Настоящее изобретение относится к многослойному защитному элементу, к слоистому материалу для изготовления из него такого защитного элемента, к способу изготовления такого слоистого материала и такого защитного элемента, а также к снабженному подобным защитным элементом предмету, прежде всего ценному документу, например банкнотам и иным аналогичным документам.
Под защитными элементами согласно изобретению подразумеваются, например, защитные нити и полосы для банкнот и иных ценных документов, отрывные полоски упаковок для их вскрытия, этикетки и бирки, используемые для подтверждения подлинности соединенного с ними предмета, прежде всего ценного документа. Согласно изобретению ценные документы могут представлять собой банкноты, удостоверения личности, чеки, паспорта, проездные билеты, входные билеты и иные аналогичные документы. Однако предлагаемый в изобретении защитный элемент может использоваться и для защиты от подделки любых иных ценных предметов и их упаковок, например книг, компакт-дисков и иных аналогичных товаров.
Многослойные защитные элементы широко используются в виде защитных нитей в банкнотах. Такие защитные элементы имеют по меньшей мере одну несущую подложку, которой обычно служит прозрачная полимерная пленка, с другими нанесенными на нее слоями. Эти другие слои преимущественно надпечатывают на подложку или же, прежде всего в случае металлических слоев, наносят на подложку газофазным напылением, однако их можно также наносить на подложку, например, ионным распылением или механическим распылением.
Не всегда все наносимые на подложку слои выполняют сплошными. Они могут располагаться рядом друг с другом и/или друг над другом. Они могут воспроизводить некоторые знаки, символы либо рисунки или же могут иметь предусматриваемые в них изначально либо выполняемые в них путем последующего удаления материала вырезы, которые могут образовывать, например, некоторую выполненную выворотным шрифтом надпись, которая практически не видна в отраженном свете, однако при рассматривании на просвет контрастно выделяется на окружающем ее фоне из-за прозрачности подложки и поэтому становится хорошо различима. Помимо этого слои могут также создавать оптически переменные эффекты и для этого могут быть снабжены прежде всего дифракционными структурами в виде дифракционных решеток, голограмм и иных структур. Подобные слои могут также иметь защитные признаки, допускающие их автоматическое считывание, например, могут обладать электропроводными свойствами, как в случае непрерывных металлических покрытий или в случае печатных слоев, выполненных красками, содержащими электропроводные частицы. В дополнение к этому или альтернативно этому слои могут обладать магнитными свойствами и/или люминесцентными свойствами, для придания которых часто применяются прежде всего те люминофоры, излучение люминесценции которых лежит за пределами видимой области спектра. Допускающие автоматическое считывание защитные признаки могут быть также локально ограничены и образовывать в этом случае допускающий автоматическое считывание код, например штрих-код.
При изготовлении подобных многослойных защитных элементов принципиально стремятся достичь того, чтобы они выглядели одинаково, соответственно имели одинаковый внешний вид вне зависимости от их обращенной к человеку стороны и чтобы соответственно при их прикреплении к защищаемым с их помощью предметам или при их заделывании в защищаемые с их помощью предметы не требовалось принимать никаких специальных мер по их ориентации строго определенной стороной вверх. С подобной проблемой приходится сталкиваться главным образом при внедрении защитных нитей в качестве так называемых ныряющих нитей в ценные бумаги, прежде всего в банкноты, поскольку такие нити и полосы склонны к перекручиванию.
В случае простой металлизированной защитной нити со скрытым магнитным слоем придание ей одинакового внешнего вида с обеих ее сторон не составляет особого труда, поскольку для этого, например, на подложку сначала можно печатанием нанести магнитный слой, а затем путем металлизации нанести на нее с обеих сторон металлическое покрытие. В этом отношении известна также технология, в соответствии с которой на пленку сначала путем металлизации наносят металлическое покрытие, на которое затем наносят магнитный слой, после чего пленку разрезают на две части, которые накладывают одну на другую и склеивают между собой в машине для каширования или дублирования рулонных материалов с получением слоистого пленочного материала в виде нити, состоящей из двух наружных слоев пленки, двух внутренних металлических слоев и центрального, заключенного между ними сдвоенного магнитного слоя (ЕР 0374763 А2). Оба наружных слоя пленки защищают остальные нанесенные на них слои от воздействия внешних факторов. Помимо этого абсолютно симметричное расположение слоев по толщине слоистого пленочного материала позволяет воспрепятствовать самопроизвольному спиральному перекручиванию готовой защитной нити.
Однако подобная технология каширования или дублирования не применима в отношении сложных слоистых структур, в которых различные слои присутствуют в различных, локально ограниченных и точно расположенных друг относительно друга местах. Обусловлено это тем, что при наложении друг на друга отдельных многослойных пленок, полученных разрезанием на две части исходной многослойной пленки, невозможно обеспечить расположение различных, локально ограниченных слоев в готовом слоистом материале с точной приводкой друг относительно друга.
По указанной причине сложные слоистые структуры выполняют на одной единственной подложке. Так, например, в WO 92/11142 описано несколько вариантов выполнения защитной нити со скрытым магнитным слоем или скрытым магнитным кодом и интегрированной выворотной надписью (надписью, выполненной выворотным шрифтом).
В простейшем случае в магнитном слое и двух скрывающих его металлических слоях выполняют идентичные выворотные надписи. Для этого на прозрачную полимерную пленку на участке расположения будущей выворотной надписи сначала известным методом наносят активируемую печатную краску. После этого на нее газофазным напылением наносят сплошной первый металлический слой, а поверх него печатанием наносят сплошной магнитный слой, на который затем газофазным напылением наносят полностью закрывающий его сплошной второй металлический слой. В результате последующего активирования печатной краски в трех расположенных поверх нее слоях образуются конгруэнтные (точно совмещенные друг с другом) вырезы. Благодаря наличию внутреннего металлического покрытия защитная нить из-за прозрачности пленочной подложки выглядит одинаково, соответственно имеет одинаковый внешний вид с обеих ее сторон вне зависимости от того, какая из них обращена к человеку.
