Изобретения относятся и составным частям стрелочных часов (механического или электронного типов), в частности к способу изготовления циферблата стрелочных часов и способу изготовления метки циферблата стрелочных часов, и могут быть использованы в часовой промышленности при изготовлении составных частей стрелочных часов - циферблатов.
Известен способ изготовления циферблата стрелочных часов, включающий изготовление основания с передней, задней опорными поверхностями, геометрическим центром, меток циферблата стрелочных часов, закрепление меток к (на) передней опорной поверхности и их размещение относительно геометрического центра с возможностью определения суточного времени при визуальном обозревании положения стрелок часов относительно меток (RU 2081445 С1).
В результате проведенного научно-технического и патентного поиска заявителем не обнаружены источники информации, связанные со способом изготовления метки циферблата стрелочных часов.
Недостаток известного способа изготовления циферблата стрелочных часов заключается в том, что он предусматривает использование специального полиграфического оборудования и не может быть использован для нанесения меток на поверхности, на которые они не могут быть нанесены с использованием указанного оборудования, а также при изготовлении крупногабаритных циферблатов. Известный способ имеет ограниченные эксплуатационные возможности, т.к. он не обеспечивает реализацию потребительской функции по быстрому монтажу/демонтажу меток, при их замене.
Задача, на решение которой направлены заявляемые технические решения, состоит в расширении арсенала технических средств определенного назначения, в частности в создании новых объектов - способа изготовления циферблата стрелочных часов и способа изготовления метки циферблата стрелочных часов, которые лишены указанных недостатков и имеют расширенные эксплуатационные возможности.
Технический результат, который может быть при этом получен, заключается в реализации этого назначения, т.е. решение поставленной задачи по созданию нового способа изготовления циферблата стрелочных часов и способа изготовления метки циферблата стрелочных часов с расширенными эксплуатационными возможностями.
Сущность заявляемого способа заключается в том, что в способе изготовления циферблата стрелочных часов, включающем изготовление основания с передней, задней опорными поверхностями, геометрическим центром, меток циферблата стрелочных часов, закрепление меток на передней опорной поверхности и их размещение относительно геометрического центра с возможностью определения суточного времени при визуальном обозревании положения стрелок часов относительно меток, согласно изобретению основание образуют футляром для стержней с головками на одном конце и с винтовой нарезкой на другом, а метки образуют стержнями с головками на одном конце и с винтовой нарезкой на другом, которые размещают в держателях.
Сущность заявляемого способа заключается в том, что в способе изготовления метки циферблата стрелочных часов, изготавливают тело метки, которое образуют стержнем с головкой на одном конце и с винтовой нарезкой на другом.
Из источников информации заявителем не установлена известность влияния заявленных отличительных признаков на получение основного и дополнительного технических результатов, указанных выше по тексту. Именно образование основания циферблата футляром для стержней с головками на одном конце и с винтовой нарезкой на другом и другие признаки, обеспечивают достижение поставленной задачи и получение нового технического результата, связанного с достижением цели по созданию новых объектов с расширенными эксплуатационными возможностями и получением дополнительного технического результата, связанного с обеспечением быстрого монтажа/демонтажа меток.
Сопоставительный анализ заявляемого способа изготовления циферблата стрелочных часов с прототипом показывает, что заявляемый способ имеет общие признаки с прототипом:
изготовление основания с передней, задней опорными поверхностями, геометрическим центром, меток циферблата стрелочных часов;
закрепление меток на (к) передней опорной поверхности и их размещение относительно геометрического центра с возможностью определения суточного времени при визуальном обозревании положения стрелок часов относительно меток.
Заявляемый способ изготовления циферблата стрелочных часов отличается от прототипа новыми признаками: основание образуют футляром для стержней с головками на одном конце и с винтовой нарезкой на другом, а метки образуют стержнями с головками на одном конце и с винтовой нарезкой на другом, которые размещают в держателях.
