Настоящее изобретение относится к способу изготовления фигурных слоистых изделий в виде эластичных частей-ушек из непрерывных полотен эластичного и неэластичного материала. В частности, фигурные слоистые изделия в виде эластичных частей-ушек пригодны для использования в одноразовых абсорбирующих изделиях, таких как подгузники и изделия для взрослых, страдающих недержанием.
В одноразовых абсорбирующих изделиях, надеваемых на человека, традиционно используются системы застегивания, имеющие такие функциональные элементы для застегивания, как застежки на основе крючков и петель или самоклеящиеся при надавливании ленты. Такие компоненты застегивания традиционно размещают на так называемых частях-ушках или в качестве таковых на боковой кромке абсорбирующего изделия. Также обычно предусмотрена ответная часть, с которой застегивающий элемент сцепляется. Указанная ответная часть часто находится на основной части одноразового предмета одежды. Язычки часто размещают на так называемых частях-ушках, которые вырезаются из краевой части одноразового абсорбирующего изделия. Части-ушки часто содержат эластик, например, такой, как описан в патентах США №№4857067; 5156973 и 4381781. Процедура вырезания части-ушка из большой основной части абсорбирующего изделия сопровождается появлением большого количества лишних кромок материала, что ведет к дополнительным расходам и необходимости удаления отходов.
Такую часть-ушко также выполняют в виде отдельного элемента, прикрепляемого к основной части абсорбирующего изделия, и снабжают всеми необходимыми функциональными элементами, например, в общем случае, эластичными застегивающими элементами и средствами для крепления к основной части. Использование такой отдельно накладываемой части-ушка предотвращает образование отходов на технологической линии по изготовлению абсорбирующих изделий и позволяет модифицировать конструкцию части-ушка, не требуя модификации более сложной линии по изготовлению абсорбирующих изделий. Пример такой конструкции части-ушка описан в патенте США №6159584 (Итон и др.). Однако все еще остается необходимость в ламинировании части-ушка, чтобы уменьшить образование царапин и получить слоистое изделие, которое можно легко использовать на технологической линии по изготовлению абсорбирующих изделий при высоком темпе сборки.
Краткое изложение сущности изобретения
Данное изобретение относится к процессу формирования профилированных эластичных слоистых изделий, пригодных для формирования профилированных эластичных частей-ушек из непрерывной ленты в рулонах.
Сначала подается непрерывная лента, по меньшей мере, одного эластичного полотна, имеющего первую ширину, и непрерывная лента первого растяжимого неэластичного полотна, имеющего вторую ширину. По меньшей мере, одно эластичное полотно и первое растяжимое неэластичное полотно ламинируют с целью формирования первого не изменяющего размеры слоистого изделия неопределенной длины в направлении обработки. Затем первое слоистое изделие непрерывно разрезают на, по меньшей мере, две смежные непрерывные ленты из, по меньшей мере, двух сгруппированных профилированных слоистых изделий, из каковых сгруппированных профилированных слоистых изделий каждый имеет, по меньшей мере, одну профилированную кромку. Смежные профилированные кромки смежных профилированных слоистых изделий, отрезанных от первого ламинированного изделия, в общем случае представляют собой, по существу, зеркальные отражения друг друга, поэтому при отделении смежных профилированных слоистых изделий друг от друга нет необходимости в удалении лишних кромок между ними. Указанные профилированные слоистые изделия являются, по существу, непрерывными или имеют неопределенную длину. Затем, по меньшей мере, два смежных профилированных слоистых изделия отделяют друг от друга. Затем подается непрерывная лента, по меньшей мере, одного второго неэластичного полотна, имеющего третью ширину. Это, по меньшей мере, одно второе неэластичное полотно затем припрессовывают к, по меньшей мере, одному из профилированных слоистых изделий в целях формирования, по меньшей мере, одного второго не изменяющего размеры непрерывного слоистого изделия. Затем дополнительно может быть подано данное второе не изменяющее размеры непрерывное слоистое изделие с элементами застежки и разрезано на отдельные профилированные эластичные слоистые части-ушки для использования в одноразовых предметах одежды. Эластичная область слоистого изделия, как вариант, может быть активирована перед, в течение и после того, как отдельные эластичные части-ушки отрезаны от, по меньшей мере, одного второго не изменяющего размеры полотна или полотна, отрезанного от второго не изменяющего размеры полотна.
Краткое описание чертежей
Фиг.1 - вид в перспективе устройства и способа в соответствии с первым вариантом осуществления настоящего изобретения.
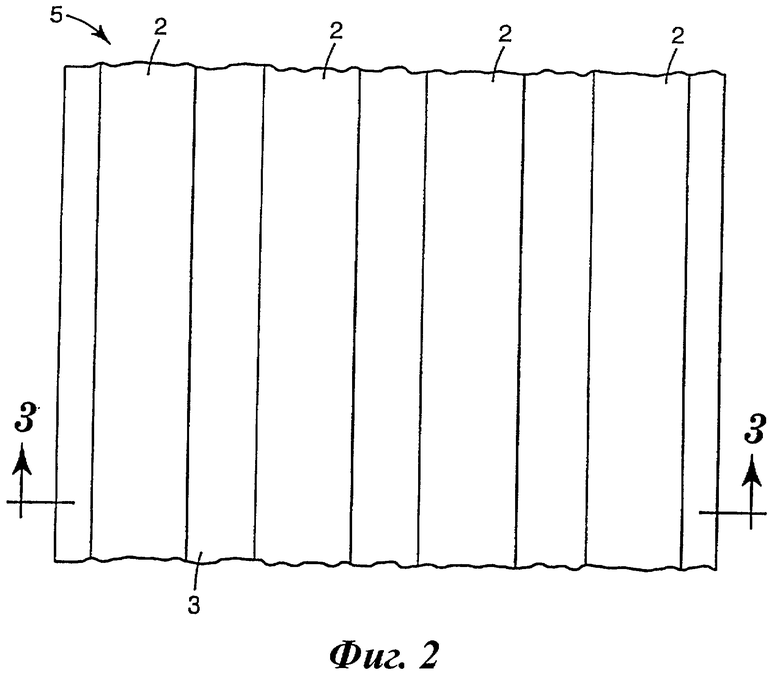
Фиг.2 - вид сверху в разрезе первого не изменяющего размеры слоистого изделия в соответствии с первым вариантом осуществления, представленным на фиг.1.
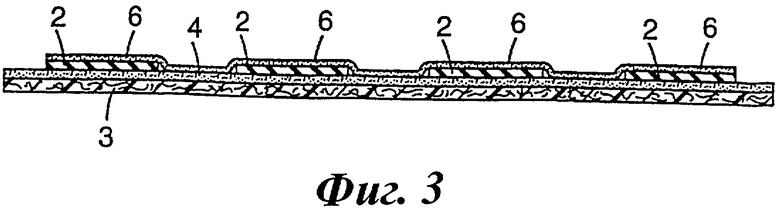
Фиг.3 - вид с торца слоистого изделия, представленного на фиг.2.
