Изобретение относится к зубной щетке согласно ограничительной части п.1 формулы и к способу изготовления также зубной щетки с признаками п.12 формулы. Изобретение относится также к головке для зубной щетки со сменной головкой по п.11 формулы.
Изготовление зубных щеток способом AFT (Anker Free Tufting) имеет большие преимущества по сравнению с традиционным снабжением щетиной, при котором согнутые вокруг анкеров или скобок отдельные щетинки набивают в головку щетки. Поскольку форма пучков щетины не задана величиной соответствующих крепежных средств, с помощью способа AFT можно реализовать почти любые расположения щетины. В способе AFT используют колодку с множеством отверстий, через которые пропускают пучки отдельных щетинок. Нижние концы расплавляют затем для прочного соединения с колодкой. Способ AFT описан, например, в ЕР-А 0972464, ЕР-А 0405204 или ЕР-А 0567672. Снабженную щетиной колодку соединяют затем с головкой зубной щетки. Предпочтительной является ультразвуковая сварка, описанная, например, в DE-U 20006311.
Способ AFT простым образом обеспечивает изготовление различных профилей щетины за счет придания нужной формы профиля с помощью шаблона пропущенным через отверстия отдельным пучкам щетины перед расплавлением. Свойства зубной щетки или ее щетинного поля, такие как жесткость, износ, эффективность очистки, определяются, однако, не только выбором материала и формой профиля, но и длиной и углом расположения щетинок. До сих пор для дальнейшей оптимизации чистящих свойств было невозможно независимо друг от друга варьировать эти параметры, в частности длину щетинок и форму профиля.
В WO 94/22346 раскрыта зубная щетка с изломом несущей щетину головки, однако не описан способ ее изготовления. Традиционное снабжение щетиной такой щетки является сложным делом, поскольку отличия по высоте в головке можно компенсировать только за счет уравновешивающих движений набивного инструмента.
В основе изобретения лежит поэтому задача создания зубной щетки, которая при простом изготовлении обеспечивала бы в значительной степени свободный выбор параметров щетинного поля для улучшения производительности чистки. Кроме того, должен быть создан соответствующий способ изготовления.
Эта задача решается посредством зубной щетки с признаками п.1 формулы и способа изготовления такой зубной щетки с признаками п.12 формулы. Предпочтительные варианты изобретения приведены в зависимых пунктах, описании и на чертежах.
Изобретение исходит из изготовленной способом AFT зубной щетки. Она содержит головку и, по меньшей мере, одну соединенную с ней колодку с множеством отверстий, через которые пропущены пучки щетинок и для закрепления на колодке расплавлены на своих нижних концах. Поверхность или поверхности, по меньшей мере, одной колодки образуют переднюю поверхность готовой головки. Передняя поверхность - это та поверхность, на которой лежат нижние точки щетинок и возможных других чистящих элементов. Согласно изобретению эта передняя поверхность имеет отличающуюся от плоскости пространственную форму и/или способна принимать ее при надлежащем пользовании. За счет подходящего выбора топографии, т.е. отличающейся от плоскости пространственной формы передней поверхности в состоянии покоя и/или под нагрузкой, можно изготовить множество щетинных полей. В частности, можно легко варьировать длину щетинок и угол расположения относительно плоскости собственно головки.
Зубные щетки с такой статичной и/или динамичной топографией можно реализовать согласно изобретению различным образом.
Первой возможностью является использование гибкой колодки, состоящей, например, из тонкого твердого материала или, по меньшей мере, частично из мягкого материала, что обеспечивает упругость формы или материала. Эта колодка перед монтажом в головке является предпочтительно плоской, так что она может быть снабжена щетиной простым образом. За счет используемого для расплавления концов щетинок горячего пуансона можно придать твердому материалу нужную поверхностную форму, которая дополнительно может быть фиксирована расплавом щетинок. В качестве альтернативы топография возникает у частично мягкоэластичной колодки только при вставке в головку или при пользовании, причем может иметь место также плоская в состоянии покоя форма.
У колодок с мягким компонентом щетинки, по меньшей мере на одном участке, удерживаются эластичным материалом и тем самым гибко установлены. Для достижения достаточной гибкости выбирают твердость по Шору эластичного материала, преимущественно менее 70, толщину колодки менее 4 мм, а толщину слоя расплавленного материала менее 1 мм. Преимущественно выбирают топографию, плоскую или выпуклую в поперечном и/или продольном направлении головки, чтобы в действие вступило изменение топографии.
Двухкомпонентные колодки имеют то преимущество, что твердый компонент упрощает ультразвуковую сварку и может служить в качестве анкеровки для щетины, а мягкий компонент обеспечивает нужную эластичность или деформируемость.
В качестве твердого материала рассматриваются применяемые для изготовления головки материалы, в частности полиэтилен (ПЭ), полипропилен (ПП), ПЭТ, сополимер акрилонитрила, бутадиена и стирола (АБС), сополимер стирола и акрилонитрила (САН). В качестве мягкого материала применяют предпочтительно, в частности, термоэластопласт, например ТПЭ, ТПУ, каучук, силикон. У двухкомпонентного выполнения колодки материал согласован с твердым материалом, в результате чего возникает неразъемное соединение.
Другая возможность состоит в использовании жесткой колодки, верхняя поверхность которой уже имеет нужную топографию. Нижняя поверхность может быть выполнена в соответствии с контуром верхней поверхности. В качестве альтернативы она плоская, так что колодка имеет разные толщины. Первый вариант имеет преимущества в отношении расхода материала и продолжительности охлаждения, однако AFT-пуансон должен быть приспособлен к форме обратной стороны. Во втором варианте можно использовать обычный нагревательный пуансон с плоской передней стороной.
