Описание
Изобретение относится к многослойному изделию, в особенности к многослойным пленкам, характеризуемому признаками родового понятия пункта 1 формулы изобретения, а также к способу повышения защищенности многослойного изделия от фальсификации, характеризуемому признаками родового понятия пункта 22 формулы изобретения.
Из документа DE 3738330 A1 известен способ лазерной маркировки, применяемый для нанесения пигментов на поверхности, причем пигменты пигментного покрытия при различных температурах изменяют свое молекулярное строение и окрашиваются в разные цвета. С помощью лазерного излучения локальным образом обеспечиваются конкретные температуры поверхности, за счет чего могут быть получены окрашенные лазерные маркировки.
В документе DE 4410431 А1 описан способ, посредством которого на карточку, удостоверяющую личность, посредством лазерной маркировки наносятся персональные данные, причем карточка, удостоверяющая личность, содержит нанесенный автоматическим способом элемент защиты от копирования. При лазерной маркировке наносится отличительный знак (маркировочная метка) в форме последовательности чисел, при этом часть последовательности цифр наносится в элементе элемента защиты от копирования, а другая часть последовательности цифр - в смежной области карточки для удостоверения личности. Лазерная маркировка осуществляется путем локального удаления металлизации в слое металла элемента защиты от копирования или путем зачернения обрабатываемой области карточки удостоверения личности.
В документе ЕР 0219011 В1 описан специальный способ для лазерной маркировки карточки для удостоверения личности. В этом способе в различных прозрачных слоях карточки посредством лазера наносятся черные маркировочные знаки. Во взаимодействующих между собой прозрачных слоях таким путем получают параллактические изображения.
В документе GB 2240948 А также описана лазерная маркировка карточки для удостоверения личности. Лазерная маркировка осуществляется в данном случае путем удаления различных цветных слоев. Получаемые при этом лазерные маркировочные метки проявляются в виде цветной маркировки.
В документе DE 4131964 А1 описана лазерная маркировка многослойной пленки с металлическим слоем и голографической структурой. Маркировка производится путем локального зачернения и удаления слоев.
Из документа ЕР 0420261 А2 известны различные меры для повышения защищенности от фальсификации для систем с пленками горячего тиснения с голографической структурой. В числе прочего в этом документе описано, что в структуру голограммы или в другие слои лака пленки путем лазерной обработки вводятся индуцированные лазером маркировочные метки. Описаны также другие методы индивидуализации пленок со структурой голограммы, которые могут применяться в качестве дополнения или альтернативы, состоящие в том, что применяется индивидуализирующий штамп для тиснения, который придает структуре голограммы индивидуализированный внешний контур. Недостатком описанных методов индивидуализации является то, что для нанесенной на подложку пленки без привлечения образца для сравнения невозможно распознать, имеет ли место фальсификация.
Выполнение многоцветных маркировок при нанесении покрытий известно из публикаций WO 96/35585 и WO 94/12352, выполнение одноцветных маркировок известно из документов ЕР 0327508, ЕР 0190997 и DE 3738330. В этом отношении описано следующее.
Из WO 96/35585 известны различные варианты выполнения пластмассовых изделий, в частности массивных изделий или покрытий, которые содержат смесь различных пигментов. В различных вариантах осуществления смесь пигментов состоит из трех компонентов пигментов, а именно желтого пигмента, пурпурного пигмента и цианового пигмента. За счет лазерной обработки осуществляется цветовая маркировка на изделии из пластмассы. Цветовая маркировка возникает за счет отбеливания пигментов посредством лазерной обработки. Условия лазерной обработки устанавливаются конкретным образом за счет изменения длины волны, чтобы получить различные цвета. Соответствующая подходящая для применения конкретная длина волны предварительно определяется путем измерений поглощения света в пигментах, а именно, определяется длина волны поглощения в максимуме поглощения пигмента. Соответственно используются пигменты, которые обнаруживают только единственный максимум поглощения. Тем самым должно гарантироваться, что при лазерной обработке будет получен цвет, который соответствует цвету лазерного излучения, причем длительность лазерной обработки и интенсивность лазерного излучения для каждого цвета может иметь одинаковое значение. В описанном примере осуществления с использованием смеси пигментов, включающей желтый пигмент, пурпурный пигмент и циановый пигмент, для лазерной обработки применяется фиолетовое лазерное излучение при длине волны 430 нм, синее лазерное излучение при длине волны 470 нм, желтое лазерное излучение при длине волны 575 нм и обозначаемое как оранжевое лазерное излучение при длине волны 650 нм. Таким путем при лазерной обработке за счет соответствующей установки длины волны лазера при остальных одинаковых условиях должны реализовываться различные цветовые маркировочные метки на изделиях из пластмассы. Цвета возникают путем комплексного смешивания пигментов, одновременно обесцвечиваемых при соответствующих длинах волн. Методы получения всевозможных цветов при использовании ограниченного числа пигментов, не раскрыты.
Из публикации WO 94/12352 также известно решение, согласно которому на изделии из пластмассы, которое содержит пигментную смесь и которое может быть выполнено как массивное тело или как покрытие, посредством лазерной обработки с использованием излучения с различными длинами волн создается цветная маркировка. Цветообразование происходит благодаря тому, что пигменты изменяют свой цвет при лазерной обработке за счет изменения состояния пигмента. Условия лазерной обработки выбираются каждый раз случайным образом. При этом не раскрывается способ создания любых цветов целенаправленным образом. Кроме того, количество получаемых таким образом цветов очень ограничено.
Из документа ЕР 0327508 известен способ, при котором чувствительный к лазерному излучению пигмент А и нечувствительный к лазерному излучению пигмент В содержатся в двух отдельных расположенных один на другом слоях или в одном общем слое, и за счет лазерной обработки пигмент А отбеливается, в то время как нечувствительный к лазерному излучению пигмент В не отбеливается или отбеливается в весьма незначительной степени. При лазерной обработке получают цветную маркировку, однако только одноцветную маркировку, т.е. максимум двухцветное изображение. Известный способ не предусматривает изменения условий лазерной обработки для создания различных цветов.
Из документа ЕР 0190997 В1 известен способ, при котором в слое синтетического материала, выполненном в качестве покрытия металлической пластинки, или в пластине из синтетического материала содержится добавка, которая при лазерной обработке окрашивается за счет перехода состояния пигмента из одного цвета в другой или за счет почернения. При этом невозможно получить цветовые маркировки с различными цветами.
Из документа ЕР 0416664 В1 известен способ создания черных маркировочных меток путем лазерной маркировки в изделиях из пластмассы или в слоях пленки. Маркировочные метки возникают за счет обусловленного лазером почернения содержащегося в пластмассе чувствительного к лазерному излучению компонента - сульфита молибдена. Из документа DE 19522397 А1 известен способ нанесения светлой маркировочной надписи путем лазерной обработки слоев синтетического материала, содержащего пигменты. Это осуществляется за счет лазерного отбеливания содержащихся в материале пигментов.
Из документов ЕР 0537668 и DE 8130861 U1 известен способ, при котором в структуре слоев переводных пленок локальным образом удаляют слои путем лазерной обработки, чтобы тем самым получить маркировочные надписи.
Кроме того, например, из документов ЕР 0741370 В1, DE 4333546 А1 или US 4911302 известен способ, при котором путем лазерной обработки многослойных изделий создают маркировочные знаки путем индуцированного лазером оплавления материала, чтобы такие маркировочные надписи переносить затем еще в оплавленном состоянии на другое изделие.
В основе изобретения лежит задача повышения защищенности от фальсификации многослойного изделия, например носителя для записи данных, такого как карта удостоверения личности или иное тому подобное средство.
Эта задача решается согласно изобретению в многослойном изделии согласно пункту 1 формулы изобретения, а также в способе для повышения защищенности от фальсификации многослойного изделия согласно пункту 22 формулы изобретения.
Под многослойным изделием может пониматься многослойная пленка, например, переводная пленка, например, пленка горячего тиснения или слоистая пленка (ламинат), а также изделие с покрытием, предпочтительно изделие из синтетического материала, покрытое пленкой. При этом поверхность подложки может представлять собой слой. Посредством позиционирования точной приводкой, а также точной посадкой и/или точным координированием маркировки, создаваемой в чувствительном к лазерному излучению слое с помощью лазерного облучения, так называемой индуцированной лазером маркировки, создается высокоточный составной индивидуализированный маркировочный знак относительно уже имеющегося перед лазерной обработкой в структуре слоев элемента маркировочной метки, который, например, может быть получен как дифракционная и/или голографическая структура в необходимом случае с эффектом движения, или как отпечаток, или как отражающий элемент, т.е. область с повышенным светоотражением и/или с повышенным коэффициентом преломления, и который составляется из уже имеющегося элемента маркировочной метки и индуцированной лазером маркировки. Последняя предпочтительно выполняется в виде изображения насыщенного цвета. Точная приводка при составлении может контролироваться сразу, предпочтительно путем простого наблюдения извне, без использования дорогостоящих приборов, чтобы установить устойчивость (достоверность, прочность). Это означает, что путем этого специального взаимодействия индуцированной лазером маркировки с соответствующим маркировочным элементом достигается комбинаторный эффект, который представляет собой квазисинэргетический эффект. Специальные комбинаторные визуальные эффекты могут при этом возникать за счет наложения дифракционных и индуцированных лазером цветных изображений.