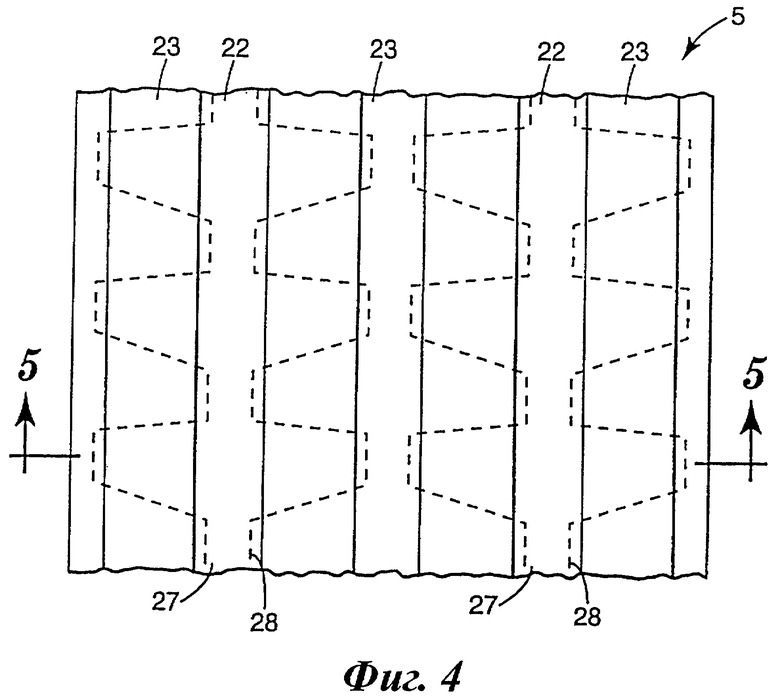
Фиг.4 - вид сверху первого слоистого изделия, представленного на фиг.2, разрезанного на множество профилированных слоистых изделий.
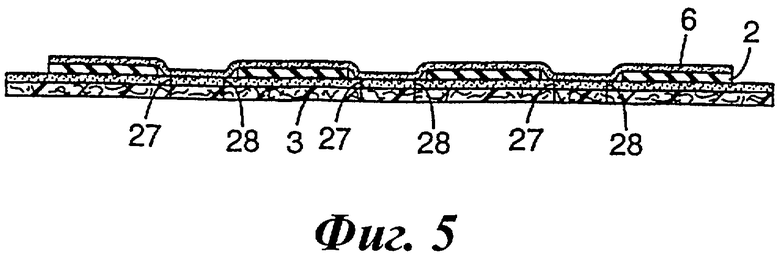
Фиг.5 - вид с торца слоистого изделия, представленного на фиг.4.
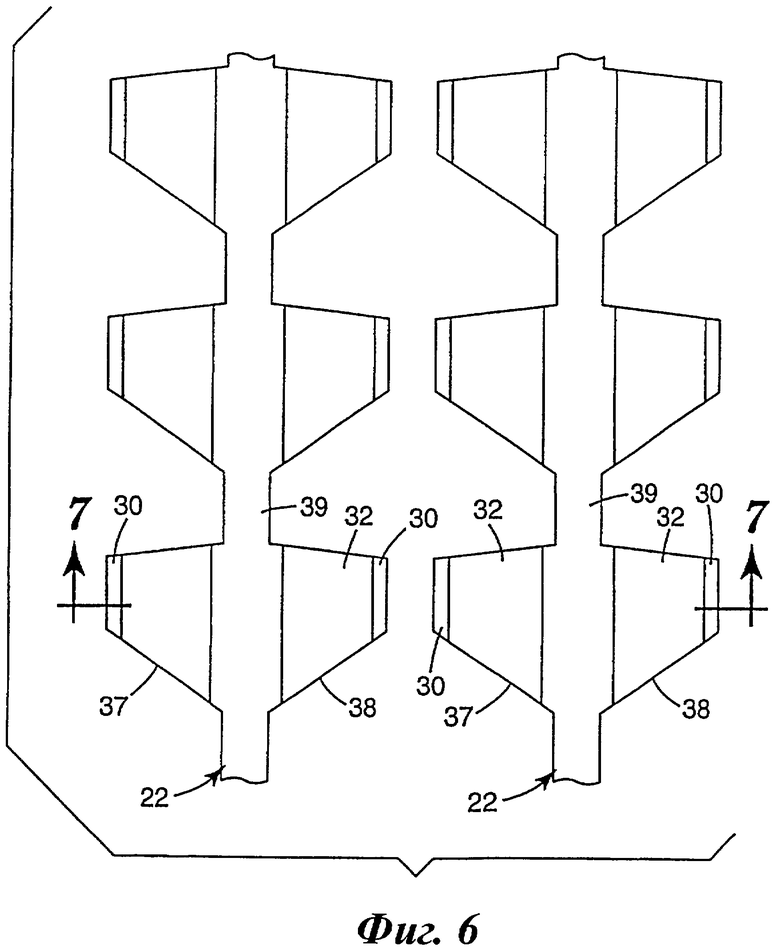
Фиг.6 - вид сверху первого множества вырезанных профилированных слоистых изделий, отделенных от первого слоистого изделия.
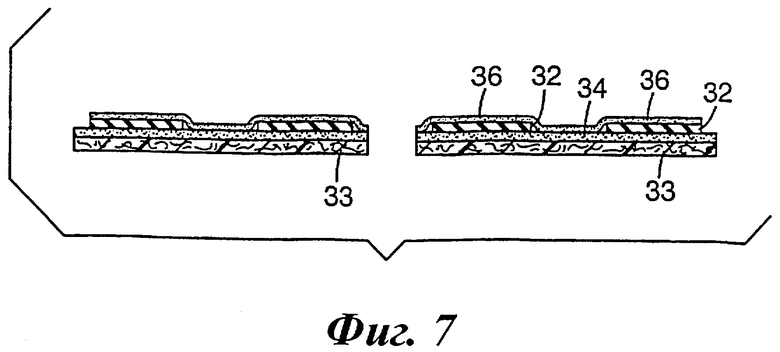
Фиг.7 - вид с торца слоистого изделия, представленного на фиг.6.
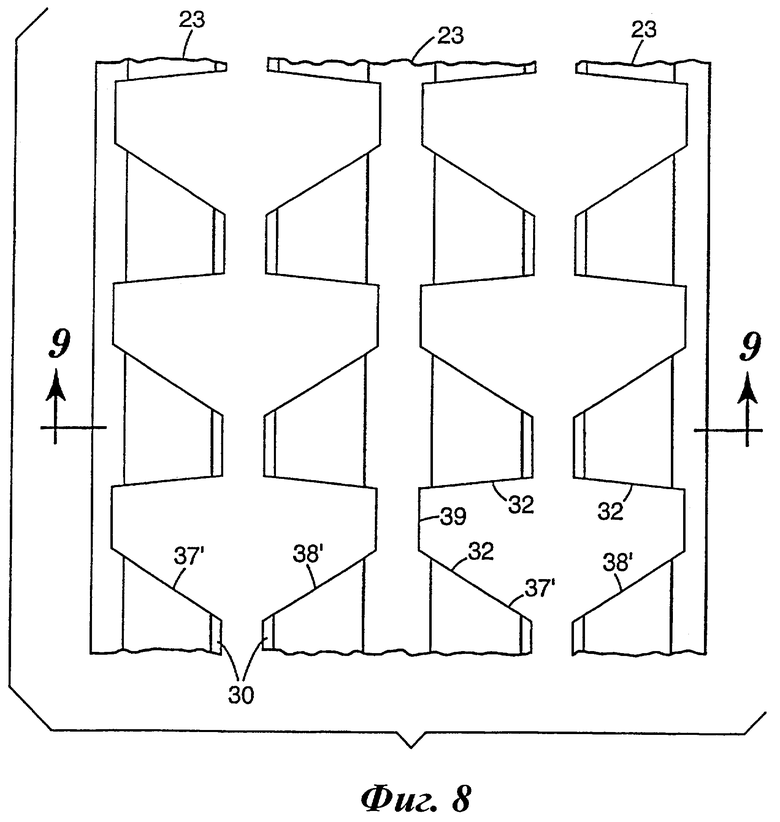
Фиг.8 - вид сверху смежного второго множества вырезанных профилированных слоистых изделий, являющихся, по существу, зеркальным отражением профилированных слоистых изделий, представленных на фиг.6.
