Настоящее изобретение относится к особому типу перфорированного метательного взрывчатого вещества с высокой скоростью распространения горения и с геометрической формой, позволяющей производить заряды метательного вещества, обладающие чрезвычайно высокой плотностью. Эти характеристики делают метательное взрывчатое вещество, заявленное в настоящем изобретении, хорошо подходящим для использования в метательном заряде оружия с трубчатой пусковой установкой, применяемого для запуска бронебойных подкалиберных снарядов, а также в электротермических-химических артиллерийских системах. Настоящее изобретение включает также в себя особый способ производства данного метательного вещества наряду с предназначенным для этого устройством. В отношении химического состава это метательное вещество может относиться к любому типу, такому как одно-, двух- или многоосновное метательное вещество, или же к многоосновному нитраминовому, динитрамидовому, динитрометановому, динитроэтиленовому или динитропиридиновому метательным веществам, разработанным в последнее время.
При поджигании последовательно сгорающего метательного вещества область горения, а также объем выделяющегося газа постепенно возрастают в течение практически всего процесса горения. Такое последовательно сгорающее метательное вещество, применяемое в оружии с трубчатой пусковой установкой, создает соответствующую кривую давления, обеспечивающую оптимальное использование запаса энергии заряда метательного вещества. В течение многих лет в зарядах метательного вещества, предназначенных в первую очередь для оружия с трубчатой пусковой установкой более крупного калибра, использовали гранулированное перфорированное метательное вещество, поскольку такое метательное вещество отвечает требованиям к последовательности сгорания и до сих пор обеспечивает также нужную плотность заряда. Такое гранулированное метательное вещество, представленное в действительности в форме коротких цилиндров с одним, семью, девятнадцатью и более равномерно распределенными сквозными отверстиями, образующими каналы сгорания, которые увеличивают площадь поверхности сгорания метательного вещества, по практическим причинам размещается в зарядах метательного вещества без определенного порядка, что ведет к образованию в зарядах значительных пустых пространств и относительно низкой плотности заряда, что в прошлом, однако, было приемлемым. В настоящее время, однако, когда используют все средства для увеличения дальнобойности более старых артиллерийских орудий, а также вновь созданной артиллерии, низкая плотность заряда становится серьезной проблемой, поскольку возможности увеличения пространства для размещения заряда даже во вновь созданных артиллерийских системах - и в особенности в более старых орудиях - ограничены.
Настоящее изобретение, как уже упоминалось, относится таким образом к перфорированному метательному веществу, в большей степени соответствующему перечисленным выше основным требованиям к последовательно сгорающему метательному веществу и которое также - благодаря своей геометрической форме - позволяет получать компактные заряды, обладающие очень высокой плотностью.
Выражение «перфорированное» метательное вещество означает здесь метательное вещество, которому придана форма крупных или мелких блоков, брусков, толстых пластин, цилиндров, трубок и тому подобного, и в которых перпендикулярно одной или нескольким из их наружных поверхностей выполнено большое количество узких отверстий, полостей или проемов, размещенных на заданном расстоянии друг от друга и простирающихся почти или полностью сквозь эти сегменты метательного вещества. Взаимное расстояние между этими отверстиями - разделяющее расстояние - должно быть настолько хорошо подобрано, чтобы метательное вещество после поджигания начинало гореть во всех отверстиях, достигало нужной скорости сгорания и достигало выжигания в течение нужного времени горения. Поскольку метательное вещество горит также внутри отверстий, они постепенно расширяются и эта постепенно растущая область горения и придает метательному веществу последовательность сгорания. Разделяющее расстояние должно, таким образом, соответствовать удвоенному значению требующейся длины горения, поскольку метательное вещество будет гореть в двух соседних отверстиях в направлении друг к другу. Желательно также в процессе перфорирования оставить неперфорированным отрезок длиной, эквивалентной удвоенному значению требующейся длины горения, или в центре бруска и подобного ему сегмента метательного вещества (т.е. после схождения отверстий с обоих направлений), или вдоль его противоположной наружной стороны в случае выполнения отверстия только с одной стороны.
На практике может оказаться несколько более сложным перфорирование сегмента метательного вещества с двух сторон, однако длину перфорированного отверстия можно ограничить ее половиной, сведя таким образом к минимуму риск несовпадения перфорированных отверстий, в то время как устройство, использованное для операции перфорирования, может быть в принципе представлено зеркальным удвоением устройства, предназначенного для одностороннего перфорирования.
В некоторых случаях может оказаться желательным использовать несколько меньшую область горения метательного вещества на первоначальной фазе сгорания. Этого можно добиться путем нанесения на одну или несколько поверхностей сегмента метательного вещества замедляющего горение покрытия, которое должно выгореть первым и до того, как блок сможет загореться со стороны указанной поверхности или поверхностей, на которые было первоначально нанесено покрытие.
В основе своей принцип применения перфорированного метательного вещества не заключает в себе ничего нового, и тем, кто очевидно много размышлял над годностью перфорированного метательного вещества, был Гудсон Максим, который примерно в 1900 году получил несколько патентов на различные виды перфорированных метательных веществ, а также на способы их производства. Хотя похоже, что Максим определил основные принципы определения пригодности перфорированного метательного вещества, сомнительно, чтобы ему удалось преобразовать свои идеи в действующий продукт. Во всяком случае, никаких признаков этого обнаружить не удалось.
Одним из патентов Максима, представляющим особый интерес в контексте настоящего документа, является патент США № 766455, в котором описывается метательное вещество в форме блоков или толстых пластин, снабженное большим числом отверстий, созданных рядом «формирующих ячейки штифтов», которые вдавливаются в метательное вещество на нужную глубину, в то время как метательное вещество предпочтительно все еще содержит растворитель. В этом патенте Максим подчеркивает, что полученные ячейки или отверстия не должны проходить глубже чем на количество метательного вещества, эквивалентное расстоянию, которое должно оставаться [неперфорированным] от отверстий до другой стороны блока или пластины метательного вещества. Единственной приведенной в тексте размерностью в отношении отверстий является то, что расстояние между отверстиями может составить 1/8 дюйма, что в большинстве случаев должно считаться как максимально возможное.