Позиционирование точной подводкой индуцированной лазером маркировки может выполняться путем соответствующего управления не имеющим массы лазерным лучом. Предпочтительно управление может осуществляться электронным способом, а именно, в зависимости от определения действительного местоположения уже имеющегося в структуре слоев элемента маркировочной метки, относительно которого осуществляется в конечном счете координация.
Лазер может управляться посредством определения параметров оформления фонового слоя, предпочтительно определения оттиска (формата печати) или дифракционной картины, и/или путем определения параметров оформления чувствительного к лазерному излучению слоя или составной части индуцированного лазером изображения, в частности, посредством обработки изображения. Предпочтительным образом, осуществляется управление положением (позицией), направлением падения лазерного луча, длиной волны лазера, продолжительностью воздействия, числом импульсов и/или интенсивностью лазерного излучения.
Цветные маркировки могут иметь различные цвета. Цветные маркировки могут также иметь более или менее непрерывные переходы цветов. В особых вариантах выполнения каждая цветная маркировка имеет определенный цветовой тон, который на определенном участке или во всей области маркировки является постоянным.
Особенно высокая защищенность от фальсификации может быть получена в том случае, когда индуцированная лазером маркировка выполняется как цветная маркировка, а именно, когда маркировка выполняется в виде многоцветной маркировки. Особое преимущество в этой связи обеспечивается в том случае, когда индуцированная лазером маркировка выполняется путем индуцированного лазером отбеливания красящего вещества, имеющегося в чувствительном к лазерному излучению слое.
Чтобы получить изображение насыщенного цвета, в одном из вариантов осуществления предусмотрено, что чувствительный к лазерному излучению материал выполняется в виде смеси различных чувствительных к лазерному излучению компонентов, предпочтительно по меньшей мере из трех различных компонентов красителей. Каждый из этих компонентов, предпочтительно каждый компонент смеси, имеет возможность отбеливания посредством лазера при специфических для соответствующего компонента условиях лазерной обработки, предпочтительно при этом используется циановый краситель, который выполнен как краситель, отбеливаемый красным лазерным излучением; фуксиновый (пурпурный) краситель, который выполнен как краситель, отбеливаемый зеленым лазерным излучением; и желтый краситель, который выполнен как краситель, отбеливаемый синим лазерным излучением. В качестве альтернативы, вместо таких отбеливаемых красителей могут также использоваться красители, которые посредством лазера при специфических для компонента условиях лазерной обработки могут изменять цвет, предпочтительно за счет изменения состояния пигмента.
В особенно предпочтительных вариантах осуществления элемент маркировочной метки, уже имеющийся в многослойной структуре, выполняется как дифракционная или голографическая структура, предпочтительно как дифракционная или голографическая структура с характерным ограниченным внешним контуром. Предпочтительным образом, соответствующая структура может выполняться по типу гильоширования (механического гравирования волнистых переплетающихся линий) или такая гравировка может содержаться в дифракционной или голографической структуре. Кроме того, предусмотрены варианты выполнения, при которых элемент маркировочной метки, уже имеющийся в многослойной структуре, альтернативно или дополнительно к дифракционной или голографической структуре выполнен печатью.
Особенно легкий контроль устойчивости (прочности) проявляется в вариантах выполнения, при которых индуцированная лазером маркировка и соотнесенный с ней уже имеющийся до лазерной обработки в многослойной структуре элемент маркировочной метки примыкают друг к другу в проекции на плоскость слоев с высокой точностью, предпочтительно размещены непосредственно один на другом смежно рядом друг с другом. В качестве альтернативы или в определенных других областях такое упорядочивание может быть выполнено таким образом, что индуцированная лазером маркировка и другой элемент маркировочной метки полностью или на участках перекрываются с высокой точностью, предпочтительно размещены по одной линии один над другим.
Особенно предпочтительны варианты осуществления, в которых индуцированная лазером маркировка и другой элемент маркировки выполнены соответственно в форме линий и в проекции на плоскость слоев оптически распознаются как точно подогнанная, составная, предпочтительно проходящая непрерывным образом линия, т.е. оба отрезка линии оптически распознаются как продолжающие друг друга. Кроме того, предусмотрены варианты осуществления, в которых индуцированная лазером маркировка и другой элемент маркировки размещены относительно одной фиктивной или конкретно имеющейся общей вертикальной линии, в особенности, когда индуцированная лазером маркировка с другим маркировочным элементом выполнены как общая последовательность букв или цифр по типу слова маркировки или многоразрядного числа маркировки. Для повышения устойчивости от фальсификации можно, в особенности индуцированную лазером маркировку, дополнительно выполнить как микрошрифт. Такие варианты осуществления более устойчивы к фальсификации, потому что микрошрифт может быть реализован по печатной технологии только с высокими техническими затратами, и при персонализации может быть повторена специфическая для документа информация (например, имя владельца удостоверения личности и т.п.). Индуцированный лазером микрошрифт может быть выполнен многоцветным, предпочтительно с соответствующим плавным переходом тонов.
Особенно высокая устойчивость от фальсификации проявляется в вариантах выполнения, при которых индуцированная лазером маркировка и соотнесенный с ней другой элемент маркировки выполняются гравировками. Предпочтительным образом эти гравировки подгоняются друг к другу с высокой точностью, так что в проекции на плоскость слоев оптически распознается составная структура гравировки, подогнанная с высокой точностью.
В других вариантах осуществления предусмотрено, что индуцированная лазером маркировка и уже имеющийся в структуре слоев элемент маркировки выполнены соответственно в виде плоского поля. Как индуцированная лазером маркировка, так и другой элемент маркировки могут выполняться соответственно как чередующиеся граничащие один с другим плоские поля. Граничащие друг с другом поля предпочтительным образом выполнены оптически распознаваемыми как различные, например, за счет отличающегося цвета или отличающейся структуры, предпочтительно как плоская отражающая область или как дифракционная и/или как голографическая структура. Плоские поля, уже имеющиеся в многослойной структуре перед лазерной обработкой, могут быть выполнены в отражающем слое, например, с чередованием как плоский отражающий слой и как дифракционная структура. Предпочтительным образом, при рассмотрении их извне, они располагаются над индуцированными лазером плоскими полями. Обратное упорядочение также возможно в вариантах осуществления. Индуцированные лазером плоские поля предпочтительно выполняются с чередующимися различными цветами. Под различными углами наблюдения проявляются различные оптические эффекты, которые при применении только элементов маркировки или только индуцированной лазером маркировки не могут быть выработаны.
Предусмотрены варианты осуществления, в которых индуцированная лазером составная часть изображения путем точной приводки подогнана к соответствующей составной части изображения, которая, например, образована в фоновом слое или в накрывающем слое или посредством этих слоев. Предпочтительным образом может предусматриваться, что рядом друг с другом размещено за счет точной приводки большое число индуцированных лазером составных частей изображения, и, таким образом, из этих многих точно подогнанных друг к другу составных частей изображения составляется многослойное изображение.
Особые оптические эффекты достигаются в вариантах осуществления, в которых предусмотрено, что индуцированная лазером составная часть изображения выполняется бесцветной прозрачной или тонированной цветом прозрачной, а соотнесенная с ней составная часть изображения расположена в слое, находящемся ниже или выше в направлении, перпендикулярном направлению к плоскости слоев, по одной линии или со смещением в боковом направлении. Под слоем, расположенным ниже или соответственно выше, понимается фоновый слой или накрывающий слой, который, например, выполняется как отражательный слой предпочтительно с дифракционной структурой, размещенной в ограниченной области.
В предпочтительных вариантах осуществления, особенно если многослойное изделие реализовано в переводной пленке, например, в пленке горячего оттиска или в ламинате, или в покрытии, состоящем из такой пленки, то предпочтительно предусматривается, что при лазерной обработке изменяется исключительно чувствительный к лазерному излучению слой, а именно, предпочтительно только путем избирательного отбеливания или селективного изменения цвета при изменении состояния красителя. Предпочтительным образом, имеющиеся другие слои, такие как защитные слои, например, один или более верхних защитных слоев остаются неизмененными, т.е. не происходит никакого повреждения этих слоев при лазерном воздействии. В вариантах осуществления, в которых имеется отражающий слой, этот отражающий слой предпочтительно выполнен таким образом, что при соответствующем наведении лазерного луча последний может проходить через этот слой и в необходимом случае может воздействовать на размещенный под ним чувствительный к лазерному излучению слой. Особенно высокая защищенность по отношению к фальсификации может быть получена в том случае, когда чувствительный к лазерному излучению слой или индуцированная лазером маркировка располагается, при наблюдении в направлении на многослойное изделие или на покрытую пленкой подложку, под дифракционной и/или голографической структурой, и/или отражательным слоем, причем особенно предпочтительным является то, когда индуцированная лазером маркировка размещена с непосредственным примыканием к этим расположенным над ней структуре или слою.