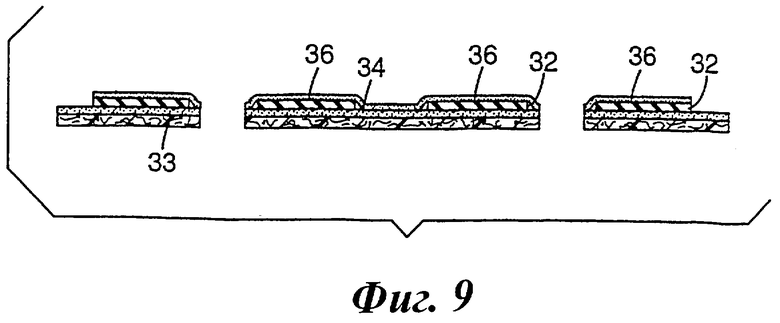
Фиг.9 - вид с торца слоистого изделия, представленного на фиг.8.
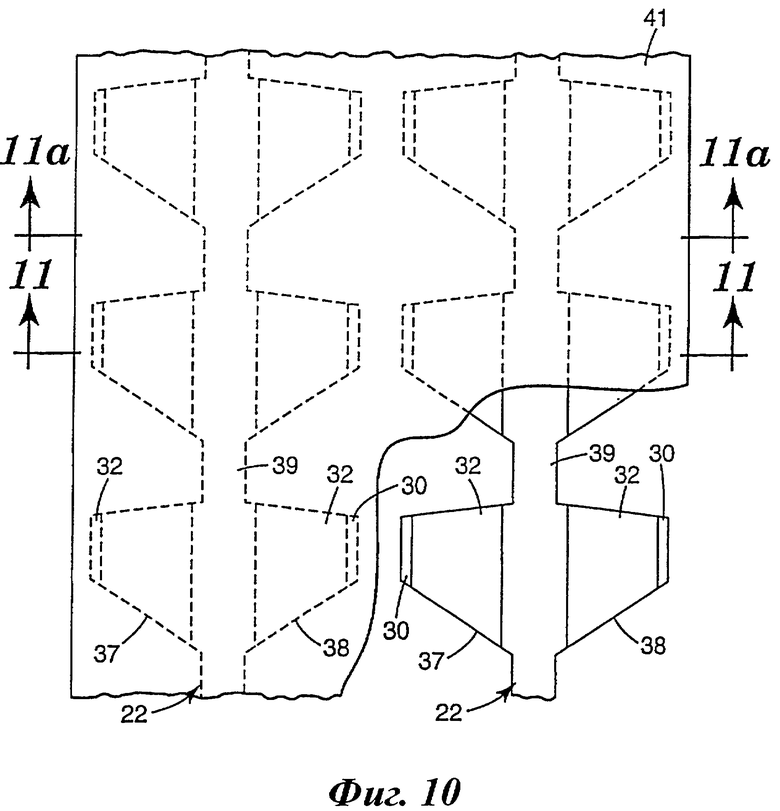
Фиг.10 - вид сверху в разрезе второго не изменяющего размеры слоистого изделия, сформированного из первого множества профилированных слоистых изделий.
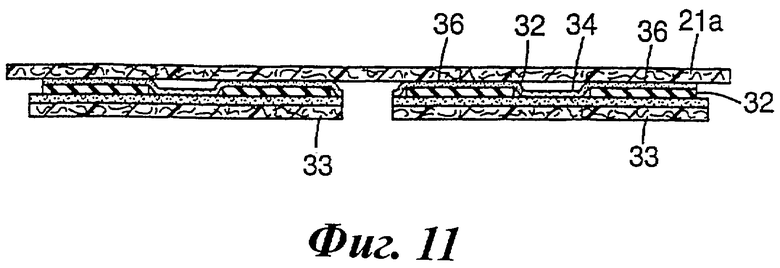
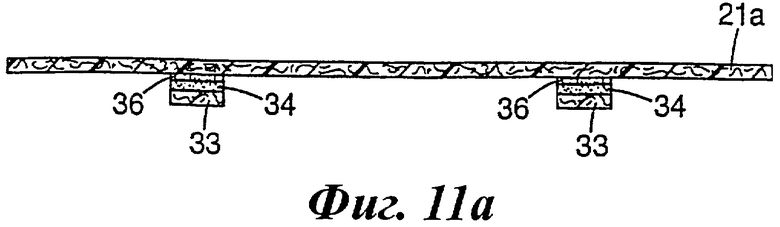
Фиг.11 и 11а - виды с торца слоистого изделия, представленного на фиг.10.
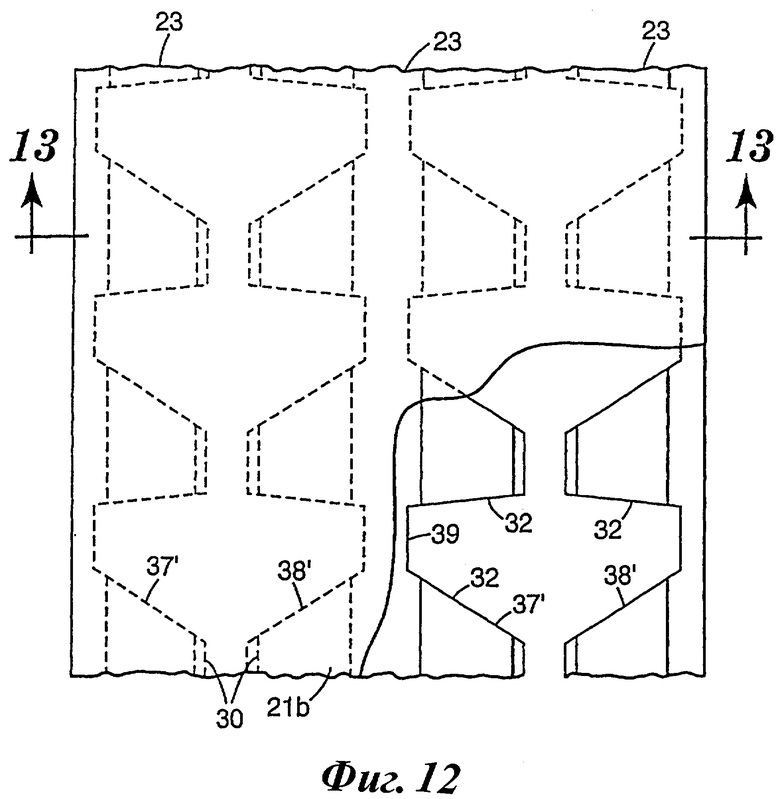
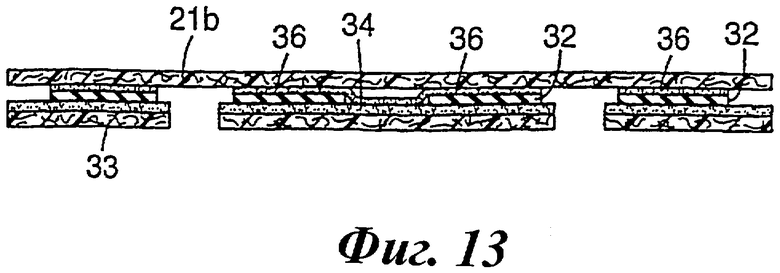
Фиг.12 - вид сверху в разрезе третьего не изменяющего размеры слоистого изделия, сформированного из второго множества профилированных слоистых изделий, представленных на фиг.8.