Однако в обоих полученных Максимом патентах США № 677527 и Великобритании 16861, причем последний датирован 1895 годом, показано полностью прошитое метательное вещество. Ни один из этих патентов, похоже, не содержит каких-либо сведений о размерах, указывающих подходящие размеры отверстий или расстояние между ними. Однако прилагаемые иллюстрации позволяют предполагать, что Максим считал, что отверстия и расстояние между ними должны быть гораздо больше тех размеров, которые в настоящее время считаются позволяющими получить оптимальные результаты. Максим подавал также заявки на устройства для производства последовательно сгорающего перфорированного метательного вещества, и два примера таких устройств описаны в патенте SE 7728 от 1896 г. Для первого из этих устройств описано, как толстая пластина метательного вещества перфорируется в ходе одной одновременно выполняемой операции определенным количеством штифтов, соответствующим количеству отверстий, которые требуется получить в указанной пластине. В процессе этой операции пластина метательного вещества удерживается между опорной плитой и накрывающей плитой с боковыми кромками по сторонам. Точная ориентация применяемых при перфорации штифтов осуществляется предназначенными для этого перфорированными дисками или штампами, а совместное управление ими осуществляется посредством гидравлического поршня. Максим помнил также о том, что одновременная перфорация таким большим количеством перфорирующих штифтов, как в данном случае, означает, что необходимо предусмотреть пространство для размещения вытесняемого метательного вещества. Он решил эту проблему, придав верхней накрывающей плите способность несколько перемещаться вверх как раз в то время, когда штифты вдавливаются в пластину метательного вещества. Описанное устройство снабжено также специальными каналами непрямого обогрева, позволяющими придать метательному веществу на основе нитроцеллюлозы нужную пластичность.
Второе устройство, описанное в патенте SE 7728 и предназначенное для перфорирования толстого диска метательного вещества, основывается на несколько иных принципах: в этом устройстве диск метательного вещества постепенно подается вперед подающим роликом, так что этот диск оказывается под специально сконструированным вращающимся игольчатым роликом или поркьюпайном, снабженным рядом внутренних, последовательно выступающих штифтов, расположенных по эксцентричному валу, каковые штифты выполняют ряд отверстий поперек диска при прохождении указанного диска метательного вещества между подающим роликом и поркьюпайном. Каждый ряд штифтов выполняет таким образом ряд отверстий.
Первое из устройств Максима требует наличия очень большого количества штифтов, что делает устройство дорогостоящим и сложным, поскольку каждый штифт должен активно направляться в направлении своего движения. Конструкция, проиллюстрированная Максимом, выглядит функциональной на бумаге, это едва ли окажется так, поскольку штифтовое устройство как единый блок будет чрезвычайно трудно изготовить, и оно будет также очень хрупким, если окажется предназначенным для изготовления пластин метательного вещества, годных к применению.
Второе устройство Максима со всей его прецизионной механикой также кажется больше просто изложенным на бумаге замыслом, чем действительно функциональной конструкцией и, кроме того, оно никогда не сможет быть изготовлено в целях производства перфорированного метательного вещества с достаточно плотно размещенными отверстиями, необходимыми, как было показано, для того чтобы придать метательному веществу нужную последовательность сгорания.
Настоящее изобретение относится, как подразумевалось ранее, к усовершенствованному перфорированному последовательно сгорающему одно-, двух- или многоосновному метательному веществу любого возможного химического состава, включая многоосновные нитраминовое, динитрамидовое, динитрометановое, динитроэтиленовое или динитропиридиновое метательные вещества, разработанные в последнее время. Настоящее изобретение относится также к специальному устройству, предназначенному для производства такого метательного вещества.
Особенностью последовательно сгорающего метательного вещества, заявленного в настоящем изобретении, является внутренняя и наружная геометрическая форма метательного вещества, которая обеспечивает последовательность сгорания и допускает производство зарядов метательного вещества, обладающих чрезвычайно высокой плотностью. Базовая наружная форма метательного вещества, заявленного в настоящем изобретении, не имеет решающего значения, в то время как внутренняя геометрическая форма характеризуется чрезвычайно большим количеством очень тесно размещенных отверстий, начинающихся по крайней мере на одной из его наружных поверхностей. Настоящее изобретение не зависит также от химического состава метательного вещества и не зависит от наружных размеров сегментов метательного вещества. Целью метательного вещества, заявленного в настоящем изобретении, является то, что оно должно демонстрировать по меньшей мере такую же последовательность сгорания, что и обычным образом гранулированное перфорированное метательное вещество, такое как обладающее 7, 19 или 37 отверстиями при одном и том же химическом составе. Метательное вещество, заявленное в настоящем изобретении, демонстрирует также то достоинство, что его характеристики горения не зависят от наружной геометрической формы, позволяя таким образом производить заряды метательного вещества с чрезвычайно высокой плотностью. Используя в качестве заготовки перфорированный блок, брусок, пластину, цилиндр или трубу из метательного вещества типа, характерного для настоящего изобретения, можно изготовить сегмент последовательно сгорающего метательного вещества любой формы.
Для достижения упомянутых выше характеристик последовательного горения, эквивалентных этим же характеристикам гранулированного обычного перфорированного метательного вещества такого же химического состава, необходимо выполнять отверстия диаметром от 0,1 до приблизительно 1 мм, размещенных на расстоянии от 0,5 до 6 мм друг от друга.
