ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к неразъемному компоновочному блоку колпачка для аккумулятора и вторичной аккумуляторной батарее, содержащей его, а более конкретно к неразъемному компоновочному блоку колпачка, который содержит верхний колпачок, установленный в качестве опорной пластины в отверстии верхнего конца корпуса аккумулятора, и компоновочный субблок колпачка, включающий в себя модуль защитной схемы и т.п., неразъемным образом установленный на верхний колпачок, способу изготовления вторичного аккумулятора, содержащего его, и вторичной аккумуляторной батарее, изготовленной посредством этого способа.
УРОВЕНЬ ТЕХНИКИ
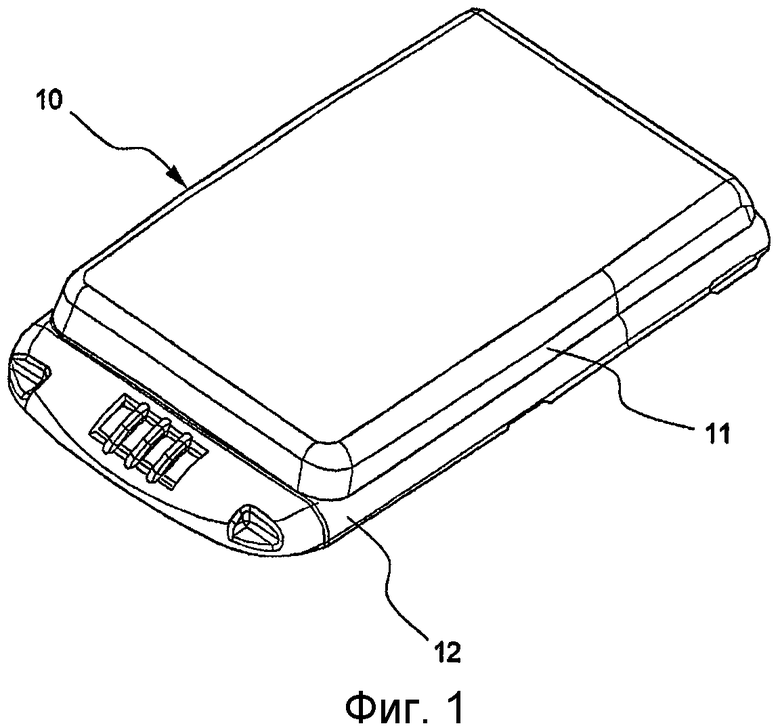
Перезаряжаемые вторичные аккумуляторные батареи, в общем, классифицируются на аккумуляторы с жесткими колпачками и внутренние аккумуляторы. Фиг. 1 иллюстрирует репрезентативный пример аккумулятора с жестким колпачком. Ссылаясь на фиг. 1, аккумулятор 10 с жестким колпачком предусмотрен как съемная часть устройства 12 и, таким образом, имеем преимущество удобства установки аккумулятора в устройство 12. Тем не менее, поскольку аккумулятор 10 с жестким колпачком требует корпуса (кожуха) 11, который предназначен для того, чтобы размещать тело аккумулятора заключенным в себе, и разработан, чтобы иметь форму согласно типу ассоциативно связанного устройства, он имеет проблемы более высокой цены и несовместимости.
С другой стороны, поскольку внутренний аккумулятор используется во встроенном в устройство состоянии и покрыт корпусом, составляющим часть устройства, как показано на фиг. 2, он имеет преимущество более низких цен и совместимости, несмотря на неудобство установки аккумулятора в устройство.
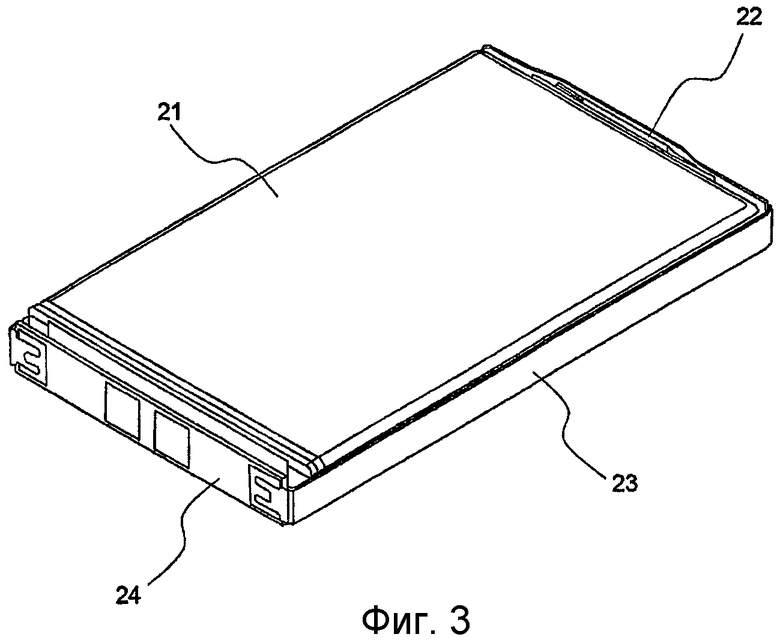
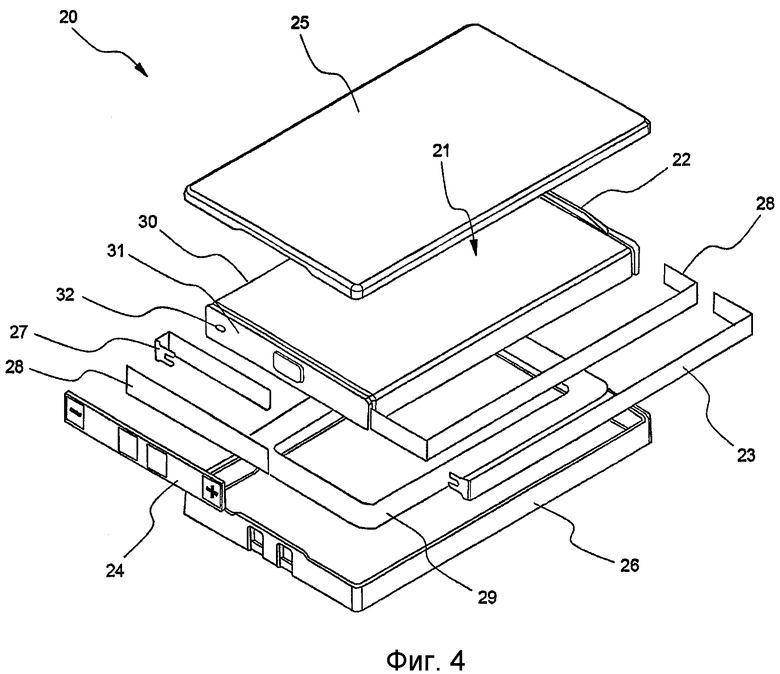
Фиг. 3 и 4 показывают подробную структуру внутреннего аккумулятора. Ссылаясь на фиг. 3 и 4, внутренний аккумулятор 20 содержит: тело 21 аккумулятора, которое оснащено, например, на одной стороне катодным выводом, а на другой стороне анодным выводом; элемент 22 защитной схемы (PTC), подключенный к одному из выводов тела 21 аккумулятора, для первичной защиты аккумулятора от перегрузки по току, чрезмерной разрядки и избыточного заряда; модуль 24 защитной схемы, подключенный к выводу, подключенному к PTC-элементу 22 посредством никелевой пластины 23 и к другому выводу тела аккумулятора посредством никелевой пластины 27, для вторичной защиты аккумулятора, при этом модуль 24 защитной схемы включает в себя внешний входной и выходной выводы, сформированные на внешней поверхности модуля 24 защитной схемы, для обеспечения возможности подключения связанного устройства (не показано) к модулю 24 защитной схемы; верхний и нижний кожухи 25 и 26, заключающие в себя тело 21 аккумулятора, PTC-элемент 22 и модуль 24 защитной схемы.
Изолирующие листы 28 размещены между боковой поверхностью тела 21 аккумулятора и никелевой пластиной 23 и между модулем 24 защитной схемы и никелевой пластиной 27 и тем самым предотвращают замыкание вследствие излишнего контакта между соответствующими никелевыми пластинами 23 и 27 и соседним телом 21 аккумулятора или модулем 24 защитной схемы.
Дополнительно, двусторонняя клейкая лента размещена между телом 21 аккумулятора и нижним кожухом 26, давая возможность телу 21 аккумулятора быть плотно прикрепленным к нижней поверхности нижнего кожуха 26. Следовательно, когда тело 21 аккумулятора установлено внутри верхнего и нижнего кожухов 25 и 26, оно может быть стабильно закреплено в кожухах 25 и 26.
Чтобы изготовить аккумулятор так, как описано выше, после того как компоновочный блок аккумулятора вставляется в корпус аккумулятора 30, колпачок 31 устанавливается на отверстии корпуса 30 и подсоединяется к нему посредством лазерной сварки вокруг области контакта между колпачком и отверстием. Электролит впрыскивается в корпус 30 посредством заливочного отверстия 32, сформированного на одной стороне колпачка 31.
Тем не менее, вторичная аккумуляторная батарея, сконструированная как описано выше, имеет некоторые проблемы.
Во-первых, существует все возрастающий спрос на более компактные и легкие аккумуляторы как результат минитюаризации и компактности устройств, и, таким образом, необходимо изготавливать кожух, соответствующий такому аккумулятору, посредством сверхточного тонкопленочного литьевого формования, что имеет технологические трудности и приводит к увеличению производственных затрат.
Во-вторых, вторичная аккумуляторная батарея требует ряда процессов для установки PTC-элемента, никелевых пластин, модуля защитной схемы, верхнего и нижнего кожухов и т.п. и трудна в сборке, тем самым вызывая высокую частоту дефектных продуктов и повышение производственных затрат.
В-третьих, поскольку верхний и нижний кожухи в основном свариваются посредством сверхзвуковой сварки, необходимо, чтобы упаковка имела заранее определенную толщину или более для сверхзвуковой сварки, что становится фактором сопротивления минитюаризации и компактности аккумулятора. Дополнительно, поскольку незначительное перемещение верхнего и нижнего кожухов возникает вследствие сверхзвуковой сварки, дефектность продуктов высока, и необходимо постоянное управление оператора.