Еще одна возможность состоит в использовании нескольких колодок, которые в этом случае также могут иметь плоскую поверхность. Нужную топографию задают за счет формы головки и/или колодок, в частности за счет положения и ориентации участков, подготовленных для размещения колодок. Согласно изобретению колодки вставляют на разной высоте и/или с разной ориентацией. Предпочтительно из нескольких элементов можно по типу конструктора реализовать различные щетинные поля без необходимости изготовления новых колодок. Колодки могут на AFT-станке снабжаться щетиной параллельно, т.е. за одну операцию, как цельное щетинное поле. Дополнительно между колодками могут быть устроены зоны с мягкоэластичными компонентами, например гибкие зоны или чистящие элементы.
Предпочтительно колодку или колодки соединяют с головкой посредством ультразвуковой сварки. Для безупречной сварки этих деталей поверхность для сварки лежит преимущественно в одной плоскости. Нужную топографию образуют поэтому предпочтительно лишь в пределах образованного поверхностью для сварки участка. Например, в краевой зоне нижней поверхности образован огибающий свариваемый край, взаимодействующий с соответствующей ответной поверхностью головки. Если это невозможно, например, поскольку колодка имеет ступеньки или прочие выступы топографии, то от них можно целенаправленно отказаться от сварки. Предпочтительно, однако, используют, по меньшей мере, 25% теоретически возможной поверхности для сварки на периферии головки.
