Изобретение относится к технологии изготовления составных частей двери или/и средствам для обрамления проемов в стенах или перекрытиях, в частности к способу изготовления коробки дверной защитной двери, и может быть использовано при изготовлении дверей защитных многоцелевого назначения (зданий и сооружений, сейфов, самоходных транспортных средств и т.д.).
Известен способ изготовления коробки дверной защитной двери, включающий изготовление передней панели с отверстием, задней панели с отверстием, боковой части, запорного элемента с запорной полостью и запорным выступом на боковой части, размещение панелей друг против друга с образованием полости и размещение боковой части между панелями, сквозной полости, образованной отверстиями и полостью (RU 2261316 С2, см. фиг.27).
Известный способ имеет высокую материалоемкость, трудоемкость изготовления и малую эффективность при противодействии взлому. Наличие указанных недостатков объясняется тем, что способ изготовления коробки дверной предусматривает предварительное изготовление отдельных частей коробки и последующее их соединение между собой посредством сварных швов.
Задача, на решение которой направлено заявляемое техническое решение, состоит в расширении арсенала технических средств определенного назначения, в частности способа изготовления коробки дверной защитной двери.
Технический результат, который может быть при этом получен, заключается в реализации указанной выше задачи - расширение арсенала технических средств определенного назначения путем создания нового объекта - способа изготовления коробки дверной защитной двери, который был бы лишен указанных выше недостатков.
Сущность заявляемого способа заключается в том, что в способе изготовления коробки дверной защитной двери, включающем изготовление передней панели с отверстием, задней панели с отверстием, боковой части, запорного элемента с запорной полостью и запорным выступом на боковой части, размещение панелей друг против друга с образованием полости и размещение боковой части между панелями, сквозной полости, образованной отверстиями и полостью, согласно изобретению, на боковой части изготавливают крепежные отверстия, а переднюю, заднюю панели и боковую часть изготавливают из одного стального листа, запорный выступ изготавливают в виде отдельных выдавленных элементов путем предварительного разрезания боковой части сквозными щелевидными отверстиями, отстоящими друг от друга на расстоянии, равном толщине запорного выступа, и последующей остаточной пластической деформации участков боковой части, размещенных между сквозными щелевидными отверстиями, путем их выдавливания, а крепежные отверстия изготавливают на участках боковой части, расположенных между отдельными выдавленными элементами.
Стальной лист используют толщиной, равной 3-6 мм.
Крепежные отверстия, сквозные щелевидные отверстия и отверстия передней и задней панелей изготавливают на установке гидроабразивной резки материалов.
Высоту сквозных щелевидных отверстий выбирают из интервала значений от 20 до 60 мм, а их ширину из интервала значений от 0,1 до 0,5 мм.
Именно предлагаемое изготовление коробки дверной защитной двери обеспечивает расширение арсенала технических средств определенного назначения путем создания нового объекта - способа изготовления коробки дверной защитной двери, которая позволяет вынести суждение о достижении указанного технического результата благодаря наличию новых действий над материальным объектом и новым порядком их выполнения.
Сопоставительный анализ заявляемого способа с прототипом показывает, что заявляемый способ изготовления коробки дверной защитной двери имеет общие признаки с прототипом:
- изготовление передней панели с отверстием, задней панели с отверстием, боковой части, запорного элемента с запорной полостью и запорным выступом на боковой части;
- размещение панелей друг против друга с образованием полости и размещение боковой части между панелями;
- изготовление сквозной полости, образованной отверстиями и полостью.
Заявляемый способ изготовления коробки дверной защитной двери отличается от прототипа новыми признаками:
- на боковой части изготавливают крепежные отверстия;
- переднюю, заднюю панели и боковую часть изготавливают из одного стального листа;
- запорный выступ изготавливают в виде отдельных выдавленных элементов путем предварительного разрезания боковой части сквозными щелевидными отверстиями, отстоящими друг от друга на расстоянии, равном толщине запорного выступа, и последующей остаточной пластической деформации участков боковой части, размещенных между сквозными щелевидными отверстиями, путем их выдавливания;
- крепежные отверстия изготавливают на участках боковой части, расположенных между отдельными выдавленными элементами.