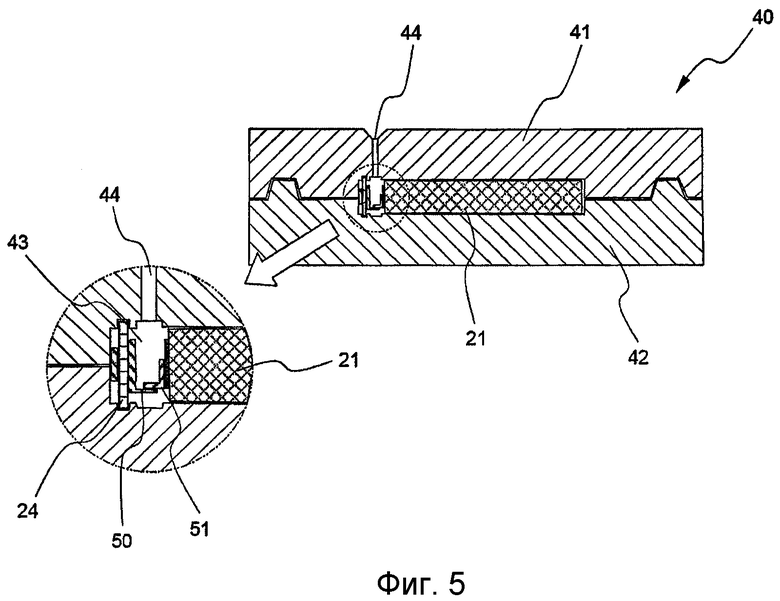
В качестве подхода к разрешению вышеописанных проблем был предложен подход, в котором ряд компонентов (т.е. компоновочный блок колпачка), устанавливаемых на верхнем конце тела аккумулятора, должны вставляться при формовании литьем вместе с телом аккумулятора. Фиг. 5-7 - это схема, иллюстрирующая такой способ вставочного литьевого формования, соответственно вид спереди и вид сбоку, иллюстрирующие вторичную аккумуляторную батарею, изготовленную посредством этого способа.
Ссылаясь на фиг. 5-7, аккумулятор 20 изготовлен таким образом, что соединительный вывод 50 на стороне модуля 24 защитной схемы подсоединен к крышке 51 на стороне тела 21 аккумулятора, модуль 24 защитной схемы и тело 21 аккумулятора 20 неразъемным образом прикреплены друг к с другу в формовочной зоне 40 пресс-формы 43, содержащей верхнюю пресс-форму 41 и нижнюю пресс-форму 42 посредством расплавленной смолы (не показана), залитой под давлением через литьевой канал 44 верхней пресс-формы 41.
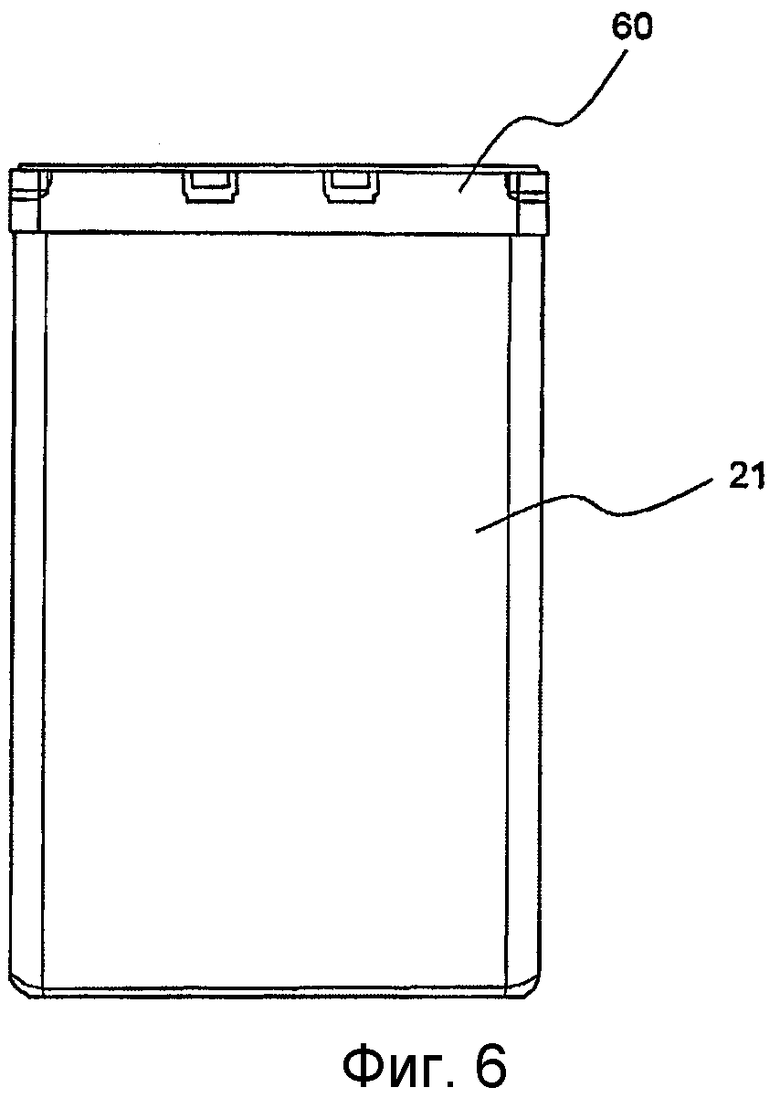
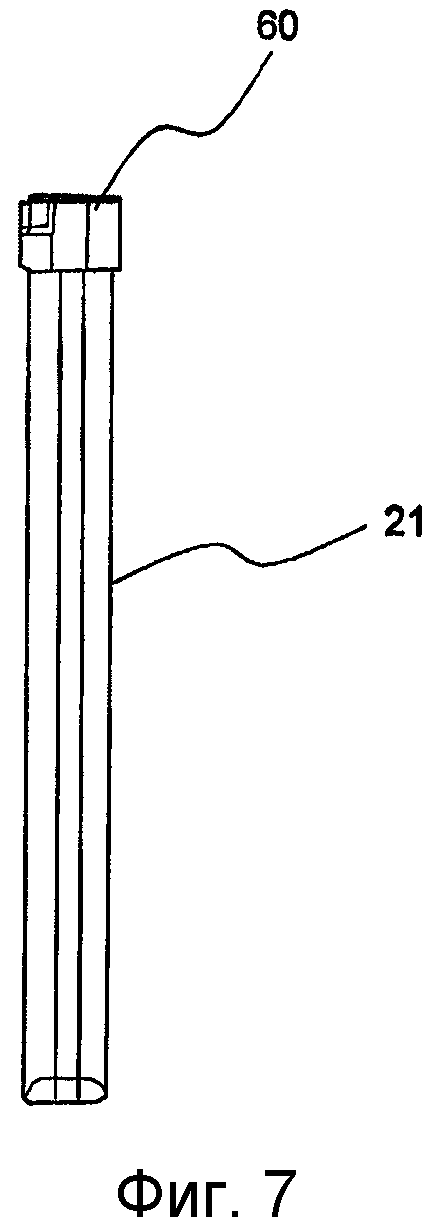
Этот способ вставочного литьевого формования для изготовления аккумулятора 20 не требует верхнего и нижнего кожухов и, таким образом, имеет преимущество уменьшения размеров (в частности, толщины) аккумулятора. Тем не менее, поскольку компоновочный блок 60 колпачка сформован неразъемным образом с телом 21 аккумулятора в пресс-форме 40, этот способ имеет несколько следующих проблем.
Во-первых, поскольку тело 21 аккумулятора и модуль 24 защитной схемы закреплены в формовочной зоне 43 посредством расплавленной смолы в состоянии, в котором схема изготовлена посредством размещения тела 21 аккумулятора, содержащего компоновочный блок электрода, вместе с модулем 24 защитной схемы внутри формовочной зоны 43 пресс-формы 40, существует большая вероятность короткого замыкания вследствие соприкосновения тела 21 аккумулятора и модуля 24 защитной схемы с пресс-формой 40, когда они неразъемным образом закреплены в пресс-форме 24. Следовательно, поскольку тело 21 аккумулятора и модуль 24 защитной схемы составляют схему с мощностью, применяемой к ним, существует неудобство в том, что выходной вывод должен быть покрыт, чтобы предотвратить электрическое короткое замыкание.
Во-вторых, если тело 21 аккумулятора деформируется вследствие давления, примененного к нему, согласно размеру тела 21 аккумулятора, или если расплавленная смола, имеющая высокую температуру и высокое давление, заливается под давлением в формовочную зону 43 при соединении верхней пресс-формы 41 и нижней пресс-формы 42, причем тело 21 аккумулятора временно присоединено с модулем 24 защитной схемы в формовочной зоне 43 пресс-формы 40, легко может возникнуть несовмещение между телом 21 аккумулятора и модулем защитной схемы в ходе заливания расплавленной смолы в формовочную зону 43, тем самым повышая частоту дефектных продуктов.
В-третьих, если тело 21 аккумулятора имеет высокую температуру в формовочной зоне 40, аккумулятор может быть чувствителен к изменению электрических характеристик и подвержен опасности взрывания. Дополнительно, в случае, когда давление применяется к корпусу аккумулятора, образующему тело 21 аккумулятора внутри пресс-формы 40, давление может быть применено к части, где корпус аккумулятора и колпачок прикреплены друг к другу сваркой, тем самым создавая неприваренную часть.
Следовательно, внутренний аккумулятор имеет несколько проблем, например перемещение внутренних компонентов вследствие литьевого формования совместно с телом 21 аккумулятора, нестабильность контактной поверхности тела 21 аккумулятора и формованной части из смолы и точность размеров тела 21 аккумулятора для предоставления возможности телу 21 аккумулятора быть вставленным в пресс-форму 40 и т.п.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Поэтому настоящее изобретение выполнено в свете вышеуказанных проблем, и цель настоящего изобретения - предоставить неразъемный компоновочный блок колпачка, который содержит верхний колпачок, установленный в качестве опорной пластины в отверстии верхнего конца корпуса аккумулятора, и компоновочный субблок колпачка, включающий в себя модуль защитной схемы и т.п., неразъемным образом установленный на верхний колпачок, тем самым обеспечивая возможность простого изготовления аккумулятора, при этом значительно снижая частоту дефектных продуктов.
Другая цель изобретения - предоставить способ изготовления аккумулятора посредством простой сборки, используя компоновочный блок колпачка.
Еще одна другая цель изобретения - предоставить вторичную аккумуляторную батарею, изготовленную посредством этого способа.