Под отражательным слоем или отражательным полем понимается слой или область, которая имеет повышенное отражение света и/или повышенный коэффициент преломления. При этом речь идет о слое или области, которые могут быть выполнены из металла или металлического соединения, например, из алюминия, хрома, серебра, сульфида цинка, оксида титана и т.д., кроме того, возможен состав из других материалов, например, соединений германия, соединений кремния и т.д. Речь может идти о плоском, предпочтительно выполненном напылением слое или областях. Такой слой или области могут быть выполнены взаимосвязанными или в отделенных друг от друга областях. Также возможны варианты выполнения, в которых свойство отражения получают за счет использования соответствующих частиц или т.п., например, металлических пигментов. Ниже предпочтительные варианты осуществления описаны со ссылками на чертежи, на которых показано следующее:
Фиг.1-5 - виды в разрезе различных пленок горячего тиснения соответственно с чувствительным к лазерному излучению слоем,
Фиг.6-10 - виды в разрезе различных многослойных пленок соответственно с чувствительным к лазерному излучению слоем,
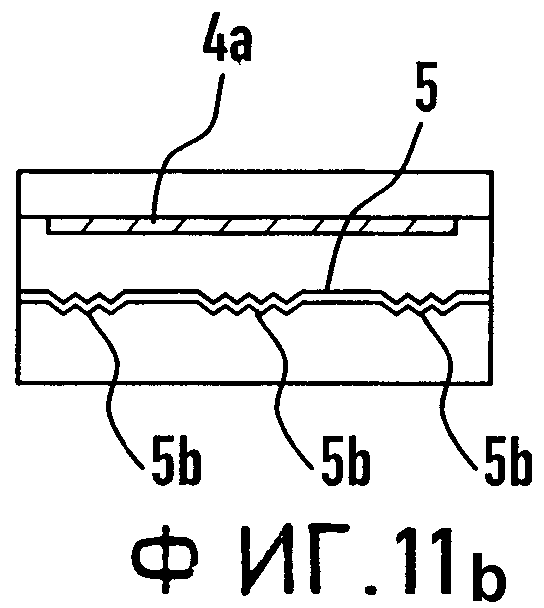
Фиг. 11а-d - пространственные представления (а и с) и виды в разрезе (b и d) первого варианта выполнения многослойных изображений, получаемых путем лазерной обработки, причем на фиг.а и b иллюстрируется оформление в области чувствительного к лазерному излучению слоя и второго слоя перед лазерной обработкой, а на фиг.с и d - то же самое после лазерной обработки,
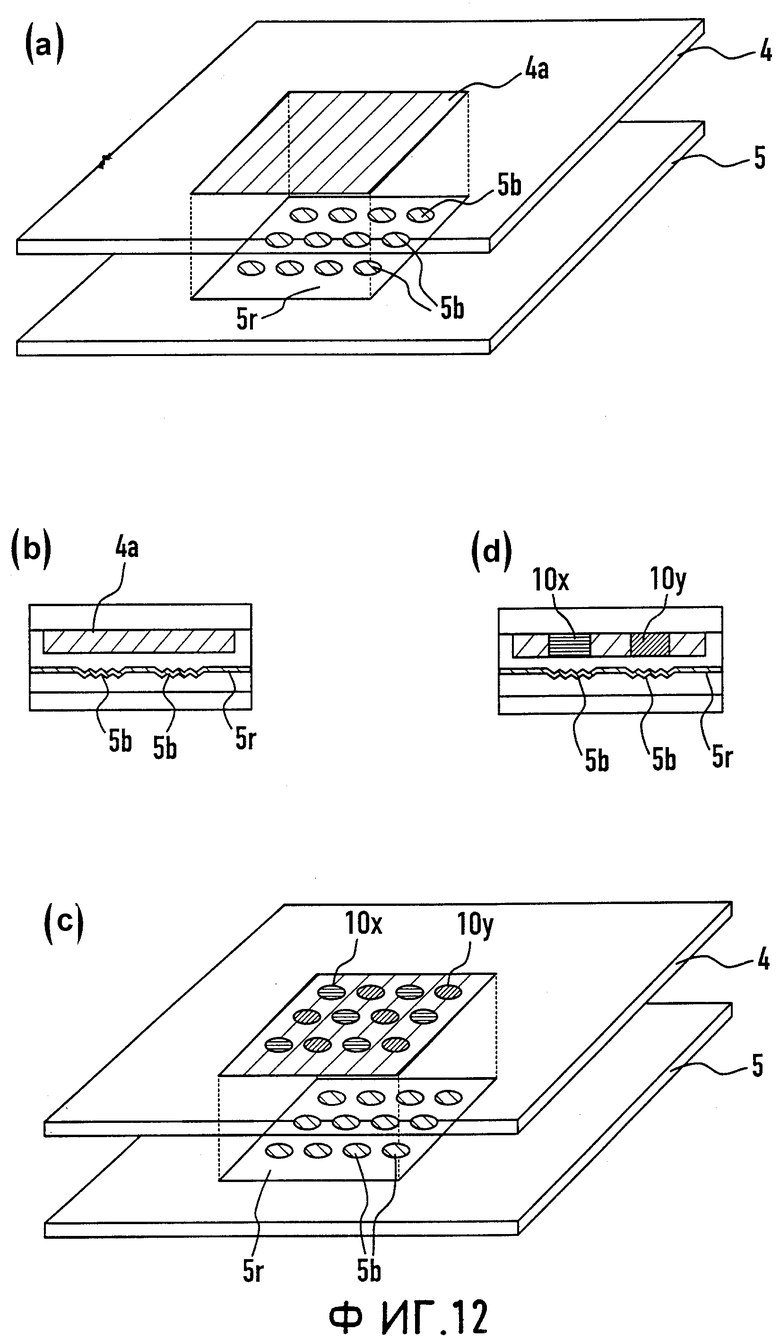
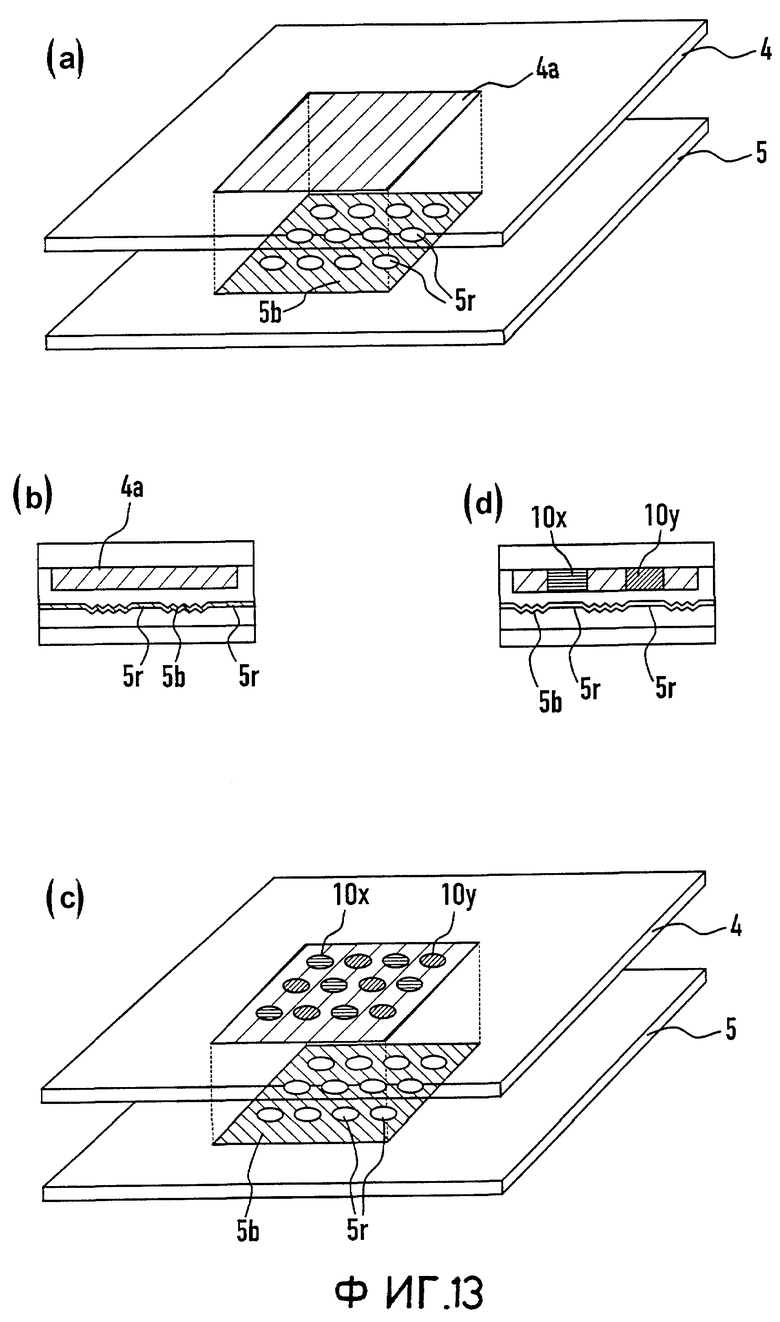
Фиг.12a-d и 13a-d - пространственные представления и виды в разрезе, соответственно фиг.11a-d, для второго и третьего вариантов выполнения,
Фиг.14а-d - пространственные представления и виды в разрезе, соответственно фиг.11a-d, для четвертого варианта выполнения,
Фиг.15а-b - вид в горизонтальной проекции примера выполнения по фиг.14a-d,
Фиг.16а-b - пространственные представления, соответственно фиг.11a-d, для пятого варианта выполнения,
Фиг.17 и 18 - виды в горизонтальной проекции шестого и седьмого вариантов выполнения,
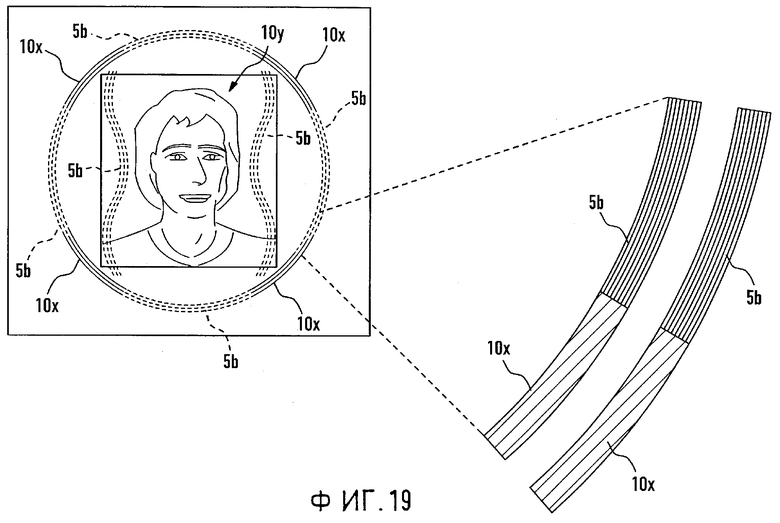
Фиг.19 - вид в горизонтальной проекции восьмого варианта выполнения. В последующем, прежде всего со ссылками на фиг.1-10 описаны пленки горячего тиснения и многослойные пленки, в структуре слоев которых может быть сформирована индуцированная лазером индивидуализирующая метка с целью повышения защищенности от фальсификации и создания комбинаторных визуальных эффектов. Во взаимосвязи с этими чертежами описываются также основные этапы способа лазерной обработки, посредством которых обрабатываются пленки, т.е. чувствительный к лазерному излучению слой, чтобы создать соответствующую индивидуализирующую метку. Вместо пленок горячего тиснения могут также использоваться и другие переводные пленки.
Прежде всего, различные показанные на чертежах пленки описаны в отношении их структуры слоев и состава материала отдельных слоев.
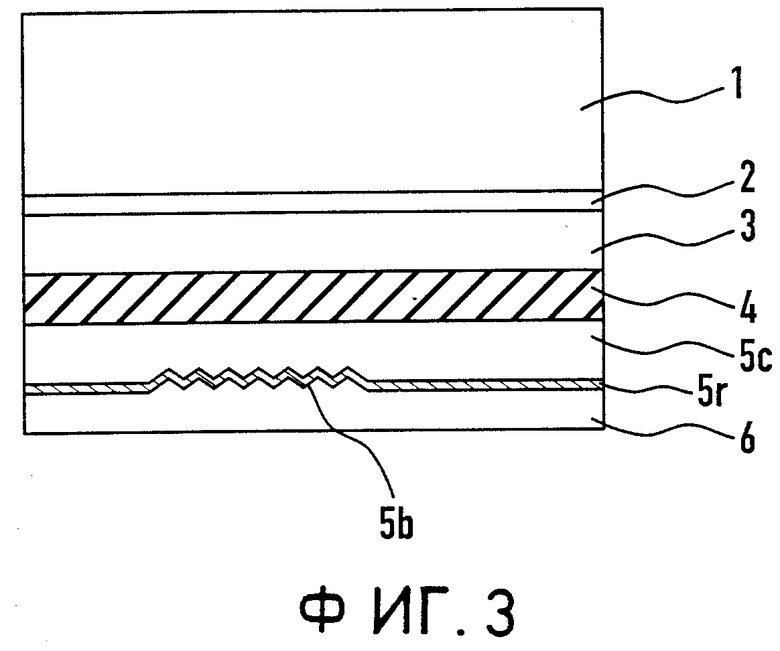
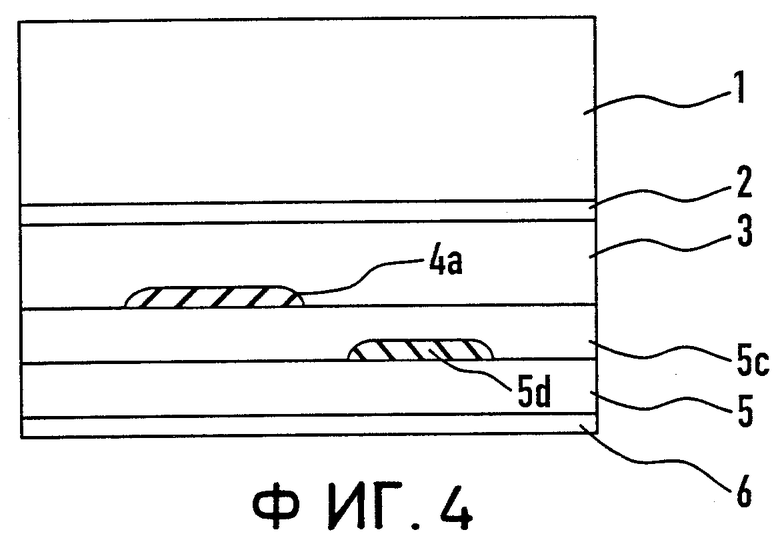