Фиг.13 - вид с торца слоистого изделия, представленного на фиг.12.
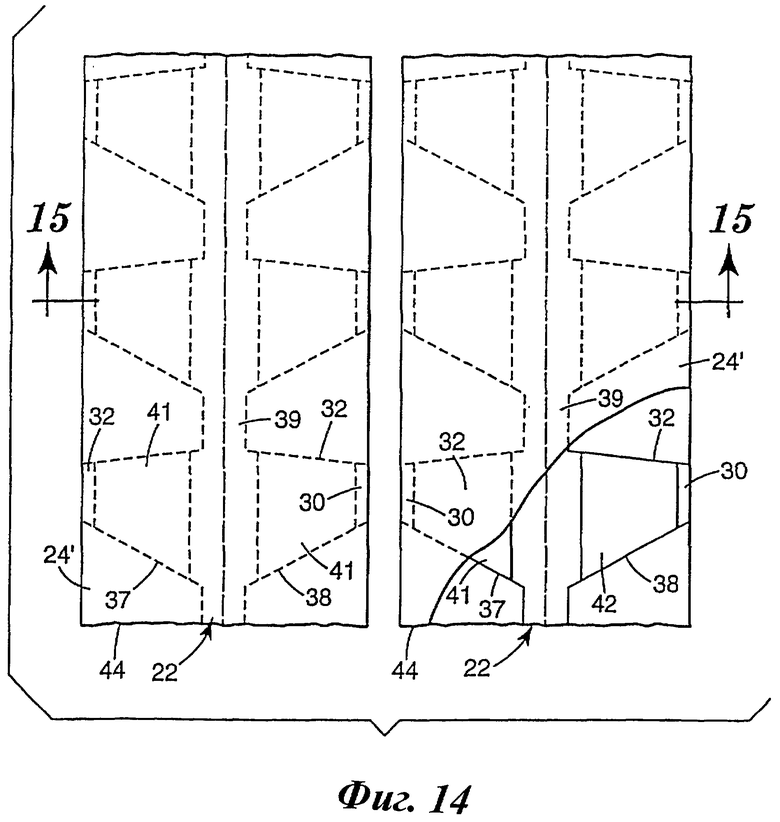
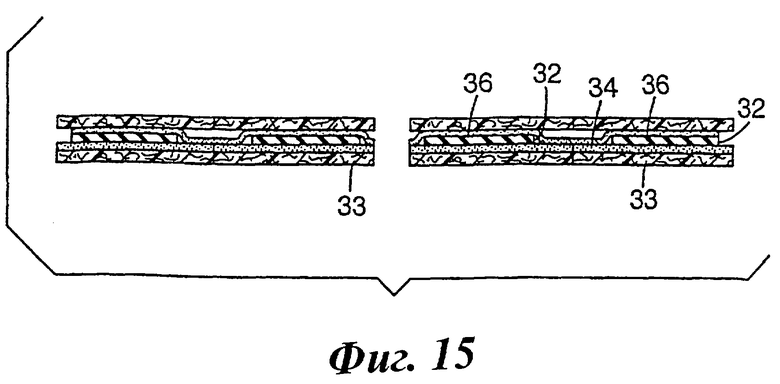
Фиг.14 - вид сверху в разрезе второго не изменяющего размеры слоистого изделия, представленного на фиг.10, разрезанного на множество более мелких вторых не изменяющих размеры слоистых изделий, содержащих парные множества частей-ушек для использования на противоположных сторонах одноразового предмета одежды.
Фиг.15 - вид с торца слоистого изделия, представленного на фиг.14.
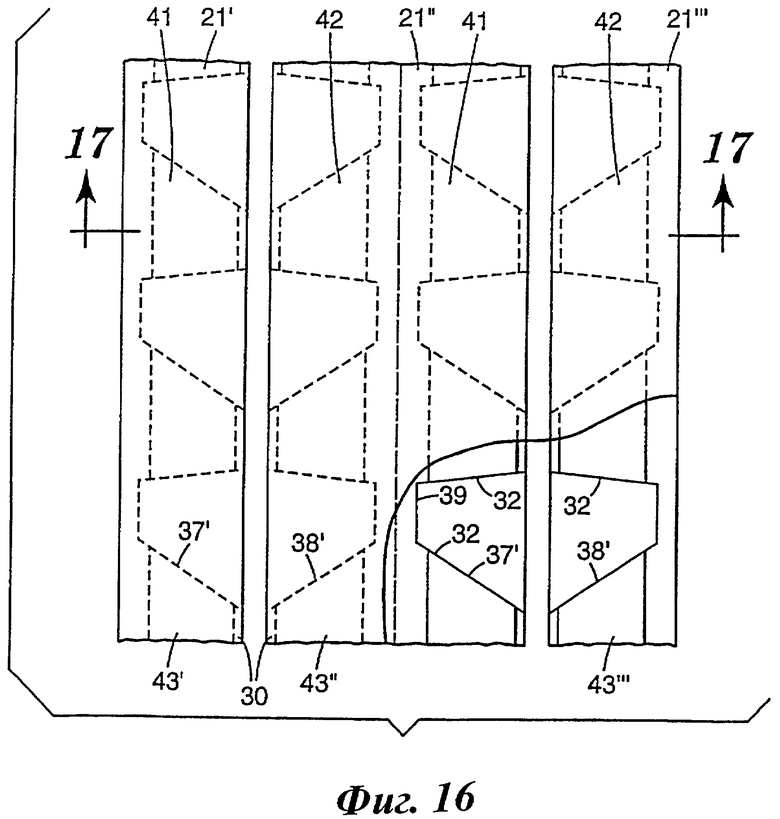
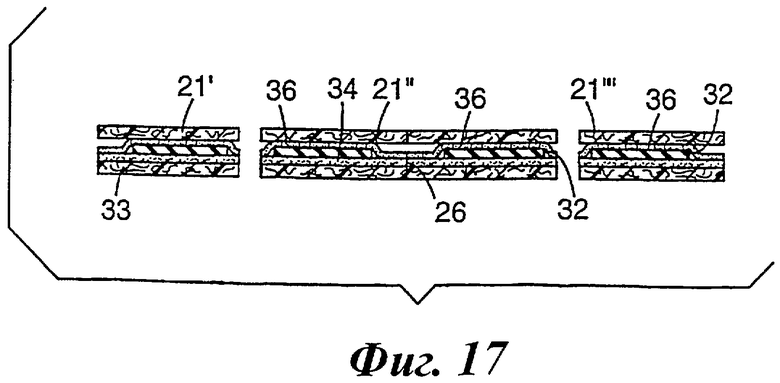
Фиг.16 - вид сверху в разрезе третьего не изменяющего размеры слоистого изделия, представленного на фиг.12, дополнительно разрезанного на множество более мелких третьих не изменяющих размеры слоистых изделий, содержащих парные множества язычков для использования на противоположных сторонах одноразового предмета одежды.
Фиг.17 - вид с торца слоистого изделия, представленного на фиг.16.