Однако в случае сложных слоистых структур, в которых выворотная надпись выполняется не конгруэнтной во всех слоях, им сложно придать одинаковый внешний вид с обеих сторон.
Поэтому при изготовлении подобных сложных слоистых структур по меньшей мере один металлический слой, а при необходимости и оба металлических слоя, печатанием наносят на требуемые участки подложки с точной приводкой друг относительно друга (WO 92/11142). При этом, однако, приходится сталкиваться с той проблемой, что печатные краски с металлическим эффектом, например краски типа суперсеребро, обладают по сравнению с нанесенными газофазным напылением металлическими слоями меньшим блеском, а суперсеребро, кроме того, не обладает хорошей электропроводностью. Поэтому в том случае, когда один из двух металлических слоев напечатан, а другой представляет собой истинно металлический, например нанесенный газофазным напылением, слой, слоистой структуре невозможно придать абсолютно идентичный внешний вид с обеих ее сторон. В другом случае, когда оба слоя с металлическим эффектом напечатаны, слоистая структура хотя и имеет идентичный внешний вид с обеих ее сторон, однако не обладает тем блеском, который желательно было бы иметь, и помимо этого не обладает электропроводными свойствами.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать многослойный защитный элемент, который был бы прост в изготовлении в виде сложной слоистой структуры и выглядел бы одинаково с любой из его сторон. Задача настоящего изобретения равным образом состояла в том, чтобы предложить слоистый материал для последующего изготовления из него такого защитного элемента, соответствующий способ его изготовления, а также снабженный таким защитным элементом предмет, прежде всего ценный документ.
Указанная задача решается согласно изобретению с помощью отличительных признаков независимых пунктов формулы изобретения. Предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы.
В соответствии с предлагаемым в изобретении решением на первой пленочной подложке выполняют по меньшей мере один защитный признак, а на отличной от нее второй пленочной подложке также выполняют по меньшей мере один защитный признак. Затем обе пленочные подложки дублируют с получением слоистого материала. С целью обеспечить расположение обоих защитных признаков в заданном положении с точной приводкой друг относительно друга каждая из пленочных подложек снабжена в ее продольном и/или поперечном направлении приводочными метками, на основе которых происходит управление соединением между собой обеих пленочных подложек с обеспечением точной приводки. С этой целью первую из двух пленочных подложек поддерживают в натянутом состоянии, прикладывая к ней заданное, предпочтительно постоянное, растягивающее усилие, а положением второй пленочной подложки в ее продольном направлении управляют на основе ее приводочных меток, обеспечивая их точную приводку относительно приводочных меток первой пленочной подложки. От готового слоистого материала затем можно отделять защитные элементы требуемой формы, например в виде этикеток, или же слоистый материал можно разделять на так называемые бесконечные нити или полосы и наматывать их на соответствующие бобины.
В качестве пленочных подложек могут использоваться полимерные подложки, например, из полиэтилентерефталата, или же слоистый комбинированный материал из пластика и бумаги, в котором по меньшей мере одна пленочная подложка представляет собой бумагу, например бумагу на основе хлопкового волокна.
Защитные признаки могут представлять собой любые допускающие их автоматическое считывание признаки, например электропроводные, магнитные, люминесцирующие, прежде всего испускающие излучение люминесценции в невидимой области спектра, защитные признаки. Возможно использование и любых иных защитных признаков, таких как выворотная надпись или оттиск.
Достигаемое согласно изобретению преимущество состоит в возможности выполнять конкретные защитные признаки независимо от их вида и расположения в готовой слоистой структуре в оптимальных для каждого конкретного защитного признака технологических условиях. Процесс изготовления каждого из них в любой момент времени никак не связан с видом, положением или технологией изготовления других защитных признаков, используемых в том же самом слоистом материале. Очевидно, что на одной общей пленочной подложке можно выполнять и различные защитные признаки, когда это не связано с техническими проблемами. С другой стороны, не исключается и возможность наличия в слоистом материале более двух пленочных подложек, когда, например, комбинированное изготовление трех различных защитных признаков на одной или двух пленочных подложках сопряжено с определенными трудностями. При этом речь может идти, например, о защитном элементе, снабженном металлическими слоями различного цвета, которые образуют определенный рисунок. Каждый из металлов газофазным напылением наносят на отдельную пленочную подложку и затем каждому полученному таким путем металлическому слою травлением или вымывным методом придают соответствующую структуру (контуры или форму). После этого пленочные подложки дублируют предлагаемым в изобретения способом. При этом металлические слои предпочтительно должны быть обращены друг к другу и тем самым располагаться в слоистой структуре внутри нее, поскольку в этом случае они будут защищены от внешних воздействий пленочными подложками.
Однако изобретение с достижением значительных преимуществ может использоваться и для изготовления защитных элементов, имеющих внутренние, доступные исключительно для автоматического контроля защитные признаки, которые из-за наличия у них определенной собственной окраски или прочих свойств ухудшают внешний вид защитного элемента, и поэтому их необходимо скрывать под другими слоями. Изобретение позволяет располагать такие закрывающие слои с точной приводкой относительно скрываемых под ними слоев и только на требуемых участках.
