Изобретение относится к электрической дуговой сварке, а именно к устройствам для имульсно-дуговой сварки проволоками сплошного сечения и порошковыми, в среде защитных газов, и самозащитными, и может найти применение в технологии и технике электросварочных работ.
Известно выпрямительное устройство для импульсно-дуговой сварки (а.с. СССР №185424. Н.В.Подола, А.Г.Потапьевский. Выпрямительное устройство для импульсно-дуговой сварки. Бюл. №5, опубл. 22.05.1963 г.), содержащее основной выпрямитель с дросселем в цепи выпрямленного тока и вспомогательный выпрямитель, включенный параллельно основному и питаемый от сети через импульсный трансформатор, в первичную цепь которого включен зарядный дроссель и дроссель насыщения с прямоугольной петлей гистерезиса, а параллельно первичной обмотке и дросселю насыщения подключена батарея конденсаторов.
Недостатками такого устройства являются: необходимость в специальном импульсном трансформаторе и ограниченные возможности регулирования частоты следования импульсов сварочного тока, так как работа устройства привязана к частоте питающей сети. Кроме того, форма импульсов сварочного тока близка к полусинусоиде. При такой форме импульса активная длительность импульса на уровне критического тока составляет 0,378÷0,445 от полной длительности импульсов, что обусловливает завышение амплитуды импульсов и их полной длительности. При возмущениях по напряжению дугового промежутка активная длительность импульсов будет изменяться, что отрицательно сказывается на переносе электродного металла и приводит к разбрызгиванию электродного металла.
Известен импульсный генератор для импульсно-дуговой сварки (Подола Н.В., Шейко П.П. Генератор типа ИИП-1 для импульсно-дуговой сварки. "Автоматическая сварка", 1965, №6, с.76), содержащий однофазный понижающий трансформатор с секционированной вторичной обмоткой, к отводам которой через переключатель подключен анод зарядного диода, а катод зарядного диода подключен к одной из обкладок батареи накопительных конденсаторов, емкость которой можно ступенчато изменять при помощи переключателя, и к аноду разрядного тиристора. Вторая обкладка батареи накопительных конденсаторов подключена ко второму выводу вторичной обмотки понижающего трансформатора и к изделию. Катод разрядного тиристора через разрядный дроссель подключен к электроду. В таком генераторе заряд батареи накопительных конденсаторов происходит в один из полупериодов напряжения питающей сети через зарядный диод, а разряд через разрядный тиристор и разрядный дроссель на дуговой промежуток в следующий полупериод.
Недостатками такого генератора являются: малая активная длительность импульса тока на уровне критического тока из-за того, что форма импульса близка к полусинусоиде, ограниченные регулировочные возможности частоты следования импульсов сварочного тока, так как работа генератора привязана к частоте питающей сети, изменение активной длительности импульсов при возмущениях по напряжению дугового промежутка, что приводит к нарушению управления переносом электродного металла и снижению качества сварного соединения
Известно устройство формирования импульсов сварочного тока (Зайцев А.И., Князьков А.Ф. О формировании импульсов сварочного тока. Доклады к 1 конференции по вопросам автоматизации производства. Томск, 1969, с.97-104), являющееся наиболее близким к сущности предлагаемого изобретения, состоящее из трехфазного мостового полууправляемого выпрямителя, питаемого от трехфазного понижающего трансформатора, накопительного устройства в виде искусственной формирующей линии, состоящей из n ячеек, каждая из которых состоит из последовательно включенных конденсатора и дросселя, причем у всех ячеек свободные выводы обкладок конденсаторов соединены вместе и подключены к минусу полууправляемого выпрямителя и изделию, а точки соединения конденсатора и дросселя последующих ячеек соединены со свободными выводами дросселей предыдущих ячеек, причем начало искусственной формирующей линии подключено к плюсу полууправляемого выпрямителя через последовательно включенный зарядный дроссель а окончание формирующей линии - через разрядный тиристор к электроду.