Из приведенного перечня признаков заявляемого способа изготовления коробки дверной защитной двери и достижения поставленной задачи наглядно видно, что заявляемое техническое решение представляет собой новую совокупность признаков, как сочетание известных и новых признаков, обеспечивающих получение нового технического результата, неизвестного на дату подачи заявки.
Новый технический результат, который может быть получен при осуществлении изобретения, заключается в достижении поставленной задачи - расширении арсенала технических средств определенного назначения, в частности создании нового объекта - способа изготовления коробки дверной защитной двери, которая лишена указанных выше недостатков.
Заявляемый объект промышленно применим, т.к. может быть использован в строительстве, промышленности, сельском хозяйстве и других отраслях народного хозяйства, где используются двери и ее составные части. Заявляемое техническое решение может быть воспроизведено в том виде, как оно охарактеризовано в любом из пунктов формулы изобретения с использованием известных материалов, в частности стального листа, технологий и технологического оборудования, необходимого при раскрое и штамповке деталей из стального листа. В случае осуществления изобретения по любому из пунктов формулы изобретения действительно возможна реализация указанного выше назначения.
Техническое решение заявляемого объекта соответствует критерию "новизна", т.к. оно не известно из уровня техники на дату подачи заявки. Не известна из уровня техники совокупность существенных признаков заявляемого технического решения и их влияние на получение требуемого технического результата.
