Изобретение относится к защитным элементам, используемым в банкнотах, ценных бумагах и идентификационных документах для предотвращения их подделки и обеспечения контроля подлинности и представляющим собой полимерную нить с дополнительными защитными признаками, предназначенную для введения в бумажную массу в процессе изготовления бумаги.
В защитном элементе, описанном в патенте RU 2240926, предлагается фигурная защитная нить из металлизированного полимерного материала, имеющая центральную зону и боковые элементы в виде крылышек, обеспечивающие эффект объемного введения нити в бумагу. В данном патенте описан также способ изготовления бумаги с защитным элементом.
Недостатком известного технического решения является достаточно сложное выполнение фигурного защитного элемента путем разрезания полимерной пленки на нити с помощью лазерного воздействия, а также технологические трудности, возникающие при операциях намотки и размотки нитей с фигурными краями.
Техническим результатом изобретения является улучшение технологических свойств защитного элемента при введении его в бумажную массу и упрощение процесса изготовления защитного элемента и бумаги. Также целью изобретения является создание защитного элемента, не имеющего вырезов по краям в виде крылышек, затрудняющих намотку нити. Защитный эффект нити получают за счет деформации ровного прямого края и придания ему объема, то есть трехмерности нити.
Указанный технический результат достигается тем, что в способе изготовления бумаги с защитным элементом для контроля подлинности защищенной полиграфической продукции, включающем введение нити из полимерного пленочного материала, имеющей центральную часть и краевые зоны, на сетку сеточного цилиндра бумагоделательной машины и последующее обезвоживание при формовании наслойки из бумажной массы и ее прессовании, согласно изобретению непосредственно перед введением нити на сетку сеточного цилиндра деформируют, по крайней мере, одну из краевых зон нити.
Деформацию осуществляют путем механического воздействия или путем совместного механического и температурного воздействия.
Нить располагают в толще бумажного полотна или с частичным выходом деформированных краевых зон на поверхность.
Нить располагают в виде ныряющей нити с образованием окон.
Защитный элемент для контроля подлинности защищенной полиграфической продукции выполнен в соответствии с предлагаемым способом.
Бумага с защитным элементом для контроля подлинности защищенной полиграфической продукции изготовлена в соответствии с предлагаемым способом.
Защитный элемент для контроля подлинности защищенной полиграфической продукции выполнен в виде нити из полимерного материала с центральной частью и краевыми зонами, при этом согласно изобретению, по крайней мере, одна из краевых зон нити деформирована.
В защитном элементе полимерный материал металлизирован.
Полимерный материал выполнен с участками деметаллизации.
Ширина деформированной зоны края составляет от 1 до 3 мм.
Ширина центральной недеформированной зоны нити составляет не менее 2 мм.
Толщина нити составляет от 12 до 50 мкм.
Амплитуда колебаний линии края, полученная при деформации, составляет от 100 до 1000 мкм.
Краевые зоны деформированы непрерывно по всей длине нити.
Краевые зоны деформированы с регулярной или нерегулярной повторяемостью по длине нити.
Защитный элемент выполнен с люминесцентными, и/или цветопеременными, и/или голографическими изображениями, и/или магнитными покрытиями, расположенными по всей поверхности нити или на части поверхности.
В отличие от ближашего аналога заявленной группы изобретений по патенту RU 2240926, в котором не предусмотрена деформация боковых элементов нити до ее введения в бумагу, в предлагаемой заявке на изобретение выполнена деформация краев плоской нити с получением до введения в бумагу объемной нити за счет определенной амплитуды колебаний края нити в результате деформации, при этом край нити используется ровный, не имеющий вырезов. Таким образом, деформируется, по крайней мере, одна из краевых зон нити перед ее введением на сетку сеточного цилиндра.
Суть изобретения показана на следующих чертежах:
Фиг.1 - изображение защитного элемента.
Фиг.2-5 - различное расположение защитного элемента в бумаге.
На фиг.1 изображен защитный элемент, представляющий собой полимерную нить 1 с центральной недеформированной зоной 2 и деформированными краевыми зонами 3, полученными в результате механического или путем совместного механического и термического воздействия.
Деформированные краевые зоны 3 нити 1, выполненной из полимерной пленки, например полиэтилентерефталатной, имеют ширину от 1 до 3 мм и располагаются непрерывно по всей длине нити или с регулярной или нерегулярной повторяемостью по длине нити. Ширина центральной недеформированной зоны 2 составляет предпочтительно от 2 мм. Толщина нити составляет от 12 до 50 мкм.