Настоящее изобретение включает в себя специальное устройство, предназначенное для производства рассматриваемого метательного вещества. Основным принципом этого устройства является использование на каждой стадии операции определенного количества специально предназначенных перфорирующих штифтов, позволяющих получать в сегменте метательного вещества ограниченное количество рядов перфорационных отверстий и выполнять между операциями добавочное продвижение. За счет ограничения согласно способу, являющемуся предметом настоящего изобретения, количества перфорационных штифтов одним или в крайнем случае несколькими рядами перфорационных штифтов появляется возможность изготавливать с достаточной точностью подходящие «штифтовые штампы». Согласно конструкции этих штифтовых штампов каждый штифт или перфорирующий элемент проходит через специальное направляющее отверстие в пластине выравнивания штифтов, которая служит также прижимной пластиной, прижимающейся к поверхности метательного вещества, обращенной к штифтам во время их вдавливания в метательное вещество и в то время, когда они извлекаются из метательного вещества.
Настоящее изобретение включает также в себя специальную конструкцию формы острия штифтов, которые не затачивают до получения обычного конусного острия, но вместо этого обтачивают до получения цилиндрической передней части, наружный конец которой круто обрезан под прямым углом относительно направления движения штифта, и в которой наружный конец предпочтительно обладает гораздо меньшим наружным диаметром, чем остальная часть штифта, благодаря чему этот цилиндрический наружный конец через короткий отрезок возвращается к большему диаметру главной части штифта через острую кольцеобразную кромку. Штифты с остриями, заточенными таким особым образом, в гораздо меньшей мере, чем штифты с конусными остриями, продемонстрировали тенденцию к прошиванию наискось. Метательное вещество оказывается настолько большое сопротивление, что всегда существует опасность того, что штифты начнут продвигаться под углом к метательному веществу в том случае, если глубина прошивания метательного вещества штифтом достаточно велика. Эта опасность наклонного продвижения в метательном веществе заметно возрастает в случае малейшей неточности в затачивании острия штифта. (Проблема наклонного продвижения сохраняется даже в случае применения нагретого нитроцеллюлозного или нитроаминового метательного вещества с максимальным содержанием растворителя).
Как упоминалось ранее, отверстия в метательном веществе могут размещаться чрезвычайно тесно с целью получения нужных характеристик сгорания. Расстояние между отверстиями должно быть на практике равно удвоенной величине нужной длины горения. По чисто практическим причинам трудно изготовить штифтовой штамп, т.е. сетку штифтов для одновременного получения таких плотно расположенных отверстий, а также получить отверстия с помощью таких плотно расположенных штифтов. Кроме того, для того чтобы готовое перфорированное метательное вещество имело нужные характеристики горения, необходимо также, чтобы как можно большая часть от общего количества метательного вещества сгорала последовательно. При поджигании перфорированное метательное вещество горит в радиальном направлении от каждого отверстия, что объясняет, почему отверстия должны располагаться друг от друга на расстоянии, равном удвоенному значению нужной длины горения. Таким образом, при истечении заданного времени горения сгорание, начавшееся в радиальном направлении от каждого отверстия, должно встретиться со сгоранием от соседних отверстий. По мере того, как сгорание продвигается таким образом в радиальном направлении от двух соседних отверстий, неизбежно небольшие количества метательного вещества останутся не затронутыми после окончания заданного времени горения. Эти незадействованные количества метательного вещества следует поддерживать на как можно более низком уровне.
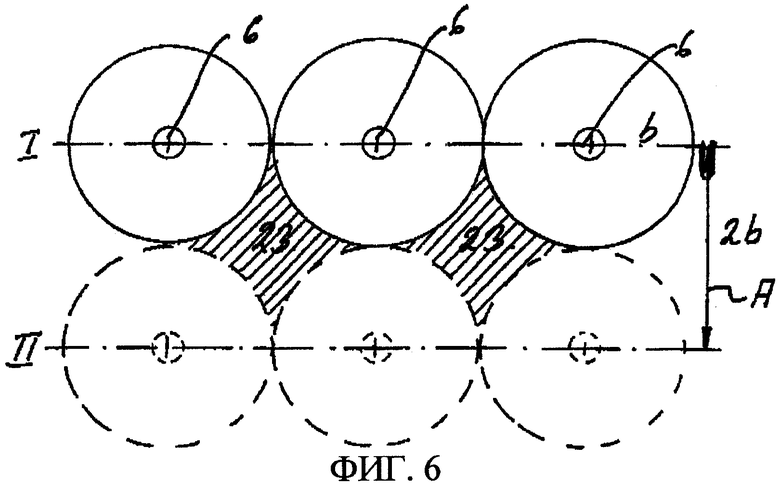
В случае, если перфорация блока, бруска, пластины, цилиндра или трубы из данного метательного вещества осуществляется путем последовательного продвижения и посредством штифтового штампа, в котором штифты располагаются под углом 90° к направлению продвижения и на расстоянии друг от друга, равном удвоенному значению длины горения, а каждый шаг продвижения между каждой операцией перфорации осуществляется одинаковым образом на расстояние, равное удвоенному значению нужной длины горения, умноженное в конечном счете на количество рядов штифтов, незадействованное количество метательного вещества оказывается относительно большим.
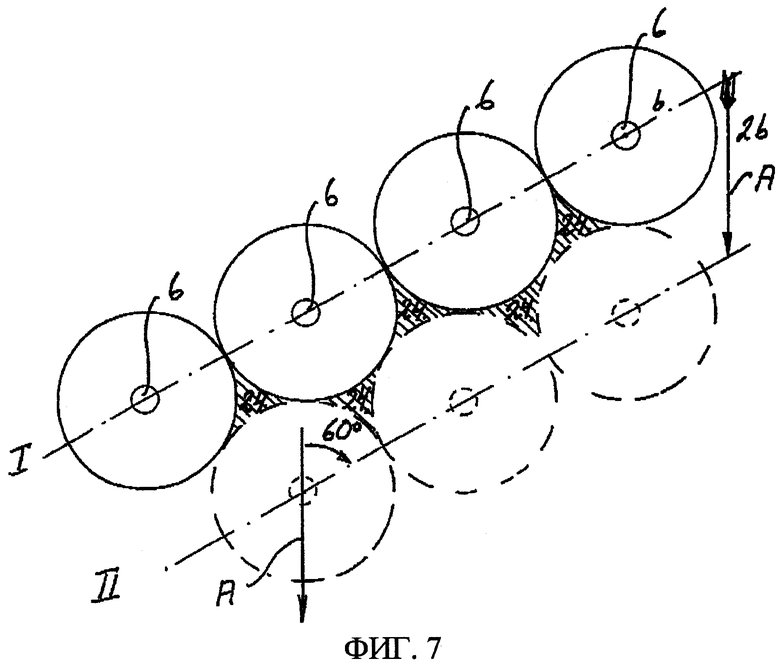
Если вместо этого перфорация осуществляется определенным количеством штифтов, расположенных вдоль линии, образующей угол в 60° относительно направления продвижения перфорируемого метательного вещества, а штифты все еще располагаются на расстоянии, равном удвоенному значению нужной длины горения, и продвижение между операциями перфорации равно удвоенному значению нужной длины горения, умноженному на количество рядов штифтов, незадействованное количество метательного вещества можно свести к минимуму.