Помимо этого изобретение с достижением соответствующих преимуществ может также использоваться для изготовления защитных элементов, состоящих из двух пленочных подложек и имеющих защитные признаки, которые должны быть точно совмещены друг с другом. Такая необходимость существует, например, при изготовлении защитного элемента, с каждой из сторон которого имеются различные дифракционные структуры, в отражающих, прежде всего металлических, слоях которых предусмотрены конгруэнтные выворотные надписи.
Управление второй пленочной подложкой в ее продольном направлении относительно поддерживаемой в натянутом состоянии первой пленочной подложки предпочтительно заключается в растяжении второй пленочной подложки в ее продольном направлении. Однако при использовании двух пленочных подложек одинаковой длины возникает проблема обеспечения приводки при ее рассогласованиях в продольном направлении пленочных подложек. Для решения этой проблемы согласно двум предпочтительным вариантам осуществления изобретения предлагается либо выполнять управляемую путем ее растяжения вторую пленочную подложку короче первой, поддерживаемой в натянутом состоянии пленочной подложки, либо при практически одинаковой длине обеих пленочных подложек подвергать по меньшей мере незначительному постоянному растяжению первую пленочную подложку, которая постоянно поддерживается в натянутом состоянии. Преимущество последнего из указанных вариантов заключается в том, что обе пленочные подложки в норме нагружены и растягиваются примерно одинаковыми растягивающими усилиями, при этом растягивающее усилие, действующее на управляемую путем ее растяжения вторую пленочную подложку, уменьшают или увеличивают в зависимости от знака рассогласования в приводке.
В третьем варианте путем растяжения можно также управлять либо первой, либо второй пленочной подложкой в зависимости от того, какая из них опережает другую.
Растяжение пленочных подложек предпочтительно обеспечивается за счет управляемого притормаживания бобины, с которой сматывается подвергаемая растяжению пленочная подложка, при в остальном постоянной скорости сматывания пленочных подложек с бобин. Обусловленное таким притормаживанием бобины увеличение действующего на пленочную подложку растягивающего усилия приводит к контролируемому растяжению материала пленочной подложки.
Обеспечение при дублировании обеих пленочных подложек точной приводки в их поперечном направлении представляет собой не столь серьезную проблему, как обеспечение точной приводки в продольном направлении пленочных подложек, однако эту проблему нельзя не учитывать прежде всего при дублировании широких пленочных подложек, поскольку их продольное растяжение приводит к существенному уменьшению их поперечных размеров. Для компенсации таких колебаний размеров пленочных подложек предусмотрена натяжная группа, управление которой предпочтительно также осуществляется на основе приводочных меток, предусмотренных у обеих пленочных подложек.
Приводочные метки предпочтительно считываются бесконтактным путем с помощью световодов или ПЗС-камер в отраженном или в проходящем свете. Приводочными метками могут также служить сами защитные признаки.
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - двухленточное дублировочное устройство и
на фиг.2-8 - различные варианты выполнения двухпленочного слоистого материала.
На фиг.1 показано двухленточное дублировочное (кашировальное) устройство. Первая пленка 1 и вторая пленка 2 сматываются с бобин 3 и 4 соответственно, соединяются друг с другом в результате их дублирования в двухленточном прессе 5 и затем в виде слоистого пленочного материала (дублированной пленки) 6 наматываются на бобину 7 для промежуточного хранения перед дальнейшей обработкой. Для соединения обеих пленок между собой на первую пленку 1 в клеемазальной секции 8 наносится радиационно-отверждаемый прозрачный клей, который после сведения вместе обеих пленок 1, 2 в двухленточном прессе 5 отверждается под действием излучения от источника 9. Вместо радиационно-отверждаемого клея могут также использоваться клеи иного типа, например отверждаемые при нагревании клеи, и в этом случае двухленточный пресс 5 предпочтительно имеет обогрев.
Скорость сматывания пленок 1 и 2 с бобин 3 и 4 определяется главным образом скоростью движения пленок в двухленточном прессе 5. Согласно первому варианту скорость вращения бобины 3, с которой сматывается пленка 1, регулируется путем притормаживания этой бобины или, наоборот, принудительного ее приведения во вращение с таким расчетом, чтобы пленка подвергалась определенному натяжению. Величина этого натяжения должна оставаться постоянной на протяжении всего процесса. Из-за значительной массы таких бобин, которую они имеют в начале процесса сматывания с них пленок и которая постепенно уменьшается в процессе сматывания с них пленок, возможна ситуация, при которой бобину 3 сначала потребуется принудительно приводить во вращение, а затем в ходе дальнейшего процесса сматывания с нее пленки потребуется притормаживать. Аналогичному натяжению подвергается и вторая пленка 2.
Для возможности сведения вместе первой пленки 1 и второй пленки 2 с точной приводкой нанесенных на них защитных признаков каждая пленка 1, 2 снабжена приводочными метками, регистрируемыми детекторами 10. Если при анализе зарегистрированного датчиками положения приводочных меток будет установлено, что смещение приводочных меток первой пленки 1 относительно приводочных меток второй пленки 2 выходит за еще приемлемые допустимые пределы, то согласно изобретению одну из двух пленок 1, 2 подвергают растяжению. Для этой цели предлагается использовать одну из трех следующих возможностей.
- Обе пленки 1, 2 обычно подвергаются натяжению с одинаковым усилием, не приводящим к их растяжению. Как только детекторами 10 приводочных меток будет зарегистрировано запаздывание защитных признаков, нанесенных на одну из двух пленок, по отношению к защитным признакам, нанесенным на другую из них, эта другая пленка несколько растягивается до тех пор, пока нанесенные на обе пленки защитные признаки вновь не окажутся в положении, в котором их относительное смещение лежит в заданных допустимых пределах. Растяжение одной из пленок предпочтительно обеспечивается путем контролируемого притормаживания бобины, с которой сматывается подвергаемая растяжению пленка.