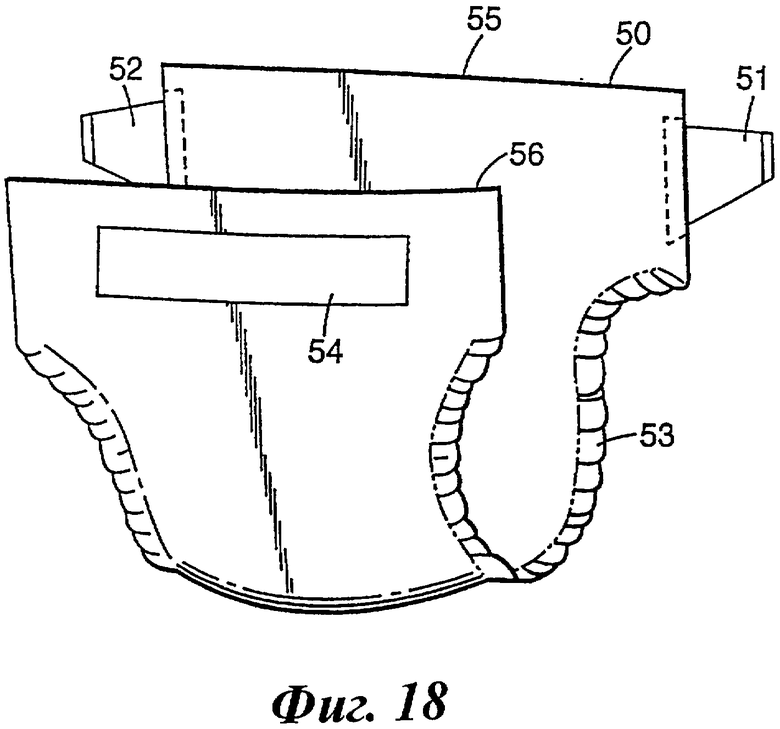
Фиг.18 - одноразовый предмет одежды с парным множеством частей-ушек, вырезанных из второго или третьего не изменяющего размеры слоистого изделия.
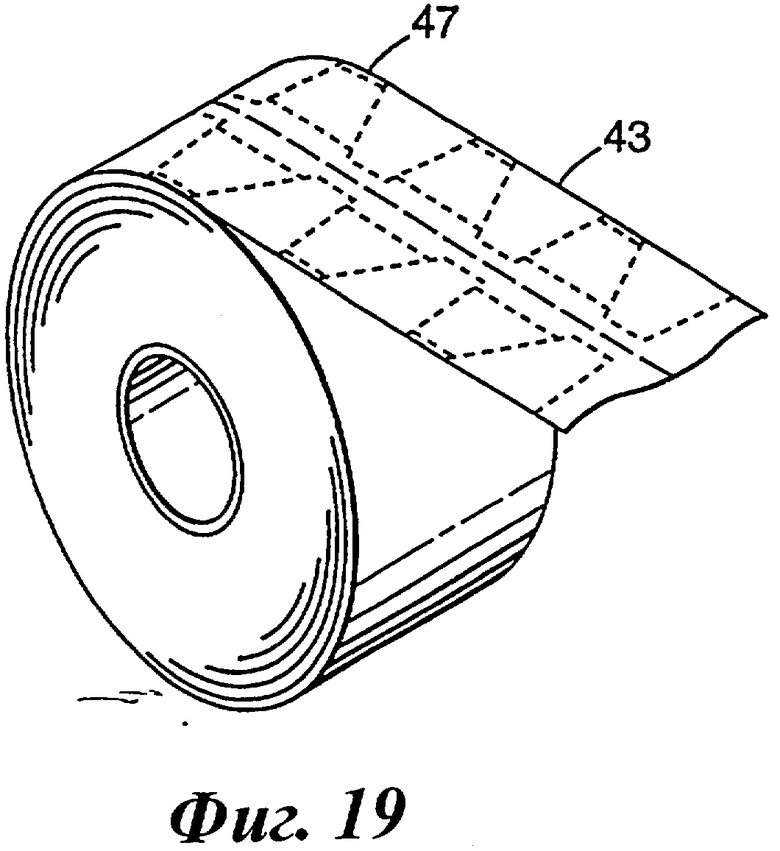
Фиг.19 - рулон, содержащий непрерывную ленту второго или третьего не изменяющего размеры слоистого изделия.
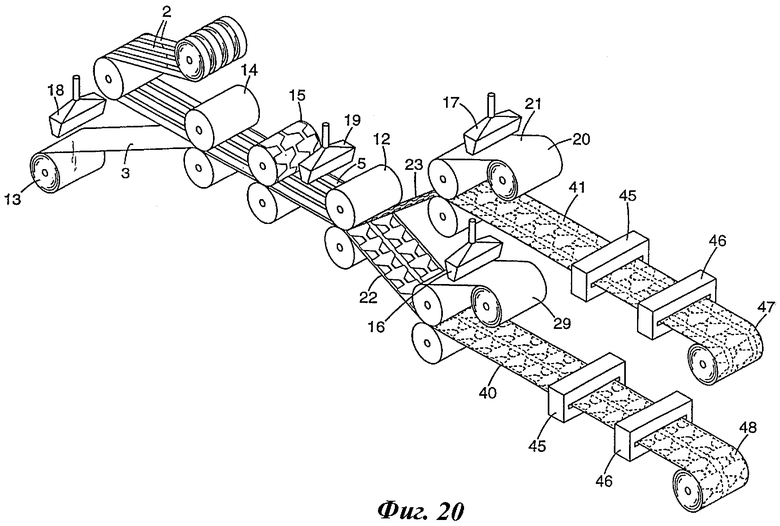
Фиг.20 - вид в перспективе устройства и способа в соответствии со вторым вариантом осуществления настоящего изобретения.
Подробное описание предпочтительного варианта осуществления изобретения
Первый вариант осуществления настоящего изобретения показан на фиг.1. Здесь подается непрерывная лента, по меньшей мере, одного полотна 2 эластичного материала из рулона или аналогичной конструкции. Эластичное полотно может представлять собой соответствующее плоское эластичное полотно, содержащее эластик пленочного или нетканого типа. В предпочтительном варианте осуществления эластичное полотно представляет собой эластичную пленку и предпочтительно эластичную пленку, полученную совместной экструзией, такую, как описана в патентах США №№5501675; 6462708, 5354507 или 5344691. В указанных документах рассмотрены различные формы многослойных эластичных изделий, полученных совместной экструзией с, по меньшей мере, одним эластичным слоем и одним или двумя относительно неэластичными поверхностными или внешними слоями. Неэластичные слои можно растянуть сверх допустимых для них пределов (т.е. необратимо деформировать), но слоистое изделие после этого восстанавливается в направлении, противоположном направлению растягивания за счет относительно больших сил упругого восстановления со стороны эластичного слоя. Неэластичные слои обеспечивают надежную поверхность для крепления с помощью клея нетканого слоя без риска диффузии клеевых компонентов повышенной клейкости в эластичный материал.
Поверхностные или наружные слои обычно представляют собой нелипкие материалы или составы, изготавливаемые из поликристаллического(их) или аморфного(ых) полимера(ов), обладающего(их) меньшими эластомерными свойствами, чем эластичный слой, они, в общем, неэластичны и подвержены относительно большим, в процентном отношении, постоянным деформациям, чем средний слой, при растяжении эластичного слоистого материала.