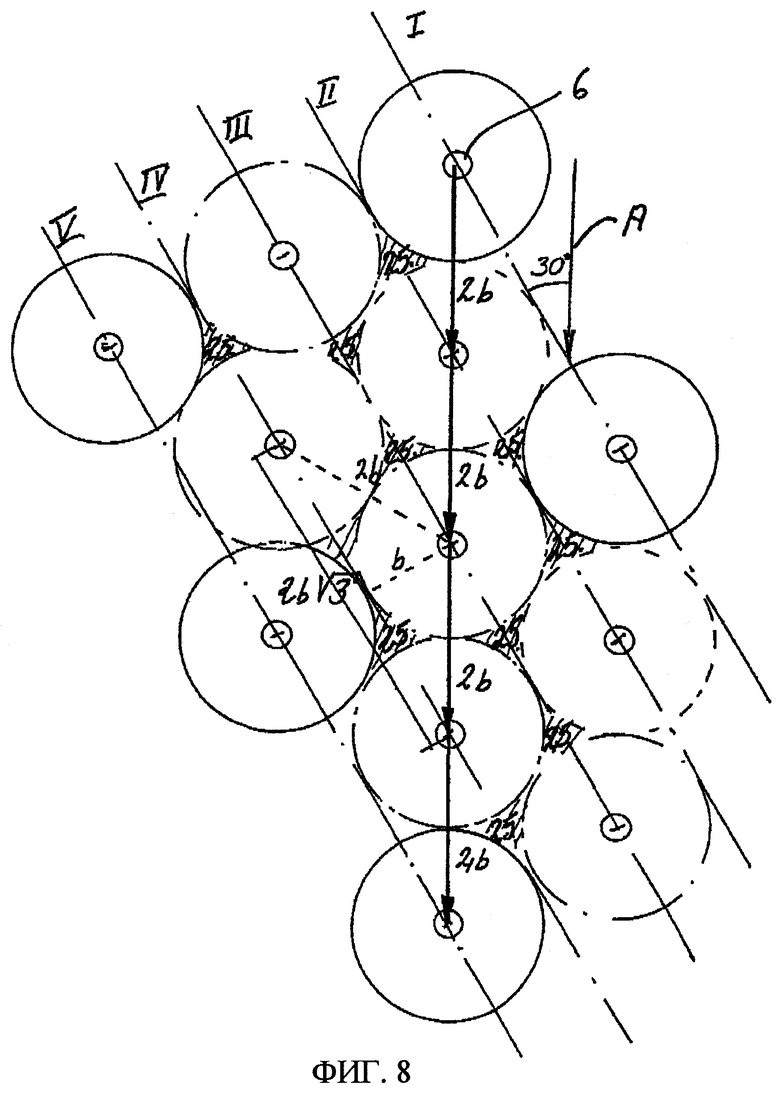
Однако наилучшим решением, представляющим собой также дальнейшее развитие настоящего изобретения, является размещение штифтов по прямой линии, образующей угол 30° с направлением продвижения метательного вещества, и при расстоянии вдоль этой линии, соответствующем нужному расстоянию перфорации (т.е. удвоенному значению длины горения), умноженному на √3, в то время как каждый шаг продвижения между двумя последовательными перфорациями равен нужному расстоянию перфорации, умноженному на количество рядов штифтов, параллельных друг другу и расположенных под углом 30° относительно направления продвижения. Использование такого геометрического уточнения дает возможность более тесно размещать отверстия по сравнению с применяемыми расстояниями и, поскольку именно изготовление самого штифтового штампа является самой серьезной практической проблемой при производстве перфорированного метательного вещества с достаточно тесным расположением отверстий, отвечающим требованиям, являющимся условием практического применения продукта, это является практически определяющей частью настоящего изобретения.
Вариантом такого альтернативного решения является размещение штифтов чередующимся образом вдоль двух прямых линий, расположенных на расстоянии между собой, равном удвоенному значению длины горения, причем расстояние между штифтами в направлении, поперечном направлению продвижения, равно удвоенному значению длины горения, так что штифты располагаются зигзагообразным образом, что облегчает изготовление штифтового штампа, поскольку штифты оказываются на несколько большем расстоянии друг от друга чем в ином случае. При продвижении на расстояние, равное удвоенному значению длины горения, последующая операция перфорации дополняет ряд отверстий, полученный в ходе предыдущей операции перфорации, так что конечный результат соответствует тому, который был бы получен в случае, если бы все штифты располагались на одной прямой линии.
С устройством, заявленным в настоящем изобретении, нужное последовательное продвижение метательного вещества между двумя операциями перфорации достигается с помощью комбинированного возвратно-поступательного подающего устройства, в котором приводится в действие первое удерживающее устройство, и после захвата метательного вещества удерживающее устройство продвигается на нужное расстояние устройством ступенчатой подачи, после чего метательное вещество захватывает второе удерживающее устройство и удерживает его в то время, когда приводится в действие штифтовой штамп, и штифты вдавливаются в метательное вещество на нужную глубину, после чего они извлекаются из метательного вещества. Одновременно первое удерживающее вещество устройства ступенчатой подачи отпускает захват метательного вещества, после чего устройство ступенчатой подачи возвращается в первоначальное положение, в то время как метательному веществу не позволяет совершить ход назад второе удерживающее устройство.