Амплитуда колебаний линии края защитного элемента составляет от 100 до 1000 мкм.
При использовании металлизированного полимерного материала он может содержать участки деметаллизации. Для улучшения защитных свойств защитный элемент может быть выполнен с люминесцентными, и/или цветопеременными, и/или голографическими изображениями, и/или магнитными покрытиями, расположенными по всей поверхности нити или на части поверхности.
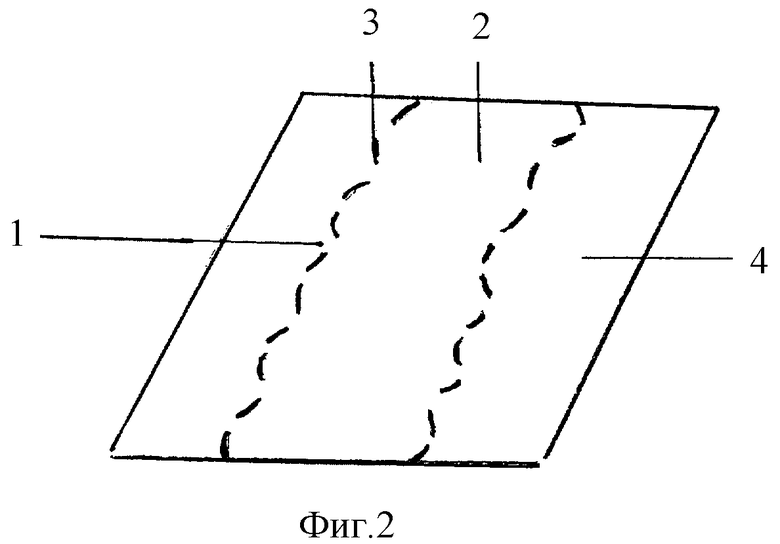
На фиг.2 показано расположение трехмерного защитного элемента в бумаге 4 в случае, когда он полностью расположен в толще бумаги. При рассмотрении бумаги с таким защитным элементом на просвет наблюдается фигурный край 3 нити 1, образованный за счет ее деформации в результате механических и температурных воздействий.
На фиг.3 показано расположение трехмерного защитного элемента в бумаге 4 в случае, когда центральная часть 2 нити 1 полностью находится в бумаге 4, а деформированные края 3 частично выходят на поверхность, образуя волнистый край защитного элемента.
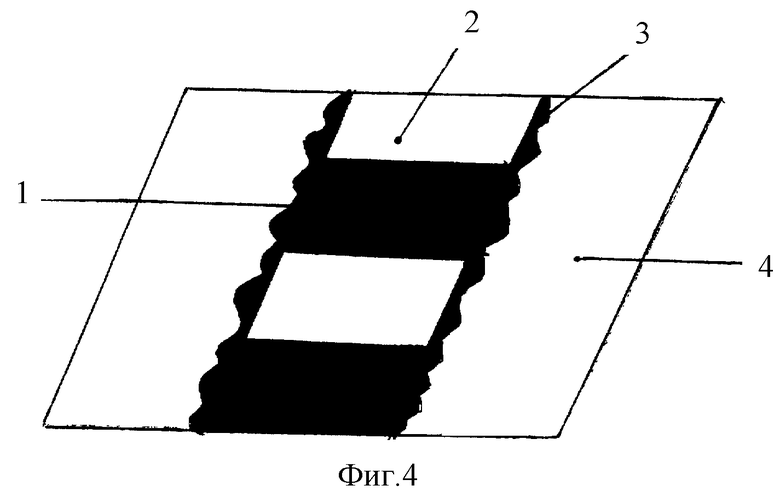
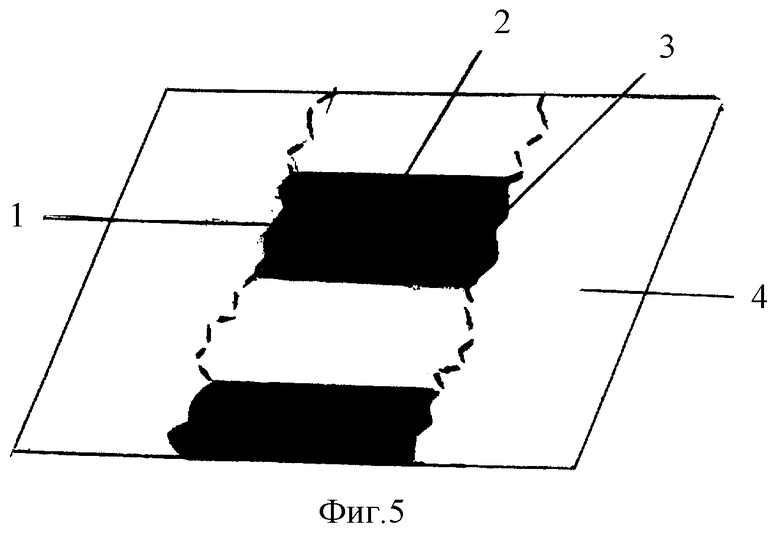
На фиг.4 и фиг.5 показано расположение трехмерного защитного элемента в бумаге 4, введенного по принципу "ныряющей" защитной нити 1.
