Изобретение относится к устройству для получения гранулята из текучих вязких материалов, содержащему загружаемую материалом емкость, по меньшей мере, с одним выпускным отверстием, периодически открываемым и снова закрываемым посредством движущейся мимо него перфорированной ленты, так что материалы подаются в виде капель из отверстий на движущуюся под ними ленту, выполненную, в частности, в виде охлаждаемой ленты, и затвердевают там.
Устройство такого типа известно из ЕР 0134944 В1. Здесь предусмотрена бесконечная вращающаяся лента из пластика в виде перфорированной ленты для достижения достаточной упругости при вращении барабанов малого диаметра и для прилегания к выпускному отверстию емкости. Использование пластиковых лент вызывает, однако, относительно большой износ.
Поэтому уже предлагалось (DE 4332953 С1) использовать вместо пластиковой ленты очень тонкую перфорированную стальную ленту, которая пригодна для использования в устройстве вышеописанного типа. Поскольку такая металлическая лента не имеет достаточной толщины, чтобы в процессе каплеотделения обеспечить необходимый порционный объем для приема отделяемых по каплям материалов, на тонкой стальной ленте на всех перфорациях были предусмотрены отстоящие в обращенную от емкости сторону гильзы, которые не влияют негативно на отклонение ленты, однако могут служить для размещения порционного объема. Ленты этого рода относительно сложны в изготовлении.
Они, как и обычно используемые пластиковые ленты, также подвержены недостатку, что для обеспечения необходимого темперирования (что означает поддержания необходимой температуры) отделяемых по каплям материалов должны быть предусмотрены относительно сложные нагревательные устройства в зоне места каплеобразования, чтобы в этом месте предотвращать преждевременное затвердевание вытекающего из перфораций материала.
В основе настоящего изобретения лежит задача обеспечения у устройства описанного выше рода как можно более простым образом темперирования на выполненных в ленте каплеотделяющих отверстиях.
Для решения этой задачи у устройства описанного выше рода, исходя из того, что предусмотренные, например, у ленточных прессов стальные ленты обладают как необходимой толщиной, так и высокой теплоаккумулирующей способностью, предусмотрено, что в качестве перфорированной ленты использована стальная лента, выполненная с обеспечивающей каплеобразование толщиной, эта стальная лента огибает барабаны, выполненные с предотвращающим образование трещин на отверстиях диаметром, и перфорированная стальная лента снабжена расположенным перед местом каплеобразования нагревательным устройством. Такое выполнение обуславливает то, что при использовании стальных лент толщиной 1-4 мм должны использоваться направляющие барабаны диаметром порядка 1000 мм, как и в ленточных прессах, однако теплоемкость такой стальной ленты особенно предпочтительным образом пригодна для ее использования в устройствах описанного выше рода. Оказалось, что процесс каплеотделения неожиданным образом удалось осуществить с различными вязкими материалами при определенных температурах, причем темперирование стальной ленты удалось согласовать с каждым отдельным случаем. Использовавшиеся гладкие стальные ленты представляют собой простые конструктивные элементы, которые очень износостойки и стабильны и могут также легко очищаться.
В предлагаемом изобретении относительно простым образом можно расположить нагревательное устройство во внутреннем пространстве, по меньшей мере, того направляющего барабана, который в направлении движения нижней ветви стальной ленты лежит перед местом каплеобразования. Внутреннее пространство этого большого направляющего барабана без проблем дает место для любых возможных типов нагревательных устройств, с помощью которых можно темперировать сам направляющий барабан и, кроме того, перфорированную стальную ленту.
В другом выполнении изобретения выпускное отверстие загружаемой отделяемыми каплями материалами емкости может быть выполнено в виде проходящей поперек направления движения стальной ленты и сплошной по ширине ленты канавкообразной выемки, которая выходит на прилегающую к стальной ленте поверхность емкости. Эта канавкообразная выемка может быть рассчитана в направлении движения ленты достаточно широкой, чтобы достичь желаемого размера капель, которые затем после затвердевания образуют на лежащей под ними охлаждающей ленте желаемый гранулят.
Выпускное отверстие может иметь также форму множества параллельных друг другу и проходящих поперек направления движения стальной ленты канавкообразных выемок, которые выходят на прилегающую к стальной ленте поверхность емкости. Оказалось, что для каплеотделения некоторых материалов такая форма выполнения оптимальнее. В обоих случаях, т.е. также при использовании одной, относительно широкой в направлении движения ленты канавкообразной выемки, предусмотренная согласно изобретению, относительно толстая стальная лента обладает тем преимуществом, что она, хотя и прочно прижата к направленной наружу поверхности емкости, не вдавливается в канавкообразную выемку.
В предлагаемом изобретении прилегающая к стальной ленте поверхность емкости может быть слегка выпуклой, и становится возможным прилегание стальной ленты с натягом к выпуклой поверхности емкости.