Такая базовая методология производства перфорированного метательного вещества может показаться трудоемкой, поскольку в ходе каждого рабочего цикла можно получить только один или несколько диагональных рядов отверстий, но она легко поддается автоматизации, и механизм, требующийся для выполнения операции перфорации, можно изготовить с использованием относительно простых средств.
Как уже упоминалось выше, наибольшей трудностью при производстве перфорированного метательного вещества с достаточно плотно размещенными отверстиями обычно является изготовление действенного штифтового штампа. Если несмотря на связанные с этим трудности прецизионной техники смогут быть изготовлены штифтовые штампы, включающие в себя множество рядов штифтов, в соответствующей степени можно будет увеличить длину шага продвижения между каждой операцией перфорации.
Как уже было сказано несколько раз, настоящее изобретение относится к способу производства крупных сегментов метательного вещества с большим количеством отверстий, которые могут быть использованы для получения зарядов метательного вещества, обладающих очень высокой плотностью. Как заявлено в настоящем изобретении, метательное вещество перфорируют множеством штифтов, объединенных в едином узле, которые ударяют или вдавливаются в намеченный сегмент метательного вещества. Однако количество штифтов никогда не может быть настолько большим, чтобы можно было полностью перфорировать весь сегмент метательного вещества в ходе одной операции. Поэтому настоящее изобретение предусматривает возможность одновременного выполнения ограниченного числа отверстий с помощью ограниченного количества штифтов, размещенных параллельно друг другу, а также то, что сегмент метательного вещества и штифты должны смещаться относительно друг друга после каждой операции перфорации, так что в ходе следующей операции перфорации происходит перфорирование не имеющего отверстий участка сегмента метательного вещества. Все отверстия, таким образом, должны выполняться одним и тем же набором штифтов. По логике наиболее очевидным способом, как описано в примере ниже, является вдавливание штифтов в метательное вещество, но возможно, конечно, и применение противоположного способа, т.е. прижимания сегмента метательного вещества к неподвижному набору штифтов, обладающему конструкцией, сходной с описанной выше. Соответствующим образом возможно пошаговое продвижение штифтового штампа вдоль или поперек сегмента метательного вещества вместо продвижения сегмента метательного вещества под узлом штифтового штампа, как это имеет место в устройстве, описанном ниже.