Предпочтительно для колодки или ее твердого компонента и для головки применяют одинаковый материал. Обе детали собирают предпочтительно в значительной степени без уступов, т.е. в пределах производственных допусков без кромок или канавок. Правда, на практике часто нельзя исключить образования на граничной поверхности углубления, в котором могут скапливаться отложения. Для того чтобы они не бросались в глаза потребителю, головка и колодка имеют особенно предпочтительно разные цвета.
В одном усовершенствовании изобретения материал колодки имеет добавки, такие как вкусовые вещества и отдушки, температурные индикаторы, антибактериальные вещества. Подобные добавки дороги и используются поэтому предпочтительно не во всей головке, включая ручку, а за счет вставки колодки только в фактической целевой зоне, т.е. при надлежащем пользовании во рту.
Примеры изобретения изображены на чертежах и описаны ниже. На чертежах представляют:
- фиг.1а-с: зубную щетку согласно изобретению с жесткой изогнутой колодкой;
- фиг.2а, b: зубную щетку с эластичной изогнутой колодкой;
- фиг.3а, b: зубную щетку с колодкой с волнистой поверхностью;
- фиг.4а, b: зубную щетку с колодкой со ступенькой;
- фиг.5а, b: зубную щетку с двумя колодками и промежуточным выступом;
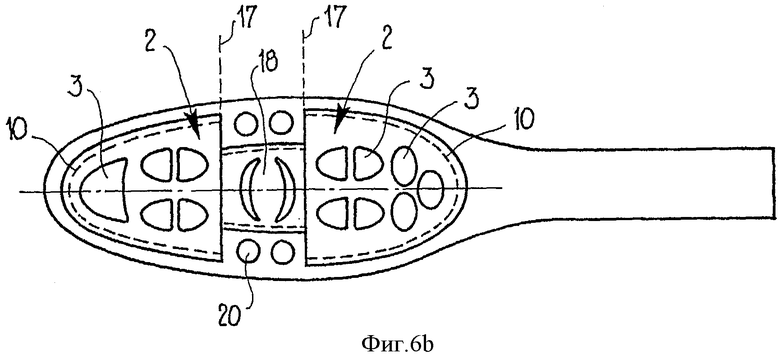
- фиг.6а, b: зубную щетку с колодкой, состоящей из трех сегментов;
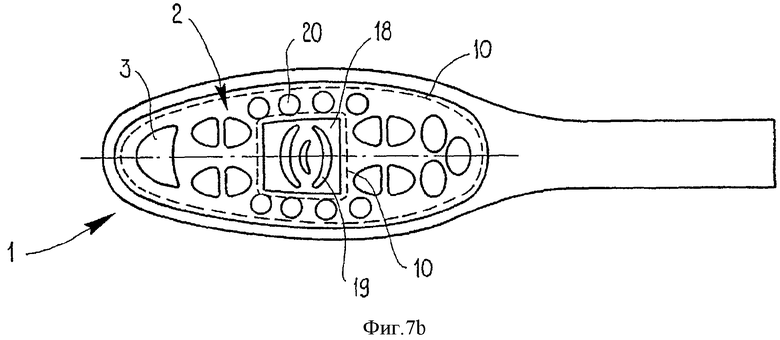
- фиг.7а, b: зубную щетку с платформообразным возвышением;
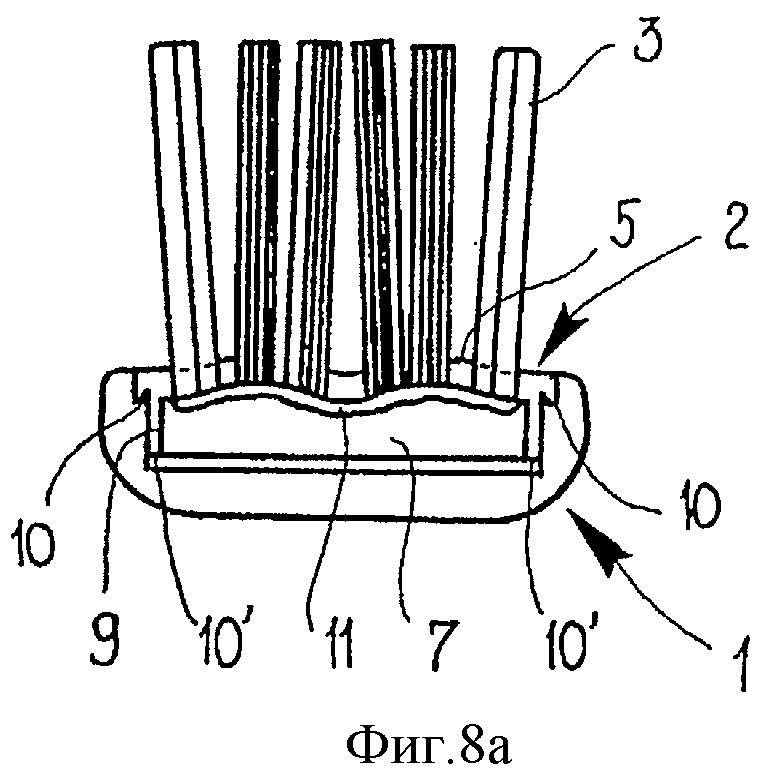
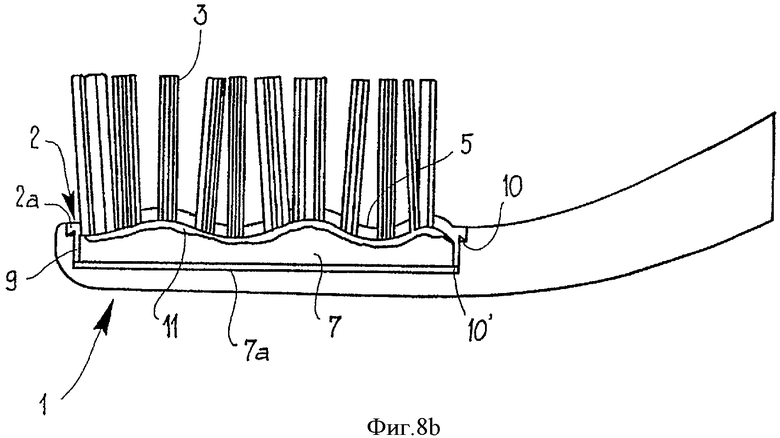
- фиг.8а, b: зубную щетку с волнистой поверхностью;
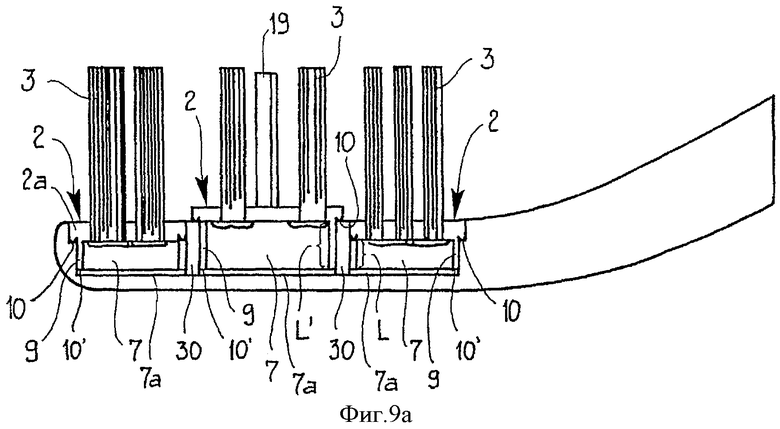