Изобретение изображено на чертежах с помощью примеров выполнения:
фиг. 1: схематично вид сбоку устройства согласно изобретению;
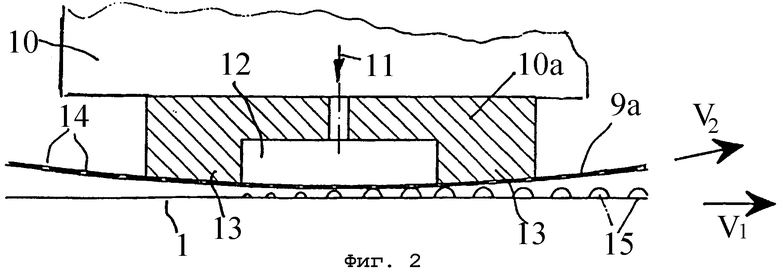
фиг. 2: в увеличенном виде продольный разрез емкости, при форме, приданной на фиг. 1 нижней ветви движущейся бесконечной стальной ленты;
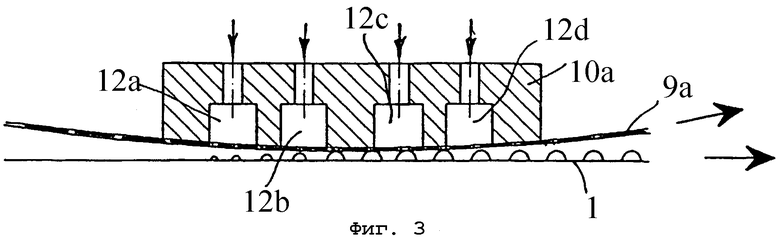
фиг. 3: разрез аналогично фиг. 2, однако при другой форме выполнения емкости.
На фиг. 1 бесконечно движущаяся стальная лента 1, выполненная в виде охлаждающей ленты (не показано), удерживается в станине 3 с помощью двух направляющих валиков, из которых показан только направляющий валик 2. Охлаждающая стальная лента движется по стрелке 4. Изображенный направляющий валик 2 имеет диаметр D около 1000 мм.
В станине 3, которая, будучи продолжена вверх посредством вертикальных стоек 5, снабжена несущей рамой 6, предусмотрены два дополнительных направляющих ролика 7, 8 примерно такого же диаметра, что и направляющий валик 2. Они служат для направления и привода дополнительной бесконечной стальной ленты 9, которая перфорирована почти по всей своей ширине, что показано лишь на фиг. 2 и 3.
Перфорированная стальная лента 9 проходит своей нижней ветвью 9а мимо емкости 10, которая подробно не показанным, поскольку это известно, образом загружается по стрелке 11 текучим вязким материалом, который затем поясняемым с помощью фиг. 2 и 3 образом вытекает в виде капель на охлаждающую ленту 1.
Емкость 10, видная в первой форме выполнения на фиг. 2, также соединена либо с рамой 6, либо с несущими опорами 5 с возможностью ее удержания в определенном положении, в котором она проходит поперек внутренней поверхности нижней ветви 9а. В этом положении ее выпускное отверстие 12 прилегает к нижней ветви 9а, которая удерживается с натягом и прочно и плотно прилегает к этому выпускному отверстию.
В большой полости, по меньшей мере, барабана 7 размещено нагревательное устройство, например, в виде излучательного 16 или масляного нагревательного устройства, проходящего в двойном корпусе направляющего барабана 7. Возможны также другие управляемые нагревательные устройства. Решающим является то, что нагревательное устройство должно быть управляемым или регулируемым так, чтобы огибающая направляющий барабан 7 стальная лента 9 имела определенную температуру, когда она достигает мундштука 10а емкости 10. Емкость 10 и ее мундштук 10а также темперируются подходящим нагревательным устройством с возможностью поддержания определенной вязкости отделяемого каплями материала. С этой температурой следует согласовать температуру стальной ленты 9 во избежание того, чтобы вязкость и, тем самым, способность перерабатываемого материала к каплеотделению не изменялись нежелательным образом внутри отверстий 14. Этот вид темперирования очень хорошо реализуется с помощью предложенной перфорированной стальной ленты 9, поскольку можно использовать теплоаккумулирующие свойства стальной ленты. В большой полости барабана 7, как и барабана 8, можно без проблем разместить соответственно управляемые нагревательные устройства.
На фиг. 2 показано, что выпускное отверстие 2 выполнено в виде канавкообразной выемки, расположенной в мундштуке 10а емкости 10, являющемся частью емкости 10. Мундштук 10а выполнен, по существу, по типу проходящей поперек нижней ветви 9а планки, оба колена 13 которой с обеих сторон от выемки 12 имеют слегка выпуклую наружную поверхность, прижатую к нижней ветви 9а. Это прилегание стальной ленты 9 к мундштуку 10а может быть достигнуто простым образом за счет того, что расстояние между обоими направляющими валиками 7, 8 можно изменять в определенной степени, так что благодаря этому нижняя ветвь 9а может быть прижата с желаемым натягом к мундштуку 10а.