Разряд искусственной формирующей линии на дуговой промежуток имеет форму импульса тока, близкую к трапецеидальной форме с количеством пульсаций на вершине, равным числу ячеек n. При большом числе ячеек глубина пульсаций незначительна, но при этом появляется недостаток - большие скорости изменения тока в начале фронта нарастания тока и в конце фронта спада тока, что приводит к захлопыванию канала столба дуги, разбрызгиванию и нарушению защиты зоны сварки от окружающего воздуха, что снижает качество сварного соединения.
Кроме того, недостатком устройства для формирования импульсов сварочного тока является ненадежность работы при частоте следования импульсов более 100 Гц. Так как при этом может произойти срыв генерирования импульсов и протекание сквозного тока по цепи: полууправляемый выпрямитель, зарядный дроссель, дроссели ячеек, разрядный тиристор, сварочная дуга.
Задачей предлагаемого изобретения является создание устройства формирования импульсов тока для импульсно-дуговой сварки, обеспечивающего повышение стабильности переноса электродного металла и качества сварного соединения.
Поставленная задача решена следующим образом. Устройство для формирование импульсов сварочного тока состоит из трехфазного мостового полууправляемого выпрямителя, питаемого от трехфазного понижающего трансформатора, накопительного устройства в виде искусственной формирующей линии, состоящей из n ячеек, каждая из которых состоит из последовательно включенных конденсатора и дросселя. При этом свободные выводы обкладок конденсаторов соединены вместе и подключены к минусу полууправляемого выпрямителя и к изделию, а точки соединения конденсатора и дросселя последующих ячеек соединены со свободными выводами предыдущих ячеек. Начало искусственной формирующий линии через последовательно включенные зарядный дроссель и зарядный тиристор подключено к плюсу полууправляемого выпрямителя. Окончание линии через разрядный тиристор подключено к электроду. Причем в качестве дросселя последней ячейки включен быстронасыщающийся дроссель.
Благодаря сочетанию параметров предлагаемого устройства: формирующей линии и быстронасыщающегося дросселя (БНД), включенного в качестве дросселя последней ячейки формирующей линии, форма импульса приобретает колоколообразную форму со срезанной практически плоской вершиной, что обеспечивает оптимальную форму импульса, минимальный ввод энергии, повышение стабильности переноса электродного металла и повышение качества сварного соединения.
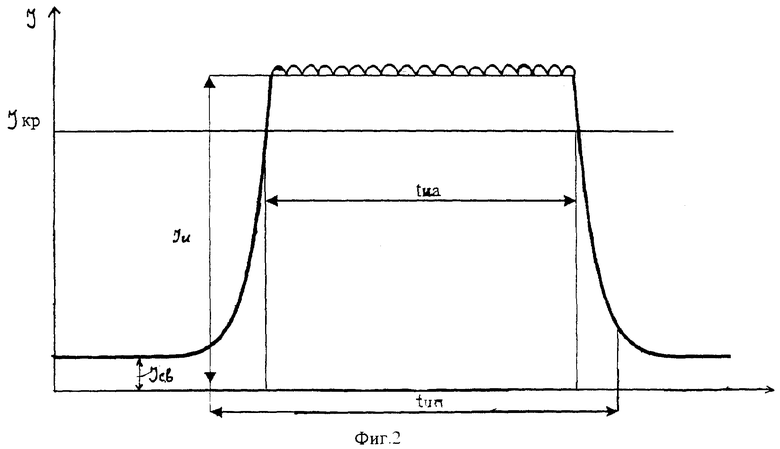
Принципиальная схема предлагаемого устройства для формирования импульсов сварочного тока представлена на фиг.1.