На фиг.4 показано расположение защитного элемента в бумаге 4 в случае, когда центральная недеформированная часть 2 шириной не менее 2,0 мм периодически выходит на поверхность, при этом длина "окна" составляет от 5,0 до 10,0 мм, расстояние между "окнами" составляет от 5,0 до 10,0 мм, а деформированные края 3 расположены на поверхности бумаги по всей длине нити 1.
На фиг.5 показано расположение защитного элемента в бумаге 4 в случае, когда центральная недеформированная часть 2 нити 1 и деформированные зоны 3 выходят на поверхность (длина "окна" от 5 до 10 мм), "окна" периодически повторяются на расстоянии от 5 до 10 мм.
Способ изготовления трехмерной защитной нити заключается в том, что плоская двухмерная нить 1 пропускается через устройство, состоящее из двух пар вращающихся совместно конических шестерен, расположенных под определенным углом на одной оси, при этом деформируется, по крайней мере, один край нити, а центральная часть 2, имеющая ширину не менее 2 мм, остается плоской и недеформированной. Для усиления эффекта шестерни могут нагреваться до температуры от 50°С до 100°С, что усиливает пластичность полимерного материала в зоне его деформации. В результате этого защитная нить становится трехмерной и при введении в бумагу может выступать на обе поверхности защищаемой бумаги. Деформацию нити производят непосредственно перед ее введением на сетку сеточного цилиндра бумагоделательной машины. Осуществляют формование и обезвоживание наслойки из бумажной массы на сетке сеточного цилиндра с последующим ее прессованием.
Защитный элемент, предлагаемый в качестве изобретения, может полностью вводиться в бумагу либо частично, например недеформированная зона полностью находится в толще бумаги, а деформированные края расположены на поверхности.
Возможно также введение элемента, предлагаемого в качестве изобретения, по принципу "ныряющей" защитной нити, а именно, когда нить, расположенная в толще бумаги, выходит на поверхность через определенные промежутки, образуя так называемые "окна".
Деформирование защитной полимерной нити по краям путем механических и/или термических воздействий производится непосредственно перед введением ее в бумагу, что улучшает технологические свойства защитного элемента, т.к. не требуются технологические операции намотки и размотки объемной защитной нити, являющиеся нестабильными технологическими операциями.