В соответствии с одним аспектом настоящего изобретения вышеуказанная и другие цели могут быть достигнуты посредством предоставления неразъемного компоновочного блока колпачка, содержащего: верхний колпачок, установленный в качестве опорной пластины в отверстии корпуса аккумулятора; и компоновочный субблок колпачка, включающий в себя модуль защитной схемы, неразъемным образом установленный на верхний колпачок.
Компоновочный блок колпачка по изобретению предусмотрен как независимый элемент и отличается тем, что компоновочный субблок колпачка, содержащий модуль защитной схемы, и корпус колпачка неразъемным образом установлены на верхнем колпачке. Следовательно, аккумулятор может быть легко изготовлен посредством вставки компоновочного блока электрода, содержащего катод, сепаратор и анод, в корпус аккумулятора и установки компоновочного блока колпачка по изобретению на отверстие корпуса аккумулятора. По существу, компоновочный блок колпачка, предусмотренный как независимый элемент, который содержит колпачок, неразъемным образом установленный на верхнем колпачке, выступающем в качестве опорной пластины, является новшеством.
При этом термин «компоновочный субблок колпачка» означает все компоненты, установленные на верхнем колпачке, при этом составляя верхнюю часть аккумулятора, и может содержать, например, модуль защитной схемы для предотвращения перегрузки по току, чрезмерной разрядки и избыточного заряда аккумулятора, корпус колпачка для покрытия внешней поверхности защитной платы и т.п. Опционально компоновочный субблок колпачка может содержать крышку электрода для электрического соединения и изолирующий элемент для предотвращения электрического короткого замыкания и элементы аварийной защиты, в том числе PTC-элемент, биметаллическое устройство, предохранитель и т.п.
Интеграция верхнего колпачка (опорной пластины) и компоновочного субблока колпачка может быть достигнута различными методами посредством крепления, соединения, формования и т.п. Наиболее предпочтительно, чтобы компоновочный субблок колпачка неразъемным образом был соединен с верхним колпачком в состоянии электрического соединения с верхним колпачком внутри пресс-формы посредством вставочного литьевого формования.
Более конкретно, неразъемный компоновочный блок колпачка может быть изготовлен посредством вставки компоновочного субблока колпачка в качестве вставки в пресс-форму, в которой компоновочный субблок колпачка устанавливается на одной поверхности верхнего колпачка, включающей в себя два вывода электрода, так чтобы модуль защитной схемы был электрически подключен к двум выводам электрода верхнего колпачка, и последующего вставочного литьевого формования с помощью расплавленной смолы, так чтобы другая сторона верхнего колпачка выступала за пределы смолы внутри пресс-формы.
По существу, изготовление компоновочного блока колпачка посредством вставочного литьевого формования может быть осуществлено посредством формования компоновочного блока колпачка в состоянии, в котором модуль защитной схемы не подключен электрически к телу аккумулятора, т.е. в состоянии, в котором модуль защитной схемы установлен на верхний колпачок, имеющий два электрода, сформированных на нем, без применения мощности к нему. Таким образом, вставочное литьевое формование по изобретению дает возможность компоновочному блоку колпачка быть легко сформованным посредством использования типичной расплавленной смолы, обеспечивая электрическую стабильность в течение процесса. Дополнительно, вставочное литьевое формование по изобретению устраняет процесс нанесения покрытия для предотвращения электрического короткого замыкания и опасности электрического повреждения защитной схемы. Более того, поскольку модуль защитной схемы не скреплен формованием с телом аккумулятора внутри пресс-формы, отсутствуют такие проблемы, как нестабильность тела аккумулятора вследствие применения давления или тепла к телу аккумулятора, возникающему, когда защитная схема скреплена формованием с телом аккумулятора внутри пресс-формы, и дефекты вследствие ошибок размеров тела аккумулятора, вставленного в форму. Вместо этого вставочное литьевое формование компоновочного блока колпачка предоставляет преимущество уменьшения размера пресс-формы вследствие того факта, что необязательно вставлять тело аккумулятора в пресс-форму.
В ходе вставочного литьевого формования верхний колпачок и компоновочный субблок колпачка неразъемным образом формуются в единое тело посредством отвердения расплавленной смолы. В это время, чтобы повысить силу крепления к литьевому материалу из смолы, верхний колпачок предпочтительно может иметь один или более фиксирующих углублений, сформированных в нем, чтобы дать возможность части расплавленной смолы просачиваться в углубление. Следовательно, расплавленная смола, просачивающаяся в фиксирующее углубление, служит для того, чтобы повысить силу скрепления между верхним колпачком и литьевым материалом из смолы после затвердевания.
Один из наиболее важных вопросов касательно вставочного литьевого формования - это проблема перемещения компоновочного субблока колпачка, в частности модуля защитной схемы. Таким образом, желательно, чтобы модуль защитной схемы и верхний колпачок предоставлялись как соединенная конструкция перед вставкой в пресс-форму.
В качестве примера таких соединенных конструкций модуль защитной схемы и/или верхний колпачок могут иметь один или более направляющих пазов, сформированных на них, чтобы не допустить несовмещения модуля защитной схемы и верхнего колпачка при вставочном литьевом формовании, и компоновочный блок колпачка может дополнительно содержать один или более соединительных элементов, соединенных с направляющими пазами, чтобы соединять модуль защитной схемы и верхний колпачок. Каждый из соединительных элементов может быть предусмотрен как отдельный элемент или может быть предусмотрен как выступ, сформированный на верхнем колпачке или на модуле защитной схемы, так чтобы быть соединенным с направляющими пазами. Один или оба соединительных элемента могут быть использованы для электрического соединения между модулем защитной схемы и верхним колпачком.
В соответствии с другим аспектом настоящего изобретения предусмотрен способ изготовления вторичной аккумуляторной батареи, использующей компоновочный блок колпачка согласно изобретению, при этом способ содержит этапы, на которых: a) вставляют компоновочный блок электрода, содержащий катод, сепаратор и анод, в корпус аккумулятора, b) устанавливают компоновочный блок колпачка на отверстии корпуса аккумулятора, после чего соединяют корпус аккумулятора и компоновочный блок колпачка; и c) заливают электролит в корпус аккумулятора через отверстие залива электролита, сформированного в компоновочном блоке колпачка, после чего запечатывают отверстие залива электролита.
На этапе b) компоновочный субблок колпачка может быть соединен с корпусом аккумулятора посредством различных способов, таких как крепление, связывание, формование и т.п. Крепление выполняется таким образом, чтобы крепежные структуры, такие как крепежные детали, крепежные пазы и т.п., были сформированы на корпусе аккумулятора и субблоке колпачка соответственно, так чтобы компоновочный субблок колпачка мог быть присоединен к корпусу аккумулятора посредством крепления крепежных структур. Крепление может быть осуществлено с использованием зажимов. Связывание может быть выполнено посредством обеспечения связующих веществ между контактными поверхностями верхнего колпачка и компоновочного субблока колпачка, применения расплавленной смолы на контактных поверхностях верхнего колпачка и компоновочного субблока колпачка или прикрепления клейкой ленты или наклейки к ним. Сварка может содержать лазерную сварку, пайку и т.п. Более предпочтительно, присоединение компоновочного субблока колпачка к верхнему колпачку может быть выполнено посредством лазерной сварки.
На этапе b) компоновочный субблок колпачка может быть установлен на отверстие корпуса аккумулятора таким образом, чтобы модуль защитной схемы располагался в верхней части верхнего колпачка. Альтернативно, компоновочный субблок колпачка может быть установлен на отверстии корпуса аккумулятора таким образом, чтобы модуль защитной схемы размещался в нижней части верхнего колпачка. В последнем случае модуль защитной схемы встраивается в литьевой материал из смолы, и таким образом не допускается соприкосновение с электролитом. Эта конструкция может быть предоставлена посредством изготовления компоновочного блока колпачка таким образом, чтобы крышка электрода для электрического соединения между модулем защитной схемы и блоком электрода могла выступать из внешней поверхности литьевого материала из смолы в ходе изготовления компоновочного блока колпачка. Следует отметить, что различные конструкции аккумулятора не выходят за рамки области применения изобретения до тех пор, пока аккумулятор изготавливается с помощью неразъемного компоновочного блока колпачка по изобретению.
