамок формулы изобретения, охватывая, таким образом, их эквиваленты.

Изобретение относится к оперативному контролю цвета в печатных станках для используемых основных и не основных цветов путем непрерывного проведения спектральных измерений в сочетании с линейными уравнениями для определения необходимой коррекции подачи краски для сохранения точности цвета в печати. Способ позволяет осуществлять контроль цвета в течение печати с использованием спектральных измерений. Когда отклонение цвета превышено, измеренные величины спектральной отражательной способности тестовой области сравнивают с соответствующими заданными величинами и устанавливают отклонение спектра отражения. Линейные уравнения используют для соотнесения отклонений спектра отражения с различиями плотности твердой краски или толщины слоя краски для регулирования подачи краски с использованием оперативно эмпирически созданной корректировочной матрицы, такой, что отклонение спектра отражения минимизируется. 2 н. и 63 з.п. ф-лы, 4 ил.
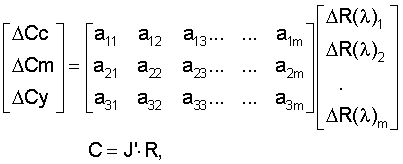
где R - вектор отклонения спектра отражения, включающий в себя отклонения спектральных отражений ΔR(λ), С - вектор коррекции, включающий в себя рассчитанные величины коррекции для голубой, красной и желтой красок ΔСс, ΔCm, ΔСу соответственно, в указанном порядке измеренные через фильтры основных цветов, J' - это 3×m «корректировочная» матрица, соотносящая два вектора, где m - число интервалов длины волны.
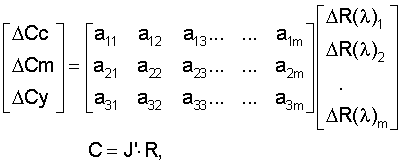
где R - вектор разницы спектрального отражения, включающий в себя разницы спектральных отражений ΔR(λ), С - корректирующий вектор, включающий в себя рассчитанные величины коррекции для голубой, красной и желтой красок ΔСс, ΔCm, ΔСу соответственно, в указанном порядке измеренные через фильтры основных цветов, J' - 3×m «корректировочная» матрица, соотносящая два вектора, где m - число интервалов длины волны.
| US 5357448 А, 18.10.1994 | |||
| US 5182721 A, 26.01.1993 | |||
| US 5068810 А, 26.11.1991 | |||
| US 4660159 A, 21.04.1987 | |||
| RU 2059211 A, 27.04.1996 | |||
| US 5551342 A, 03.09.1996 | |||
| US 4975862 A, 04.12.1990. |