Отличительные признаки настоящего изобретения определяются в приведенной далее формуле изобретения, а изобретение будет теперь описано несколько более подробно со ссылкой на прилагаемые фигуры, которые относятся к служащему примером устройству, предназначенному для выполнения процедуры, заявленной в настоящем изобретении.
На фиг.1 показано в вертикальной проекции изображение сбоку в поперечном разрезе служащего примером устройства;
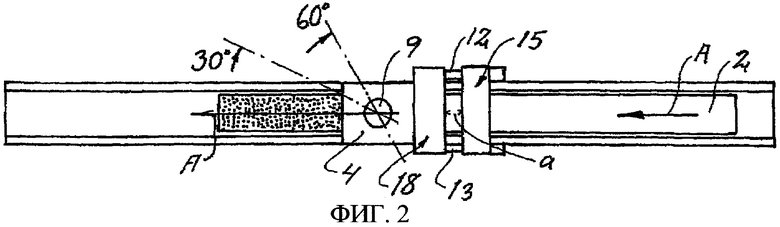
на фиг.2 показано устройство с фиг.1 при наблюдении по вертикали сверху;
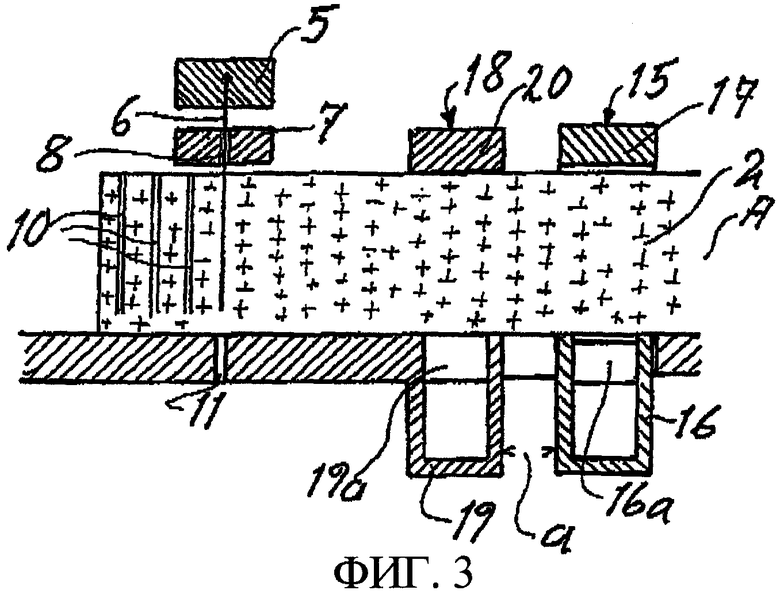
на фиг.3 представлено в увеличенном масштабе изображение в поперечном разрезе через детали устройства, показанного на фиг.1;
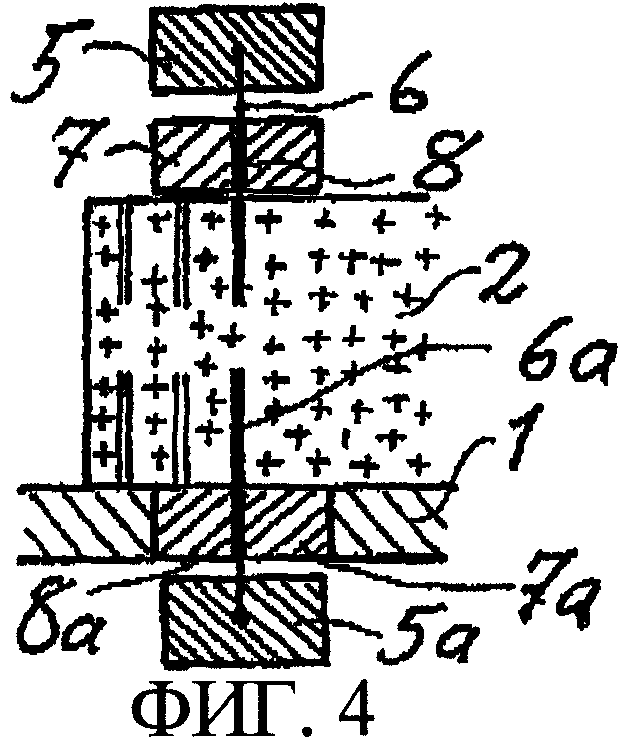
на фиг.4 показан вариант перфорации с двух сторон;
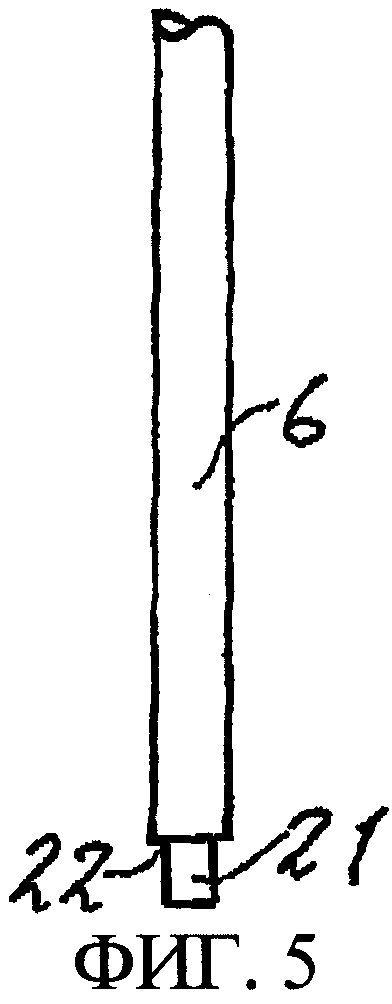
на фиг.5 показан в увеличенном масштабе перфорационный штифт;
на фиг.6 показаны линии перфорации штифтами под прямым углом к направлению продвижения;
на фиг.7 показаны линии перфорации штифтами под углом 60° к направлению продвижения;
на фиг.8 показаны линии перфорации штифтами под углом 30° к направлению продвижения;
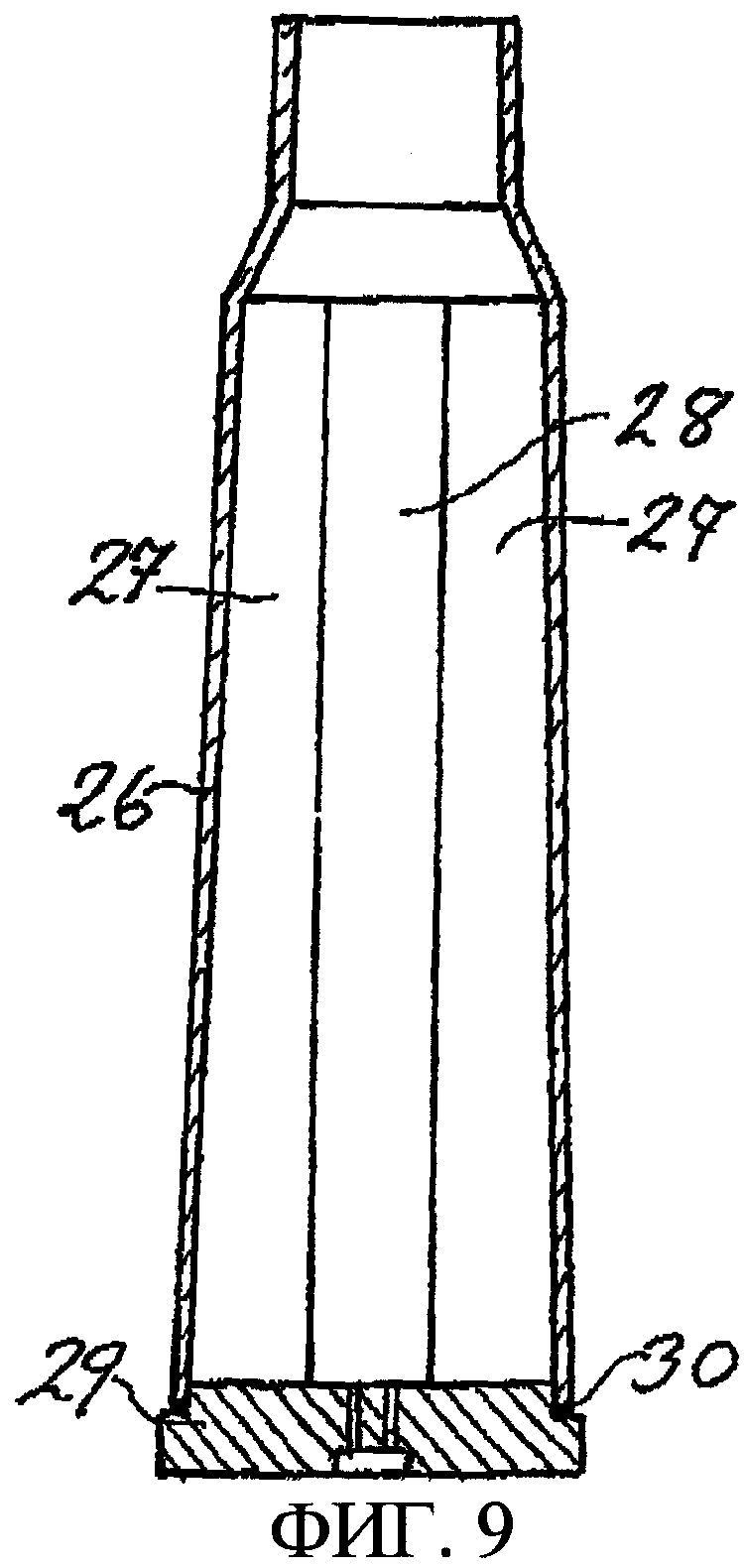
на фиг.9 показана гильза, заполненная перфорированным метательным веществом;
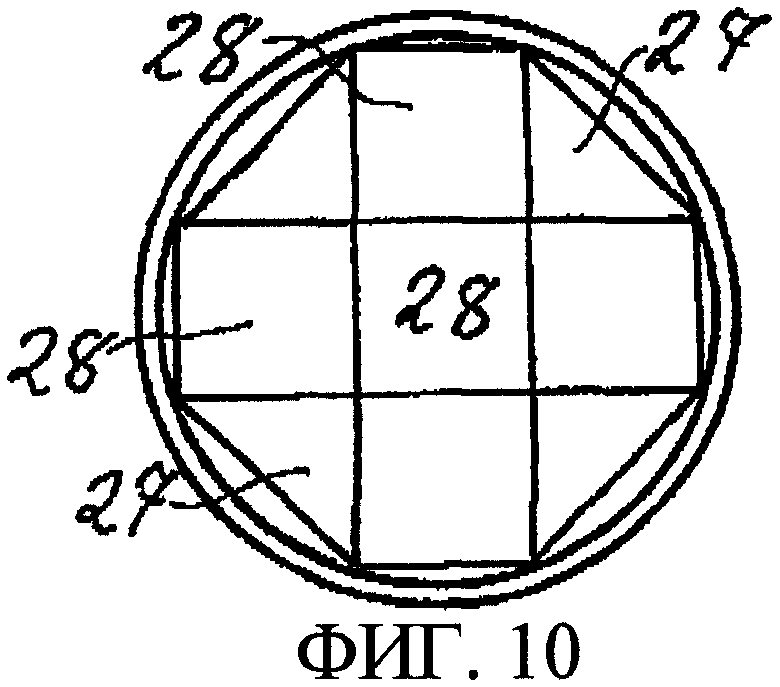
на фиг.10 показан в увеличенном масштабе поперечный разрез заряда метательного вещества, изображенного на фиг.9.
Устройство, изображенное на фиг.1-3, включает в свой состав подающий стол 1, на котором размещен брусок метательного вещества 2. Брусок метательного вещества 2 может быть путем пошаговых приращений продвинут в направлении А под перфорирующим устройством 3. Это устройство включает в себя суппорт 4, в котором закреплен держатель 5 штифтов, который может смещаться в направлении бруска метательного вещества 2 и от него, причем в держателе 5 штифтов закреплено определенное количество перфорирующих штифтов 6, простирающихся в направлении движения держателя 5 штифтов, выравнивающую пластину 7 с выравнивающим отверстием 8 для каждого из штифтов 6, и рабочий цилиндр 9, предназначенный для смещения держателя 5 штифтов и штифтов 6 из первоначального нерабочего положения, изображенного на фиг.1, во второе положение перфорации, в котором штифты 6 полностью вдавлены в метательное вещество 2 и из какового положения они затем полностью извлекаются, оставляя в метательном веществе 2 готовые перфорационные отверстия 10. Подающий стол 1 содержит также проем 11 для каждого из штифтов 6, расположенный непосредственно под той позицией, в которой штифты проходят сквозь брусок метательного вещества 2. Он предназначен для того, чтобы не допустить повреждения штифтов после того, как они пройдут сквозь метательное вещество. Как показано на фиг.3, перфорация может быть прекращена на расстоянии, равном удвоенному значению нужной длины горения, от нижней поверхности бруска метательного вещества. Вполне допустимо прекращение перфорации на этом расстоянии от нижней поверхности бруска метательного вещества, поскольку метательное вещество загорится как начиная с основания отверстий, так и начиная со своей собственной наружной поверхности.