В соответствии с еще одним аспектом настоящего изобретения предусмотрена вторичная аккумуляторная батарея, изготовленная посредством способа согласно изобретению. Вторичная аккумуляторная батарея по изобретению не ограничена конкретным видом вторичной аккумуляторной батареи. Таким образом, вторичная аккумуляторная батарея по изобретению может быть литиевой вторичной аккумуляторной батареей в отношении структуры блока электрода и может быть прямоугольной вторичной аккумуляторной батареей в отношении формы корпуса батареи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеуказанная и другие цели, признаки и другие преимущества настоящего изобретения станут более понятными из последующего подробного описания, рассматриваемого вместе с прилагаемыми чертежами, из которых:
фиг. 1 - схема внешней вторичной аккумуляторной батареи;
фиг. 2 - схема внутренней вторичной аккумуляторной батареи предшествующего уровня техники;
фиг. 3 - частично собранный вид вторичной аккумуляторной батареи по фиг. 2;
фиг. 4 - покомпонентный вид в перспективе вторичной аккумуляторной батареи фиг. 2;
фиг. 5 - вид в поперечном разрезе, иллюстрирующий процесс вставочного литьевого формования предшествующего уровня техники;
фиг. 6 и 7 - вид спереди и вид сбоку, иллюстрирующие вторичную аккумуляторную батарею, изготовленную посредством процесса вставочного литьевого формования фиг. 5;
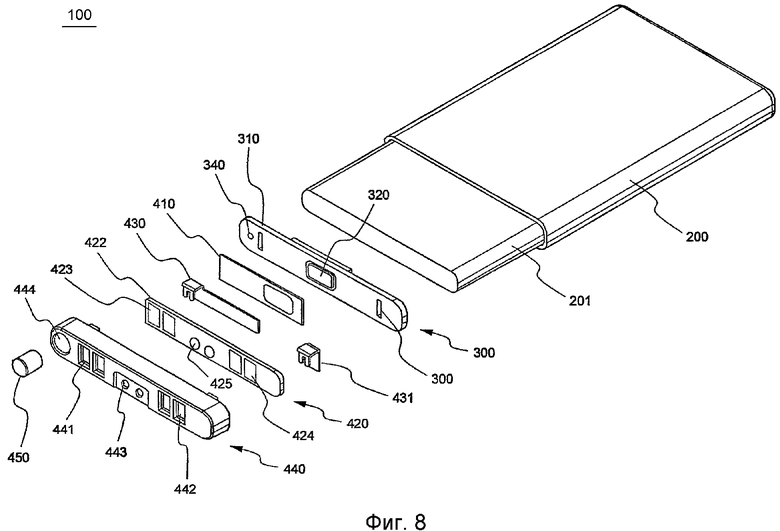
фиг. 8 - покомпонентный вид в перспективе вторичной аккумуляторной батареи в соответствии с одним предпочтительным вариантом осуществления изобретения;
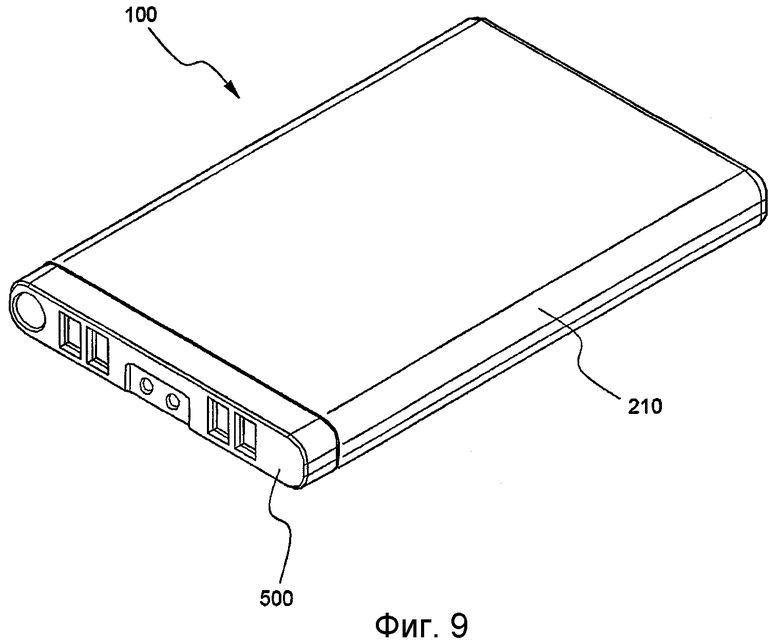
фиг. 9 - вид в перспективе вторичной аккумуляторной батареи фиг. 2 в собранном состоянии;
фиг. 10 - вид сверху неразъемного компоновочного блока колпачка, изготовленного посредством вставочного литьевого формования согласно одному предпочтительному варианту осуществления изобретения, и вид в поперечному разрезе, по линии A-A вида сверху;
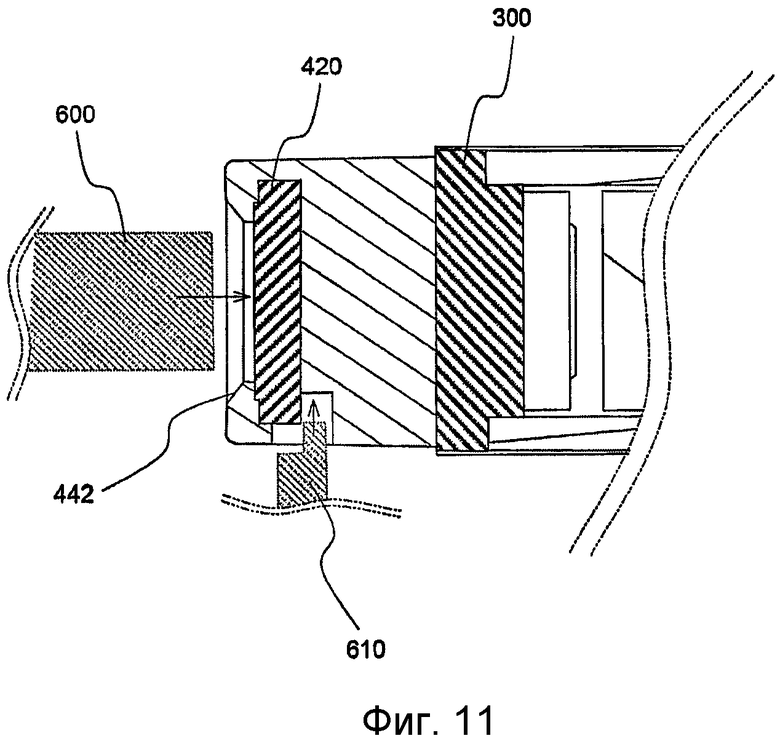
фиг. 11 - вид в поперечном разрезе по линии B-B фиг. 10;
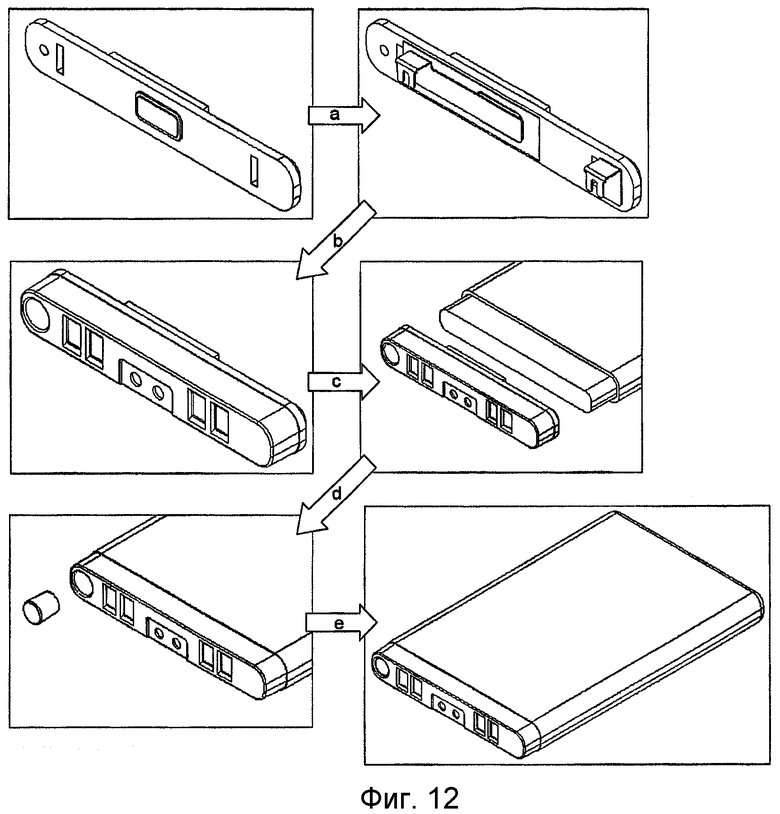
фиг. 12 - блок-схема последовательности операций, иллюстрирующая способ изготовления аккумулятора с помощью неразъемного компоновочного блока колпачка фиг. 10;
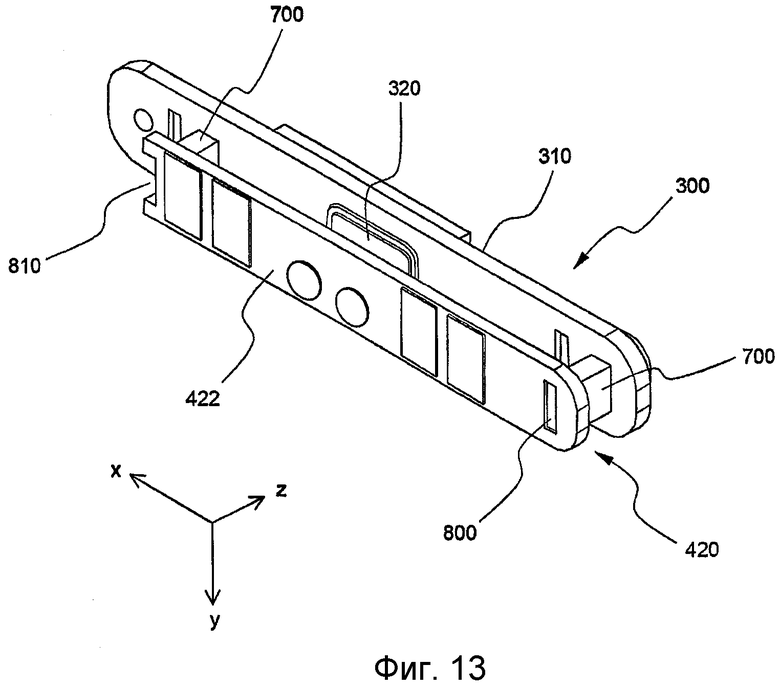
фиг. 13 - вид в перспективе, иллюстрирующий компоновочный субблок колпачка, имеющий модуль защитной схемы в неразъемном блоке колпачка в соответствии с другим вариантом осуществления, до вставочного литьевого формования;
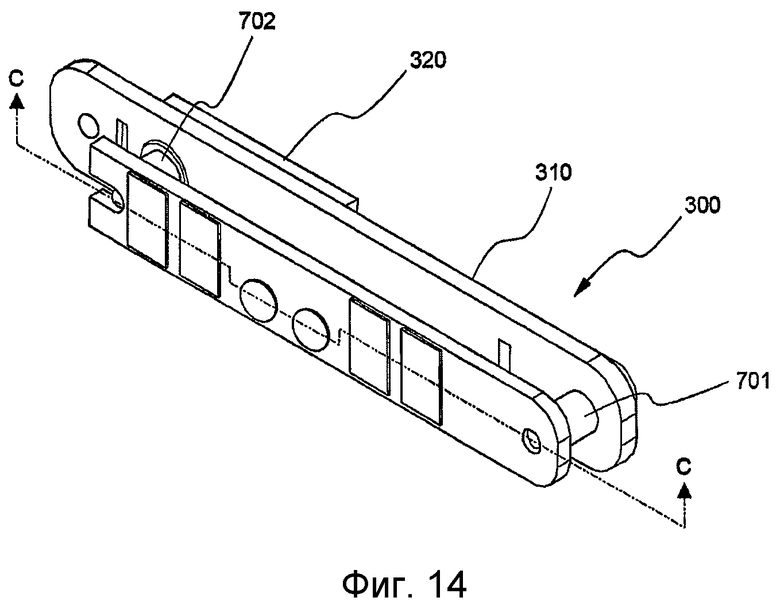
фиг. 14 - вид в перспективе, иллюстрирующий компоновочный субблок колпачка, имеющий модуль защитной схемы в неразъемном блоке колпачка в соответствии с еще одним другим вариантом осуществления, до вставочного литьевого формования;
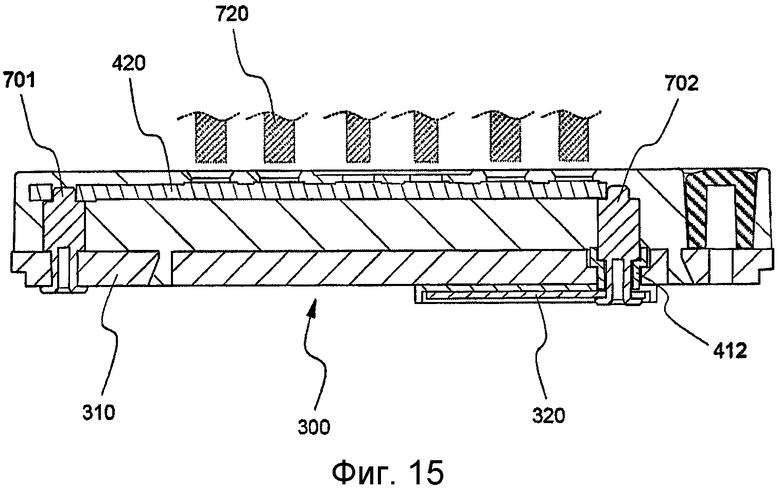
фиг. 15 - вид в поперечном разрезе по линии C-C неразъемного компоновочного блока колпачка, изготовленного посредством вставочного литьевого формования с помощью компоновочного субблока колпачка, включающего в себя модуль защитной схемы фиг. 14;
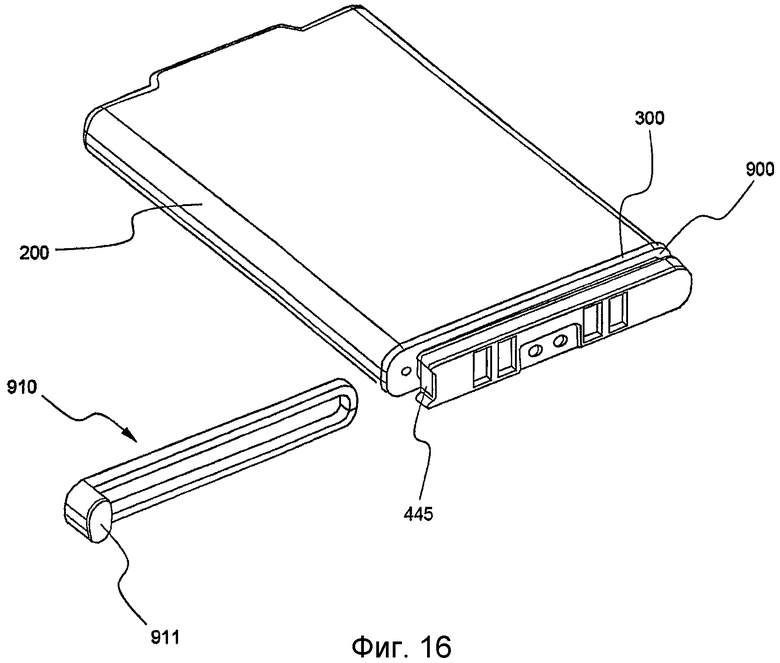
фиг. 16 - вид в перспективе, иллюстрирующий неразъемный компоновочный блок колпачка, имеющий паз, сформированный вдоль внешней периферийной поверхности верхнего конца верхнего колпачка в соответствии с еще одним другим вариантом осуществления изобретения;
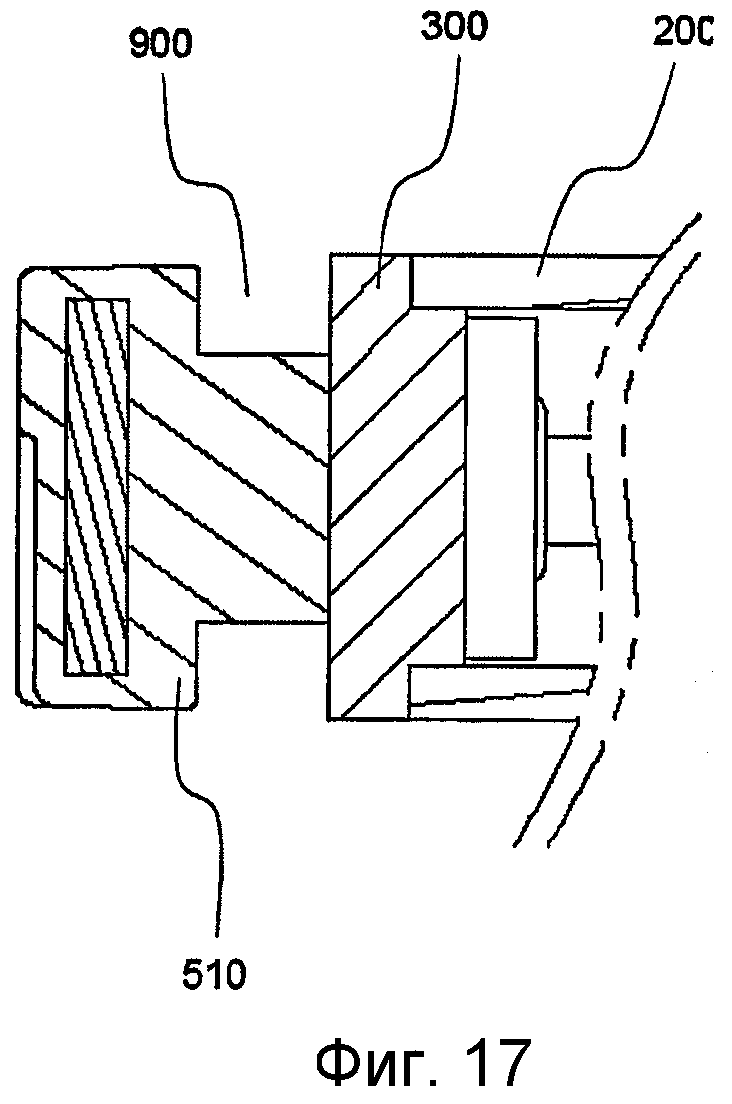