В случае показанных на фиг.1-5 пленок речь идет о пленках горячего тиснения. Пленка горячего тиснения, показанная на фиг.1, включает в себя несущую пленку 1, удаляемый слой 2, защитный слой 3, чувствительный к лазерному излучению слой 4, фоновый слой 5 и клеящий слой 6.
В случае несущей пленки 1, речь идет преимущественно о пленке из полиэстера толщиной от 6 до 100 мкм, предпочтительно толщиной от 19 до 38 мкм. На этой несущей пленке 1, один над другим, располагаются слои 2-6. Они нанесены при изготовлении пленки горячего тиснения известным способом.
Удаляемый слой 2 является разделительным слоем. Он сформирован, преимущественно как слой, становящийся мягким под воздействием тепла, который допускает при нанесении пленки горячего тиснения на подложку удаление других слоев от несущей пленки 1. Удаляемый слой 2 имеет, в общем, толщину значительно больше 1 мкм.
Защитный слой 3 образован как защитный слой лака. При этом речь идет о прозрачном слое лака, задачей которого является защита открытой поверхности объекта, декорированного пленкой горячего тиснения, от механических повреждений и химических воздействий. Толщина слоя находится, предпочтительно, в пределах от 1 до 2 мкм.
Чувствительный к лазерному излучению слой 4 сформирован в виде так называемого слоя цветного лака (фарблака). При этом речь идет об окрашенном пигментами и/или снабженном другими окрашивающими системами или красителями слое лака толщиной, предпочтительно, от 3 до 10 мкм. Пигменты или другие окрашивающие системы или красители этого слоя цветного лака с помощью лазерного излучения, длины волн которого предпочтительно лежат в видимом диапазоне, имеют возможность избирательного отбеливания и/или изменения в другой цвет. Предпочтительно концентрация пигментов этого слоя 4 лака находится в пределах от 3 до 15% относительно твердого тела. Связующая система этого слоя 4 лака не может оптически изменяться под воздействием лазера, так что на облученных участках возникает только цветная контрастная маркировка без повреждения пленки. Пленка заметно не повреждается ни на поверхности, ни внутри.
Фоновый слой 5 выполнен в виде так называемого второго слоя цветного лака. Этот слой окрашен иначе, нежели чувствительный к лазерному излучению слой 4. Слой 5 является, например, белым или цвета слоновой кости, если чувствительный к лазерному излучению слой 4 является черным или серым. Слой 5 служит в первую очередь, как светлый вспомогательный слой для цветов, получаемых посредством лазерного излучения в чувствительном к лазерному излучению слое 4. Толщина слоя 5 находится предпочтительно в пределах от 15 до 20 мкм.
Существует возможность не предусматривать фоновый слой 5, как и чувствительный к лазерному излучению слой 4, по всей поверхностью пленки горячего тиснения и, тем самым, по всей декорируемой поверхности в одинаковом цветовом исполнении. Напротив, слои 4 и 5 могут быть составлены в отдельности, и при этом также по-разному, из разноцветных участков.
В случае клеящего слоя 6, речь идет об общепринятом и известном клеевом слое на переводной пленке или пленке горячего теснения, толщина которого составляет примерно от 1 до 10 мкм, причем клеевой слой для пленки горячего тиснения составлен так, что он клеится только при соответствующем тепловом воздействии.