Эластичное полотно формируют из материала, обладающего эластомерными свойствами в условиях окружающей среды. Наличие эластомерных свойств означает, что материал после растяжения, по существу, восстанавливает свою первоначальную форму. Предпочтительно, чтобы эластомер имел лишь небольшую остаточную деформацию после деформации и снятии нагрузки, предпочтительно менее 30 процентов и более предпочтительно менее 20 процентов от первоначальных размеров после вытягивания на 50-500%. Эластомерный материал может представлять собой или чистый эластомер, или смесь, содержащую эластомерную фазу или компоненты, проявляющие эластомерные свойства при комнатной температуре. К применимым эластомерным термопластичным полимерам относятся блоксополимеры, такие как известные специалистам в данной области техники блоксополимеры типа А-В или А-В-А или тому подобные. Указанные блоксополимеры описаны, например, в патентах США №№3265765; 3562356; 3700633; 4116917 и 4156673. В частности, полезными являются стирол/изопреновые, бутадиеновые или этилен-бутилен/стироловые (SIS, SBS или SEBS) блоксополимеры. (В общем случае, они содержат два или более блоков, по меньшей мере, один А-блок и, по меньшей мере, один В-блок, где блоки могут располагаться в любом порядке, в том числе линейном, радиальном, разветвленном или в виде звезды). К другим полезным эластомерным составам можно отнести эластомерные полиуретаны, этиленовые сополимеры, например этилен-винил-ацетат, этилен/пропилен сополимерные эластомеры или этилен/пропилен/диен терполимерные эластомеры. Рассматриваются также и смеси указанных эластомеров друг с другом или с модифицирующими неэластомерами.
Эластичный материал 2 полотна имеет первую ширину. Несколько лент эластичных полотен, как показано, предпочтительно подаются либо из одного рулона или множества подающих рулонов или тому подобных конструкций. Непрерывная лента первого растяжимого, в общем, неэластичного полотна 3, имеющего вторую ширину, предпочтительно подается также из рулона. Растяжимое неэластичное полотно предпочтительно представляет собой нетканое полотно. Нетканое полотно, в общем случае, может растягиваться, по меньшей мере, на 30 процентов от своих первоначальных размеров, предпочтительно, по меньшей мере, на 75 процентов, а предпочтительный диапазон растяжимости составляет от 50 до 400 процентов, а наиболее предпочтительный от 75 до 400 процентов.
Неэластичное растяжимое полотно может непрерывно или с промежутками крепиться к эластичному полотну или полотнам. При непрерывном или прерывистом креплении, при сохранении копланарности вдоль соответствующих поверхностей слоистое изделие из эластичного полотна/неэластичного полотна, в общем случае, для активации эластичного слоистого изделия нуждается в растяжении. Это необходимо в целях преодоления в эластике, полученном способом совместной экструзии, сопротивления растяжению слоя растяжимого неэластичного полотна и/или поверхностного слоя, как описано выше. Такая активация обычно выполняется путем растяжения с помощью множества известных способов. Неэластичный материал полотна можно также с промежутками прикрепить к эластичным полотнам, при этом неэластичное полотно имеет размер в направлении предполагаемой эластичности больше, чем эластичное полотно в направлении предполагаемой эластичности для эластичной части-ушка. Например, неэластичное полотно может быть с промежутками прикреплено к эластичному полотну в линейных областях крепления с аркообразными частями неэластичного полотна, выступающего наружу из смежных линейных областей крепления. Однако для получения стабильности размеров слоистого изделия в направлении обработки предпочтительно, чтобы неэластичное полотно было непрерывным и плоским, по меньшей мере, на части его ширины, вытянутой в длину или в направлении обработки. Длина нетканого полотна на аркообразных участках больше длины эластичного материала полотна между одними и теми же смежными областями крепления. Области крепления могут быть линейными, нелинейными и прерывистыми (например, точечное склеивание, сегментированные линии склейки, круговые линии склейки и тому подобное) и/или распределенные с произвольными интервалами и, по существу, параллельные, но все-таки обеспечивающие однородность свойств эластичности. Однородности свойств эластичности возможно также добиться при условии расположения точек или областей крепления в виде матрицы или геометрического рисунка или кривых линий склейки, пересекающихся и образующих регулярный геометрический рисунок. Под регулярным геометрическим рисунком понимается, что количество нетканого материала между или в пределах заданного рисунка крепления распределено, по существу, однородно по длине и ширине растяжимого участка. Неоднородность свойств эластичности может появиться из-за создания непараллельных зон крепления. Например, интервалы между областями крепления могут изменяться в поперечном направлении растяжимой эластичной части-ушка, что приводит к появлению части-ушка с различной степенью эластичности по ширине. Например, точки или линии склейки могут распределяться с произвольными интервалами, сходиться, расходиться или увеличиваться в размерах и/или по частоте. Кроме того, свойства эластичности можно изменять путем изменения амплитуды или размера одной или более аркообразных частей или в направлении растяжения, или по ширине.
Растяжимое неэластичное полотно предпочтительно должно быть из нетканого материала, имеющего начальное значение предела текучести на растяжение, равное 100 г/см, предпочтительно 300 г/см. Примерами соответствующих технологий создания нетканого материала являются, помимо прочего, airlaying (укладка волокон с помощью воздуха), spunbond (фильерный способ), spunlace (гидросплетение), а также клеевое формование полотна из расплава полимеров аэродинамическим способом и клеевое формование из кардочесанного полотна. Нетканые материалы spunbond изготавливают путем получения волокон с помощью экструдирования расплавленного термопластика через ряд тонких сопел в прядильной машине. Диаметр экструдированных волокон быстро уменьшается при вытягивании под воздействием, например, неприводных или приводных механизмов подачи жидкости или других известных устройств, используемых в технологии эжектирования, например, таких, как описаны в патентах США №№4340563 (Аппель и др.), 3692618 (Доршнер и др.), 3338992 и 3341394 (Кинни); 3276944 (Леви); 3502538 (Петерсон); 3502763 (Хартман) и 3542615 (Добо и др.). Полотно spunbond предпочтительно склеивают (точечная или сплошная склейка). Нетканый слой полотна может также изготавливаться из клееных кардочесанных полотен. Кардочесанное полотно получают из отдельных штапельных волокон, пропускаемых через гребнечесательное или ворсовальное устройство, которое разделяет и ориентирует штапельные волокна в направлении обработки так, чтобы получилось волокнистое нетканое полотно, волокна которого ориентированы в направлении обработки. Однако может применяться и рандомизация с целью уменьшения такой ориентации в направлении обработки. После формирования кардочесанного полотна он склеивается с использованием одного или нескольких способов склеивания, чтобы получить необходимые свойства по растяжению. Одним из способов склеивания является склеивание порошкообразным клеем, когда порошкообразный клей распределяется по полотну и затем активируется обычно путем нагревания полотна и клея горячим воздухом. Другим способом склейки является склейка по образцу, когда для склейки волокон в отдельных точках полотна, обычно по заданному образцу, используются нагретые каландры или оборудование для ультразвуковой сварки, обеспечивая, если необходимо, склейку по всей поверхности полотна. В общем случае, чем больше волокон полотна склеивается вместе, тем лучше свойства нетканого полотна на растяжение.
Airlaying - это другая технология, с помощью которой изготавливают волокнистое нетканое полотно, которое может использоваться в настоящем изобретении. В технологии airlaying пучки небольших волокон, обычно имеющих длину от 6 до примерно 19 миллиметров, разделяются и увлекаются потоком воздуха, а затем осаждаются на формирующий экран, часто с помощью вакуумного всасывания. Затем произвольно осаждаемые волокна склеиваются один с другим с использованием, например, горячего воздуха или распыляемого клея.
Для изготовления нетканого полотна для формирования растяжимых эластичных частей-ушек согласно настоящему изобретению могут использоваться и другие известные технологии изготовления полотна, например meltblown (формирование полотна из расплава полимера аэродинамическим способом) или spunlace (формирование полотна гидросплетением) и тому подобные. Формование полотна из расплава полимеров аэродинамическим способом осуществляется путем экструзии термопластичных полимеров из множества сопел, при этом расплавленные струи полимера немедленно разжижаются высокоскоростными струями горячего воздуха или пара, подаваемыми вдоль двух поверхностей сопла непосредственно в месте, где полимер выходит из отверстия сопла. Получаемые волокна сплетаются в однородное полотно в получающемся турбулентном воздушном потоке и потом собираются на сборной поверхности. В общем случае, для обеспечения достаточной цельности и прочности, соответствующим требованиям настоящего изобретения, полотно, получаемое из расплава аэродинамическим способом, должно дополнительно склеиваться с помощью горячего воздуха, нагрева или ультразвуковой сварки, как описано выше.