Для продвижения метательного вещества в промежутках между операциями перфорации имеется подающее устройство 15, которое смещается в нужном направлении продвижения и располагается на двух направляющих 12 и 13. Рабочие цилиндры, предназначенные для перемещения подающего устройства 15 из нерабочего положения, показанного на фигурах, в переднее положение В и назад, могут быть размещены между направляющих 12 и 13. Шаг продвижения, который должен выполняться подающим устройством 15 после каждой операции перфорации, обозначен на фиг.2 и 3 позицией «а».
Для того чтобы дать возможность бруску метательного вещества 2 сопровождать шаг продвижения при движении подающего устройства вперед, указанное устройство оборудовано первым захватывающим устройством в форме рабочего цилиндра 16, поршень 16а которого, будучи приведен в действие непосредственно перед тем, как подающее устройство начинает двигаться вперед в направлении продвижения, приподнимает брусок метательного вещества, прижимая его к ограничителю 17, являющемуся составной частью указанного подающего устройства. Для того чтобы предупредить какое-либо изменение положения бруска метательного вещества в процессе перфорации штифтами 6 и когда подающее устройство 15 возвращается в первоначальное положение, имеется второе удерживающее устройство 18, которое содержит рабочий цилиндр 19, прикрепленный к линии 2 подачи, а также сдвигаемый поршень 19а и неподвижный ограничитель 20. Эта поршневая система приводится в действие сразу после завершения шага продвижения и остается активной до завершения следующей операции перфорации и возврата подающего устройства в исходное положение. Кроме того, поршень 19а поднимает брусок метательного вещества и прижимает его к неподвижному ограничителю 20.
На фиг.3 изображены части устройства, показанного на фиг.1 и 2, но в более крупном масштабе. При этом одинаковыми числовыми позициями обозначены одинаковые детали. Единственное отличие заключается в том, что на фиг.3 глубина отверстий от штифтов 6 скорректирована таким образом, чтобы оставить непрошитым расстояние, равное удвоенному значению нужной длины горения. Штифт, показанный на фигуре, изображен в своем крайнем нижнем положении, система 18 удержания - в фиксированном положении, а подающее устройство 15 - в нулевом положении.