(точка размягчения 140°С)
(40%, аминовое число 20)
(первый слой цветного лака):
(Fp (точка размягчения)>200°C
(50%, аминовое число 20)
(точка размягчения 103°С)
Переводная пленка, в данном конкретном случае пленка горячего тиснения, наносится обычным способом преимущественно на подложку и именно так, что клеевой слой 6 обращен к поверхности подложки. Клеевой слой 6 образует затем, при горячем тиснении, клеевое соединение с поверхностью подложки. Затем несущая пленка 1 - после размягчения под воздействием тепла при горячем тиснении удаляемого слоя - сдирается. При такой пленке горячего тиснения, нанесенной на поверхность подложки, защитный слой 3 образует затем обращенную от подложки верхнюю поверхность тисненой пленки.
Пленки горячего тиснения, изображенные на фиг.2-4, в противоположность пленке, показанной на фиг.1, имеют иначе сформированный фоновый слой. В примере по фиг.2 фоновый слой сформирован как отражающий слой 5r. В особом случае отражающий слой выполняется как металлический отражающий слой. Отражающий слой может быть прозрачным или частично прозрачным для определенных спектральных диапазонов. Он может иметь более высокий показатель преломления, чем другие слои, и поэтому имеет повышенное светоотражение. В примере по фиг.3 слой 5с предусмотрен как дополнительный слой лака, который предпочтительно является прозрачным. Кроме того, предусмотрен отражающий слой 5r, который имеет зонную дифракционную или голографическую структуру 5b. В примере выполнения по фиг.3 эта структура 5b выполнена как компонент слоя 5с лака и клеевого слоя 6, а также лежащего между ними слоя. Альтернативно или дополнительно дифракционная структура также может быть сформирована как компонент слоя 5с лака и/или чувствительного к лазерному излучению слоя 4, и/или клеевого слоя 6. В этих случаях дифракционная структура может быть сформирована, как показано, на отдельных участках или как сплошной слой.
В примере по фиг.4 в фоновом слое 5с, в ограниченной области, размещен отпечаток 5d, и в чувствительном к лазерному излучению слое - смещенная в боковом направлении относительно этого отпечатка ограниченная чувствительная к лазерному излучению область 4а.
На фиг.5 показана пленка горячего тиснения с измененной структурой слоев. Структура слоев аналогична показанной на фиг.3, однако в ней изменена последовательность слоев, а именно так, что чувствительный к лазерному излучению слой 4 размещен на стороне отражающего слоя 5r, обращенной к подложке. Слои расположены один на другом в следующей последовательности: несущая пленка 1, удаляемый слой 2, защитный слой 3, промежуточный слой 5с, отражающий слой 5r, чувствительный к лазерному излучению слой 4, фоновый слой 7 и клеевой слой 6. В смежных друг с другом областях чувствительного к лазерному излучению слоя 4, отражающего слоя 5r и промежуточного слоя 5с сформирована дифракционная структура 5b. Она может быть сформирована как дифракционная решетка. Альтернативно структура 5b может быть также сформирована как голографическая структура. В представленном на фиг.5 примере осуществления дифракционная структура 5b формируется при изготовлении пленки, при этом сначала проводится тиснение дифракционной структуры в промежуточном слое 5с, после чего наносится отражающий слой 5r, например, посредством напыления. Отражающий слой 5r на участках вне дифракционной структуры выполнен как ровный отражающий слой 5r. Он предпочтительно имеет толщину слоя <1 мкм. Он является прозрачным или частично прозрачным под определенными углами зрения по меньшей мере для определенных спектральных диапазонов. После нанесения отражающего слоя 5r наносится чувствительный к лазерному излучению слой 4. Изготовленная таким образом дифракционная структура 5b сформирована в примыкающих непосредственно друг к другу областях слоев 5с и 4. При наблюдении дифракционной структуры проявляются, в зависимости от угла освещения и наблюдения, изменяющиеся оптические эффекты.
В случае пленки по фиг.5а слои расположены в следующей последовательности: несущий слой 1, удаляемый слой 2, защитный слой 3, чувствительный к лазерному излучению слой 4, отражающий слой 5r, чувствительный к лазерному излучению слой 4, дополнительный слой 7 лака и клеевой слой 6. Чувствительные к лазерному излучению слои 4, сформированные по обе стороны отражающего слоя 5r, могут быть выполнены идентично, то есть отражающий слой в таком случае расположен в этом целом чувствительном к лазерному излучению слое. Однако чувствительные к лазерному излучению слои могут быть выполнены и по-разному. В смежных друг с другом областях чувствительных к лазерному излучению слоев 4 и отражающего слоя 5 сформирована дифракционная структура 5b. Альтернативно, структура 5b может быть сформирована и как голографическая структура. Повышенная защищенность от фальсификации в этом примере осуществления обеспечивается за счет того, что два чувствительных к лазерному излучению слоя, которые могут быть сформированы одинаково или по-разному, примыкают к дифракционной или голографической структуре. Слой 7 лака, который является необязательным, сформирован при этом как прозрачный слой или как светлый вспомогательный слой. Альтернативно, слой 7 лака и клеевой слой 6 могут отсутствовать, и второй чувствительный к лазерному излучению слой 4, изображенный на фиг.5а под отражающим слоем 5r, может быть выполнен как чувствительный к лазерному излучению клеевой слой.
В пленке по фиг.5b слои расположены в следующей последовательности: несущая пленка 1, удаляемый слой 2, чувствительный к лазерному излучению слой 4, дополнительный слой 5с лака, отражающий слой 5r, клеевой слой 6. Слои 5с и 6 могут быть образованы из идентичного или различного материала. Под чувствительным к лазерному излучению слоем 4 в этом примере осуществления понимается защитный слой лака, который сформирован чувствительным к лазерному излучению благодаря тому, что он содержит соответствующие сопоставимые пигменты. В смежных друг с другом областях дополнительного слоя 5с лака, отражающего слоя 5r и клеевого слоя 6 сформирована дифракционная структура. Она может быть выполнена как дифракционная решетка. Альтернативно структура 5b может быть выполнена и как голографическая структура.
После того как несущая пленка, в данном случае пленка тиснения, нанесена на подложку, осуществляют лазерную обработку, чтобы создать прозрачные или цветные маркировки в чувствительном к лазерному излучению слое 4. Чтобы на определенной позиции в чувствительном к лазерному излучению слое 4 создать определенную маркировку, предпочтительно цветную маркировку, этот участок облучают лазерным излучением.
В случае лазерной обработки пленки со структурой слоев согласно фиг.5, лазерное облучение осуществляют через отражающий слой, сквозь дифракционную структуру 5b включительно. Лазерный луч направляется предпочтительно перпендикулярно сверху на плоскость пленки. Отражающий слой 5r проницаем для лазерного излучения, в частности, при перпендикулярном облучении. Решетчатая или голографическая структура 5b слоя, образующего в остальной области отражающий слой 5r, также проницаема для лазерного излучения, причем излучение, тем не менее, также может и частично отражаться от дифракционной структуры в большей или меньшей степени. Чувствительный к лазерному излучению слой 4, размещенный под слоем, образующим в остальной области отражающий слой 5r, еще в пределах дифракционной структуры 5b и под ней, изменяется посредством лазерного воздействия таким образом, что на определенном участке происходит изменение цвета вследствие отбеливания или избирательного изменения цвета.
В дальнейшем описан процесс отбеливания, как он протекает в показанных на чертежах примерах осуществления в соответствующем чувствительном к лазерному излучению слое.
При отбеливании на первом этапе формируется синяя, или зеленая, или красная цветовая маркировка благодаря тому, что этот участок облучается определенной длиной волны лазера, посредством которой отбеливается определенный пигментный компонент. Чтобы создать синий цвет, должен отбеливаться желтый пигментный компонент. Для этого используется синий лазерный луч. Для отбеливания требуется определенная минимальная интенсивность. Кроме того, не должна превышаться определенная длительность импульса. Чтобы на первом этапе получить зеленую цветовую маркировку, должен отбеливаться пурпурный пигментный компонент. Для этого используется зеленый лазерный луч. Чтобы на первом этапе получить красную цветовую маркировку, должен отбеливаться циановый пигментный компонент. Для этого используется красный лазерный луч.
Чтобы получить на этом участке цветовую маркировку в цвете циан или пурпур или желтый, этот участок на втором этапе обрабатывается лазером, а именно лазерной длиной волны, посредством которой отбеливается пигментный компонент, еще не отбеленный в этом месте. Если на первом этапе сформирована синяя цветовая маркировка, то на этом участке не отбелен циановый пигментный компонент и пурпурный пигментный компонент. Чтобы использовать цвет циан на этом участке, на этом втором этапе должен отбеливаться пурпурный пигментный компонент. Это осуществляется зеленым лазерным лучом. Таким образом, в этом месте получается циановая цветовая маркировка. Если на втором этапе вместо этой циановой цветовой маркировки должна быть получена пурпурная цветовая маркировка, то синяя цветовая маркировка, полученная на перовом этапе, должна обрабатываться красным лазерным лучом. Тем самым в этом месте отбеливается циановый пигмент, так что таким образом на этом участке остается неотбеленный пурпурный пигмент. Тем самым на этом участке получается пурпурная цветовая маркировка.