- фиг.9а, b: зубную щетку с тремя колодками;
- фиг.10: зубную щетку с ломаной колодкой;
- фиг.11: головку зубной щетки с тремя колодками;
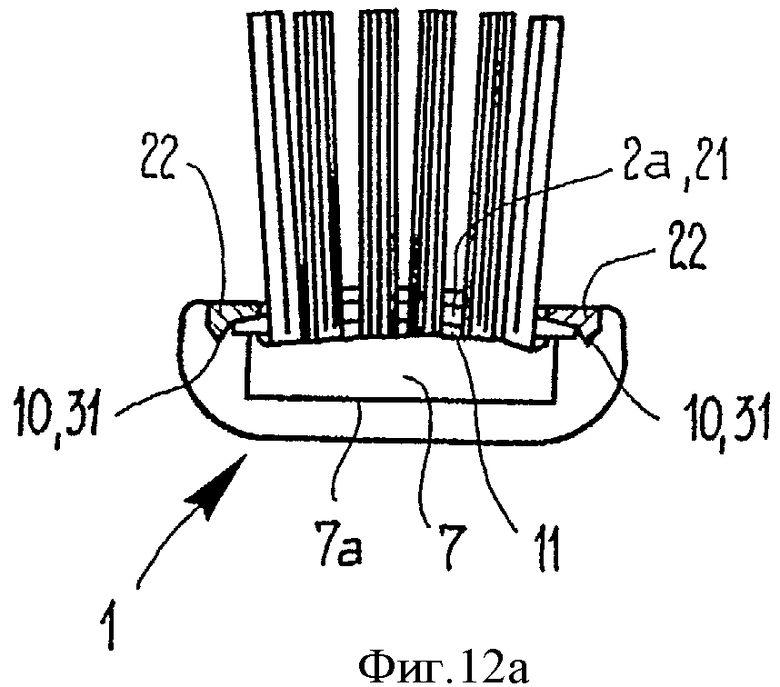
- фиг.12а, b: зубную щетку с колодкой с мягким и твердым компонентами;
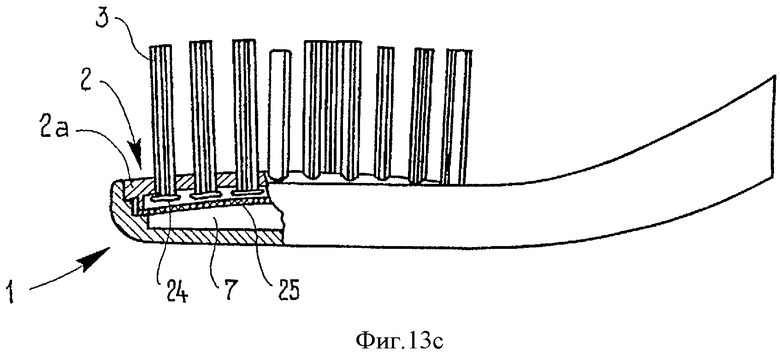
- фиг.13а-с, 14: зубные щетки с изогнутой колодкой и подвижной относительно нее щетиной;
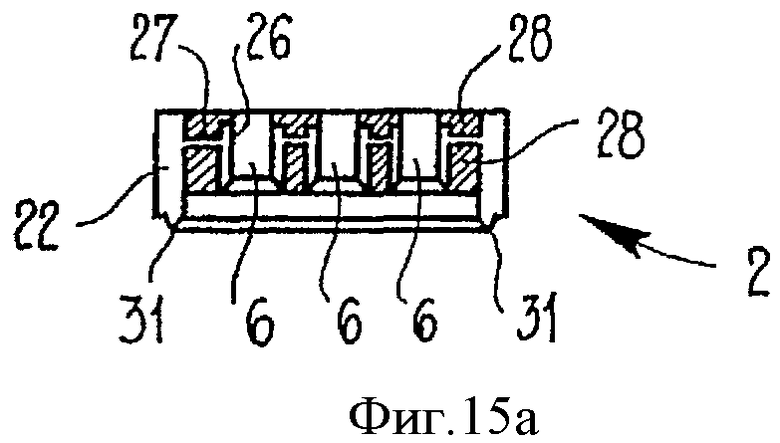
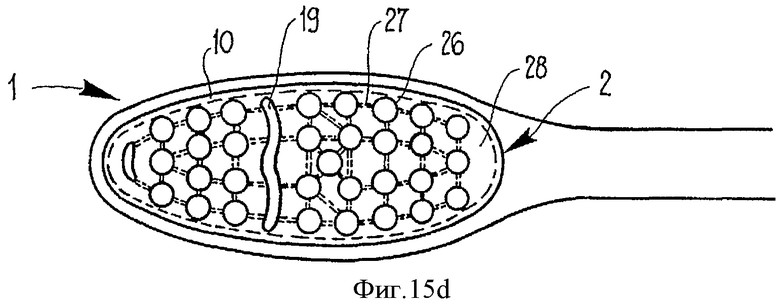
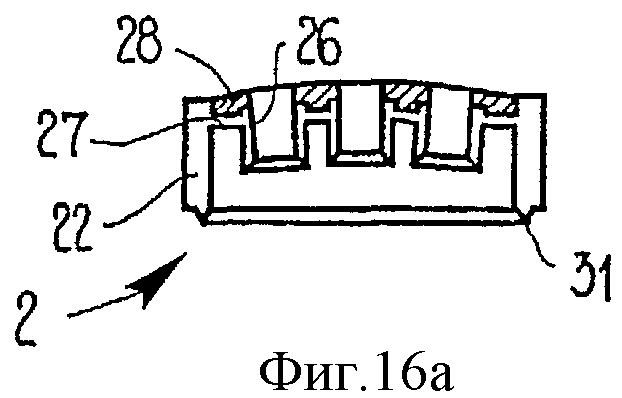
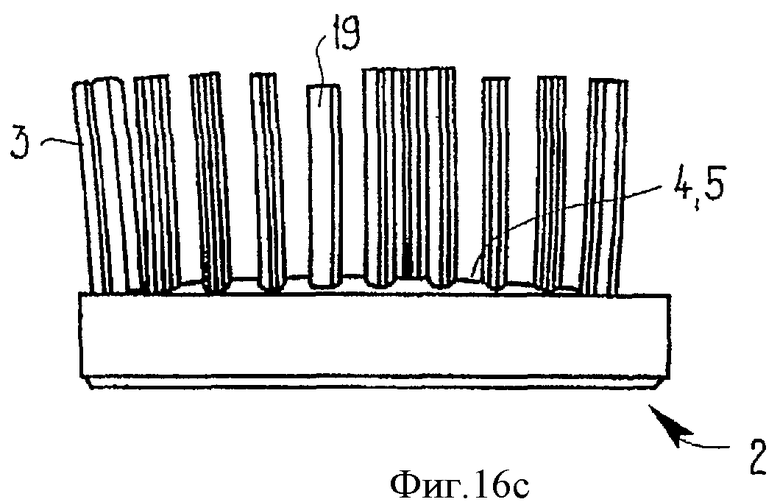
- фиг.15a-d, 16a-c: зубные щетки с колодкой с твердым компонентом в виде решетки;
- фиг.17: зубную щетку с колодкой, соединенной с ней только в отдельных точках.
Все изображенные на фигурах зубные щетки содержат ручку (не показана), головку 1 и, по меньшей мере, одну соединенную или соединяемую с ней колодку 2, набитую пучками 3 щетины способом AFT. Передняя поверхность 5 готовой головки, в значительной степени совпадающая в случаях только одной колодки 2 (фиг.1-4, 6-8, 10, 12-16) с ее верхней поверхностью 4, имеет согласно изобретению в состоянии покоя и/или при пользовании отличающуюся от плоскости форму. Она на фиг.1 выполнена выпуклой внутрь, т.е. к головке 1, а на фиг.2, 12-14, 16 - наружу, на фиг.3, 8 - волнистой, на фиг.15 - плоской, однако податливой, а на остальных фигурах снабжена изломами или ступеньками. За счет этого и за счет соответствующего выбора длины щетины можно в продольном и поперечном направлениях по отношению к головке 1 создавать различные профили 14, 15 щетины с разной жесткостью пучков 3.