фиг. 17 - вид в вертикальном поперечном разрезе фиг. 16;
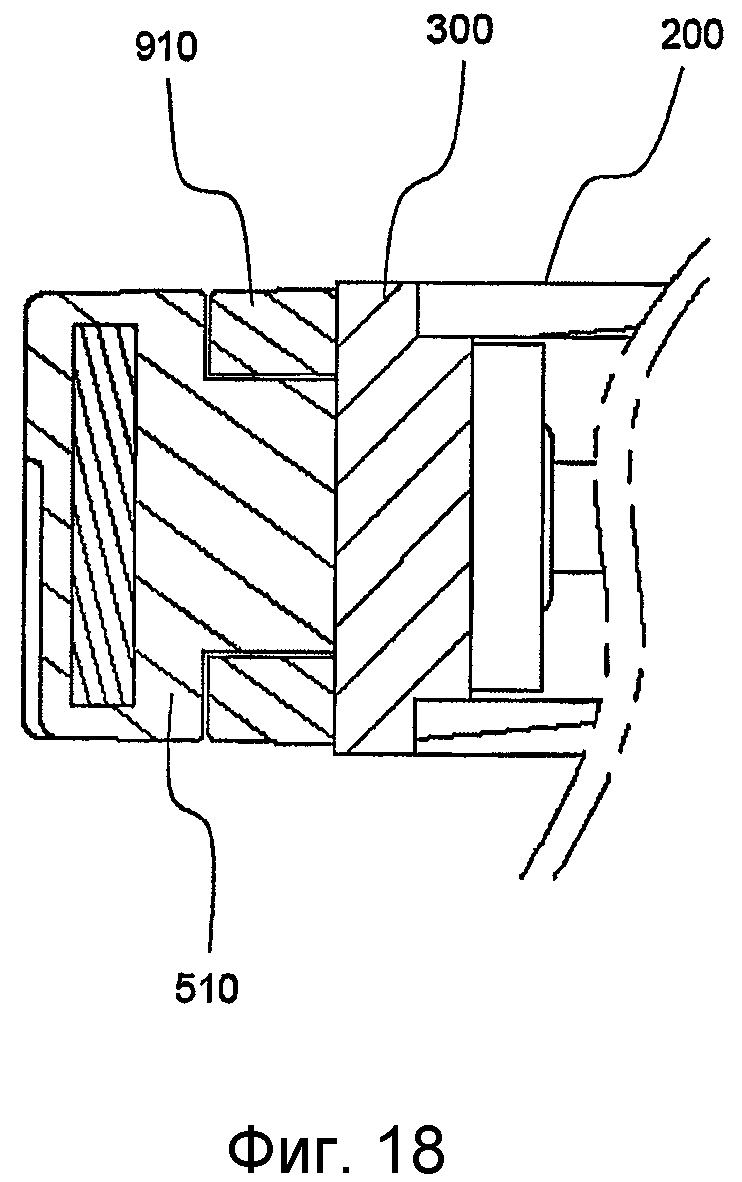
фиг. 18 - вид в поперечном разрезе, иллюстрирующий компоновочный блок колпачка, подключенный к аккумулятору, в котором кольцевой элемент прикреплен к пазу фиг. 16;
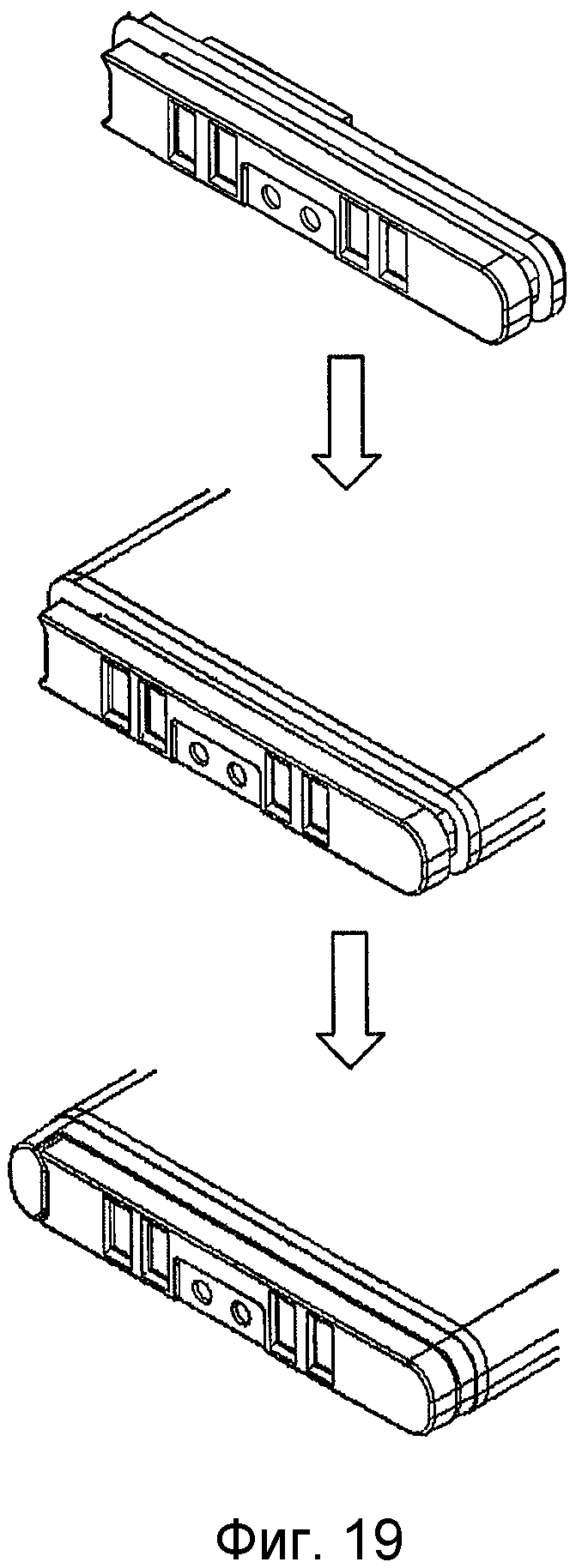
фиг. 19 - блок-схема, иллюстрирующая процессы подключения компоновочного блока колпачка фиг. 16 к корпусу аккумулятора и закрепления кольцевого элемента к пазу; и
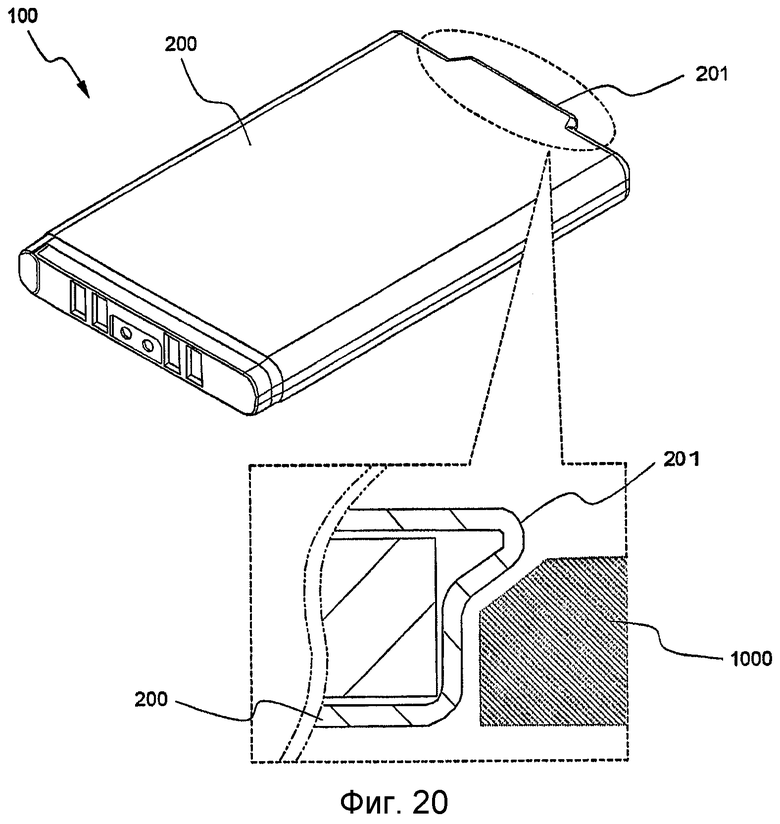
фиг. 20 - вид в перспективе и частично увеличенный вид в перспективе вторичной аккумуляторной батареи согласно одному варианту осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Далее описываются предпочтительные варианты осуществления изобретения со ссылкой на чертежи. Следует отметить, что варианты осуществления раскрыты для целей иллюстрации и не ограничивают область применения изобретения.
Фиг. 8 - это покомпонентный вид в перспективе вторичной аккумуляторной батареи в соответствии с одним предпочтительным вариантом осуществления изобретения, а фиг. 9 - это вид в перспективе вторичной аккумуляторной батареи фиг. 2 в собранном состоянии.
Ссылаясь на фиг. 8 и 9, вторичная аккумуляторная батарея 100 содержит корпус 200 аккумулятора, в который вставлен компоновочный блок 210 электрода, состоящий из катода, анода и сепаратора, верхний колпачок 300, установленный на отверстии верхнего конца корпуса 200, и компоновочный субблок 400 колпачка, установленный на верхнем колпачке 300.
Верхний колпачок 300 содержит пластину 310, изготовленную из электропроводного материала, такого как алюминий, выступающего вывода 320, сформированного на проводящей пластине 310 так, чтобы быть изолированным от проводящей пластины 310 и подсоединенным к катоду или аноду компоновочного блока 210 электрода, фиксирующее углубление 330 для повышения связывающей силы к литьевому материалу из смолы в ходе вставочного литьевого формования и отверстие 340 залива электролита. Проводящая пластина 310 составляет выводы электрода, когда соединена с корпусом 200 аккумулятора, подключенные к аноду и катоду компоновочного блока 210 электрода. Опционально плакированный лист, состоящий из Al-Ni, нанесенный на проводящую пластину 310, может быть сформирован в выводах электрода. В отношении этого плакированный Al-Ni может повышать силу соприкосновения с проводящей пластиной 310, когда он соприкасается с проводящей пластиной 310, изготовленной из алюминия.
Субблок 400 колпачка содержит изолирующий элемент 410 для изолирования компоновочного субблока 400 колпачка от верхнего колпачка 300 за исключением выступающего вывода 320, модуль 420 защитной схемы для управления избыточным зарядом, крышки 430 и 431 электрода для электрического соединения верхнего колпачка 300 и модуля 420 защитной схемы и корпус 440 колпачка для стабильного содержания модуля 420 защитной схемы и т.п.
Модуль 420 защитной схемы - это элемент, содержащий защитную схему 421, сформированную на подложке 422, чтобы защищать аккумулятор от перегрузки по току, чрезмерной разрядки и избыточного заряда в ходе зарядки или разрядки. Подложка 422, имеющая защитную схему 421, сформированную на ней, как правило, изготовляется из эпоксидной компаундной смолы.