Техническое решение заявляемого объекта соответствует критерию "изобретательский уровень", т.к. не выявлены решения, имеющие признаки, совпадающие с их отличительными признаками, и не обнаружена известность влияния отличительных признаков на получаемый технический результат.
Таким образом, заявляемое техническое решение соответствует всем критериям, предъявляемым к изобретению, и обеспечивает получение нового технического результата.
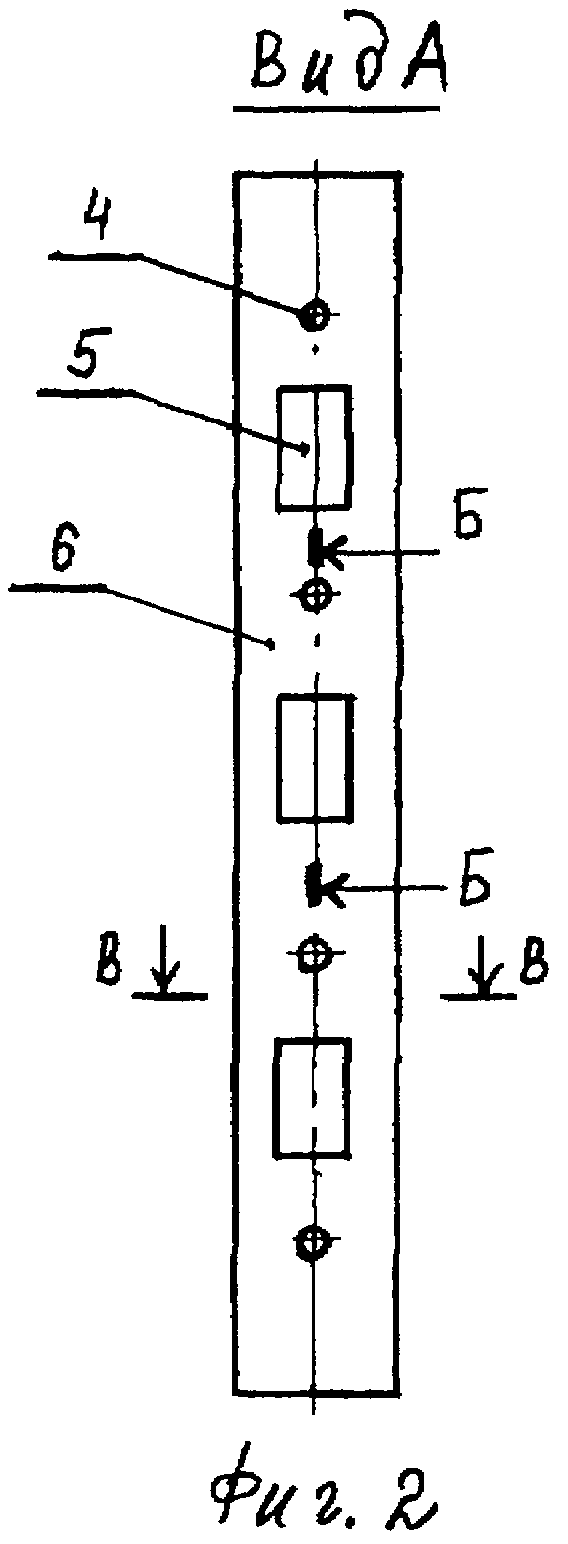
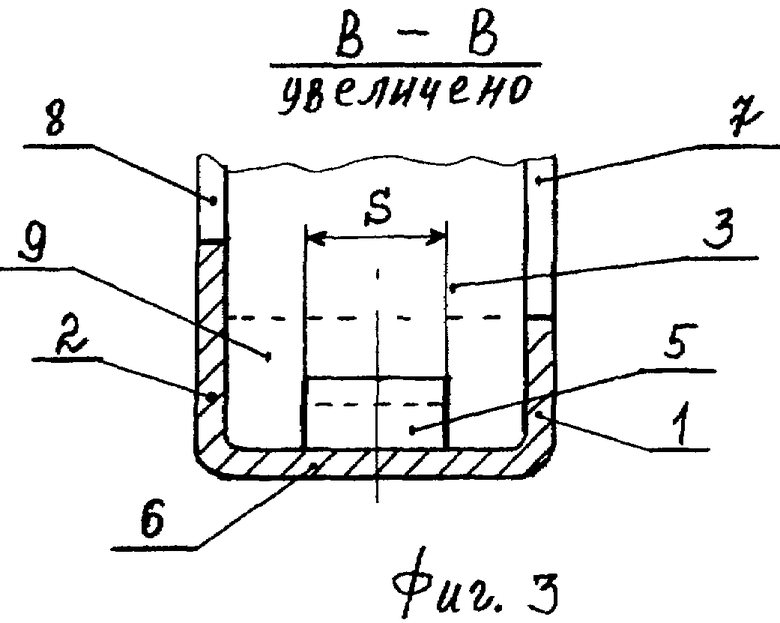
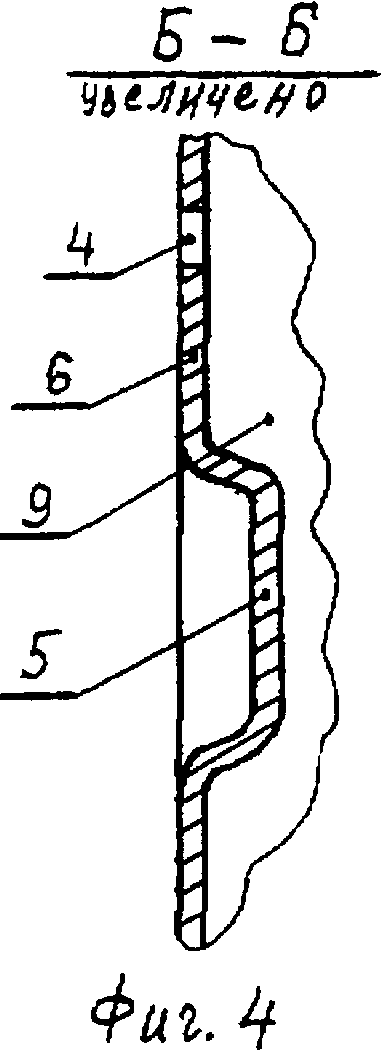
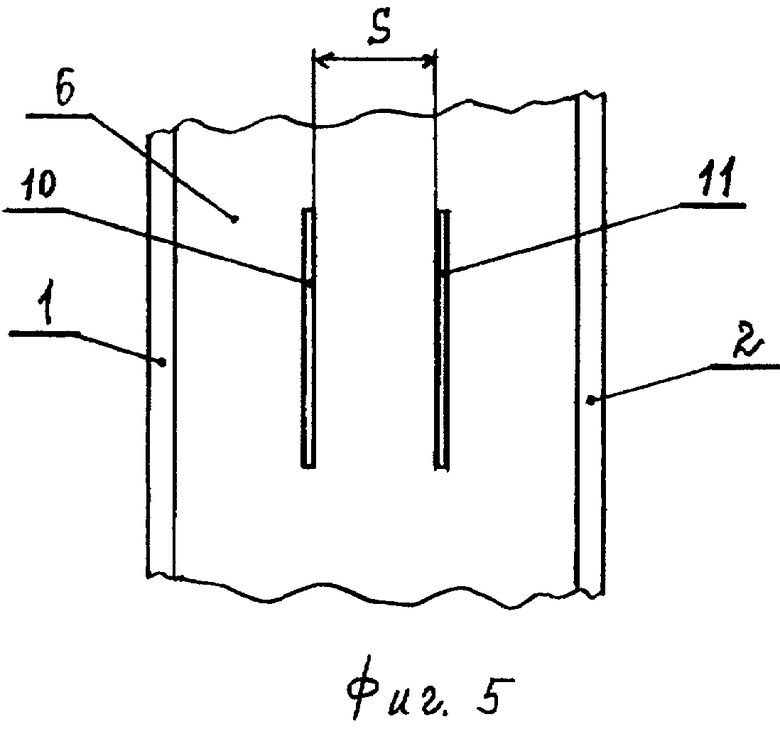
На фиг.1 показан способ изготовления коробки дверной защитной двери; на фиг.2 - вид А на фиг.1; на фиг.3 - сечение В-В фиг.2; на фиг.4 - сечение Б-Б фиг.2; на фиг.5 - вид Г на фиг.4.
Способ изготовления коробки дверной защитной двери включает изготовление
передней панели 1 (см. фиг.1, 3) с отверстием 7, задней панели 2 с отверстием 8, боковой части 6 или стенки или опорного элемента (далее боковой части) с крепежными отверстиями 4, запорного элемента с запорной полостью 9 и запорным выступом 5, изготовленным на боковой части 6, размещение панелей 1, 2 друг против друга с образованием полости 3 и размещение боковой части 6 между панелями 1, 2, сквозной полости, образованной отверстиями 7, 8 и полостью 3,