На фиг.4 показаны изменения, которые необходимо внести в устройство, изображенное на фиг.1-3, для того, чтобы получить возможность выполнять перфорацию с двух сторон. Основное отличие заключается в том, что существует возможность опустить выравнивающую пластину для штифтов 6 в дорожку подачи, где она обозначена как 7а. Штифты, которые выполняют, таким образом, перфорацию снизу, обозначены как 6а, а держатель штифтов обозначен как 5а.
На фиг.5 изображено устройство крайней точки штифтов 6, которое в наименьшей степени демонстрирует тенденцию к наклону под косым углом в процессе перфорации. Штифт 6 снабжен коротким цилиндрическим наружным отрезком 21 с квадратной обрезанной передней оконечностью. Этот цилиндрический наружный отрезок соединяется с остальной цилиндрической частью посредством круглой кромки 22.
На фиг.6-8 показаны результаты, полученные при различном расположении штифтов для перфорации. Ряды отверстий обозначены позициями I, II, III, IV, V в том порядке, в котором их получают. Как упоминалось выше, направление продвижения бруска метательного устройства обозначено позицией А. Нужная длина горения обозначена как b. Штифты, так же как отверстия, полученные в ходе предыдущей операции перфорации, обозначены ранее использованным общим обозначением 6.
Как показано для варианта, проиллюстрированного на фиг.6, штифты располагаются на расстоянии 2b друг от друга, а длина продвижения между операциями перфорации также составляет 2b, т.е. удвоенную длину горения, в то время как штифты располагаются в ряд под прямыми углами к направлению продвижения. На фигуре проиллюстрированы только три штифта и ряды подачи I и II, поскольку этого достаточно. Как показано на фигуре, при таком варианте объемы недействующего метательного вещества, обозначенные как 23, относительно велики.
На фиг.7 показана более тесная схема перфорации и связанное с этим значительное сокращение объема недействующего метательного вещества 24 в том случае, если ряд штифтов располагается под углом 60° к направлению продвижения.
На фиг.8 показано в заключение, что при расположении ряда штифтов под углом 30° к направлению продвижения достигается еще более плотная схема перфорации относительно расстояния между штифтами. В этом варианте продвижение при подаче также составляет 2b (т.е. удвоенная длина горения) или, со штампами штифтов, содержащими несколько рядов штифтов, эту величину, умноженную на количество рядов штифтов. В случае применения этого усовершенствования отверстия будут располагаться на расстоянии 2b друг от друга несмотря на то, что расстояние между штифтами будет увеличено с 2b до 2b·√3, что позволяет значительно упростить изготовление штифтового штампа, даже если это означает также, что штамп должен содержать больше штифтов для того, чтобы охватить всю ширину рассматриваемого бруска метательного вещества. Как показано на фигуре, объем недействующего метательного вещества, обозначенный здесь позицией 25, даже в этом случае мал.
На фиг.9 и 10 изображена заполненная снарядная гильза 26, которая содержит четыре бруска метательного вещества типа 27 и пять брусков метательного вещества типа 28, полученных так, как заявлено в настоящем изобретении. На фигурах бруски метательного вещества 27 и 28 изображены с плоскими боковыми поверхностями, но они могут также быть совместно обработаны с получением круглого заряда метательного вещества, полностью заполняющего снарядную гильзу 26. Показанная здесь снарядная гильза относится к особому типу с основанием 29, которое устанавливается после заполнения гильзы метательным веществом. Стык между основным корпусом и основанием снарядной гильзы, каковой стык выполняется любым подходящим способом, обозначен позицией 30.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАТЕЛЬНОГО ЗАРЯДА С ВЫСОКОЙ ПЛОТНОСТЬЮ И ВЫСОКОЙ ПРОГРЕССИВНОСТЬЮ | 2004 |
|
RU2364818C2 |
| СТВОЛЬНОЕ МЕТАТЕЛЬНОЕ УСТРОЙСТВО | 2010 |
|
RU2445138C2 |
| ПАТРОН ДЛЯ ГЛАДКОСТВОЛЬНОГО ОРУЖИЯ | 2000 |
|
RU2192611C2 |
| ПРОГРЕССИВНЫЙ МЕТАТЕЛЬНЫЙ ЗАРЯД С ВЫСОКОЙ ПЛОТНОСТЬЮ ЗАРЯДА | 2004 |
|
RU2369588C2 |
| Перфорированные волокнистые структуры и способы их изготовления | 2015 |
|
RU2658841C1 |
| БОЕПРИПАС | 2002 |
|
RU2222764C1 |
| ПУЛЕМЕТ С ЛЕНТОЧНЫМ ПИТАНИЕМ | 2002 |
|
RU2300725C2 |
| МЕТАТЕЛЬНЫЙ ЗАРЯД МИНОМЁТНОГО ВЫСТРЕЛА | 2015 |
|
RU2596856C2 |
| ВЫСТРЕЛ К ГРАНАТОМЕТУ | 2013 |
|
RU2525352C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 2010 |
|
RU2422663C1 |
Изобретение относится к способу и устройству для производства перфорированного метательного вещества. Сущность изобретения заключается в том, что для получения перфорированного метательного вещества после придания нужной геометрической формы метательное вещество подвергают операции перфорации, выполняемой определенным количеством перфорационных элементов, которые образуют большое количество сквозных или глухих отверстий, параллельных друг другу и равномерно распределенных по всему объему метательного вещества, в котором эти отверстия выполняют на расстоянии друг от друга, равном удвоенному значению необходимой длины горения в заряде, для которого предназначено метательное вещество. Перфорацию выполняют штифтовым штампом (5), содержащим множество штифтов (6), которые вводят в метательное вещество на необходимую глубину с последующим возвращением в исходное положение. Изобретение позволяет получать заряды метательного вещества с высокой плотностью. 3 н. и 9 з.п. ф-лы, 10 ил.
| US 5251549 А, 12.10.1993 | |||
| US 6071444 A, 06.06.2000 | |||
| RU 93037046 А, 27.08.1995. |