Из приведенного перечня признаков заявляемых способов и достижения поставленной задачи наглядно видно, что заявленные технические решения представляют собой новую совокупность признаков как сочетание известных и новых признаков, обеспечивающих получение нового технического результата, неизвестного на дату подачи заявки. Основной технический результат и дополнительный технический результат, которые могут быть получены при осуществлении изобретения, заключаются в достижении цели по расширению арсенала технических средств для способа изготовления циферблата стрелочных часов, способа изготовления метки циферблата стрелочных часов и обеспечение расширения эксплуатационных возможностей заявленных объектов.
Заявленные объекты промышленно применимы, т.к. могут быть использованы в строительстве, промышленности, сельском хозяйстве и других отраслях народного хозяйства, где используются циферблаты стрелочных часов и их метки. Заявленные технические решения могут быть воспроизведены в том виде, как они охарактеризованы в любом из пунктов формулы изобретения с использованием известных материалов, технологий и технологического оборудования. В случае осуществления изобретения по любому из пунктов формулы действительно возможна реализация указанного выше назначения.
Технические решения заявляемых объектов соответствуют критерию «новизна», т.к. они не известны из уровня техники на дату подачи заявки. Не известна из уровня техники совокупность существенных признаков заявляемых технических решений и их влияние на получение требуемого технического результата.
Технические решения заявленных объектов соответствуют критерию «изобретательский уровень», т.к. не выявлены решения, имеющие признаки, совпадающие с их отличительными признаками, и не обнаружена известность влияния отличительных признаков на получаемый технический результат.
Таким образом, заявляемые технические решения связаны между собой настолько, что они образуют единый изобретательский замысел, соответствуют всем критериям, предъявляемым к изобретению, и обеспечивают получение нового технического результата.
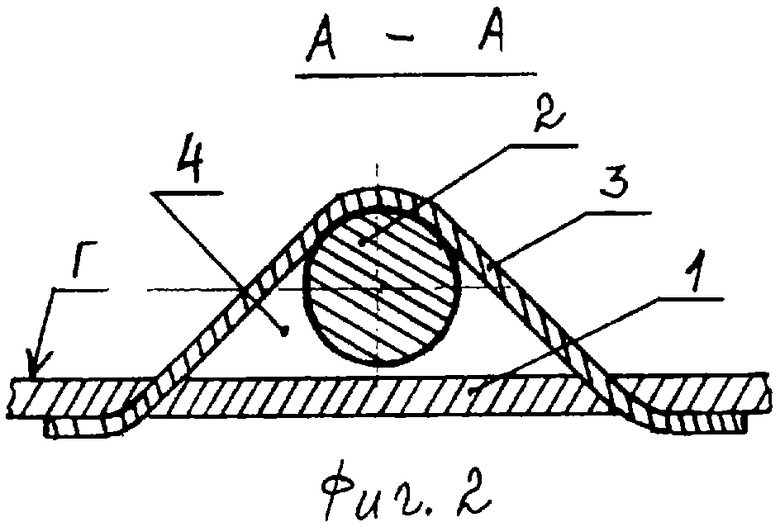
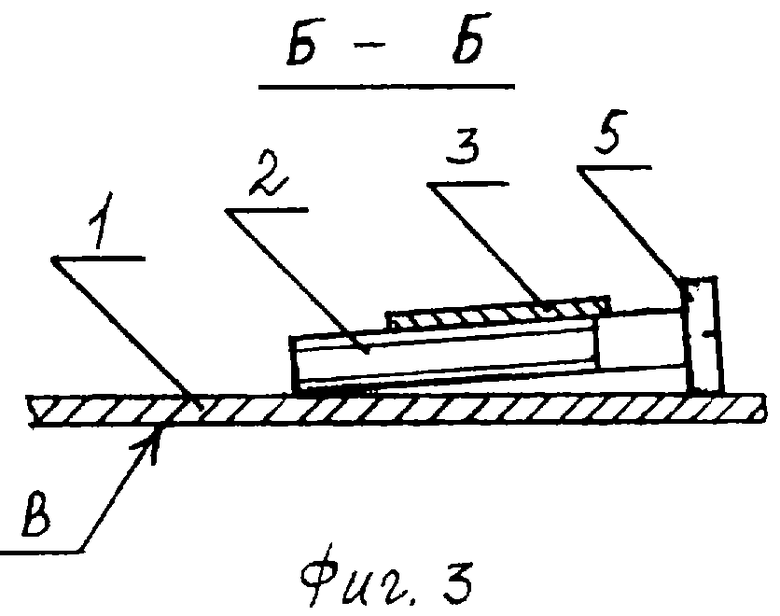
На фиг.1 показаны способ изготовления циферблата стрелочных часов и способ изготовления метки циферблата стрелочных часов (см. на фиг.1 без поз.1, 3); на фиг.2 - сечение А-А фиг.1; на фиг.3 - сечение Б-Б фиг.1.