Подложка 422 может быть сформирована с внешним входным и выходным выводами 423 и 424 на тыльной стороне подложки 422, противоположной стороне, на которой сформирована защитная схема 421, соединительным шнуром, подключенным к разъему, и т.п. Защитная схема 421 и соответствующие внешние входной и выходной выводы 423 и 424 соединены друг с другом посредством отверстий, просверленных через подложку. Дополнительно, контрольная точка 425 сформирована на подложке 422.
Модуль 420 защитной схемы и выводы на колпачке 300 электрически соединены друг с другом посредством соединительных выводов на модуле 420 защитной схемы или посредством крышек 430 и 431 электрода. Альтернативно, провод может быть использован для соединения между модулем 420 защитной схемы и выводами колпачка 300. Крышка 430 электрода может быть изготовлена, например, из никеля или плакированного Al-Ni и электрически соединена с выводами 310 и 320 электрода посредством точечной сварки, лазерной сварки и т.п.
Корпус 440 колпачка сформирован с окнами 441 и 442, через которые внешние входной и выходной выводы 423 и 424 модуля 430 защитной схемы выходят наружу, и с отверстием 443, через которое контрольная точка 425 выдается наружу. Дополнительно, корпус 440 колпачка сформирован с перфорацией 444, соединенной с отверстием 340 залива электролита, чтобы заливать электролит в аккумулятор после завершения сборки аккумулятора, который запечатывается с помощью герметизирующего колпачка 450 после залива электролита.
Согласно настоящему изобретению верхний колпачок 300 и компоновочный субблок колпачка интегрированы в отдельный компоновочный блок 500 колпачка.
Фиг. 10 - это вид сверху неразъемного компоновочного блока колпачка, изготовленного посредством вставочного литьевого формования согласно одному предпочтительному варианту осуществления изобретения, и вид в поперечному разрезе по линии A-A вида сверху.
Ссылаясь на фиг. 10, компоновочный блок 500 колпачка изготовлен посредством вставочного литьевого формования, при котором модуль 400 защитной схемы неразъемным образом соединен с верхним колпачком 300, выступая в качестве опорной пластины, посредством литьевого материала 510 на основе смолы, т.е. изготовлен посредством затвердевания расплавленной смолы.
Верхний колпачок 300 сформирован на любой из сторон с фиксирующим пазом 330, в который просачивается расплавленная смола и затвердевает в ходе вставочного литьевого формования, и на одной стороне фиксирующего паза 330 с помощью перфорации 444. Фиксирующий паз 330 может иметь скошенный вниз конус или большой диаметр, заданный в нижней части фиксирующего паза 330, как показано на фиг. 10, тем самым не допуская отделения верхнего колпачка 300 от литьевого материала 510 из смолы, даже если большая ударная сила применяется к верхнему концу аккумулятора. Выступающий вывод 320 сформирован в центре верхнего колпачка 300 и изолирован от верхнего колпачка 300.
Выступающий вывод 320 электрически соединен с модулем 420 защитной схемы посредством крышки 430 электрода, которая электрически изолирована от верхнего колпачка 300 посредством изолирующего элемента 410. Дополнительно, поскольку проводящий верхний колпачок 300 составляет выводы электрода, он электрически соединен с модулем 420 защитной схемы посредством крышки 431 электрода.
Литьевой материал из смолы, окружающий модуль 420 защитной схемы, сформирован в ее верхнем конце с окнами 441 и 442 для выводов и с отверстием 443 для контрольной точки, так чтобы внешние входной и выходной разъемы и контрольная точка модуля 420 защитной схемы выступали наружу через них соответственно.