переднюю 1, заднюю 2 панели и боковую часть 6 изготавливают из одного стального листа, запорный выступ 5 (см. фиг.2, 3, 4) изготавливают в виде отдельных выдавленных элементов путем предварительного разрезания боковой части 6 сквозными щелевидными отверстиями 10, 11, отстоящими друг от друга на расстоянии S (см. фиг.5), равном толщине запорного выступа 5 (см. фиг.3), и последующей остаточной пластической деформации участков боковой части 6, размещенных между сквозными щелевидными отверстиями 10 и 11, путем их выдавливания в направлении от боковой части 6 в сторону полости 3, а крепежные отверстия 4 изготавливают на участках боковой части 6, расположенных в промежутке между отдельными выдавленными элементами. Наиболее оптимальной и эффективной толщиной стального листа является лист, равный 3-6 мм, т.к. именно при данной толщине стального листа обеспечивается наиболее удачное сочетание трудоемкости изготовления и механических характеристик коробки. Использование установки гидроабразивной резки позволяет получить максимально возможный технический результат, т.к. при ее использовании обеспечивается изготовление как самой выкройки, так и требуемых отверстий за одну установку стального листа на опорной поверхности без каких-либо манипуляций с последним. Наиболее оптимальные размеры щелевидных отверстий: высота 20-60 мм, ширина 0,1-0,5 мм. Шаг размещения на боковой части 6 запорных выступов 5 равен 120-180 мм, т.к. именно указанный шаг позволит в максимальной степени оптимизировать трудоемкость изготовления коробки дверной и механическую стойкость коробки к взлому путем разрушения запорных выступов 5.
