Изобретения относятся к производству мебели для сидения, в частности к способу изготовления табурета и табурету, и могут быть использованы при изготовлении мебели для сидения.
Известен способ изготовления табурета, характеризующийся тем, что изготавливают объемные модули для изготовления табурета и скрепляют их друг с другом с образованием сиденья, с верхней опорной поверхностью и опоры, с нижней опорной поверхностью (RU 2057474 С1).
Известен табурет, характеризующийся тем, что содержит модули объемные для изготовления табурета, скрепленные друг с другом с образованием сиденья, с верхней опорной поверхностью и опоры, с нижней опорной поверхностью (RU 2057474 С1).
Недостаток известных технических решений заключается в том, что они сложны в изготовлении и в пользовании. Это объясняется тем, что они имеют низкий уровень унификации и стандартизации, в них не реализован модульный принцип изготовления, а конструкция нижней части опоры табурета и способ ее изготовления не обеспечивают размещение нож под сиденьем табурета по всему периметру опоры. История развития техники показала, что наиболее эффективными являются способы и устройства, основанные на модульном принципе их изготовления.
Задача, на решение которой направлены заявляемые технические решения, состоит в создание новых объектов - способа изготовления табурета и табурета, который лишен указанных выше недостатков, в частности основан на модульном принципе, прост в изготовлении и удобен в пользовании.
Технический результат, который может быть при этом получен, заключается в достижении поставленной задачи, создание новых объектов - способа изготовления табурета и табурета, которые основаны на модульном принципе, просты в изготовлении и удобны в пользовании.
Сущность заявляемого способа заключается в том, что в способе изготовления табурета, характеризующемся тем, что изготавливают объемные жесткие модули для изготовления табурета и скрепляют их друг с другом с образованием сиденья, с верхней опорной поверхностью и опоры, с нижней опорной поверхностью, причем каждый модуль образуют сосудом, содержащим оболочку с боковой стенкой, днищем, горловиной и полостью, при этом верхнюю опорную поверхность сиденья образуют днищами сосудов, а нижнюю опорную поверхность опоры образуют горловинами сосудов. Сосуды образуют по форме бутылок или/и банок или/и стаканов. Скрепляют сосуды друг с другом, например, клеевой композицией, которую размещают между боковыми стенками соседних сосудов.
Сущность заявляемого устройства заключается в том, что табурет характеризуется тем, что содержит жесткие модули для изготовления табурета, скрепленные друг с другом с образованием сиденья, с верхней опорной поверхностью и опоры, с нижней опорной поверхностью, причем каждый модуль образован сосудом, содержащим оболочку с боковой стенкой, днищем, горловиной и полостью, при этом верхняя опорная поверхность сиденья образована днищами сосудов, а нижняя опорная поверхность опоры образована горловинами сосудов. Сосуды образованы по форме бутылок или/и банок или/и стаканов. Сосуды скреплены друг с другом, например, клеевой композицией, которая размещена между боковыми стенками соседних сосудов.
Именно предлагаемые исполнения заявляемых способа и устройства обеспечивают получение технического результата, указанного выше.
Из приведенного перечня признаков заявляемых способа и устройства и решения поставленной задачи наглядно видно, что заявляемые технические решения представляют собой новую совокупность признаков, как сочетание известных и новых признаков, обеспечивающих получение нового технического результата, неизвестного на дату подачи заявки.
Заявляемые объекты промышленно применимы, т.к. могут быть изготовлены промышленным способом и использованы в мебельной промышленности и других отраслях народного хозяйства, где используются мебель для сидения - табуреты. Для изготовления табурета могут быть использованы известные материалы (дерево, пластик, сталь, стекло, камень, керамика, глина, а также их сочетания и пр. жесткие материалы), средства и методы, используемые при изготовлении мебели для сидения. С использованием известных средств и методов действительно возможно осуществление изобретения в том виде, как оно охарактеризовано в формуле изобретения.