Форма импульса сварочного тока представлена на фиг.2. Устройство состоит из понижающего трехфазного трансформатора 1, питающего полууправляемый трехфазный мостовой выпрямитель 2, катодную группу вентилей которой составляют три тиристора 3, а анодную группу вентилей три диода 4, формирующей линии 5, состоящей из n ячеек, каждая из которых состоит из последовательно включенного конденсатора 6 и дросселя 7, причем свободные выводы обкладок конденсаторов 6 соединены вместе и подключены к минусу полууправляемой мостовой схемы выпрямления 2 и к изделию 8. Точки соединения конденсаторов 6 и дросселей 7 последующих ячеек подключены к свободным выводам дросселей 7 предыдущих ячеек. Начало формирующий линии 5 через последовательно включенные зарядный тиристор 9 и зарядный дроссель 10 подключены к плюсу полууправляемого выпрямителя 2. Окончание формирующей линии 5 через быстронасыщающийся дроссель 11, включенный в качестве дросселя последней ячейки и последовательно соединенный с ним разрядный тиристор 12, подключено к электроду 13.
Устройство работает следующим образом. В положительные полупериоды питающего напряжения, снимаемого со вторичных обмоток трехфазного трансформатора 1, когда положительное напряжение прикладывается к аноду одного из тиристоров 3, со схемы управления поступают одновременно импульсы управления на указанные тиристоры 3 и зарядный тиристор 9. Отпираются одновременно зарядный тиристор 9 и один из тиристоров 3, у которого положительное напряжение на аноде наибольшее. Происходит резонансный заряд формирующей линии 5 через зарядный дроссель 10 и зарядный тиристор 9 до напряжения, максимальное значение которого может достигать почти двойного линейного напряжения вторичных обмоток трансформатора 1. После заряда формирующей линии зарядный тиристор 9 запирается. Напряжение заряда формирующей линии и, следовательно, амплитуду импульсов сварочного тока регулируют изменением момента подачи управляющего импульса по отношению к началу полупериода положительного напряжения, прикладываемого к анодам тиристоров 3.
При подаче управляющего импульса к разрядному тиристору 12 происходит разряд искусственной формирующей линии 5 на дуговой промежуток с формой импульса тока, представленной на фиг.2.
Благодаря такой форме импульса возмущения по напряжению дугового промежутка практически не влияют на активную длительность импульса. А полная длительность импульса снижается с (2÷2,5) мсек при синусодальной форме до (0,6÷0,9) мсек при предлагаемой форме.
Амплитуда импульсов определяется по выражению [Я.С.Ицхоки «Импульсные устройства», 1959]:
 ,
,
где
Uc - напряжение заряда формирующей линии,
Ug - напряжения дугового промежутка,
 - волновое сопротивление формирующей линии,
- волновое сопротивление формирующей линии,
где Lя - индуктивность дросселя ячейки формирующей линии
Ся - емкость конденсатора ячейки формирующей линии
Длительность импульса определяется выражением [Я.С.Ицхоки «Импульсные устройства», 1959]:

Максимальная частота следования импульсов сварочного тока равна 150 Гц. Ее можно плавно изменять в пределах (0÷150)Гц.