Пример способа изготовления коробки дверной защитной двери.
Предварительно изготовили выкройку коробки дверной защитной двери на установке гидроабразивной резки из стального листа толщиной, равной 4 мм, причем на установке гидроабразивной резки также изготовили крепежные отверстия 4 (диаметром, равным 16 мм), отверстия 7, 8 панелей 1, 2 и сквозные щелевидные отверстия 10, 11 (высотой 40 мм и шириной 0,2 мм), параллельные друг другу и отстоящие друг от друга на расстоянии, равном S (30 мм), согласно фиг.5. Полость 5 изготовили в результате пластической остаточной деформации стального листа толщиной, равной 40 мм. Панели 1, 2 изготовили параллельными друг другу. Запорный выступ 5 (см. фиг.2, 3, 4) изготовили в виде отдельных выдавленных элементов путем предварительного разрезания боковой части 6 сквозными щелевидными отверстиями 10, 11, отстоящими друг от друга на расстоянии S (см. фиг.5), равном толщине запорного выступа 5 (см. фиг.3), и последующей остаточной пластической деформации участков боковой части 6, размещенных между сквозными щелевидными отверстиями 10 и 11, путем их выдавливания в направлении от боковой части 6 в сторону полости 3, а крепежные отверстия 4 изготавливают на участках боковой части 6, расположенных между отдельными выдавленными элементами. Шаг размещения на боковой части 6 запорных выступов 5 выбрали равным 150 мм. На фиг.3 пунктирными линиями показан один из краев запорной полости 9. Панели 1, 2 и боковая часть 6 образуют каркас коробки дверной, которая в сечении В-В согласно фиг.3 имеет П-образную геометрическую форму или форму швеллера.
Таким образом, заявляемое техническое решение обеспечивает достижение поставленной задачи и получение нового технического результата. Заявляемый способ изготовления коробки дверной защитной двери создает необходимые предпосылки для унификации и стандартизации технологических процессов изготовления указанной части защитной двери - коробки дверной.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРОБКА ДВЕРНАЯ И ОПОРА КОРОБКИ ДВЕРНОЙ | 2005 |
|
RU2298625C1 |
| КОРОБКА ДВЕРНАЯ | 2005 |