После завершения залива электролита перфорация 444 литьевого материала 510 из смолы запечатывается посредством герметизирующего колпачка 450. Герметизирующий колпачок 450 может быть сформирован из пластикового формованного материала или резины.
Согласно настоящему изобретению, поскольку вставочное литьевое формование выполняется в состоянии, в котором модуль защитной схемы и верхний колпачок, выступающий в качестве опорной пластины, вставлены в пресс-форму без размещения тела аккумулятора в пресс-форме, дефектные продукты практически полностью исключены, даже если вставочное литьевое формование выполнено с помощью расплавленной смолы, имеющей высокую температуру и высокое давление, а также расплавленной смолы, имеющей низкую температуру и низкое давление. Таким образом, смола, применяемая к вставочному литьевому материалу модуля защитной схемы, включает в себя полиэтиленовую смолу, полипропиленовую смолу, эпоксидную смолу и т.п., имеющую высокую температуру и высокое давление, а также полиамид, имеющий низкую температуру и низкое давление. Дополнительно, смола может включать в себя стандартную смолу.
По существу, поскольку способ изготовления формы вставочным литьевым формованием, имеющей модуль защитной схемы, использует компоненты, через которые электрический ток не протекает в ходе вставочного литьевого формования, способ не требует отдельного процесса или отдельного элемента для электрического изолирования пресс-формы, в отличие от предшествующего уровня техники. Помимо этого готовый компонент посредством вставочного литьевого формования имеет меньший размер, тем самым уменьшая пространство, возникающее, когда тело аккумулятора скрепляется вставочным литьевым формованием с другими компонентами в пресс-форме, как в предшествующем уровне техники.
Один из наиболее важных вопросов в ходе вставочного литьевого формования с помощью компоновочного субблока колпачка, имеющего модуль защитной схемы в качестве вставки, - это проблема перемещения компоновочного субблока колпачка, в частности, модуля 420 защитной схемы. В отношении этого фиг. 11 - это вид в поперечном разрезе по линии B-B фиг. 10.
Ссылаясь на фиг. 11, чтобы не допустить перемещения модуля 420 защитной схемы в ходе вставочного литьевого формования, когда верхний колпачок 30 и модуль 420 защитной схемы вставлены в пресс-форму, модуль 420 защитной схемы фиксируется посредством первого направляющего элемента 600, введенного в направлении окна выводов, и второго направляющего элемента 610, введенного в направлении отверстия залива смолы. Первый направляющий элемент 600 также служит для того, чтобы сформировать окно 442 для выводов, с тем чтобы дать возможность внешним входному и выходному выводам модуля 420 защитной схемы выступать наружу. Второй направляющий элемент 610 имеет передний конец с формой, примерно соответствующей боковому сечению модуля 420 защитной схемы. Таким образом, модуль 420 защитной схемы может быть стабильно закреплен в позиции на верхнем колпачке 300 внутри пресс-формы посредством совместной работы первого и второго направляющих элементов 600 и 610 в ходе вставочного литьевого формования.
Фиг. 12 - это блок-схема последовательности операций, иллюстрирующая способ изготовления аккумулятора с помощью неразъемного компоновочного блока колпачка по фиг. 10. Далее способ описывается подробнее.
На этапе a) компоновочный блок опорной пластины формируется посредством сборки выводов электрода на верхнем колпачке, выступающем в качестве опорной пластины, и затем компоновочный субблок колпачка, имеющий модуль защитной схемы, формируется посредством установки крышки катода, крышки анода, модуля защитной схемы и т.п. на одну сторону верхнего колпачка. Если необходимо, изолирующий элемент дополнительно предоставляется в субблоке колпачка, чтобы не допустить короткого замыкания между компонентами. В это время компоненты, включающие в себя крышки электрода, изолирующий элемент и т.п., собираются посредством точечной сварки.
На этапе b) компоновочный субблок колпачка, имеющий модуль защитной схемы, вставляется в формовочную зону внутри пресс-формы, и расплавленная смола заливается в формовочную зону таким образом, чтобы другая сторона верхнего колпачка выступала наружу, после чего выполняется вставочное литьевое формование, тем самым формируя неразъемный компоновочный блок колпачка в соответствии с изобретением. Когда расплавленная смола затвердевает, компоненты, такие как верхний колпачок, модуль защитной схемы, крышки электрода, изолирующий элемент и т.п., фиксируются посредством затвердевшей смолы, тем самым формируя неразъемный элемент, т.е. неразъемный компоновочный блок колпачка.
На этапе c) компоновочный блок колпачка соединяется с отверстием корпуса аккумулятора, который имеет компоновочный блок электрода, через другую сторону верхнего колпачка, выступающую наружу из литьевого материала из смолы. Соединение между блоком колпачка и аккумулятором может быть выполнено посредством крепления, связывания, сварки и т.д., и предпочтительно выполняется посредством лазерной сварки.
На этапе d) электролит заливается через отверстие залива электролита, выступающего через перфорацию, и затем отверстие залива герметизируется посредством герметизирующего колпачка.
На этапе e) при завершении сборки аккумулятора аккумулятор может быть подвергнут прямой постобработке. В это время различные способы нанесения покрытия могут быть свободно применены к корпусу аккумулятора, аккумулятор может быть закрыт посредством использования наклейки.
Фиг. 13 и 14 - это виды в перспективе, иллюстрирующие компоновочный субблок колпачка, имеющий модуль защитной схемы в неразъемных блоках колпачка в соответствии с другими вариантами осуществления до вставочного литьевого формования, соответственно. Фиг. 15 - это вид в поперечном разрезе по линии C-C неразъемного компоновочного блока колпачка, изготовленного посредством вставочного литьевого формования с помощью компоновочного субблока колпачка, включающего в себя модуль защитной схемы фиг. 14. С субблоком колпачка, имеющим модуль защитной схемы, можно не допустить перемещения модуля 420 защитной схемы в ходе вставочного литьевого формования, и в некоторых случаях электрическое соединение между модулем защитной схемы и верхним колпачком может быть выполнено в ходе вставочного литьевого формования.
Во-первых, ссылаясь на фиг. 13, чтобы не допустить перемещения модуля защитной схемы внутри пресс-формы в ходе вставочного литьевого формования, проводящая пластина 310 верхнего колпачка 300 сформирована с двумя выступающими соединительными элементами 700, а подложка 422 модуля 420 защитной схемы сформирована с двумя направляющими пазами 800 и 810, к которым могут быть прикреплены соединительные элементы 700 так, чтобы модуль 420 защитной схемы был прикреплен к проводящей пластине 310 посредством крепления соединительных элементов 700 и направляющих пазов 800 и 810.
Соединительные элементы 700 интегрированы в проводящую пластину 310 и могут быть сформированы при обработке проводящей пластины 310. Крепление между соединительными элементами 700 и направляющими пазами 800 и 810 не допускает перемещения модуля 420 защитной схемы в x-направлении и y-направлении, и направляющий элемент 600 (см. фиг. 11) на пресс-форме не допускает перемещения модуля 420 защитной схемы в z-направлении, тем самым не допуская перемещения модуля 420 защитной схемы в ходе вставочного литьевого формования. При структуре соединительных элементов 700 и направляющих пазов 800 и 810 необязательно предоставлять дополнительный направляющий элемент (610 на фиг. 11) в пресс-форму.
Формы соединительных элементов 700 и направляющих пазов 800 и 810 не ограничены конкретной формой. Например, форма направляющих пазов 800 не ограничена перфорацией, и один из направляющих пазов 810 может быть сформирован как углубление, как показано на фиг. 13. То есть углубление направляющего паза 810 открыто с одной стороны, тем самым предотвращая трудность в соединении вследствие допуска при сборке.
Один из двух соединительных элементов 700 может быть сконструирован, чтобы выступать в качестве крышки или проводника для электрического соединения между проводящей пластиной 310 верхнего колпачка, выступающей в качестве одного вывода электрода, и модулем 420 защитной схемы, тем самым устраняя необходимость в дополнительной крышке или проводнике для электрического соединения между ними. С другой стороны, для электрического соединения между выступающим выводом 320 электрода, сформированным на проводящей пластине 320, и модулем 420 защитной схемы может быть необходимо предоставить крышку или проводник, и необязательно вывод 320 электрода может быть предусмотрен как более высокая выступающая часть, с тем чтобы быть непосредственно присоединенным к модулю 420 защитной схемы.
Предпочтительно, чтобы усилить функцию соединительных элементов 700, поддерживающих модуль 420 защитной схемы, дополнительные процессы, включающие в себя затвердевание, могут быть выполнены с контактной частью между соединительными элементами 700 и модулем 420 защитной схемы.
Ссылаясь на фиг. 14 и 15, соединительные элементы 701 и 702 предусмотрены как отдельные элементы и крепятся к верхнему колпачку 300. Соединительные элементы 701 и 702 отличаются от соединительных элементов 700 фиг. 13 тем, что оба соединительных элемента 701 и 702 выступают в качестве крышки или проводника для электрического соединения. Чтобы обеспечить электрическое соединение между соединительным элементом 702 и модулем 420 защитной схемы, анодный вывод 320 размещен рядом с соединительным элементом 702. Соединительный элемент 701 для катодного вывода непосредственно подсоединен к проводящей пластине 310 верхнего колпачка 300, тогда как анодный вывод 320 и соединительный элемент 702 для анодного вывода 320 изолированы от проводящей пластины 310 посредством изолирующего материала 412.
Соединительные элементы 701 и 702 скреплены с пластиной 310 посредством использования заклепок и скреплены с модулем 420 защитной схемы посредством связывания или сварки, тем самым выступая в качестве крышки или проводника.
Модуль 420 защитной схемы может быть стабильно зафиксирован на верхнем колпачке 300 внутри пресс-формы посредством соединения между соединительными элементами 701 и 702 и направляющими пазами 600 и 601 и посредством совместной работы направляющего элемента 720, выступающего в качестве первого направляющего элемента 600, показанного на фиг. 11, в ходе вставочного литьевого формования.
Фиг. 16 и 17 - это вид в перспективе, иллюстрирующий неразъемный компоновочный блок колпачка, имеющего направляющую, сформированную вдоль внешней периферической поверхности верхнего конца верхнего колпачка в соответствии с еще одним вариантом осуществления изобретения, и вид в вертикальном поперечном разрезе фиг. 16 соответственно. Фиг. 18 - это вид в поперечном разрезе, иллюстрирующий компоновочный блок колпачка, подключенный к аккумулятору, в котором кольцевой элемент прикреплен к пазу. Дополнительно, фиг. 19 - это блок-схема, иллюстрирующая процессы подключения компоновочного блока колпачка к корпусу аккумулятора и закрепления кольцевого элемента к пазу.