- Согласно другому варианту вторую пленку 2 можно выполнить короче первой пленки 1, и поэтому для соединения дублированием обеих пленок с точной приводкой нанесенных на них защитных признаков вторую пленку 2 в принципе требуется растягивать, несколько удлиняя ее относительно первой пленки 1. Необходимая степень растяжения второй пленки и в этом случае определяется на основе данных от детекторов 10 приводочных меток.
- Согласно еще одному варианту первую пленку 1 можно сматывать с бобины с таким усилием натяжения, при котором она в принципе растягивается и в результате претерпевает относительное удлинение на некоторую заданную величину в процентах. В этом случае вторая пленка 2 в норме сматывается с бобины 4 с растягивающим усилием, приводящим к ее удлинению на ту же величину. При обнаружении на основе данных, полученных от детекторов 10 приводочных меток, рассогласования во взаимном положении приводочных меток на обеих пленках бобина 4 притормаживается в большей или меньшей степени в зависимости от знака такого рассогласования, и степень растяжения второй пленки 2 тем самым соответственно увеличивается или уменьшается.
Пленки 1, 2 могут иметь ширину изготавливаемых из них в последующем защитных элементов, например ширину защитной нити или полосы для банкнот. Предпочтительно, однако, выполнять пленки в несколько раз большей ширины, а изготавливаемые из них защитные элементы затем отделять от слоистого пленочного материала, полученного дублированием двух пленок, разрезая его, например, на отдельные нити или полосы либо отделяя от него отдельные защитные элементы, например, путем их высечки в виде этикеток.
При использовании широких пленок приводочные метки целесообразно предусматривать на обоих продольных краях каждой из них, которые при дальнейшей обработке слоистого пленочного материала отрезаются и в виде обрезков направляются в отход. В другом варианте приводочными метками могут служить сами присутствующие на пленках защитные признаки.
Для бесконтактного обнаружения приводочных меток в отраженном свете или на просвет пригодны прежде всего световоды или ПЗС-камеры.
В показанном конкретно на фиг.1 двухленточном дублировочном устройстве натяжение первой пленки 1 поддерживается постоянным, а приводка обеспечивается растяжением второй пленки 2. Поскольку ширина второй пленки 2 увеличивается или уменьшается в зависимости от степени ее продольного удлинения, для компенсации колебаний размеров второй пленки 2 в ее поперечном направлении предусмотрена натяжная группа 11. Такая натяжная группа не требуется при переработке пленок шириной с одну защитную нить или полосу, поскольку колебания их ширины в этом случае минимальны. При использовании же широких пленок со множеством расположенных рядом друг с другом по их ширине защитных элементов подобные минимальные колебания ширины в пределах отдельных защитных элементов суммируются до значения, которым уже нельзя пренебречь и которое в наибольшей степени проявляется у каждого самого крайнего защитного элемента, и поэтому несмотря на обеспечение точной приводки защитных элементов, расположенных по середине обеих дублируемых пленок, рассогласование в приводке расположенных в их краевых зонах защитных элементов может достигать в поперечном направлении пленок величины, которой невозможно пренебречь. Натяжные группы, которые допускают возможность их индивидуальной регулировки непосредственно в ходе технологического процесса, имеются в продаже в виде так называемых ширительных валиков (экспендеров). Такие ширительные валики имеют диски, угол наклона которых можно регулировать для натяжения тем самым воздействующих на пленочные подложки фасонных (профилированных) лент. С увеличением угла наклона дисков возрастает ширительное воздействие на пленки. Регулировка ширительных валиков для поперечного удлинения пленки также осуществляется на основе приводочных меток.
Очевидно, что дублировать можно и более двух пленок, для чего показанное на фиг.1 двухленточное дублировочное устройство необходимо дополнить эквивалентными приспособлениями, т.е. прежде всего одной или несколькими другими бобинами с намотанными на них пленками.
На фиг.1 проиллюстрирован конкретный пример изготовления содержащего две пленки слоистого материала 6, у которого защитные признаки расположены равномерно друг относительно друга. В рассматриваемом примере речь идет об изготовлении бесконечной защитной нити. Первая пленка 1 согласно ее показанному в увеличенном масштабе фрагменту А представляет собой пленочную подложку 100 из прозрачного полимера с нанесенным на нее газофазным напылением и частично покрывающим ее металлическим слоем 101 и штрих-кодом 102 из магнитного материала. Металлическим слоем 101 не покрыта центральная часть 103 пленочной подложки 100, имеющая вид проходящей по ее середине полосы, благодаря чему пленочная подложка 100 остается в этой части прозрачной. Штрихи магнитного штрих-кода 102 подпечатаны содержащей магнитные частицы печатной краской на металлическом слое 101 с точным соблюдением приводки относительно него и с учетом этого не видны с одной из сторон пленочной подложки будучи закрыты металлическим слоем 101.
Вторая пленка 2 согласно ее показанному в увеличенном масштабе фрагменту В также представляет собой пленочную подложку 200 из прозрачного полимера, на которую также нанесен газофазным напылением металлический слой 201. Металлический слой 201 имеет сформированные в нем обычным методом вырезы в виде выворотной, т.е. выполненной выворотным шрифтом, надписи 202. Ширина второй пленки 2 равна ширине первой пленки 1. Выворотная надпись 202 расположена в металлическом слое 201 в том же месте, в котором в пленочной подложке 100, соответственно в первой пленке 1 находится ее прозрачная часть 103. Вторая пленка 2 на участке выворотной надписи 202, в свою очередь, является прозрачной. С учетом этого защитная нить даже после дублирования обеих пленок 1, 2 остается прозрачной на участке выворотной надписи 202.