Неэластичное полотно можно также сделать растяжимым путем разрезания полотна в поперечном направлении относительно предполагаемого растяжения, как это описано в PCT/W096/10481. Разрезы должны иметь разрывы и выполняться на полотне до того, как оно будет крепиться к эластику. Хотя и более трудно, но возможно создание разрезов в неэластичном слое полотна после того, как неэластичное полотно будет припрессовано к эластичному полотну. По меньшей мере, часть разрезов в неэластичном полотне должна быть, в общем, перпендикулярна (или иметь, по существу, перпендикулярное направление) к предполагаемому направлению растяжимости или эластичности (по меньшей мере, на первом направлении) эластичного слоя полотна. "По существу, перпендикулярно" означает, что угол между продольной осью выбранного разреза или разрезов и направлением растяжимости должен быть в пределах от 60 до 120 градусов. Наличие достаточного числа описанных, в общем, перпендикулярных разрезов обеспечивает эластичность всего слоистого изделия. Наличие разрезов в двух направлениях является преимуществом, когда эластичное слоистое изделие должно быть эластичным, по меньшей мере, в двух различных направлениях. При таких неэластичных полотнах активация, в общем случае, не требуется.
Растяжимое нетканое полотно также может быть сжатым или двусторонним сжатым нетканым полотном, как это описано в патентах США №№4965122; 4981747; 5114781; 5116662 и 5226992. В этих вариантах осуществления нетканое полотно перед прикреплением к эластичным слоям полотна удлиняют или ориентируют. При таком неэластичном полотне активация, в общем случае, не требуется.
Растяжимое неэластичное полотно 3, в общем случае, шире, чем все эластичные полотна 2, скомбинированные таким образом, что к нетканому полотну 3 может быть прикреплено множество лент эластичного полотна с промежутком, разделяющим эти ленты или полотна эластичного материала. Затем, по меньшей мере, одно эластичное полотно и первое растяжимое неэластичное полотно ламинируют для формирования первого не изменяющего размеры слоистого изделия неопределенной длины в зажиме 14. При этом в процессе ламинирования предпочтительно используется клей 4, подаваемый адгезионным аппликатором 18. Это может быть непрерывная клеевая аппликация или прерывистая клеевая аппликация. Также может применяться термическая или ультразвуковая сварка, чтобы растяжимое полотно 3 не потеряло свойства растяжимости в поперечном направлении. В другом варианте, на растяжимое неэластичное полотно 3 может быть экструдирована эластичная пленка. Затем на слоистое изделие 5 с помощью адгезионного аппликатора 19 может быть нанесен дополнительный слой клея 6. Дополнительный слой клея 6 позволяет в дальнейшем вырезанные варианты данного слоистого изделия присоединять ко второму предпочтительно растяжимому нетканому, неэластичному полотну. Фиг.2 представляет собой вид сверху первого слоистого изделия 5, представленного на фиг.3, где изображен вид с торца слоистого изделия, представленного на фиг.2.
Затем с помощью штанцевого ножа 15 или тому подобного устройства слоистое изделие 5 непрерывно разрезается на, по меньшей мере, две смежные непрерывные ленты, по меньшей мере, двух сгруппированных профилированных слоистых изделий 22 и 23 по линиям реза 27 и 28, как показано на фиг.4. Каждое из сгруппированных профилированных слоистых изделий должно иметь, по меньшей мере, одну профилированную кромку, заданную линиями реза 27 и 28. Смежные профилированные кромки (например, 37, 37' или 38, 38') смежных профилированных слоистых изделий 22 и 23, отрезанных от первого слоистого изделия 5, являются, по существу, зеркальными отображениями друг друга, поэтому нет необходимости удалять лишние кромки между смежными профилированными слоистыми изделиями, как показано на фиг.4 и 5. Лишние кромки представляют собой избыточный материал, подлежащий снятию и удалению в отходы. Указанные профилированные слоистые изделия 22 и 23 являются, по существу, непрерывными или неопределенной длины в направлении обработки. Затем, по меньшей мере, два смежных профилированных слоистых изделия 22 и 23 отделяют друг от друга. Если из каждого изделия 22 и 23 формируется множество профилированных слоистых изделий, как показано на фиг.6 и 8, то очередные слоистые изделия отрезают от того же самого слоистого полотна 5. Первое множество профилированных слоистых изделий 22 отделяется зазорами, соответствующими другому смежному множеству профилированных слоистых структур 23, и наоборот. Первое множество профилированных слоистых изделий 22 имеет противоположные боковые кромки 37 и 38, являющиеся преимущественно зеркальными отображениями противоположных боковых кромок 37' и 38' второго множества профилированных слоистых изделий 23. Нетканый слой 33, эластичный 32 и клеевые слои 34 и 36, если они предусмотрены, также должны быть разрезаны на такие же профилированные слоистые структуры, какие показаны на фиг.7 и 9.
Непрерывная лента, по меньшей мере, одного второго растяжимого неэластичного полотна 21, имеющего третью ширину, подается из рулона 29 или 20. Это второе растяжимое полотно 21 может быть идентично или отличаться от растяжимого полотна 3. Однако это, по меньшей мере, одно второе неэластичное полотно 21 (21а или 21b) предпочтительно также является растяжимым нетканым полотном. Это второе растяжимое неэластичное полотно припрессовывают к профилированным слоистым изделиям 22 и/или 23 с целью формирования второго 41 и третьего 40 не изменяющего размеры непрерывного слоистого изделия. Такая припрессовка может выполняться с использованием клеевого слоя 6, или, как вариант, дополнительный клей может подаваться с адгезионных аппликаторов 16 и 17. Второе не изменяющее размеры слоистое изделие 41 содержит первое множество профилированных слоистых изделий 22. Это второе множество профилированных слоистых изделий 22 имеет неэластичные области 30 и 39. Части, содержащие эластик, отделены узкими областями, не содержащими эластик. Части, содержащие эластик, в конечном счете, будут формировать серии из одного или двух отдельных эластичных частей-ушек, которые будут соединяться с одеждой предпочтительно в неэластичных областях 39. Противоположный конец с неэластичной частью 30 должен предпочтительно содержать элемент застежки, например клеевой слой, механические средства крепления, такие как крючки и петли, или, в качестве альтернативы, в точке 46 может быть предусмотрен язычок с элементом застежки.
Эластик может, по желанию, быть активирован перед или во время отрезания отдельных эластичных элементов от второго не изменяющего размеры полотна, например, в точке 45 путем вытягивания части 32 второго или третьего не изменяющего размеры полотна, содержащего эластичный материал 2. Это вытягивание может выполняться, например, с помощью сменных гофрированных валков, зональных ширильных устройств и тому подобных устройств. Второе или третье не изменяющее размеры изделие может быть дополнительно свернуто в рулон 47 или 48 для дальнейшего разрезания на меньшие рулоны соответственно парных профилированных изделий, как показано на фиг.14, 16 и 19, или разрезания на отдельные профилированные эластичные элементы для использования в одноразовых предметах одежды, как показано на фиг.18.