Пример осуществления способа изготовления циферблата стрелочных часов.
Изготовили основание 1 (см. фиг.1, 2, 3) из натуральной кожи черного цвета (толщиной 3 мм) с передней «Г», задней «В» опорными поверхностями по форме квадрата (500×500 мм). Определили геометрический центр основания 1 как точку пересечения осевых линий квадрата. На передней поверхности «Г» выполнили карандашом разметку границы, для размещения меток, по форме квадрата (200×200 мм), причем его центр разместили в геометрическом центре основания 1. Определили 12 точек на сторонах квадрата, проведя лучи через геометрический центр, причем угол между лучами выбрали равным 30 градусам. Изготовили 12 меток, тела которых образовали стержнями 2 из углеродистой стали обыкновенного качества (Ст.3) круглого сечения (диаметром, равным 6 мм) с головкой 5 (диаметром, равным 12 мм) на одном конце и с винтовой нарезкой на другом, причем винтовую нарезку, в качестве возможного варианта, изготовили в виде метрической резьбы. На поверхности стержней 2 с головками 5 нанесли защитно-декоративное покрытие - слой хрома. Длина стержней 2 с головками 5 равна 40 мм. Изготовили из упругой и эластичной резиновой пластины (ширина - 15 мм, толщина - 2 мм) 12 штук держателей 3 с концевыми и средней частями. На основании 1 изготовили 24 сквозных разреза, которые разместили попарно по обе стороны от лучей разметки, в месте будущего размещения меток и за пределами размеченного квадрата (200×200 мм). К основанию 1 закрепили держатели 3 так, что концевые части пластин держателей 3 ввели в сквозные разрезы, закрепили их клеевой композицией к задней опорной поверхности «В» основания 1, а средние части пластин держателей 3 разместили над передней опорной поверхностью «Г» с образованием полостей 4, причем размеры, форма и расположение полостей 4 обеспечивают размещение, закрепление и определенную ориентацию, например радиальную, меток-стержней 2 с головками 5 относительно геометрического центра основания 1. Ввели каждую метку-стержень 2 с головкой 5 (12 штук) в свою полость 4 и ориентировали их относительно геометрического центра основания 1 радиально (на фиг.1 условно показано две метки и два держателя). За счет упругих сил пластин держателей 3 закрепили метки-стержни 2 в полостях 4 к основанию 1 со стороны передней опорной поверхности «Г» и разместили их относительно геометрического центра с возможностью определения суточного времени при визуальном обозревании положения стрелок часов относительно меток, причем участки стержней 2 с винтовой нарезкой направили в сторону геометрического центра основания 1 (см. фиг.1, 3). Метки-стержни 2 удерживаются в полостях 4 за счет сил трения, причем края головок 5 и винтовые нарезки пластически деформируют основание 1 и частично внедрены в основание 1, что обеспечивает дополнительную фиксацию и закрепление стержней 2 относительно основания 1 и предотвращает их самопроизвольное перемещение относительно основания 1. В данном случае внешние края головок 5 и винтовые нарезки выступают в новом качестве и проявляют свойства, которые являются неизвестными и не характерными для головок и винтовых нарезок стержней 2, т.е. они проявляют свойства фиксаторов. Внешние поверхности стержней 2, частично, контактируют с пластинами держателей 3. Метки-стержни 2 ориентированы радиально относительно геометрического центра (могут быть ориентированы и иным образом). Материал стержней 2 - металл, камень, кость, стекло, дерево, керамика, пластик. Материал основания 1 - ткань, кожа, металл, дерево, листовой пластик, полимерная пленка, картон, фанера и пр.