Технические решения заявляемых объектов соответствуют критерию "новизна", т.к. они не известны из уровня техники на дату подачи заявки. Не известна из уровня техники совокупность существенных признаков заявляемых технических решений и их влияние на получение требуемого технического результата.
Технические решения заявляемых объектов соответствуют критерию "изобретательский уровень", т.к. не выявлены решения, имеющие признаки, совпадающие с их отличительными признаками, и не обнаружена известность влияния отличительных признаков на получаемый технический результат. Между существенными признаками заявленных объектов и достигаемым техническим результатом существует причинно-следственная связь.
Заявляемые изобретения связаны между собой единым изобретательским замыслом и по этой причине заявляются в составе одной заявки.
Таким образом, заявляемые технические решения связаны между собой настолько, что они образуют единый изобретательский замысел и соответствуют всем критериям, предъявляемым к изобретению, и обеспечивают получение нового технического результата.
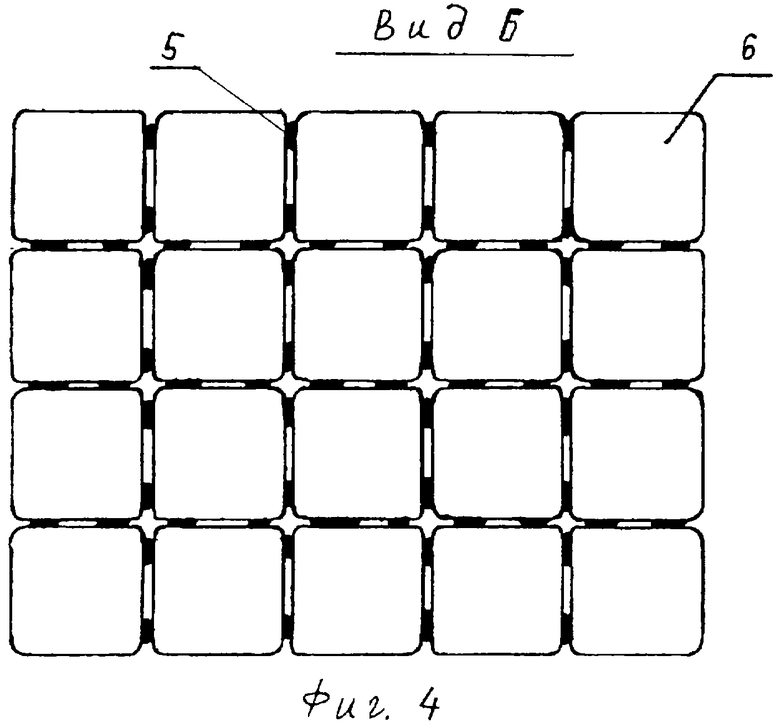
На фиг. 1, 3 показан способ изготовления табурета и табурет; на фиг. 2 - вид А на фиг.1; на фиг.4 - вид Б на фиг.3.