Как видно на фиг. 2, расположенные в стальной ленте 9 отверстия 14 последовательно попадают в зону выемки 12, где материал под давлением находящегося в этой выемке 12 материала, проникает в отверстие 14 и при прохождении ширины выемки 12 в направлении составляющей V2 все больше и больше выдавливается из отверстия вниз, а затем остается в виде капель 15 на ленте 1, где эти капли затвердевают. Ширина выемки 12 и окружная скорость вращения ленты 9 также способствуют каплеобразованию, причем, конечно, толщина стальной ленты 9 и размер отверстий 14 в согласовании с вязкостью отделяемого каплями материала играют важную роль.
Следует еще отметить, что окружная скорость V2 вращения стальной ленты 9 должна совпадать с окружной скоростью V1 вращения охлаждающей ленты 1, если каплеобразование должно происходить описанным выше образом.
На фиг. 3 изображен вариант мундштука 10а, поскольку здесь в мундштуке 10а предусмотрена не одна сквозная выемка 12, а несколько выемок 12а-12d, каждая из которых проходит по всей ширине ленты, во всяком случае, по перфорированному участку. Хорошо видно, что и в этом случае происходит желаемое каплеобразование, причем также и в этом случае окружные скорости вращения стальных лент 9 и 1 должны быть одинаковыми.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫДАВЛИВАНИЯ ТЕКУЧИХ МАТЕРИАЛОВ | 2002 |
|
RU2292944C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛЯТА | 1995 |
|
RU2100196C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛЯТА | 1995 |
|
RU2095240C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛЯТА | 1994 |
|
RU2093359C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛЯТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ УСТРОЙСТВА ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛЯТА | 1994 |
|
RU2097183C1 |
| ЛЕБЕДКА | 2010 |
|
RU2520628C2 |
| ПЕРЕХОДНИК ДЛЯ ПЕРЕМЕЩЕНИЯ АЭРОЗОЛЯ ОТ АЭРОЗОЛЬНОГО ГЕНЕРАТОРА И СПОСОБ ПЕРЕМЕЩЕНИЯ АЭРОЗОЛЯ В АЭРОЗОЛЬНОМ ГЕНЕРАТОРЕ | 2014 |
|
RU2672618C2 |
| ЗУБНАЯ ЩЕТКА СО СТРУКТУРИРОВАННЫМ ЩЕТОЧНЫМ ПОЛЕМ | 2011 |
|
RU2576012C2 |
| ИНГАЛЯТОРНЫЙ КОМПОНЕНТ | 2012 |
|
RU2588456C2 |
| СИСТЕМА, ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ, С УЛУЧШЕННЫМ УПРАВЛЕНИЕМ ПОТОКОМ ВОЗДУХА | 2015 |
|
RU2685331C2 |
Изобретение относится к устройству для получения гранулята из текучих вязких материалов. Устройство содержит загружаемую материалом емкость, по меньшей мере, с одним выпускным отверстием, перфорированную стальную ленту, направляющие барабаны, нагревательное устройство и охлаждаемую ленту. Вращающаяся перфорированная лента доводит подаваемые на внутреннюю сторону ленты вязкие материалы до каплеобразного состояния. Капли затвердевают затем на проходящей ниже охлаждаемой ленте. Перфорированная стальная лента выполнена с обеспечивающей каплеобразование толщиной. Направляющие барабаны выполнены с предотвращающим трещинообразование на отверстиях диаметром. Нагревательное устройство расположено перед местом каплеобразования. Технический результат - поддержание температурного режима процесса каплеобразования и упрощение конструкции. 7 з.п. ф-лы, 3 ил.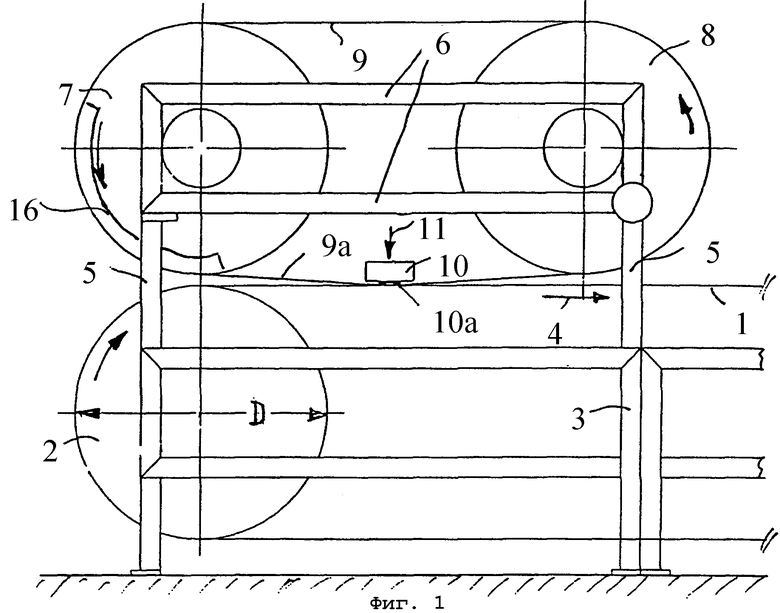
| Шланг переменной жесткости | 1960 |
|
SU134944A1 |
| DE 4332953 C, 16.06.1994. | |||