На фиг.1 показан также увеличенный фрагмент С полученного в результате дублирования слоистого материала, изображенного в виде в плане и в двух видах в разрезе. Согласно этим чертежам магнитный штрих-код 102 скрыт между обоими металлическими слоями 101 и 201 (разрез плоскостью С2-С2), тогда как выворотную надпись 202 можно увидеть с обеих сторон слоистого материала благодаря прозрачной части 103 (разрез плоскостью C1-C1).
У слоистого материала 6 согласно показанному на фиг.1 примеру его выполнения имеются, таким образом, защитные признаки, которые расположены с точной приводкой друг относительно друга и в его продольном, и в его поперечном направлениях. Подобное условие соблюдается благодаря тому, что магнитный штрих-код 102 на первой пленке 1 в продольном направлении слоистого пленочного материала всегда располагается точно между выполненными негативным шрифтом надписями 202 на второй пленке 2, которые, в свою очередь, в поперечном направлении слоистого пленочного материала всегда располагаются точно над прозрачной частью 103 первой пленки 1.
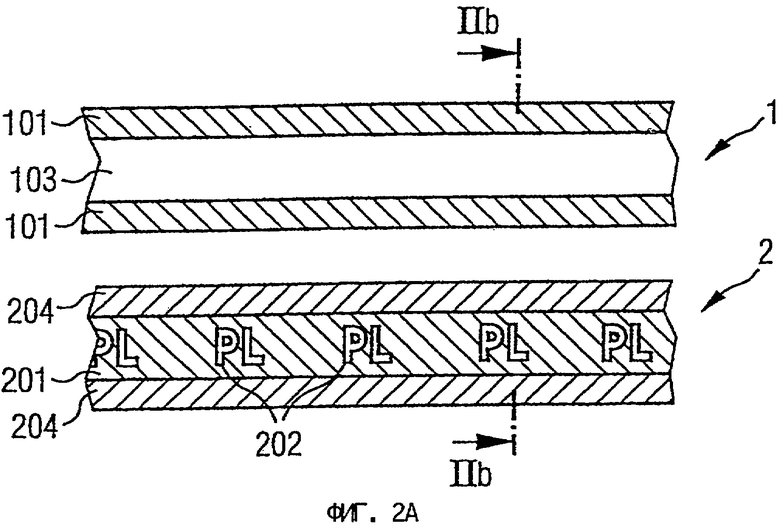
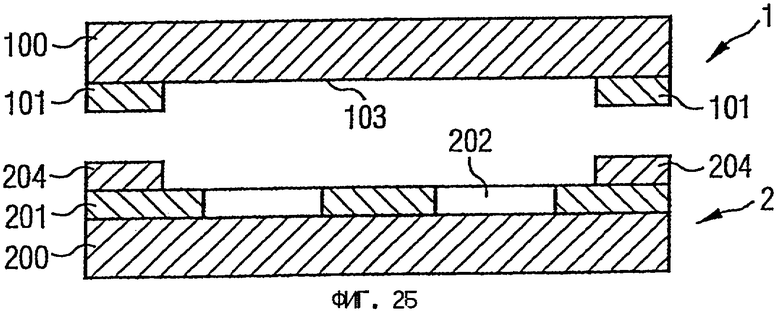
На фиг.2А и 2Б показан простой вариант выполнения слоистого материала, в котором наиболее важное значение имеет обеспечение точной приводки защитных признаков в поперечном направлении пленок. Слоистый материал в показанном на фиг.2 варианте его выполнения отличается от показанного на фиг.1 варианта его выполнения лишь тем, что вместо предусмотренного на первой пленочной подложке 100 магнитного штрих-кода 102 на металлический слой 201 на второй пленочной подложке 200 печатанием параллельно выворотной надписи 202 нанесена проходящая по всей длине слоистого материала 6 магнитная полоска 204. На фиг.2Б слоистый материал также показан в разрезе плоскостями C1-C1 и С2-С2 по фиг.1, но в момент до дублирования обеих пленок. При дублировании обеих пленочных подложек 100, 200 их наложением одна на другую управляют таким образом, чтобы в готовом слоистом материале магнитные полоски 204 были скрыты между металлическими слоями 101, 201, нанесенными на пленочные подложки 100, 200, а выворотную надпись 202 можно было увидеть с обеих сторон слоистого материала благодаря наличию прозрачной части 103.
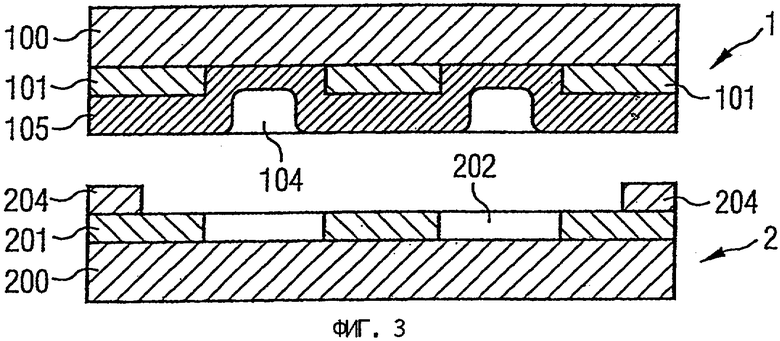
На фиг.3 показан следующий вариант выполнения слоистого материала, в котором важное значение имеет обеспечение точной приводки и в продольном, и в поперечном направлениях пленок. На этом чертеже, однако, слоистый материал показан только в разрезе. Вторая пленка 2 имеет исполнение, идентичное исполнению второй пленки 2 в показанном на фиг.2 варианте, и в соответствии с этим представляет собой прозрачную пленочную подложку 200 с металлическим слоем 201, включая выполненную в нем выворотную надпись 202, и двумя магнитными полосками 204, напечатанными на металлическом слое 201 параллельно выворотной надписи. Пленочная подложка 100 также имеет сплошной металлический слой 101, в котором также имеются вырезы в виде выворотной надписи 104. Выворотная надпись 104 на первой пленочной подложке 100 идентична выполненной на второй пленочной подложке 200 выворотной надписи 202, но зеркально перевернута по отношению к ней, и поэтому при дублировании пленок 1, 2 обе выворотные надписи 202, 104 конгруэнтно совмещаются одна с другой. Тем самым удается, с одной стороны, скрыть магнитные полоски 204 в готовом слоистом пленочном материале между металлическими слоями 101, 201, а с другой стороны, обеспечить возможность увидеть и прочитать выворотную надпись 104, 202 с обеих сторон слоистого пленочного материала.