Соответствующим образом можно из полученной на первом этапе зеленой цветовой маркировки, которая формируется из оставшегося там неотбеленного цианового пигмента и желтого пигмента, получить циановую цветовую маркировку или желтую цветовую маркировку, а именно, посредством обработки синим лазерным лучом или соответственно красным лазерным лучом.
Соответствующим образом красная цветовая маркировка, полученная на первом этапе, на втором этапе может быть преобразована в желтую или пурпурную цветовую маркировку, а именно, посредством лазерной обработки на втором этапе зеленым лазерным лучом или соответственно синим лазерным лучом.
Чтобы получить на участке, обработанном на первом и втором этапе, прозрачный участок, то есть получить белый участок, если фоновый слой 5 белый, нужно обработать на третьем этапе этот участок лазерным лучом, длина волны которого установлена так, чтобы отбелить пигментный компонент, оставшийся на этом участке неотбеленным после второго этапа, то есть желтая цветовая маркировка должна отбеливаться синим лазерным лучом, пурпурная цветовая маркировка - зеленым лучом, а циановая цветовая маркировка - красным лазерным лучом.
Подобным образом обрабатываются затем в чувствительном к лазерному излучению слое 4 другие соседние участки, чтобы получить другие цветовые маркировки в слое 4 тисненой пленки. Таким образом, может быть создано насыщенное цветом изображение.
Лазерная обработка может быть также использована для того, чтобы создать в красителе или красителях в чувствительном к лазерному излучению слое посредством изменения цвета цветовые маркировки или насыщенное цветом изображение. Лазерная обработка может осуществляться соответствующим образом следующими друг за другом этапами способа. В качестве красителей, то есть окрашивающих веществ, принимаются пигменты. Они чаще всего не растворимы и, как правило, речь идет о неорганических веществах. Но в качестве красителей принимаются также и в большинстве случае растворимые органические вещества. Изменение цвета осуществляется каждый раз при особых условиях лазерного излучения, которые затем используются при лазерной обработке на отдельных этапах.
Лазерная обработка переводной или тисненой пленки для создания цветовых маркировок альтернативно может осуществляться и перед нанесением пленки, а именно, прежде всего тогда, когда защитный слой 3 и/или промежуточный слой 5с выполнен как слой, непрозрачный для лазерного излучения, или слой, непрозрачный для лазерного излучения в определенном диапазоне длин волн, или предусмотрен дополнительный поглощающий ультрафиолетовые лучи защитный слой. Лазерная обработка осуществляется тогда перед нанесением пленки, причем лазерный луч направляется на оборотную сторону пленки, то есть на фоновый слой 5 или клеевой слой 6, и тем самым чувствительный к лазерному излучению слой 4 обрабатывается с другой стороны, чтобы создать в нем цветовые маркировки аналогичным способом. Фоновый слой 5 и клеевой слой 6 прозрачны или по меньшей мере частично прозрачны при их использовании для соответствующего лазерного излучения.
Соответствующим образом можно создать цветовые маркировки и в ламинате. Такой ламинат изображен на фиг.6-10. Ламинат на фиг.6 содержит так называемую покрывающую пленку 30, необязательный промежуточный слой 31, чувствительный к лазерному излучению слой 40, промежуточный слой 50, образующий фоновый слой, который является также необязательным, и клеевой слой 60, который также необязателен. В процессе ламинирования ламинат с клеевым слоем 60, обращенным к поверхности подложки, наносится на подложку. Под клеевым слоем 60 формируется клеевое соединение с поверхностью подложки. Покрывающая пленка 30 затем образует верхний защитный слой, поверхность которого, обращенная от подложки, образует внешнюю поверхность пленки. Покрывающая пленка 30 остается там и после нанесения ламината. Она соответствует защитному слою 3 тисненой пленки по фиг.1. Чувствительный к лазерному излучению слой 40 соответствует чувствительному к лазерному излучению слою 4, то есть первому слою 4 лака тисненой пленки по фиг.1. Промежуточный слой 50 соответствует фоновому слою 5, то есть второму слою 5 лака тисненой пленки по фиг.1. Клеевой слой 60 соответствует клеевому слою 6 тисненой пленки по фиг.1. Ламинат, показанный на фиг.7 и 8, соответствует вариантам ламината по фиг.6, фоновый слой в которых изменяется соответствующим образом, как фоновый слой в пленках горячего тиснения по фиг.2 и 3.
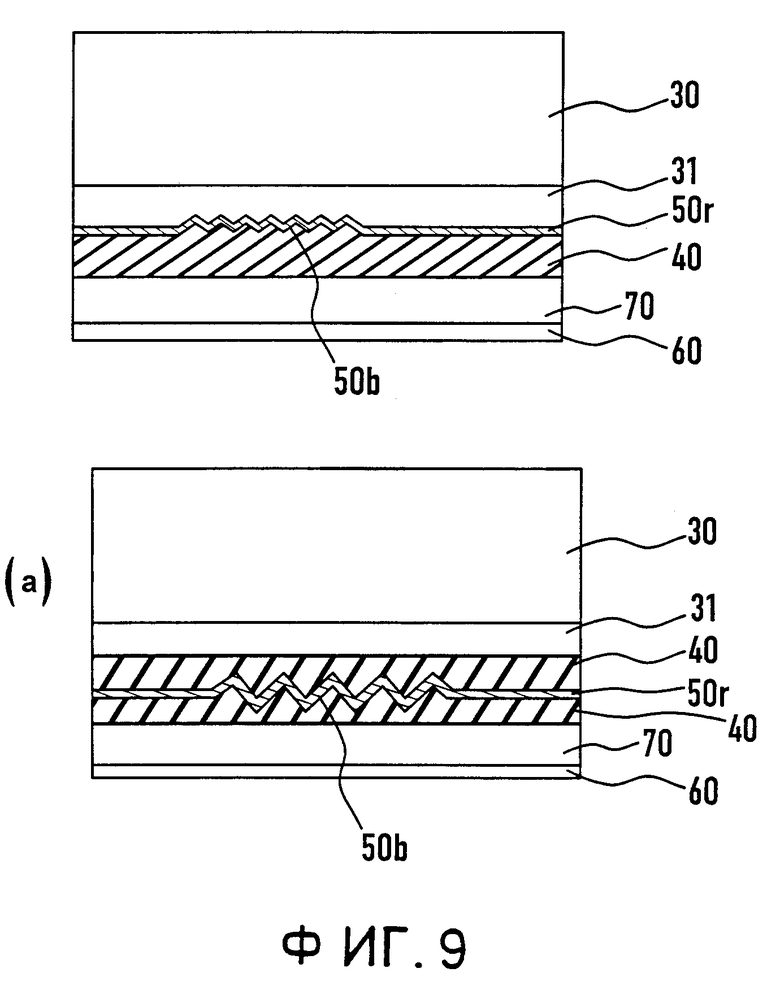
Ламинат, показанный на фиг.9, имеет структуру слоев с отличающейся, по отношению к фиг.6-8, последовательностью расположенных один на другом слоев. Последовательность слоев соответствует структуре пленки горячего тиснения, показанной на фиг.5. При этом слой 70 является необязательным фоновым слоем.
Фиг.9а иллюстрирует пример осуществления, отличающийся от примера осуществления по фиг.9, с последовательностью слоев, соответствующей структуре пленки горячего тиснения, показанной на фиг.5а.
Ламинат, представленный на фиг.10, иллюстрирует вариант ламината по фиг.9. В этом примере осуществления предусмотрена покрывающая пленка 30 с нанесенной на нее пленкой горячего тиснения. Эта нанесенная пленка горячего тиснения заменяет слои 31, 50 или 50r, 40, 70 и 60, предусмотренные в ламинате по фиг.9, соответствующими слоями пленки горячего тиснения. В пленке горячего тиснения, примененной для производства ламината, в отличие от тисненой пленки по фиг.5, отражающий слой 5r и чувствительный к лазерному излучению слой 4 расположены в обратной последовательности, так что в ламинате по фиг.10 соответственно ламинату по фиг.9, отражающий слой 5r расположен на обращенной от подложки стороне чувствительного к лазерному излучению слоя 4. Соответственно тому, как в остальных изображенных примерах осуществления, в ламинате по фиг.10 в смежных друг с другом областях слоев 4 и 5 также выполнена дифракционная структура 5b. Слой 5 лака при этом выполнен как прозрачный слой.