Фиг.14 - вид сверху представленного на фиг.10 второго не изменяющего размеры слоистого изделия, дополнительно разрезанного на множество меньших вторых не изменяющих размеры слоистых изделий 44, содержащих парные множества язычков 41 и 42 для использования на противоположных сторонах одноразового предмета одежды. Каждое множество слоистых изделий 44 содержит серию парных множеств эластичных частей-ушек 41 и 42, которые могут быть помещены на противоположные стороны одноразового предмета одежды или тому подобного изделия.
Фиг.16 - вид сверху представленного на фиг.12 третьего не изменяющего размеры слоистого изделия, дополнительно разрезанного на множество меньших третьих не изменяющих размеры слоистых изделий, содержащих парные множества частей-ушек 41 и 43 для использования на противоположных сторонах одноразового предмета одежды в соответствии с фиг.14. Однако на фиг.16 части-ушки находятся на противоположных сторонах и являются обратными друг другу. Кроме того, на фиг.16 каждое концевое слоистое изделие 43' 43''' содержит только одно множество частей-ушек, поэтому эти два слоистых изделия необходимо спаривать или подгонять, чтобы получить полное множество частей-ушек для застежки.
На фиг.18 показан одноразовый предмет одежды с парным множеством частей-ушек, вырезанных из второго или третьего не изменяющего размеры слоистого изделия.
На фиг.19 показан рулон, содержащий непрерывную ленту второго или третьего не изменяющего размеры слоистого изделия, такого как слоистые изделия 44 или 43", представленные на фиг.14 и 16.
Фиг.20 - вид в перспективе устройства и способа в соответствии со вторым вариантом осуществления настоящего изобретения. В данном варианте осуществления настоящего изобретения процесс описан относительно варианта осуществления, представленного на фиг.1, однако клеевой слой 6 подается после точки 15 отрезки. Это предотвращает налипание клея на режущие элементы
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СОЕДИНЕННЫЕ МЕЖДУ СОБОЙ ЛЕНТЫ ДЛЯ ТАЛИИ И НОГ | 2015 |
|
RU2615261C1 |
| СЛОИСТЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ НАВИТЫЕ ЭЛАСТИЧНЫЕ ЭЛЕМЕНТЫ, И АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ УКАЗАННЫЙ СЛОИСТЫЙ МАТЕРИАЛ | 2017 |
|
RU2727983C1 |
| Абсорбирующее изделие с поясной тесемкой | 2014 |
|
RU2660027C2 |
| ЯЗЫЧОК ЭЛАСТИЧНОЙ ЗАСТЕЖКИ | 2003 |
|
RU2316301C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ В ВИДЕ ТРУСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ В ВИДЕ ТРУСОВ | 2007 |
|
RU2413487C2 |
| ПРЕДПОЧТИТЕЛЬНО РАСТЯЖИМЫЕ СЛОИСТЫЕ МАТЕРИАЛЫ С ПЕРФОРИРОВАННЫМИ СЛОЯМИ | 2003 |
|
RU2325282C2 |
| НЕДОРОГОЙ ПОДГУЗНИК С УМЕНЬШЕННЫМ ПРОВИСАНИЕМ | 2006 |
|
RU2375029C2 |
| РАСТЯГИВАЮЩИЙСЯ СЛОИСТЫЙ МАТЕРИАЛ | 2015 |
|
RU2683562C2 |
| СПОСОБ УКЛАДКИ ЭЛАСТИЧНЫХ ЭЛЕМЕНТОВ НА АДСОРБИРУЮЩЕЕ ИЗДЕЛИЕ В ФОРМЕ ТРУСОВ | 2004 |
|
RU2335273C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С УСОВЕРШЕНСТВОВАННЫМИ ЭЛАСТИЧНЫМИ ЭЛЕМЕНТАМИ ДЛЯ НОГ И ОТВОРОТА | 2017 |
|
RU2752864C2 |
Предложен процесс формирования профилированных эластичных слоистых изделий, пригодных для формирования профилированных эластичных ушек. Данный процесс включает в себя шаги подачи непрерывной ленты, по меньшей мере, одного эластичного полотна, и непрерывной ленты первого растяжимого неэластичного полотна. Растяжимое полотно является растяжимым, по меньшей мере, по ширине. По меньшей мере, одно полотно эластичного материала и первое растяжимое неэластичное полотно соединяют для формирования первого слоистого изделия. Первое слоистое изделие режут, по меньшей мере, на две смежные непрерывные ленты из, по меньшей мере, двух сгруппированных профилированных слоистых изделий. Каждое из сгруппированных профилированных слоистых изделий имеет, по меньшей мере, одну профилированную кромку. Смежные профилированные кромки смежных профилированных слоистых изделий представляют собой, по существу, зеркальные отображения друг друга. Изобретение позволяет ускорить темп сборки изделий. 6 з.п. ф-лы, 20 ил.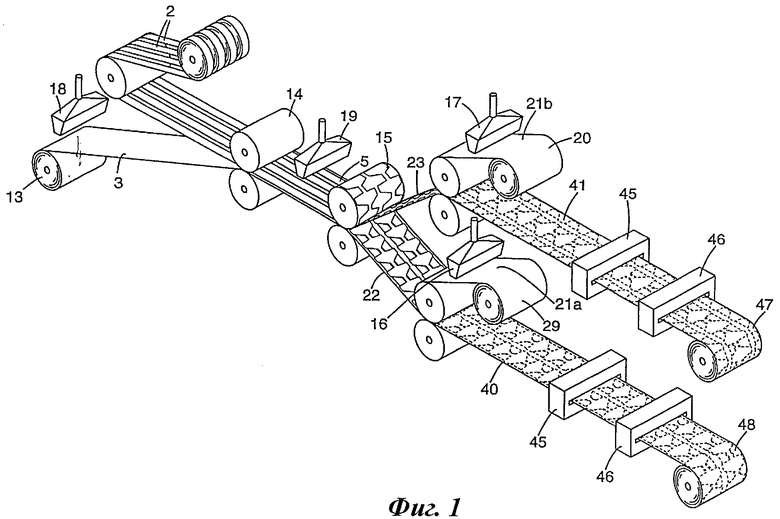
(a) подачу непрерывной ленты, по меньшей мере, одного эластичного полотна, имеющего первую ширину и непрерывной ленты первого растяжимого неэластичного полотна, имеющего вторую ширину;
(b) ламинирование, по меньшей мере, одного эластичного полотна и первого растяжимого неэластичного полотна с целью формирования первого слоистого изделия;
(c) непрерывное разрезание первого слоистого изделия на, по меньшей мере, две смежных непрерывных ленты, по меньшей мере, двух сгруппированных профилированных слоистых изделий, каковые сгруппированные профилированные слоистые изделия имеют, по меньшей мере, одну профилированную кромку и где смежные профилированные кромки смежных профилированных слоистых изделий являются, по существу, зеркальным отображением друг друга;
(d) отделение, по меньшей мере, двух смежных профилированных слоистых изделий;
(e) подачу непрерывной ленты, по меньшей мере, одного второго неэластичного полотна, имеющего третью ширину;
(f) припрессовку, по меньшей мере одного второго неэластичного полотна к, по меньшей мере, одному профилированному слоистому изделию с целью формирования, по меньшей мере, одного второго непрерывного слоистого изделия; и
(g) сборку второго непрерывного слоистого изделия.
| US 5399219 A, 21.03.1995 | |||
| СПОСОБ ПОСТЕПЕННО НАРАСТАЮЩЕГО РАСТЯЖЕНИЯ СЛОИСТОГО МАТЕРИАЛА (ЕГО ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ЕГО ВАРИЕНТЫ) | 1992 |
|
RU2095243C1 |
| RU 94027296 A, 10.08.1996. | |||