В показанном на фиг.3 варианте на металлический слой 101 дополнительно нанесено сплошное, по меньшей мере полупрозрачное, а предпочтительно полностью прозрачное покрытие, содержащее флуоресцирующие частицы. Это покрытие 105 в принципе можно наносить и поверх металлического слоя 201 на другой пленочной подложке 200. Благодаря полупрозрачности покрытия 105 выворотная надпись 104, 202 остается видна на просвет с обеих сторон слоистого пленочного материала. Флуоресцирующие частицы образуют дополнительный признак подлинности изготавливаемого из такого слоистого пленочного материала защитного элемента. Полупрозрачное покрытие может иметь и иное исполнение, например, может представлять собой тонкослойную структуру или другую структуру из слоев с оптически переменными свойствами.
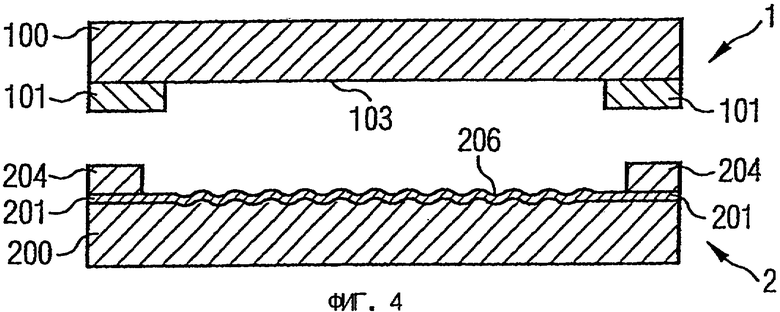
На фиг.4 показан следующий вариант выполнения слоистого материала с интегрированной в него оптической дифракционной структурой. В этом варианте первая пленка 1 также соответствует показанной на фиг.2 пленке 1, которая представляет собой первую пленочную подложку 100 с нанесенным на нее газофазным напылением металлическим слоем 101 в виде двух проходящих параллельно ее продольным кромкам полосок и расположенной между ними центральной прозрачной частью 103. Вторая пленочная подложка 200 снабжена выполненной в ней тиснением дифракционной структурой 206 с металлическим покрытием 201. Поверх металлического покрытия 201 также напечатан магнитный слой 204 в виде двух проходящих параллельно продольным кромкам пленочной подложки полосок. В готовом слоистом материале магнитные полоски 204 закрыты металлическими слоями 101 и 201. Дифракционные структуры в качестве признака подлинности с оптически переменными свойствами можно увидеть с обеих сторон слоистого материала. При использовании дифракционной структуры, имеющей зеркально-симметричный в продольном направлении пленочной подложки рисунок, т.е. рисунок, конгруэнтно совмещающийся сам с собой при складывании пленочной подложки пополам в ее продольном направлении, слоистый материал выглядит одинаково, соответственно имеет идентичный внешний вид с обеих его сторон. При использовании же дифракционной структуры, воспроизводящей некоторое изображение, каждое второе такое изображение должно иметь зеркально перевернутый вид для того, чтобы готовый слоистый материал выглядел одинаково, соответственно имел одинаковый внешний вид с обеих его сторон вне зависимости от того, какая из них обращена к человеку.
Выполнение дифракционных структур 206 тиснением в пленочной подложке 200 не является строго обязательным условием. Равным образом на пленочную подложку 200 можно с точной приводкой наносить снабженный дифракционными структурами переводной элемент. Однако вместо дифракционных структур и в этом варианте на переводном элементе можно предусматривать иные защитные признаки с оптически переменными свойствами, как, например, тонкослойные структуры и иные аналогичные структуры.