|
RU2299300C1 |
| КОРОБКА ДВЕРНАЯ | 2005 |
|
RU2300614C1 |
| КОРОБКА ДВЕРНАЯ | 2005 |
|
RU2303686C1 |
| ДВЕРЬ (ВАРИАНТЫ), ДВЕРНОЕ ПОЛОТНО, РАМА ДВЕРНОГО ПОЛОТНА И КОРОБКА ДВЕРНАЯ | 2005 |
|
RU2296845C1 |
| ДВЕРЬ | 2005 |
|
RU2296846C1 |
| ДВЕРЬ, ДВЕРНОЕ ПОЛОТНО, РАМА ДВЕРНОГО ПОЛОТНА И КОРОБКА ДВЕРНАЯ | 2005 |
|
RU2296844C1 |
| КОРОБКА ДВЕРНАЯ | 2005 |
|
RU2301314C1 |
| КОРОБКА ДВЕРНАЯ | 2005 |
|
RU2301315C1 |
| КОРОБКА ДВЕРНАЯ | 2005 |
|
RU2301316C1 |
Изобретение относится к области строительства, а именно к способам изготовления дверных коробок. Изобретение позволит расширить арсенал технических средств при изготовлении дверных коробок. Способ изготовления коробки дверной защитной двери включает изготовление передней панели с отверстием, задней панели с отверстием, боковой части, запорного элемента с запорной полостью и запорным выступом на боковой части, размещение панелей друг против друга с образованием полости и размещение боковой части между панелями, сквозной полости, образованной отверстиями и полостью. На боковой части изготавливают крепежные отверстия. Переднюю, заднюю панели и боковую часть изготавливают из одного стального листа. запорный выступ изготавливают в виде отдельных выдавленных элементов путем предварительного разрезания боковой части сквозными щелевидными отверстиями, отстоящими друг от друга на расстоянии, равном толщине запорного выступа, и последующей остаточной пластической деформации участков боковой части, размещенных между сквозными щелевидными отверстиями, путем их выдавливания. Крепежные отверстия изготавливают на участках боковой части, расположенных между отдельными выдавленными элементами. 3 з.п. ф-лы, 5 ил.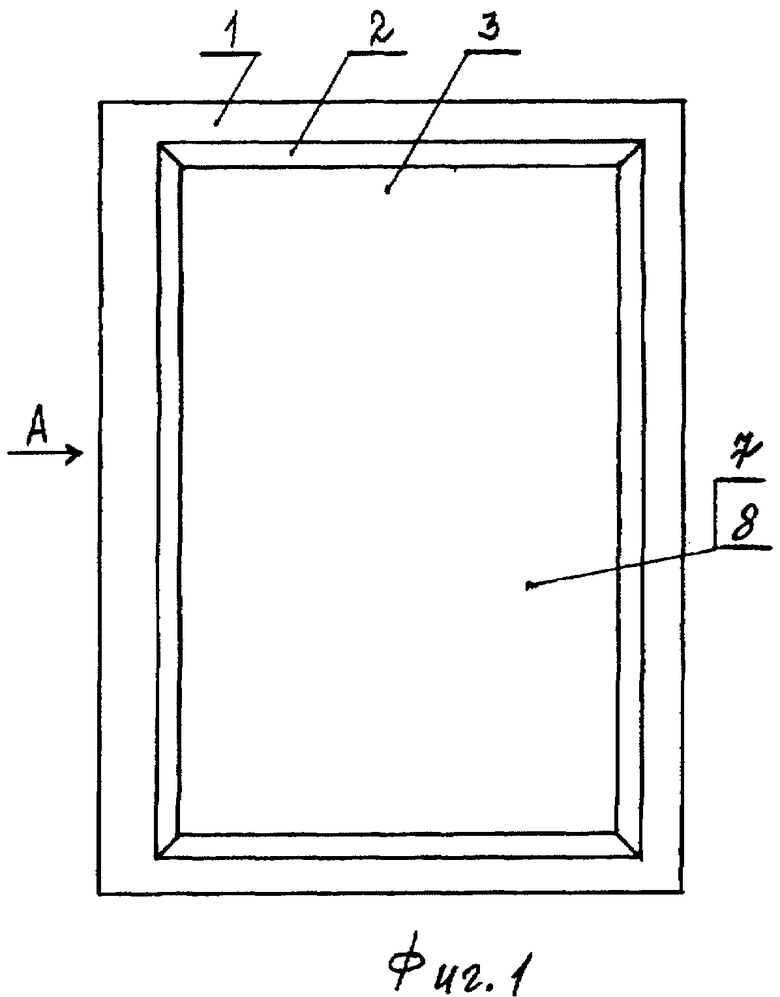
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБКИ ДВЕРНОЙ И КОРОБКА ДВЕРНАЯ | 2003 |
|
RU2261316C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВЕРИ, ДВЕРЬ И ЗАМОК КОДОВЫЙ | 2000 |
|
RU2161684C1 |
| US 3348353 А, 24.10.1967 | |||
| СПОСОБ ПОЛУЧЕНИЯ НАНОДИСПЕРСНОЙ ДОБАВКИ ДЛЯ БЕТОНА | 2013 |
|
RU2557412C2 |
| US 3286405 А, 14.05.1964. | |||