Ламинат по фиг.10а структурирован аналогично ламинату по фиг.10. Однако в примере осуществления по фиг.10а обеспечена покрывающая пленка 30 с нанесенной на нее пленкой горячего тиснения, которая структурирована аналогично пленке горячего тиснения в примере осуществления по фиг.5а. Эта пленка горячего тиснения, нанесенная на покрывающую пленку 30, заменяет слои 31, 40, 50 или 50r, 40, 70 и 60, предусмотренные в ламинате по фиг.9а, посредством соответствующих слоев пленки горячего тиснения. Ламинат по фиг.10а имеет ряд слоев в следующей последовательности: покрывающая пленка 30, клеевой слой 6, необязательный слой 5 лака, чувствительный к лазерному излучению слой 4, отражающий слой 5r, чувствительный к лазерному излучению слой 4, дополнительный слой 5с лака и защитный слой 3. Чувствительные к лазерному излучению слои 4, сформированные по обе стороны отражающего слоя 5r, могут быть выполнены идентично, то есть отражающий слой 5r в таком случае расположен в этом чувствительном к лазерному излучению общем слое. Однако чувствительные к лазерному излучению слои 4 также могут быть сформированы и по-разному. При этом слой 5 лака выполняется как прозрачный слой или как светлый вспомогательный слой.
Ламинат по фиг.10b иллюстрирует пример осуществления, в котором на покрывающую пленку также нанесена пленка горячего тиснения. Эта нанесенная пленка горячего тиснения сформирована аналогично пленке на фиг.5. Она заменяет слои 31, 40, 50 или 50r, 40, 70 и 60, предусмотренные в ламинате по фиг.9а, слоями пленки горячего тиснения. Ламинат по фиг.10b имеет ряд слоев в следующей последовательности: покрывающая пленка 30, клеевой слой 6, необязательный слой 7 лака, чувствительный к лазерному излучению слой 4, отражающий слой 5r, дополнительный слой 5с лака и защитный слой 3. При этом слой 7 лака выполняется как прозрачный слой или как светлый вспомогательный слой.
Лазерная обработка ламината осуществляется соответствующим образом, как описано для тисненой пленки, то есть посредством соответствующего последовательного отбеливания или чувствительного к лазерному излучению изменения цвета, содержащихся в чувствительном к лазерному излучению слое 4 красителей, то есть пигментных компонентов или других чувствительных к лазерному излучению красителей.
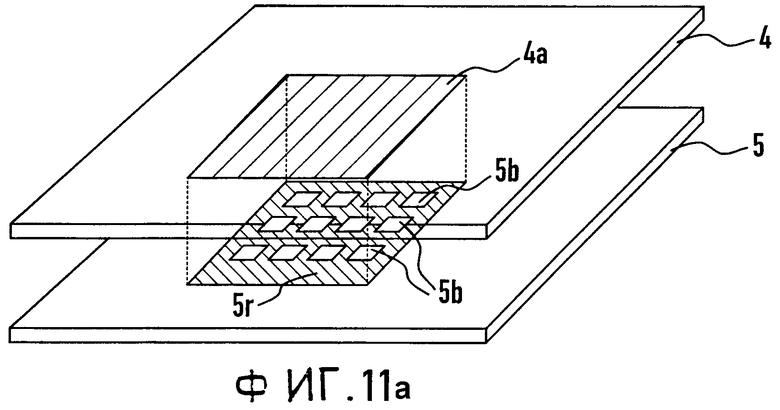
Ниже со ссылками на фиг.11-16 описаны предпочтительные примеры осуществления. В примерах осуществления представлены преимущественно переводные пленки со структурой согласно фиг.1-5 или ламинаты со структурой согласно фиг.6-10. Фиг. 11 и 12 показывают слоистую структуру весьма схематично, причем показаны соответственно только верхний слой и нижний слой. Они изображают чувствительный к лазерному излучению слой 4 и параллельно ему расположенный другой слой, который сформирован как отражающий слой 5r и имеет на участках дифракционную структуру. В слоях, примыкающих к решетчатой структуре, сформирована дифракционная структура 5b.
В примере осуществления, изображенном на фиг.11а-11d, исходят из пленки, на которой чувствительный к лазерному излучению слой 4 сформирован более или менее покрытым зеленым или другим цветом в области 4а. Фоновый слой 5 имеет в области, находящейся под ним, отражающий слой с дифракционной структурой 5b. Фоновый слой 5 может быть выполнен как металлический слой, который может быть сформирован непосредственно под чувствительным к лазерному излучению слоем, преимущественно путем напыления на него. Посредством лазерного излучения в чувствительном к лазерному излучению слое 4а формируются точно позиционированные отдельные маркировки в виде чередующихся, отстоящих друг от друга, квадратных полей 10х и 10y. За счет соответствующей лазерной обработки при различных условиях достигается то, что поля 10х формируются синими, предпочтительно циановыми, а поля 10y - желтыми. Область вокруг полей 10х, 10у не обрабатывается лазером и сохраняет первоначальный цвет, то есть остается, например, зеленой. За счет точного позиционирования лазерного луча обеспечивается то, что поля 10х, 10у формируются точно позиционированными относительно дифракционных областей. Поля 10х, 10у в большей или меньше степени прозрачны, так что на основе дифракции света на дифракционной структуре 5b возникает игра цвета, в зависимости от перекрывающихся цветов и зависимого от длины волны отражения падающих лучей. Вследствие того, что фоновый слой 5 имеет чередующиеся, размещенные с точной подгонкой к индуцированных лазером полям 10х, 10у, дифракционные поля 5b и металлические, кажущиеся зеркальными области, во взаимосвязи с окрашенными лазерным излучением поверхностями, получаются картины изображения, изменяющиеся в зависимости от угла облучения и угла наблюдения.
В особом варианте осуществления, изображенном на фиг.11a-d, может быть предусмотрено, что металлический слой сформирован только в отдельных отделенных друг от друга областях 5r как отражающий слой, а вся остальная область сформирована как решетчатая структура. Чувствительный к лазерному излучению слой 4 может облучаться посредством лазерного воздействия таким образом, что чередующиеся поля 10х, 10у будут отбеливаться по-разному, то есть будут окрашиваться в различные цвета. Эти поля 10х, 10у, образующие индуцированные лазером цветовые маркировки, могут располагаться таким образом, что они при наблюдении в направлении, перпендикулярном к плоскости слоев, оказываются расположенными на одной линии над отражающими полями 5а. В зависимости от угла облучения и угла наблюдения при этом получаются изменяющиеся оптические эффекты.
В другом примере осуществления, изображенном на фиг.12a-d, в чувствительном к лазерному излучению слое 4 посредством чувствительного к лазерному излучению отбеливания выполняются круговые поля 10х, 10у в различном цвете в чередующийся последовательности. Они размещены с точным позиционированием, при наблюдении в направлении, перпендикулярном к плоскости слоев, над дифракционными полями 5b, которые на виде сверху также имеют круговой контур. Дифракционные поля сформированы в отражающем слое 5r, который располагается под чувствительным к лазерному излучению слоем 4, предпочтительно, непосредственно под ним.
На фиг.13a-d показан пример осуществления, отличающийся от показанного на фиг.12a-d тем, что в дифракционной структуре 5b сформированы круговые плоские отражающие поля 5r, а также круговые индуцированные лазером поля 10х, 10у размещены с точным позиционированием над круговыми плоскими отражающими полями 5r.
В примере осуществления, изображенном на фиг.14а-14d, исходят из пленки, в которой частично прозрачный отражающий слой расположен над чувствительным к лазеру слоем 4. Чувствительный к лазеру слой 4 сформирован более или менее покрытым, например, зеленым или другим цветом, в области 4а. Отражающий слой 5 имеет на участках дифракционную структуру 5b, причем отражающий слой 5 в разделенных друг от друга отдельных полях 5r сформирован как плоский слой без дифракционной структуры. Отражающий слой 5 нанесен напылением непосредственно на чувствительный к лазерному излучению слой 4. Дифракционная структура 5b сформирована в отражающем слое и чувствительном к лазерному излучению слое 4 и простирается внутрь чувствительного к лазерному излучению слоя 4.
Лазерной обработкой через отражающий слой 5 насквозь, исключительно в области плоских отражающих полей 5r, при точном позиционировании лазерной головки, в расположенном под ним чувствительном к лазерному излучению слое 4 формируются с высокой точностью по положению отдельные маркировки в виде чередующихся отстоящих друг от друга квадратных полей 10х и 10у. Эти индуцированные лазером маркировки в виде квадратных полей 10х и 10у в примере осуществления по фиг.14a-d, располагаются соответственно точно на одной линии и с точной приводкой, в отношении их размера и позиции, под плоскими отражающими полями 5r отражающего слоя 5. Соответствующей лазерной обработкой при различных условиях достигается то, что поля 10х и 10у выполняются различного цвета, например, поля 10х - цианового, а поля 10у - желтого. Область вокруг полей 10х, 10у не подвергается лазерной обработке и сохраняет первоначальный цвет, например, зеленый.
На основе дифракции света в дифракционной структуре 5b во взаимосвязи с различными цветами полей 10х, 10у возникает игра цвета, которая зависит от вида освещения и угла освещения и наблюдения, зависящих от источника света L. При этом соответственно получаются изменяющиеся картины изображения. Дифракционная картина или индуцированная лазером цветовая картина попеременно наблюдаются, например, при наклонах пленки, вследствие чего угол освещения и/или угол наблюдения изменяются, как схематично показано на фиг.15а и 15b. В положении, показанном на фиг.15b, поверхности 5r представляются в цвете, а дифракционная структура не действует. В положении, показанном на фиг.15а, напротив, наблюдаются дифракционная картина и цветные поверхности с наложением, по меньшей мере частично.