Предлагаемое устройство обеспечивает повышение качества сварного соединения за счет следующих преимуществ по сравнению с известными:
- возможности плавного регулирования частоты следования импульсов сварочного тока;
- обеспечения ввода в импульсе минимально необходимой энергии для переноса капли;
- независимости активной длительности импульсов сварочного тока от возмущений по напряжению дугового промежутка;
- надежной работы устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА | 2007 |
|
RU2343051C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2175596C1 |
| ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ | 2015 |
|
RU2591055C1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| ИНВЕРТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2007 |
|
RU2339491C2 |
| Стабилизатор сварочной дуги переменного тока | 1979 |
|
SU791488A1 |
| Стабилизатор энергии зарядного с-контура генератора мощных импульсов | 1974 |
|
SU518764A1 |
| ИНВЕРТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2006 |
|
RU2306213C1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
Изобретение относится к электродуговой сварке плавящимся электродом, в частности к устройствам формирования импульсов сварочного тока, и может найти применение в различных отраслях машиностроения. Устройство содержит полууправляемый трехфазный мостовой выпрямитель, питаемый от трехфазного понижающего трансформатора, зарядный дроссель, зарядный и разрядный тиристоры и накопительное устройство. Накопительное устройство представляет собой искусственную формирующую линию, состоящую из n ячеек, каждая из которых состоит из последовательно включенных конденсатора и дросселя. Начало формирующей линии через зарядный дроссель и зарядный тиристор подключено к полууправляемому выпрямителю, а окончание - через разрядный быстронасыщающийся дроссель, одновременно являющийся дросселем последней ячейки линии, и через разрядный тиристор - к сварочной дуге. Изобретение позволяет минимизировать энергию импульсов и повысить стабильность процесса за счет получения колоколообразной со срезанной вершиной формы импульса сварочного тока. 2 ил.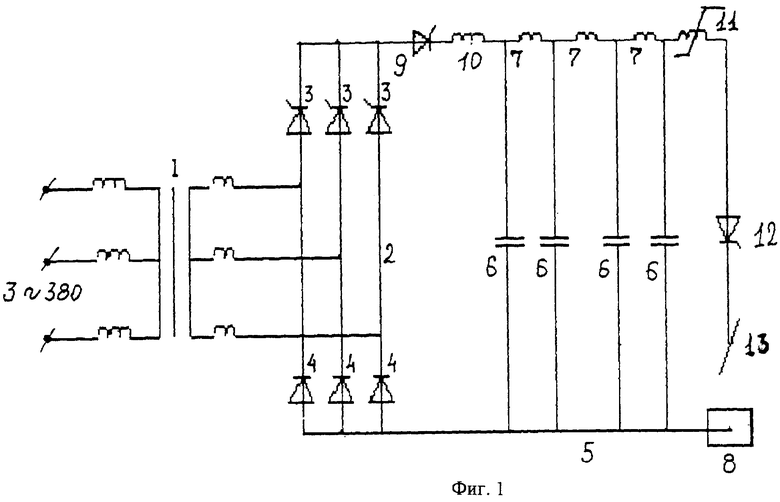
Устройство для формирования импульсов сварочного тока, состоящее из трехфазного мостового полууправляемого выпрямителя, питаемого от трехфазного понижающего трансформатора, накопительного устройства в виде искусственной формирующей линии, состоящей из n ячеек, каждая из которых состоит из последовательно включенных конденсатора и дросселя, при этом свободные выводы обкладок конденсаторов соединены вместе и подключены к "минусу" полууправляемого выпрямителя и к изделию, а точки соединения конденсатора и дросселя последующих ячеек соединены со свободными выводами дросселей предыдущих ячеек, причем начало искусственной формирующей линии через последовательно включенный зарядный дроссель подключено к "плюсу" полууправляемого выпрямителя, окончание ее через разрядный тиристор подключено к электроду, отличающееся тем, что дроссель последней выходной ячейки выполнен в виде быстронасыщающегося дросселя, а последовательно с зарядным дросселем дополнительно введен зарядный тиристор, включаемый синхронно и синфазно с тиристорами полууправляемого выпрямителя.
| ЗАЙЦЕВ А.И | |||
| и др «О формировании импульсов сварочного тока», Доклады к 1 конференции по вопросам автоматизации производства, Томск, 1969, с.97-104 | |||
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ ИМПУЛЬСНОЙ НАГРУЗКИ ОТ ЕМКОСТНОГО НАКОПИТЕЛЯ | 1992 |
|
RU2031541C1 |
| СИСТЕМА ДЛЯ ПИТАНИЯ ИМПУЛЬСНОЙ НАГРУЗКИ | 1992 |
|
RU2021643C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2175596C1 |
| Резцовая головка | 1983 |
|
SU1164005A1 |
| DE 10033387 A, 17.01.2002 | |||
| JP 2001233365 A, 04.09.2001. | |||