Колодка 2 имеет для размещения пучков 3 щетины множество отверстий 6, проходящих между ее верхней стороной 4 и нижней поверхностью 8. Ориентируя эти отверстия 6, можно регулировать угол расположения пучков 3 щетины. Технологически предпочтительно, однако, чтобы отверстия 6 проходили в направлении нормали к верхней поверхности 4. Для закрепления на колодке 2 нижние концы 3а пучков 3 щетины расплавляют нагревательным пуансоном 12 (фиг.1с), так что возникает щетинный покров 11. Могут быть предусмотрены дополнительные чистящие элементы 19 из мягкоэластичного материала (фиг.5а, b), которые изготовлены перед снабжением щетиной, преимущественно при изготовлении колодки 2 способом двухкомпонентного литья под давлением. Даже если сама колодка 2 состоит из мягкого и твердого материалов, для ее изготовления применяют предпочтительно способ двухкомпонентного литья под давлением.
Колодка 2 имеет, помимо собственно несущей щетину поверхности 2а, отстоящий от ее обратной стороны 8, предпочтительно огибающий край 9. Он служит, во-первых, для центрирования при вставке в соответственно подогнанные выемки 7 головки 1, а, во-вторых, для реализации поверхностей 10, 10' для ультразвуковой сварки. Кроме того, край 9 служит в качестве бокового ограничения для расплава 11 щетины.
У изображенной на фиг.1а,b зубной щетки колодка 2 состоит из твердого материала, выполнена в значительной степени жесткой и уже перед монтажом в головке 1 вогнутой в продольном и поперечном направлениях. Ее верхняя 4 и нижняя 8 стороны параллельны друг другу. Предпочтительно толщина материала составляет менее 5 мм, особенно предпочтительно менее 3 мм. Все щетинки имеют одинаковую длину, так что возникает вогнутый в продольном и поперечном направлениях профиль 14, 15 щетины, повторяющий контур верхней 4 или передней 5 поверхности.
Как видно на фиг.1с, пучки 3 щетины прежде всего вставляют в отверстия 6 колодки. С помощью нагревательного пуансона 12, верхняя сторона 13 которого соответствует контуру обратной стороны 8 колодки, концы 3а щетины расплавляют, в результате чего возникает щетинный покров 11. У контурированного пуансона расплав щетины предпочтительно имеет везде одинаковую толщину. Затем колодку 2 соединяют с головкой 1 ультразвуковой сваркой. Поверхность 2а выдается для этого вбок за край. Возникающий за счет этого выступ 2b при вставке в головку 1 упирается в уступ 7b выемки 7, причем поверхность касания может служить поверхностью 10 для сварки. Кроме того, нижний конец 9а края 9 вместе с дном 7а выемки 7 может служить поверхностью 10' для сварки. Для этого деталь 2b и/или 9а может иметь острый край 31 (фиг.1с, 15а, 16а), который в процессе сварки служит концентратором энергии и резервуаром для разжижаемого материала.
У примера на фиг.2а, b колодка 2 или ее несущая щетину поверхность 2а состоит в значительной степени из тонкого твердого материала. В не снабженном щетиной состоянии она плоская и таким образом может быть легко снабжена щетиной. При снабжении щетиной ее посредством нагревательного пуансона приводят в выпуклую форму и вставляют в выемку 7, в результате чего она выгибается наружу в поперечном направлении, а пучки 3 щетины веерообразно раскрываются по отношению друг к другу. Возникают плоский 14 в продольном направлении и выпуклый 15 в поперечном направлении профили щетины. Испытания показали, что расплав 11 щетины без разрушений приспосабливается к новой топографии. Колодку 2 соединяют затем с головкой 1. Во избежание несовместимости материалов при ультразвуковой сварке край 9 состоит предпочтительно из твердого компонента.
В качестве альтернативы колодка 2 может состоять также из мягкоэластичного или тонкого твердого материала, который достаточно гибок для того, чтобы после снабжения щетиной в плоском состоянии колодку можно было вставить в головку с натяжением и образованием выпуклости. Предпочтительно толщина твердого материала составляет максимум 3 мм. Деформируемая часть колодки приобретает за счет деформации натяг, так что имеющуюся при пользовании гибкость этого участка можно существенно задавать за счет изготовления щетки.
На фиг.3а в продольном разрезе изображена зубная щетка с жесткой колодкой 2, верхняя поверхность 4 которой выполнена волнистой, а нижняя поверхность 8 - плоской. Толщина несущей щетину поверхности 2а составляет предпочтительно 3-10 мм. Хотя все пучки 3 щетины имеют сами по себе одинаковую основную длину, их свободная длина от нижней точки 3с на верхней поверхности 4 до переднего конца 3b разная из-за высоты профиля поверхности 2а, так что могут быть реализованы разные упругие свойства щетины. Угол отверстий 6 и тем самым угол расположения щетины можно также варьировать. С такой колодкой можно поэтому легко изготавливать колодки с разной свободной длиной щетины и с разными формами профиля, причем можно использовать традиционный плоский AFT-пуансон.
На фиг.3b в сечении изображен видоизмененный пример из фиг.3а, у которого контур нижней стороны 8 соответствует контуру верхней стороны 4. Преимуществами являются экономия материала и более короткие циклы при изготовлении колодок 2 вследствие более быстрого охлаждения. Правда, необходимо использовать соответствующий нижней стороне 8 нагревательный пуансон.