Пример осуществления способа изготовления метки циферблата стрелочных часов, как части целого, описан выше при описании примера осуществления способа изготовления циферблата стрелочных часов.
Таким образом, заявляемые технические решения обеспечивают достижение поставленной задачи и получение основного и дополнительного технических результатов.
Изобретение относится к области часовой промышленности и может быть использовано при изготовлении составных частей стрелочных часов - циферблатов. Техническим результатом изобретения является расширение арсенала технических средств, что обеспечивается за счет того, что основание циферблата образуют футляром для стержней с головками на одном конце и с винтовой нарезкой на другом, а метки образуют стержнями с головками на одном конце и с винтовой нарезкой на другом, которые размещают в держателях. Причем согласно изобретению при изготовлении тело каждой метки образуют стержнем с головкой на одном конце и с винтовой нарезкой на другом. 2 н.п. ф-лы, 3 ил.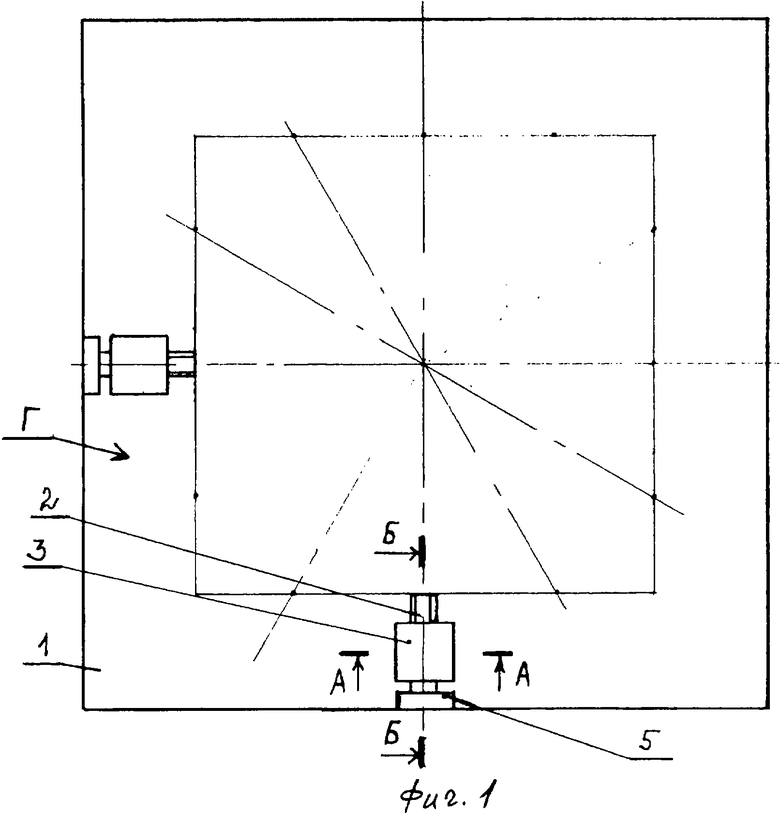
| ЧАСЫ МЕХАНИЧЕСКОГО ИЛИ ЭЛЕКТРОМАГНИТНОГО ТИПА | 1992 |
|
RU2081445C1 |
| DE 9300096 U, 15.04.1993 | |||
| DE 10005730 А, 24.08.2000 | |||
| JP 9218278 А, 19.08.1997. | |||