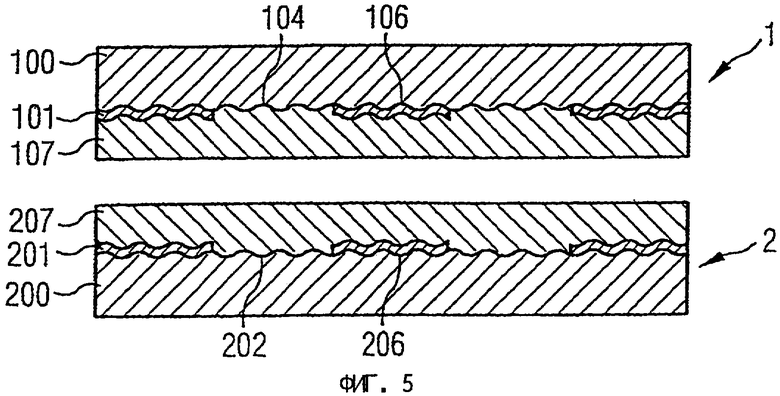
На фиг.5 показан следующий вариант выполнения слоистого материала, в котором каждая из двух пленок 1, 2 имеет по дифракционной структуре и выворотной надписи, которые в готовом слоистом материале конгруэнтно совмещены друг с другом. В пленочных подложках 100, 200 тиснением выполнены различные дифракционные структуры 106, 206. Дифракционные структуры 106, 206 также закрыты металлическими слоями 101, 201, каждое из которых, однако, в этом случае выполнено не сплошным, а с вырезами 104, 202. Вырезы 104 в металлическом слое 101 на первой пленочной подложке 100 хотя и идентичны вырезам 202 в металлическом слое 201 на второй пленочной подложке 200, но выполнены зеркально перевернутыми по отношению к ним для того, чтобы вырезы в обоих металлических слоях были конгруэнтно совмещены друг с другом в готовом слоистом пленочном материале и были видимы с обеих его сторон по меньшей мере на просвет. Каждая из металлизированных дифракционных структур каждой из двух пленочных подложек защищена прозрачным лаковым слоем 107, 207. Наличие таких лаковых слоев упрощает промежуточное хранение обеих пленок 1, 2 и их последующее дублирование. Вырезы 104, 202, как и в рассмотренных выше примерах, могут иметь вид любых рисунков и буквенно-цифровых знаков.
Показанный на фиг.5 защитный элемент наиболее пригоден для его применения в качестве этикетки, размещаемой поверх отверстия в банкноте или ином защищенном от подделки документе. Различные дифракционные структуры 106 и 206 могут, например, воспроизводить в виде спереди и сзади изображения головы, здания или иного объекта, изображение которого в зависимости от обращенной к человеку стороны документа можно увидеть соответственно спереди или сзади.
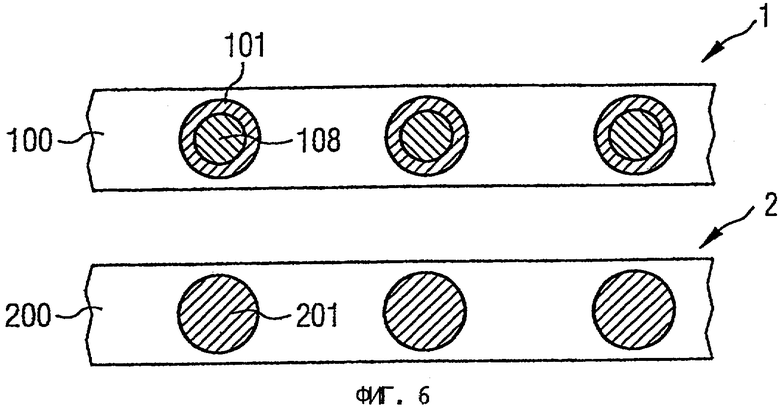
На фиг.6 показан следующий вариант выполнения слоистого материала, в котором при дублировании пленок важное значение также придается обеспечению точной приводки в продольном и в поперечном направлениях слоистого пленочного материала. В этом варианте первая пленочная подложка 100 по всей ее поверхности снабжена металлическим слоем 101, нанесенным на нее в виде сплошных кругов. Поверх каждого их этих кругов, образованных металлическим слоем, с точной приводкой относительно них печатанием нанесен слой 108, который также имеет форму отдельных кругов, но обладает магнитными свойствами. На вторую же пленочную подложку 200 нанесен только металлический слой 201 в виде отдельных кругов. При дублировании обеих пленочных подложек с точным соблюдением приводки образованные магнитным слоем 108 круги оказываются скрыты в готовом слоистом пленочном материале между обоими металлическими слоями 101, 201.
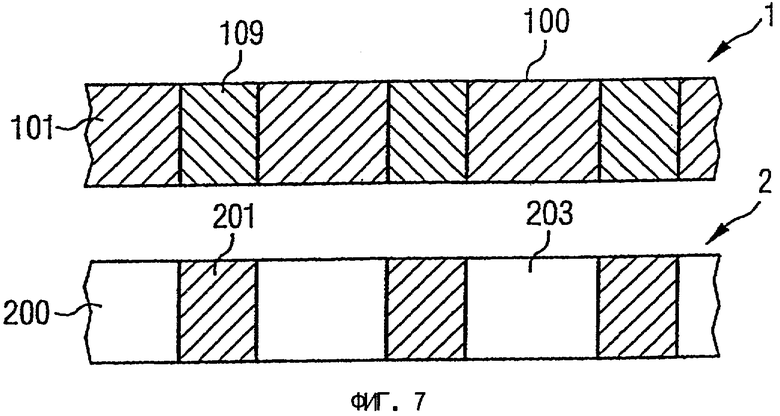
В показанном на фиг.7 варианте важное значение придается обеспечению при дублировании точной приводки в продольном направлении пленок. В этом варианте первая пленочная подложка 100 покрыта сплошным металлическим слоем 101 с напечатанными на нем через определенные интервалы штрихами 109 из магнитного материала. На вторую пленочную подложку 200 нанесен металлический слой 201 в виде расположенных друг от друга через такие же интервалы поперечных полос. В промежутках 203 между ними пленка 2 остается прозрачной. При дублировании обеих пленок 1, 2 с обеспечением точной приводки в их продольном направлении штрихи 109 из магнитного материала оказываются скрыты с обеих сторон готового слоистого материала между металлическими слоями 101 и 201.