Табурет содержит отдельные объемные жесткие модули для изготовления табурета (далее - модули), скрепленные друг с другом с образованием сиденья, с верхней опорной поверхностью и опоры, с нижней опорной поверхностью, причем каждый модуль образован сосудом, содержащим оболочку с боковой стенкой 2 (см. фиг.1, 3), днищем 1 (см. фиг.1, 2), горловиной 3 и полостью 4, при этом верхняя опорная поверхность сиденья образована днищами сосудов 1, а нижняя опорная поверхность опоры образована горловинами сосудов 3. Модули скреплены друг с другом, например, посредством клеевой композиции 5 (скрепление модулей может обеспечить жесткое их соединение между собой или подвижное), которая размещена между боковыми стенками 2 соседних сосудов. Сосуды могут иметь произвольную геометрическую форму как в плане, так и в любом сечении, например, форму бутылки или/и банки или/и стакана. Днища 1 сосудов могут иметь плоскую форму или выпуклую в сторону полости 4 форму или выпуклую в сторону от полости 4. Горловина 3 обеспечивает вход/выход в полость 4 и имеет торцевую поверхность, которая участвует в формировании нижней опорной поверхности опоры табурета. Боковая поверхность 2 сосуда имеет произвольную форму в плане и обеспечивает контакт с соседним сосудом по всей его поверхности или на отдельных его участках (на фиг. 1,2 условно показаны сосуды, имеющие боковые стенки, образованные четырьмя взаимно перпендикулярными гранями). Сосуду могут иметь одну геометрическую форму или разные геометрические формы, которые входят в состав одного табурета, а также разные размеры. Следует отметить, что в формировании нижней опорной поверхности опоры могут участвовать все горловины 3 сосудов, от 1' до 20', участвующие в образовании табурета, или только горловины 3 сосудов, размещенные на периферийной части табурета, от 11 до 141 (на фиг.2 периферийная часть табурета условно образована 14 сосудами, от 11 до 141, а центральная область табурета образована 6 сосудами, от 151 до 201), или часть горловин 3 сосудов, образующих периферийную часть табурета, например такими, как: 11, 41, 81 и 111; 11, 51, 71 и 111; 41, 81, 121 и 141, а также другими возможными сочетаниями. Таким образом, в формировании нижней опорной поверхности опоры табурета могут участвовать горловины всех сосудов или части сосудов, используемых для изготовления одного табурета.
Табурет (вариант 2) содержит жесткие объемные модули для изготовления табурета, скрепленные друг с другом, например, посредством клеевой композиции 5 с образованием сиденья, с верхней опорной поверхностью и опоры, с нижней опорной поверхностью, причем каждый модуль образован сосудом, содержащим оболочку с боковой стенкой 2 (см. фиг.3), днищем 1, горловиной 3 и полостью 4, при этом верхняя опорная поверхность сиденья образована пористыми теплоизоляционными пластинами 6 (см. фиг.3, 4), которые закреплены к днищам 1 сосудов преимущественно посредством клеевой композиции, а нижняя опорная поверхность опоры образована горловинами 3 сосудов. Пористые теплоизоляционные пластины 6 могут быть образованы, например, из кожи, из коры пробкового дерева и пр. материалов.
Пример 1 осуществления способа изготовления табурета
Изготовили объемные жесткие модули для изготовления табурета по форме сосудов, в частности бутылок, каждая из которых содержит оболочку с боковой стенкой 2 (см. фиг.1), днищем 1 (см. фиг.1, 2), горловиной 3, полостью 4 и скрепили их друг с другом посредством, например, клеевой композиции 5, которую разместили между боковыми стенками 2 соседних сосудов, с образованием сиденья, с верхней опорной поверхностью и опоры, с нижней опорной поверхностью, при этом верхнюю опорную поверхность сиденья образовали днищами 1 сосудов, а нижнюю опорную поверхность опоры образовали горловинами 3 сосудов. Сосуды изготовили из светопрозрачного стекла, а боковые стенки 2 изготовили в виде прямоугольного четырехгранника.
Пример 2 осуществления способа изготовления табурета
Изготовили объемные жесткие модули для изготовления табурета по форме сосудов, в частности бутылок, каждая из которых содержит оболочку с боковой стенкой 2 (см. фиг.3), днищем 1, горловиной 3, полостью 4, и скрепили их друг с другом посредством, например, клеевой композиции 5, которую разместили между боковыми стенками 2 соседних сосудов, с образованием сиденья, с верхней опорной поверхностью и опоры, с нижней опорной поверхностью, при этом верхнюю опорную поверхность сиденья образовали пористыми теплоизоляционными пластинами 6 (см. фиг.3, 4), которые закрепили, например, посредством клеевой композиции к днищам 1 сосудов, а нижнюю опорную поверхность опоры образовали горловинами 3 сосудов. Сосуды изготовили из светопрозрачного стекла, а боковые стенки 2 изготовили в виде прямоугольного четырехгранника.