Ссылаясь на фиг. 16-19, в неразъемном блоке колпачка по изобретению литьевой материал 510 из смолы верхнего конца верхнего колпачка 300 имеет боковую канавку 900, выполненную вдоль своей внешней периферической поверхности. Как описано выше, соединение между корпусом 200 аккумулятора и верхним колпачком 300 предпочтительно выполняется посредством лазерной сварки, в это время часть литьевого материала 510 из смолы рядом с верхним колпачком 300 может быть частично расплавлена или деформирована вследствие тепла, передаваемого ей в ходе сварки. Чтобы не допустить этого, ширина сварки должна быть минимизирована, что требует более точного процесса. Таким образом, при вышеописанной структуре боковая канавка 900 сформирована в литьевом материале 510 из смолы вдоль внешней периферической поверхности верхнего конца верхнего колпачка 300, тем самым минимизируя проблемы вследствие передачи тепла, и увеличивает ширину вокруг обрабатываемой части для соединения, тем самым обеспечивая возможность простого изготовления.
Дополнительно, одна сторона неразъемного компоновочного блока 500 колпачка, где размещено отверстие залива электролита, может быть сформирована с углублением вместо перфорации 444, как показано на фиг. 10, и кольцевой элемент 910 содержит выступ 911, который может быть прикреплен к углублению 445. Следовательно, после залива электролита вместо отдельного герметизирующего колпачка 450, как показано на фиг. 11, кольцевой элемент 910 крепится к боковой канавке 900 и углублению 445, тем самым герметизируя отверстие залива электролита.
Фиг. 20 показывает форму вторичной аккумуляторной батареи согласно одному варианту осуществления изобретения.
Ссылаясь на фиг. 20, вторичная аккумуляторная батарея 100 имеет нисходящий выступ 201, сформированный на своем нижнем конце. Как описано выше, вторичные аккумуляторные батареи классифицируются на аккумуляторы с жестким колпачком и внутренние аккумуляторы, и настоящее изобретение предпочтительно применяется к внутренним аккумуляторам. Таким образом, нисходящий выступ 201 дает возможность аккумулятору быть легко прикрепляемым или открепляемым от устройства 1000, в том числе мобильного телефона, PDA и т.п. Нисходящий выступ 201 может быть сформирован не только на нижнем конце корпуса 200 аккумулятора, но также и на боковой поверхности. Более того форма и положение нисходящего выступа 201 не ограничены какой-либо конкретной формой или положением до тех пор, пока они могут способствовать легкому подключению аккумулятора.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Из вышеприведенного описания очевидно, что неразъемный компоновочный блок колпачка изобретения и способ изготовления вторичной аккумуляторной батареи с его помощью предоставляет интегральный элемент, содержащий верхний колпачок, выступающий в качестве опорной пластины и снабженный компоновочным субблоком колпачка, имеющим модуль защитной схемы, тем самым упрощая процесс изготовления аккумулятора при минимизации частоты дефектов продуктов. Дополнительно, неразъемный компоновочный блок колпачка, изготовленный посредством вставочного литьевого формования согласно изобретению, предоставляет значительные преимущества по сравнению с традиционной технологией, в которой тело аккумулятора размещают вместе с другими компонентами внутри пресс-формы. По существу, способ предоставления одного независимого элемента посредством интегрирования компоновочного субблока колпачка к верхнему колпачку является новшеством.
Хотя предпочтительные варианты осуществления настоящего изобретения раскрыты для целей иллюстрации, специалисты в данной области техники примут во внимание, что различные модификации, дополнения и замены возможны без отступления от области применения и сущности изобретения, раскрытого в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ЛИТАЯ КРЫШКА И ВТОРИЧНАЯ БАТАРЕЯ С ТАКОЙ КРЫШКОЙ | 2006 |
|
RU2331952C1 |
| АККУМУЛЯТОРНАЯ БАТАРЕЯ НЕ ТРЕБУЮЩЕГО СВАРКИ ТИПА | 2006 |
|
RU2359365C1 |
| ИОНИЗАТОР ВОДЫ, СОДЕРЖАЩИЙ ПАКЕТИРОВАННЫЙ ЭЛЕКТРОЛИЗЕР И УСТРОЙСТВО ПЕРЕКЛЮЧЕНИЯ ПОТОКОВ СО ВХОДОМ, ОТДЕЛЕННЫМ ОТ ВЫХОДА | 2019 |
|
RU2801903C2 |
| СКЛАДНОЕ ЭЛЕКТРОННОЕ УСТРОЙСТВО, ВКЛЮЧАЮЩЕЕ В СЕБЯ ЗАЩИТНУЮ КОНСТРУКЦИЮ ДЛЯ ДИСПЛЕЯ | 2022 |
|
RU2804413C2 |
| ДВОЙНОЙ ПРЕДОХРАНИТЕЛЬНЫЙ КОЛПАЧОК ДЛЯ БОЛТА И ГАЙКИ | 2012 |
|
RU2577206C2 |
| НОСОВОЙ УПОР ДЛЯ ОЧКОВ | 2010 |
|
RU2509325C1 |
| ПОРТАТИВНЫЙ БАТАРЕЙНЫЙ ИСТОЧНИК ПИТАНИЯ УЛУЧШЕННОЙ КОНСТРУКЦИИ | 2005 |
|
RU2317614C1 |
| УСТРОЙСТВО ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ | 2022 |
|
RU2822055C2 |
| КАРТРИДЖ И УСТРОЙСТВО ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ, СОДЕРЖАЩЕЕ ТАКОЙ КАРТРИДЖ | 2022 |
|
RU2830108C2 |
| АККУМУЛЯТОРНЫЙ КАРТРИДЖ И СОДЕРЖАЩИЙ ЕГО АККУМУЛЯТОРНЫЙ МОДУЛЬ | 2009 |
|
RU2455733C1 |
Раскрыты неразъемный компоновочный блок колпачка, содержащий верхний колпачок, установленный в качестве опорной пластины в отверстии корпуса аккумулятора, и компоновочный субблок колпачка, включающий в себя модуль защитной схемы и т.п., неразъемным образом установленные на верхний колпачок, способ изготовления вторичной аккумуляторной батареи, содержащей его, и вторичная аккумуляторная батарея, изготовленная посредством этого способа. Компоновочный блок колпачка выполнен как неразъемный элемент, содержащий верхний колпачок, выступающий в качестве опорной пластины, и компоновочный субблок колпачка, имеющий модуль защитной схемы, предоставленный на нем. Неразъемный компоновочный блок колпачка изготавливается посредством вставочного литьевого формования. Технический результат - упрощение процесса изготовления аккумулятора при минимизации частоты дефектных продуктов. 3 н. и 18 з.п. ф-лы, 20 ил.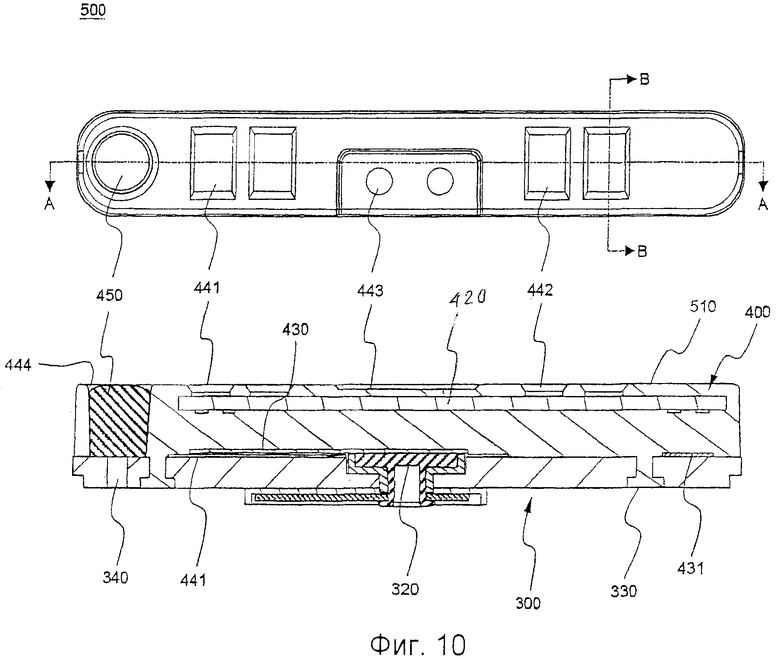
верхний колпачок, установленный в качестве опорной пластины в отверстии корпуса аккумулятора, при этом аккумулятор включает компоновочный блок электрода, содержащий катод, сепаратор и анод; и
компоновочный субблок колпачка, включающий в себя модуль защитной схемы, неразъемным образом установленный на верхний колпачок; и
литьевой материал, объединяющий верхний колпачок и компоновочный субблок колпачка в неразъемный компоновочный блок колпачка в положении, когда компоновочный субблок колпачка неразъемно установлен на одной стороне верхнего колпачка, включающего в себя два вывода электрода так, чтобы модуль защитной схемы был электрически подключен к двум выводам электрода верхнего колпачка, причем неразъемный блок колпачка сформирован независимо от аккумулятора.
литьевой материал из смолы, имеющий канавку, выполненную вдоль внешней периферической поверхности верхнего конца верхнего колпачка; и
кольцевой элемент, соединенный с канавкой после сборки аккумулятора.
a) вставляют компоновочный блок электрода, содержащий катод, сепаратор и анод, в корпус аккумулятора,
b) устанавливают компоновочный блок колпачка по п.1 на отверстии корпуса аккумулятора, после чего соединяют корпус аккумулятора и компоновочный блок колпачка; и
с) заливают электролит в корпус аккумулятора через отверстие залива электролита, сформированное в компоновочном блоке колпачка, после чего запечатывают отверстие залива электролита.
| US 20030108786 A1, 12.06.2003 | |||
| ЗАЩИТНАЯ КРЫШКА АККУМУЛЯТОРНОЙ БАТАРЕИ | 2000 |
|
RU2169414C1 |
| US 6524739 A, 25.02.2003 | |||
| МАГНИТНЫЙ КОМПАС | 1993 |
|
RU2068171C1 |