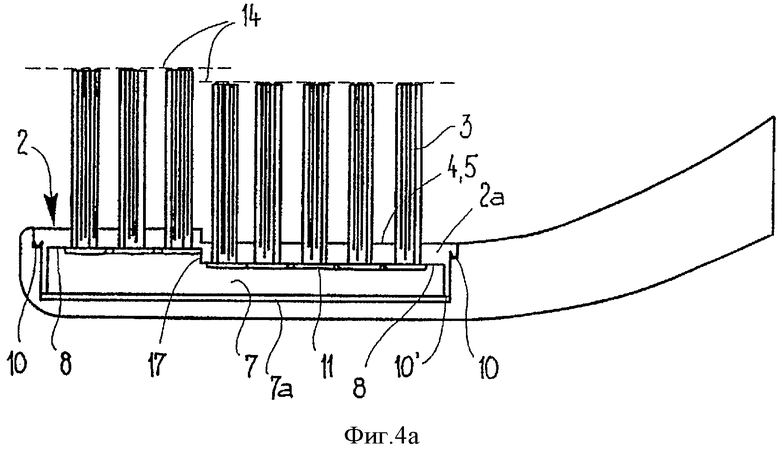
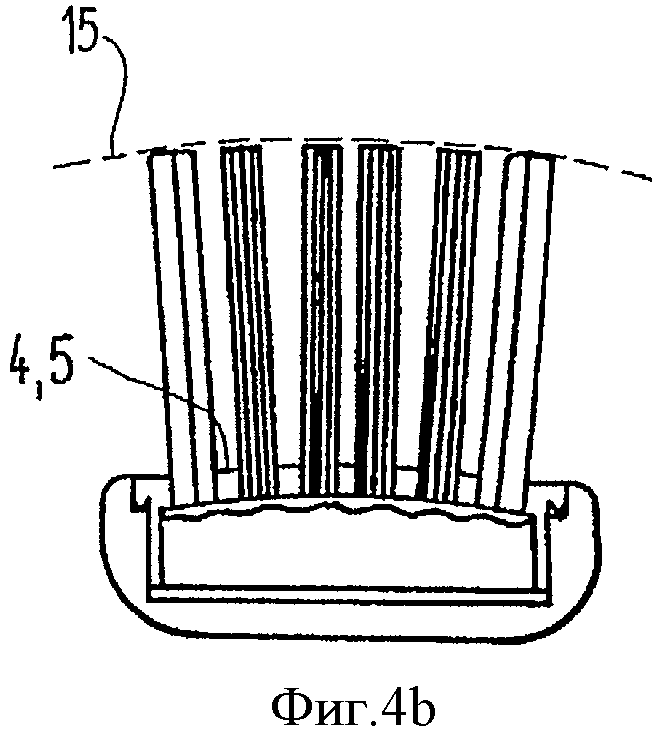
Изображенная на фиг.4а, b зубная щетка содержит колодку 2, несущая щетину поверхность 2а которой имеет на верхней 4 и нижней 8 сторонах ступеньку 17. Профиль 14 щетины в продольном направлении повторяет контур верхней 4 или передней 5 поверхности. В качестве поверхностей для сварки также рассматривается уже описанная в связи с фиг.1 поверхность 10 под поверхностью 2а или поверхность 10' на дне выемки 7. Последняя предпочтительнее, поскольку благодаря плоскому дну 7а можно образовать сплошную поверхность 10'. У поверхности 10 на выступе 17 топографии возникает непровар. Профиль концов щетины и передней поверхности 5 в поперечном направлении выпуклый наружу (фиг.4b) и соответствует в разрезе фиг.2b.
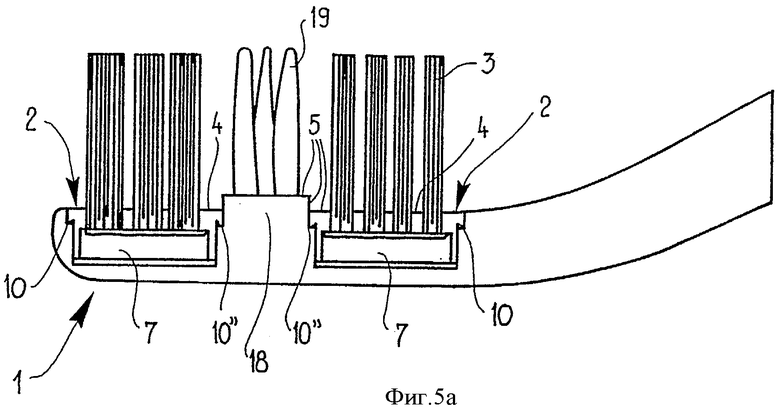
На фиг.5а, b изображена зубная щетка с двумя колодками 2, которые сбоку от возвышенного участка 18 расположены в центре головки 1 в двух выемках 7. Возникает двухуровневая передняя поверхность 5. Закрепление колодок 2 происходит, как описано выше, посредством ультразвуковой сварки вдоль поверхности 10 на краю колодок 2, лежащей при виде сверху (фиг.5b) вне щетинного поля. Могут быть сварены также только поверхности на периферии головки 1, тогда как примыкающие к возвышенному участку 18 поверхности 10" остаются несваренными. За счет сварки, по меньшей мере, 25% возможных поверхностей касания достигается достаточная посадка. За счет несваренных поверхностей 10" щетке можно придать гибкость, в частности, в том случае, если возвышенный участок 18 состоит из эластичного материала, так что головка щетки является при пользовании частично упруго-податливой.
На возвышенном участке 18 расположены мягкоэластичные чистящие элементы 19. Вне возвышенного участка 18 находятся дополнительные, в частности также мягкоэластичные, чистящие элементы 20. Головка 1 изготовлена с этими элементами и, при необходимости, с эластичной зоной способом двухкомпонентного литья под давлением. Возвышенный участок 18 может быть реализован также посредством дополнительной колодки, которая, как в примере на фиг.9а, b, точно вставлена с обеими другими колодками 2 в общую выемку 7.