Предлагаемый защитный элемент за счет трехмерности защитной нити позволяет улучшить ее защитные свойства и обеспечить большую вариантность размещения нити в бумаге. Данный защитный элемент может найти применение в различных видах защищенной полиграфической продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕННОЙ БУМАГИ, ЗАЩИЩЕННОЙ ОТ ПОДДЕЛКИ, И ЦЕННАЯ БУМАГА | 2006 |
|
RU2331725C1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ КОНТРОЛЯ ПОДЛИННОСТИ ЗАЩИЩЕННОЙ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ И ЗАЩИЩЕННАЯ ПОЛИГРАФИЧЕСКАЯ ПРОДУКЦИЯ | 2005 |
|
RU2288105C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕННОЙ БУМАГИ, ЗАЩИЩЕННОЙ ОТ ПОДДЕЛКИ, И ЦЕННАЯ БУМАГА | 2005 |
|
RU2310705C9 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ КОНТРОЛЯ ПОДЛИННОСТИ ЗАЩИЩЕННОЙ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ И ЗАЩИЩЕННАЯ ПОЛИГРАФИЧЕСКАЯ ПРОДУКЦИЯ | 2005 |
|
RU2296677C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ, ЗАЩИЩЕННОЙ ОТ ПОДДЕЛКИ, (ВАРИАНТЫ) И БУМАГА, ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ (ВАРИАНТЫ) | 2007 |
|
RU2344219C1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ КОНТРОЛЯ ПОДЛИННОСТИ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ И ПОЛИГРАФИЧЕСКАЯ ПРОДУКЦИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2326436C1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ КОНТРОЛЯ ПОДЛИННОСТИ ЗАЩИЩЕННОЙ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ И ЗАЩИЩЕННАЯ ПОЛИГРАФИЧЕСКАЯ ПРОДУКЦИЯ | 2004 |
|
RU2260087C1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ ЗАЩИТЫ ОТ ПОДДЕЛКИ, ЗАЩИЩЕННАЯ ПОЛИГРАФИЧЕСКАЯ ПРОДУКЦИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ | 2007 |
|
RU2344045C1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ НА ПОВЕРХНОСТИ БУМАЖНОГО ИЛИ ПОЛИМЕРНОГО НОСИТЕЛЯ ЗАЩИТНЫЙ ЭЛЕМЕНТ, СПОСОБ ОПРЕДЕЛЕНИЯ ПОДЛИННОСТИ ИЗДЕЛИЯ | 2013 |
|
RU2528646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕННОЙ БУМАГИ, ЗАЩИЩЕННОЙ ОТ ПОДДЕЛКИ, И ЦЕННАЯ БУМАГА | 2003 |
|
RU2240926C1 |

Изобретение относится к технологии изготовления защищенной полиграфической продукции с защитным элементом для контроля ее подлинности. Способ изготовления бумаги с защитным элементом для контроля подлинности защищенной полиграфической продукции включает введение нити из полимерного пленочного материала, имеющей центральную часть и краевые зоны, на сетку сеточного цилиндра бумагоделательной машины и последующее обезвоживание при формовании наслойки из бумажной массы и ее прессовании. Непосредственно перед введением нити на сетку сеточного цилиндра деформируют, по крайней мере, одну из краевых зон нити. Защитный элемент для контроля подлинности защищенной полиграфической продукции и бумагу с защитным элементом выполняют согласно способу. Технический результат заключается в улучшении технологических свойств защитного элемента при введении его в бумажную массу и упрощении процесса изготовления защитного элемента и бумаги. 3 н. и 12 з.п. ф-лы, 5 ил.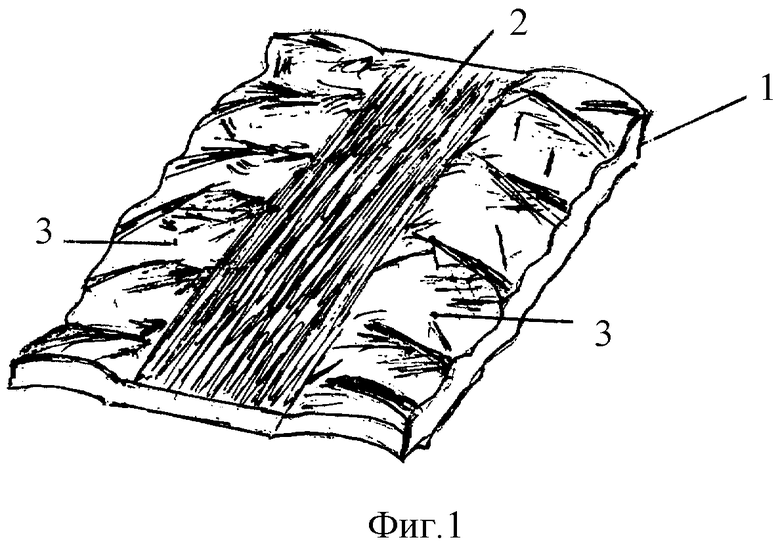
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕННОЙ БУМАГИ, ЗАЩИЩЕННОЙ ОТ ПОДДЕЛКИ, И ЦЕННАЯ БУМАГА | 2003 |
|
RU2240926C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕННОЙ БУМАГИ, ЗАЩИЩЕННОЙ ОТ ПОДДЕЛКИ И ЦЕННАЯ БУМАГА | 2003 |
|
RU2241605C1 |
| US 5961152 A, 05.10.1999 | |||
| US 4756557 A, 12.07.1988 | |||
| US 4371196 A, 01.02.1983. | |||