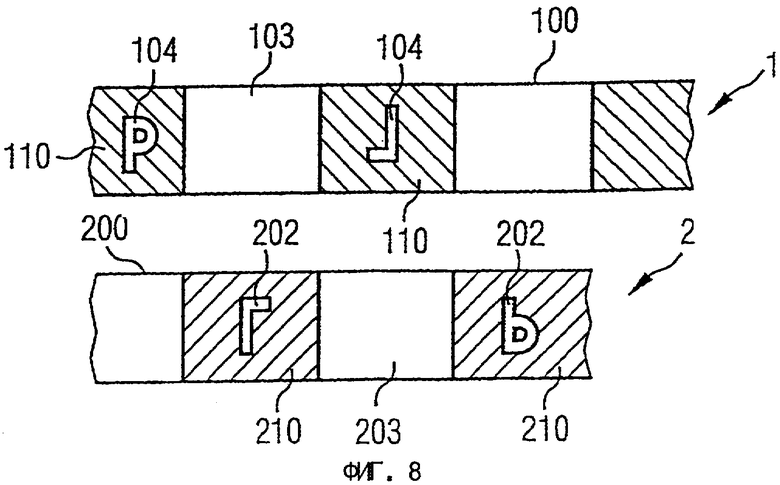
На фиг.8 показан еще один вариант выполнения слоистого материала. В этом варианте на первую пленочную подложку 100 на отдельных ее участках нанесено первое покрытие 110 первого цвета, например из цветного металла. На участках 103 между цветными покрытиями 110 пленочная подложка 100 не имеет покрытия и тем самым остается прозрачной. На вторую пленочную подложку 200, в свою очередь, на отдельных ее участках нанесено цветное покрытие 210, цвет которого отличается от цвета покрытия 110 на первой пленочной подложке 100. Промежутки 203 между участками с цветным покрытием на второй пленочной подложке 200 также остаются прозрачными. Прозрачные участки 103, 203 по своему размеру и относительному положению соответствуют участкам 110, соответственно 210 с цветным покрытием на соответственно другой пленочной подложке. При дублировании обеих пленок 1, 2 получают слоистый пленочный материал, который в целом является непрозрачным и характеризуется наличием равноотстоящих (эквидистантных) участков различного цвета.
В показанном на фиг.8 варианте в каждом из цветных покрытий 110, 210 дополнительно имеются вырезы 104, соответственно 202, которые в готовом пленочном слоистом материале образуют в их сочетании выворотную надпись "PL". Такая выворотная надпись попеременно чередуется в виде читаемой слева направо надписи и зеркально перевернутой надписи, благодаря чему ее можно прочесть с любой стороны слоистого материала вне зависимости от того, какая из них обращена к человеку.
Многослойный защитный элемент изготавливают с двумя точно расположенными друг относительно друга защитными признаками, которые присутствуют на двух отдельных пленочных подложках (100, 200), которые дублированием соединяют между собой с обеспечением в готовом слоистом материале точной приводки защитных признаков друг относительно друга. Для обеспечения точной приводки защитных признаков каждая пленочная подложка имеет приводочные метки, на основе которых при соединении между собой пленочных подложек управляют их относительным положением. Такое управление заключается в растяжении той из пленочных подложек, присутствующие на которой защитные признаки запаздывают относительно защитных признаков, присутствующих соответственно на другой пленочной подложке. Обеспечивается простота изготовления защитного элемента, который выглядит одинаково с любой из его сторон. 6 н. и 10 з.п. ф-лы, 8 ил.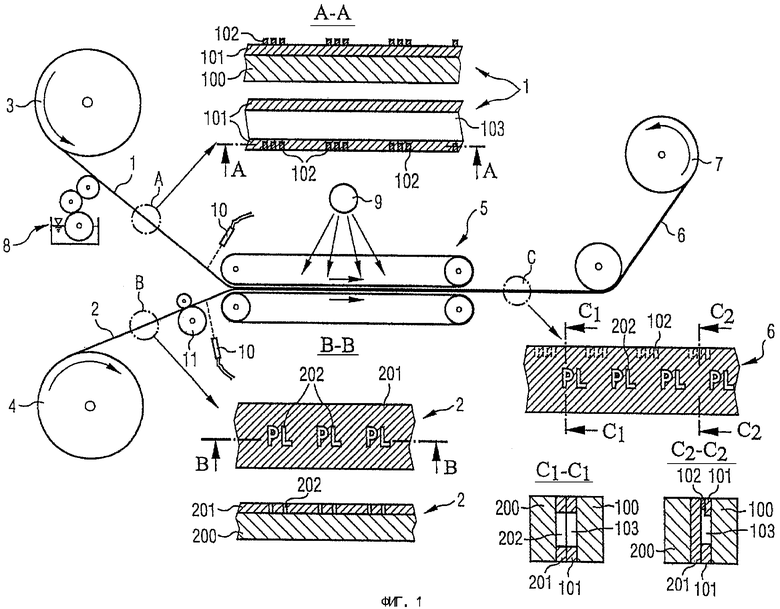
| US 3601913 A1, 31.08.1971 | |||
| СРЕДСТВО ДЛЯ ИНТРАОПЕРАЦИОННОЙ И ВРЕМЕННОЙ ПОСЛЕОПЕРАЦИОННОЙ ТАМПОНАДЫ СЕТЧАТКИ | 1997 |
|
RU2154483C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ ОБРАБОТКИ БЮЛЛЕТЕНЕЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СКАНЕР ИЗБИРАТЕЛЬНЫХ БЮЛЛЕТЕНЕЙ | 1999 |
|
RU2172981C2 |
| 0 |
|
SU400902A1 | |
| US 5509691 A1, 23.04.1996 | |||
| WO 9904983 A1, 04.02.1999. | |||