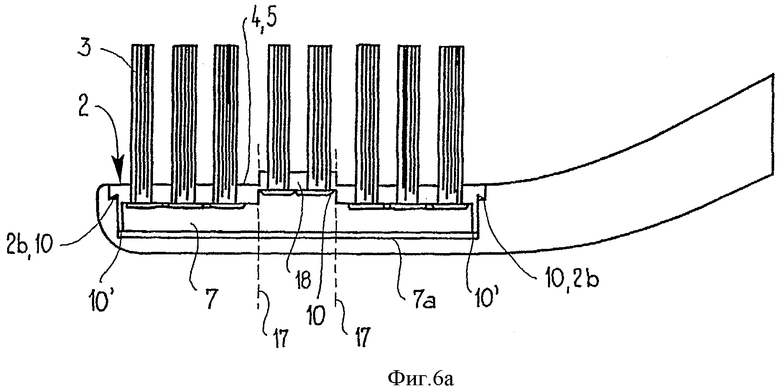
На фиг.6а, b изображена аналогичная зубная щетка, у которой центральный возвышенный участок 18 реализован, однако, за счет единственной колодки 2 ступенчатого профиля по высоте. Она выполнена на центральном участке 18 уже, а форма выемки 7 соответствует этому. Сварку осуществляют под краем 2b колодки 2 и в краевых зонах возвышенного участка 18, так что поверхность 10 для сварки проходит в двух уровнях. На выступах 17 сварку не осуществляют. В качестве альтернативы на дне 7а выемки 7 сварку осуществляют вдоль поверхности 10'.
На фиг.7а, b изображена другая зубная щетка с центральным возвышенным участком 18. Колодка 2 имеет центральное отверстие, так что ее можно надеть на возвышенный участок 18. Колодку 2 сваривают вдоль отверстия и ее внешнего края с головкой 1, в результате чего достигается дополнительная жесткость. На колодке 2 находятся пучки 3 щетины и мякоэластичные элементы 20.
Колодка 2 изображенной на фиг.8а, b зубной щетки выполнена волнистой в продольном и поперечном направлениях, благодаря чему возникает соответственно структурированная передняя поверхность 5. Несущая щетину поверхность 2а искривлена также на краю, так что поверхность касания и поверхность 10 для сварки также искривлены. В качестве альтернативы сварку можно осуществлять в одной плоскости на дне 7а (поверхность 10').
На фиг.9а, b изображена двухуровневая зубная щетка, реализованная за счет трех отдельных колодок 2, края 9 которых имеют разную длину L,L'. Их вставляют в три разделенные перемычками 30 выемки 7 или одну общую выемку (не показана) и сваривают на их дне 7а (поверхность 10'). В качестве альтернативы сварку можно осуществлять также под соответствующими несущими щетину поверхностями 2а на поверхности 10 в двух уровнях. Средняя колодка 2 включает в себя как традиционную щетину, так и мягкоэластичный чистящий элемент 19.
На фиг.10 изображена зубная щетка с ломаной колодкой 2. Форма головки 1 или выемки 7 выбрана, как в остальных примерах, так что край несущей щетину поверхности 2а расположен заподлицо с головкой, т.е. верхняя сторона 1а головки 1 также имеет в данном случае ломаный контур. В данном случае имеются два анкеровочных участка с краями 9 и также с двумя соответствующими выемками 7. В качестве альтернативы ломаная передняя поверхность 5 может быть реализована также двумя отдельными колодками, граничащими между собой на изломе 29, причем в головке 1 дополнительно может быть предусмотрена гибкая в области излома 29 зона.
На фиг.11 изображена головка 1 зубной щетки с тремя колодками 2. Для их размещения имеются три выемки 7, причем между отдельными выемками расположены поперечные перемычки 30, в частности, из мягкоэластичного материала. Сварку осуществляют только на периферии головки 1 вдоль линии 10. Передняя поверхность может быть выполнена, например, как на фиг.9.
На фиг.12а, b изображена зубная щетка с колодкой с мягким и твердым компонентами. Собственно несущая щетину поверхность 2а колодки 2 выполнена из упруго деформируемого мягкого материала 21. Щетина, таким образом, упруго подвешена или заанкерена. Подушкообразная часть 21 под нагрузкой подается, что оказывает особенно щадящее действие на зубы. Для облегчения соединения с головкой 1 колодка 2 содержит на своей периферии огибающую рамку 22 предпочтительно из того же материала, что и головка. Выпуклость возникает при изготовлении колодки 2. Нижняя сторона рамки 22 покоится на соответствующих уступах 7b выемки 7 в головке 1, причем поверхность касания образует поверхность 10 сварки. Полость между нижней стороной 8 колодки 2 и дном 7а выемки 7 обеспечивает при пользовании определенное отклонение эластичной части 21, а при определенных условиях даже возврат из выпуклого состояния в вогнутое.
На фиг.13а-с и 14 изображена колодка и головка зубной щетки, у которой нижние концы 3а пучков 3 щетины непрочно сплавлены с несущей щетину поверхностью 2а, а пучки 3 щетины посажены в отверстиях 6 с возможностью перемещения. Это достигается за счет выбора подходящего материала, например полипропилена, для колодки и полиамида для отдельных щетинок. Кроме того, нижние концы За расплавлены не в единое щетинное покрытие, а с помощью имеющего выступы 23 нагревательного пуансона 12 в отделенные друг от друга перемычки 24 из расплава щетины. Для пружинящей посадки пучков 3 щетины в головке расположена упругая мембрана 25. В случае фиг.13с она расположена внутри выемки 7 и ее вкладывают перед размещением колодки 2. В случае фиг.14 она образует наружную поверхность головки. При изготовлении головки ее приливают. Мембрана давит вверх на расплавленные в виде пуансона нижние концы 3а щетинок, в результате чего несущая щетину поверхность 2а выгибается в подушку.