Фиг.16a-d иллюстрирует пример осуществления, измененный по сравнению с вариантами по фиг.14a-d и 15a-b таким образом, что в отражающем слое 5r располагаются прямоугольные в горизонтальной проекции дифракционные поля 5b, относительно которых с высокой точностью позиционированы индуцированные лазером поля 10х, 10у.
В примере осуществления, изображенном на фиг.17, чувствительный к лазерному излучению материал в слое 4 расположен в области, ограниченной прямоугольным контуром. Слой 4 вне области 4а является прозрачным, так что наблюдается отпечаток 5d, образованный в этой области в фоновом слое. Отпечаток 5d может быть образован в отдельном фоновом слое многослойной пленки или непосредственно на поверхности подложки. В случае отпечатка 5d, речь идет о словесном изображении «Bank von Island» и о словесном изображении «Pass-Nr.», последнее расположено между двумя параллельными тоже напечатанными или фиктивными, то есть подразумеваемыми, линиями 5df выравнивания.
Благодаря точному позиционированию не имеющего массы лазерного луча, можно продолжить маркировку, с точностью в микронной области, относительно отпечатка 5d в чувствительной к лазерному излучению области 4а, посредством избирательного отбеливания или избирательного изменения цвета. При этом осуществляется маркировка, которую продолжают обе линии 5df выравнивания отпечатка, которые располагаются по обе стороны чувствительного к лазерному излучению поля 4а или существуют фиктивно как воображаемые линии выравнивания, в поле 4а как индуцируемые лазером линии 10f выравнивания. Между линиями 10f с точной приводкой выполняется соответствующая индуцированная лазером маркировка 10х, 10у, в изображенном примере осуществления последовательность цифр «5764937». При этом отдельные цифры 10х, 10у могут формироваться в различных цветах или иметь соответствующий характер изменения цветов, например, за счет различного отбеливания на разных участках цифр, или различного изменения цвета, или на основе соответствующего оформления расположенного под ними или просвечивающегося отпечатка. Отдельные цифры 10х, 10у могут быть также сформированы в микрошрифте. За счет этого обеспечивается высокая защищенность от фальсификации.
Пример осуществления по фиг.18 представляет собой вариант показанного на фиг.17 примера осуществления, причем для повышения защищенности от фальсификации поверх чувствительного к лазерному излучению слоя 4а располагается дифракционная структура 5b. Она может быть сформирована как непосредственно прилегающая к чувствительному к лазерному излучению слою, например, в отражающем слое, который напылен в этой ограниченной области, или в отражающем слое, который покрывает всю показанную на фиг.18 поверхность в данном в примере осуществления. Этот отражающий слой сформирован в изображенном примере осуществления лишь в области, охватывающей чувствительное к лазерному излучению поле 4а, как дифракционная структура, которая тоже прозрачна. Лазерная обработка осуществляется лазерным облучением через отражающий слой или сквозь дифракционную структуру 5b. Таким образом, как в примере осуществления по фиг.17, при этом формируются точно подогнанные индуцированные лазером маркировки. Вследствие того, что над индуцируемой лазером маркировкой в примере осуществления по фиг.18 расположена дифракционная структура, и она непосредственно связана с соответствующим слоем, который имеет маркировки, обеспечивается повышение защищенности от фальсификации.
В примере осуществления по фиг.19 также реализовано высокоточное соотнесение дифракционных полей с индуцированными лазером цветовыми поверхностями, причем в этом примере обеспечивается получение индуцированного лазером насыщенного цветом изображения портрета в качестве индуцированного лазером изображения 10у. Индуцированное лазером изображение сформировано в чувствительном к лазерному излучению слое 4. Предусматриваются дифракционные элементы 5b, выполненные как гравировки и дополненные посредством точной приводки соответственно примыкающими к ним индуцированными лазером цветными гравировками. Подобная структура, состоящая из примыкающих друг к другу дугообразных областей, которые выполнены чередованием дифракционной гравировки 5b и индуцированной лазером цветной гравировки 10х, расположена в виде замкнутой окружности вокруг изображения 10у портрета. В краевых участках индуцированной лазером цветной картинки сформирована дополнительная волнообразная дифракционная гравировка 5b, которая на участках охватывает индуцированное лазером изображение 10у.
Структура слоев в примере осуществления по фиг.19 аналогична используемой в примере осуществления по фиг.18. Под чувствительным к лазерному излучению слоем 4, в котором находится индуцированное лазером изображение 10у и индуцированная лазером гравировка 10х, расположены элементы 5b дифракционной структуры. Они расположены предпочтительно в слое, образующем в остальной области отражающий слой 5r, но могут быть сформированы исключительно и непосредственно в чувствительном к лазерному излучению слое 4а.
Лазерная обработка для получения индуцированного лазером насыщенного цветом изображения 10у и цветной гравировки 10х осуществляется соответствующим образом, как в ранее описанных примерах осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНОЕ ИЗОБРАЖЕНИЕ, В ЧАСТНОСТИ МНОГОЦВЕТНОЕ ИЗОБРАЖЕНИЕ | 2002 |
|
RU2286888C2 |
| МНОГОСЛОЙНЫЙ ЭЛЕМЕНТ ПО МЕНЬШЕЙ МЕРЕ С ОДНИМ СЛОЕМ, СОДЕРЖАЩИМ ЧУВСТВИТЕЛЬНЫЙ К ЛАЗЕРНОМУ ИЗЛУЧЕНИЮ МАТЕРИАЛ | 2002 |
|
RU2294287C2 |
| МНОГОСЛОЙНОЕ ТЕЛО, СОСТОЯЩЕЕ ИЗ ПОДЛОЖКИ, СОСТОЯЩЕЙ ПО МЕНЬШЕЙ МЕРЕ ЧАСТИЧНО ИЗ БУМАЖНОГО МАТЕРИАЛА, И СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУЦИРОВАННОЙ ЛАЗЕРОМ МАРКИРОВКИ НА ТАКОМ МНОГОСЛОЙНОМ ТЕЛЕ ИЛИ В НЕМ | 2002 |
|
RU2294416C2 |
| МНОГОСЛОЙНОЕ ТЕЛО С ПЕРВЫМ ЧУВСТВИТЕЛЬНЫМ К ЛАЗЕРНОМУ ИЗЛУЧЕНИЮ СЛОЕМ И СО ВТОРЫМ ЧУВСТВИТЕЛЬНЫМ К ЛАЗЕРНОМУ ИЗЛУЧЕНИЮ СЛОЕМ И СПОСОБ ФОРМИРОВАНИЯ МНОГОСЛОЙНОГО ИЗОБРАЖЕНИЯ В ТАКОМ МНОГОСЛОЙНОМ ТЕЛЕ | 2002 |
|
RU2296378C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОГО ИЛИ ЦЕННОГО ДОКУМЕНТА | 2009 |
|
RU2503547C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНОГО ЭЛЕМЕНТА СО СВЕТОРАССЕИВАЮЩИМИ СТРУКТУРАМИ | 2015 |
|
RU2705635C2 |
| ЦЕННЫЙ ДОКУМЕНТ | 2005 |
|
RU2381906C2 |
| ЧЕШУЙКА ДЛЯ ПРИМЕНЕНИЙ В СКРЫТОЙ ЗАЩИТЕ | 2009 |
|
RU2523474C2 |
| ЧЕШУЙКА ДЛЯ ПРИМЕНЕНИЙ В СКРЫТОЙ ЗАЩИТЕ | 2004 |
|
RU2458093C2 |
| ЧЕШУЙКА ДЛЯ ПРИМЕНЕНИЙ В СКРЫТОЙ ЗАЩИТЕ | 2004 |
|
RU2381246C2 |













Изобретение относится к многослойному изделию, в частности к многослойной пленке, с чувствительным к лазерному излучению слоем и маркировочным элементом, например дифракционной и/или голографической структурой, отражающим слоем, отпечатком или тому подобным, который сформирован во втором слое и/или в чувствительном к лазерному излучению слое. При этом чувствительный к лазерному излучению слой имеет выполненную посредством воздействия лазерным излучением маркировку, именуемую индуцированной лазером маркировкой, которая позиционирована точной приводкой относительно маркировочного элемента. Таким образом обеспечивается повышение защищенности от фальсификации многослойного изделия. 2 н. и 25 з.п. ф-лы, 40 ил.
Приоритеты по пунктам:
| US 5298922 А, 29.03.1994 | |||
| ФОТОЭЛЕКТРИЧЕСКИЙ ДАТЧИК ПЕРЕМЕЩЕНИЯ | 0 |
|
SU327508A1 |
| US 6082778 А, 04.07.2000 | |||
| US 4523777 A, 18.06.1985. | |||