В результате заявленной совокупности существенных признаков объектов, указанных выше по тексту, обеспечивается высокая степень унификации и стандартизации технологического процесса изготовления табурета и конструкции табурета и достижение нового технического результата. Используемый модульный принцип изготовления и конструирования табурета с использованием модулей по форме сосудов обеспечивает повышение эффективности процесса изготовления табурета в целом и его последующее использование.
Таким образом, заявляемые технические решения обеспечивают достижение поставленной задачи и получение нового технического результата.


Изобретения относятся к производству мебели для сидения и ее составных частей, в частности к изготовлению табурета. Изготавливают объемные жесткие модули для изготовления табурета и скрепляют их друг с другом с образованием сиденья, с верхней опорной поверхностью и опоры, с нижней опорной поверхностью. Каждый модуль образуют сосудом, содержащим оболочку с боковой стенкой, днищем, горловиной и полостью. Верхнюю опорную поверхность сиденья образуют днищами сосудов, а нижнюю опорную поверхность опоры образуют горловинами сосудов. Сосуды образуют по форме бутылок или/и банок или/и стаканов. Скрепляют сосуды друг с другом клеевой композицией, которую размещают между боковыми стенками соседних сосудов. Табурет содержит жесткие модули. Модули скреплены друг с другом с образованием сиденья, с верхней опорной поверхностью и нижней опорной поверхностью. Каждый модуль образован сосудом, содержащим оболочку с боковой стенкой, днищем, горловиной и полостью. Верхняя опорная поверхность сиденья образована днищами сосудов, а нижняя опорная поверхность опоры образована горловинами сосудов. Сосуды образованы по форме бутылок или/и банок или/и стаканов. Сосуды скреплены друг с другом клеевой композицией, которая размещена между боковыми стенками соседних сосудов. Решения обеспечивают повышение эффективности процесса изготовления и новые потребительские свойства табурета. 2 н. и 4 з.п. ф-лы, 4 ил.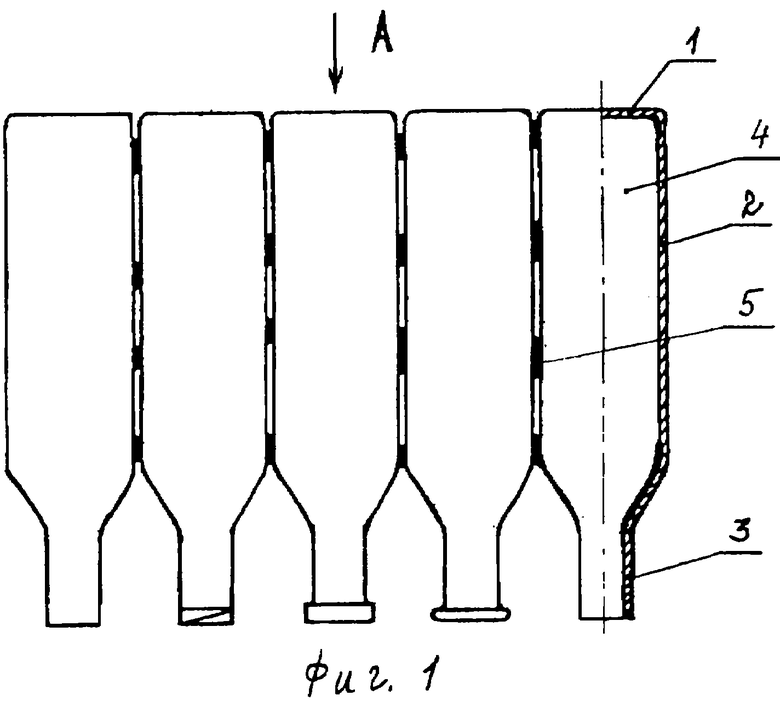
| Мяльная машина для лубяных волокон | 1978 |
|
SU775198A1 |
| WO 03086150 А2, 23.10.2003 | |||
| WO 9957034 A1, 11.11.1999 | |||
| US 3407899 A, 29.10.1968. | |||