На фиг.15a-d и 16а-с изображены зубные щетки с двухкомпонентной колодкой 2. Последняя включает в себя твердый компонент в виде решетки, образованной здесь гильзами 26 с отверстиями 6 для размещения пучков щетины и соединяющими их перемычками 27, кроме того, имеется рамка 22 из твердого компонента, обращенная при пользовании к дну, кромка 31 которой выполнена острой и служит поверхностью 10 для сварки. Участок между гильзами 26 заполняют эластичным мягким материалом 28. В примере на фиг.15 материал 28 приливают над и под перемычками. Возникает плоская эластичная структура, т.е. зубная щетка с плоской деформирующейся при пользовании передней поверхностью 5. В примере на фиг.16 материал 28 приливают только над перемычками. На форму верхней поверхности 4 влияет форма литьевого инструмента. В случае фиг.16 ее выбирают так, чтобы возникла податливая при пользовании подушка. На фиг.15d изображена головка 1 с вставленной колодкой 1, причем перемычки 27, соединенные с гильзами 26 и закрытые мягким материалом 28, обозначены только в пояснительных целях.
На фиг.17а, b изображен вид сбоку в продольном и поперечном направлениях зубной щетки, у которой колодка 2 сварена с головкой 1 только на четырех участках 10. За счет этой четырехточечной подвески колодка особенно податлива. Головка имеет для этого боковые выемки 30, доступные через полость 32 под колодкой. Колодка здесь заметно, т.е. более чем на 0,5 мм, отстоит от головки. Отложения между головкой щетки и колодкой могут таким образом хорошо вымываться. Колодка состоит главным образом из резиноэластичного материала или тонкого слоя, например менее 1 мм, из твердого компонента с возможностью гибкого отклонения относительно поверхностей 10 для сварки. Преимущественно колодка снабжена боковым краем в 2 мм и более (не показан), чтобы эстетически некрасивый расплав щетины не был виден потребителю.
Все описанные выше варианты могут быть реализованы также в виде сменных головок без постоянной сварки колодки с ручкой зубной щетки. Гибкая колодка может выполнять также сенсорные функции, например для контроля усилия прижима.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБНАЯ ЩЕТКА (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОЙ ЩЕТКИ (ВАРИАНТЫ) | 2008 |
|
RU2502454C2 |
| ЗУБНАЯ ЩЕТКА СО СТРУКТУРИРОВАННЫМ ЩЕТОЧНЫМ ПОЛЕМ | 2011 |
|
RU2576012C2 |
| ЗУБНАЯ ЩЕТКА И СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОЙ ЩЕТКИ | 2002 |
|
RU2332146C2 |
| ГОЛОВКА ЭЛЕКТРИЧЕСКОЙ ЗУБНОЙ ЩЕТКИ, ЭЛЕКТРИЧЕСКАЯ ЗУБНАЯ ЩЕТКА, СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ | 2003 |
|
RU2316288C2 |
| ЗУБНАЯ ЩЕТКА И СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОЙ ЩЕТКИ | 2007 |
|
RU2427302C2 |
| ЗУБНАЯ ЩЕТКА | 2004 |
|
RU2362509C2 |
| ГОЛОВКА ЗУБНОЙ ЩЕТКИ | 2004 |
|
RU2359593C2 |
| ЗУБНЫЕ ЩЕТКИ | 2004 |
|
RU2359595C2 |
| ЗУБНАЯ ЩЕТКА С УЛУЧШЕННЫМ ЧИСТЯЩИМ ДЕЙСТВИЕМ | 2004 |
|
RU2364306C2 |
| Зубная щетка | 1989 |
|
SU1837828A3 |





















Изобретение относится к зубной щетке. Зубная щетка содержит рукоятку, головку и соединенную с ней, по меньшей мере, одну колодку. Колодка содержит верхнюю и нижнюю поверхности и множество отверстий, расположенных между этими поверхностями. Пучки волокон щетины пропущены через отверстия, а нижние концы волокон расплавлены для образования щетинного покрытия, покрывающего, по меньшей мере частично, нижнюю поверхность. Нижняя поверхность колодки расположена на расстоянии от головки и между колодкой и головкой образована полость. Колодка выполнена из твердого и мягкого пластиковых материалов с возможностью частичного упругого деформирования относительно головки для принятия отличающейся от плоскости пространственной формы при использовании по назначению. Предусмотрено три варианта выполнения зубной щетки, в первом из которых колодка соединена с головкой на отдельных участках, во втором головка имеет боковые выемки для доступа в полость под колодкой и в третьем в головке имеются, по меньшей мере, две колодки, а также способ изготовления зубной щетки. Изобретение обеспечивает высокое качество и производительность чистки зубов. 5 н. и 24 з.п. ф-лы, 17 ил.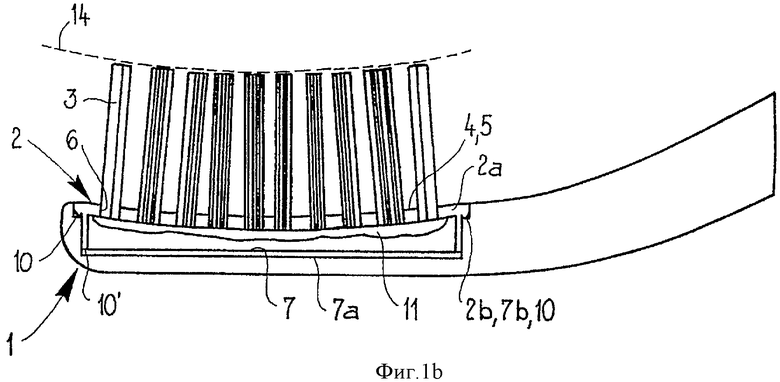
| Медный физический проявитель | 1981 |
|
SU972464A1 |
| Способ защиты объектов от подделки путем нанесения защитной метки | 2018 |
|
RU2706825C2 |
| US 5483722 А, 16.01.1966 | |||
| US 5651158 А, 29.07.1997 | |||
| US 5524312 А, 11.06.1996 | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| US 4211217 А, 08.07.1980 | |||
| Зубная щетка | 1989 |
|
SU1708283A1 |

