Группа изобретений относится к промышленности строительных материалов и может быть использована для производства керамических полнотелых и пустотелых кирпичей и камней способом пластического формования и полусухого прессования из глинистых и кремнеземистых [трепел, диатомит] осадочных пород и промышленных отходов [угледобычи и углеобогащения зол] и обожженных в печах, предназначенных для кладки фундаментов, наружных и внутренних стен зданий и сооружений.
Керамические кирпичи - изделия ответственейшего социального назначения и поэтому Госстандартом установлены обязательные жесткие требования к получению последних с заданными техническими характеристиками и товарно-потребительскими качествами, касающимися их формы, размеров, массы, внешнего вида, прочности, морозостойкости, водопоглощения, теплопроводности, которые невозможно обеспечить в полной мере известными средствами по причине наличия в любом действующем производстве ряда неизбежных неблагоприятных факторов, приводящих к образованию дефектов и брака кирпича [неблагоприятными факторами, в частности, являются: изменение состава поставляемых сырьевых материалов, смена суточных и сезонных погодных условий, неравномерность температурного поля по сечению каналов сушильных и обжигательных печей, по объему садки и телу каждого отдельного кирпича, нарушения режимов технологии при аварийных ситуациях].
Задачей описываемых изобретений является: существенное улучшение технологии изготовления керамических изделий только за счет создания высокотехнологичных конструкций мундштука ленточного пресса и керамического кирпича, обладающего высокой сопротивляемостью воздействиям неблагоприятных факторов, имеющих место при отклонениях от заданных параметров производственного процесса; получение значительной экономии материалов, топлива, электроэнергии; предотвращение или снижение до минимума возможности образования дефектов и брака кирпича [трещин, отколов, отбитостей и других].
Из уровня техники известен сплошной полнотелый и пустотелый керамический кирпич в виде прямоугольного параллелепипеда, имеющий грани-постели, плоские лицевые грани-ложки и грани-тычки, смотрите:
- Попов Л.Н. Общая технология строительных материалов. М.: Высшая школа, 1989, стр.78-81 [1].
Недостатки известного кирпича [1]: его нетехнологичность из-за наличия плоских ровных ложковых и тычковых граней, замедленный процесс сушки сырца, высокие поверхностные напряжения, повышенная чувствительность к отклонениям от заданных параметров производственного процесса [и вследствие этого неспособность противостоять неблагоприятным факторам, имеющим место в действующих производствах].
Из уровня техники известно также, что для ускорения сушки увеличивают площадь сырца путем рифления его ровных, гладких плоских граней, смотрите:
- Наумов М.М. и др. Технология глиняного кирпича, М.: Стройиздат, 1969, стр.76 [2];
- Воробьев В.А. и др. Строительные материалы. М.: Стройиздат, 1976, стр.60 [3];
- Наназашвили И.Х. Строительные материалы, изделия и конструкции. Справочник, М.: Высшая школа, 1990, стр.170 [4].
В известных источниках [2-4] отмечается, что рифление повышает сцепление кирпича с раствором и улучшает декоративные свойства кирпича.
Однако рифли - это мелкие острые желобки, канавки, бороздки, поэтому они являются источниками образования многочисленных трещин на поверхностях и в приповерхностных слоях кирпича.
Наиболее близким к первому описываемому изобретению «керамическому кирпичу» по совокупности существенных признаков является керамический кирпич [камни], охарактеризованный в источнике [5], прототип:
- ГОСТ 530-95, Межгосударственный стандарт. Кирпич и камни керамические. Технические условия, Издание официальное, Межгосударственная научно- техническая комиссия по стандартизации и техническому нормированию в строительстве (МНТКС), Москва, стр.1-5, 17-22 [5].
Согласно источнику [5] прототипный керамический кирпич, изготовляемый способом пластического формования или полусухого прессования из глинистых и кремнеземистых [трепел, диатомит] осадочных пород и промышленных отходов [угледобычи и углеобогащения зол] и обожженный в печах, выполнен полнотелым или пустотелым в форме прямоугольного параллелепипеда, имеющего габаритообразующие грани - постели, грани ложковые и грани тычковые, при этом ложковые и тычковые грани могут быть гладкими или рифлеными.
Известному из источника [5] керамическому кирпичу присущи существенные недостатки, а именно:
- во-первых, наличие гладких плоских ложковых и тычковых граней предопределяет медленный и неравномерный процесс сушки сырца, приводящий к возникновению различных дефектов, в частности, к деформациям и трещинообразованию кирпича;
- во-вторых, наличие на ложковых и тычковых гранях рифлений [то есть мелких острых желобков, канавок, бороздок глубиной до 1 мм] является источником дополнительного образования многочисленных трещин в поверхностных слоях кирпича - сырца, которые в дальнейшем увеличиваются в размерах вследствие резких мощных силовых воздействий на кирпич при выполнении разнообразных технологических, погрузочно-разгрузочных и транспортных операций;
- в-третьих, указанные дефекты значительно усугубляются при отклонениях от заданных технологических параметров производства кирпича.
Наиболее близким ко второму описываемому изобретению «мундштуку ленточного пресса для изготовления керамического кирпича» по совокупности существенных признаков является техническое решение, охарактеризованное в источнике [6], прототип:
- Патент РФ №2035298 «Мундштук ленточного пресса для изготовления строительных изделий», опубликовано 20.05.95, Бюл. №14 [6].
Согласно источнику [6] прототипный « мундштук ленточного пресса для изготовления строительных изделий» содержит ложковообразующие и тычковообразующие грани с формующими и калибрующими зонами, на рабочих поверхностях которых расположены и рассредоточены на каждой грани на одинаковом расстоянии друг от друга продольные выступы, выполненные с увеличением поперечного сечения в направлении выходного отверстия и одинаковыми по размеру и форме в конце калибровочной зоны, при этом длина выступов, смежных [прилегающих] с углами мундштука, превосходит или равна длине промежуточных выступов и составляет 0,2-1,0 длины мундштука, продольные выступы выполнены с поперечными сечениями в виде сегментов или трапеций, а рабочие поверхности продольных выступов и граней плавно сопряжены между собой.
Хотя прототипный мундштук [6] и обеспечивает равномерное уплотнение керамической массы по сечению и по периметру формуемого бруса, тем не менее он имеет следующие существенные недостатки:
1. Смежные с углами 5 продольные выступы 4 на ложковообразующих и тычковообразующих гранях мундштука равноудалены от ребер углов [то есть расположены на одинаковом расстоянии от ребер углов мундштука, смотрите фиг.1 и 3], и, следовательно, формуемый этим мундштуком керамический кирпич имеет на ложковых и тычковых гранях симметричные относительно биссектрис углов технологические каналы, утончающие, уменьшающие с двух прямо противоположных сторон тело кирпича в самых легкоуязвимых угловых местах и являющиеся, таким образом, источниками дополнительного, искусственного образования дефектов и брака кирпича [трещин, отколов, отбитостей и других].
2. Расположенные на обеих ложковообразующих гранях посередине продольные выступы 6 [на фиг.1 и 3 эти продольные выступы 6 расположены по центральным горизонтальным поперечным штрихпунктирным осям чертежей] образуют соответственно посередине ложковых граней кирпича технологические каналы, утончающие, уменьшающие с двух прямо противоположных сторон тело кирпича, и этим самым снижают прочностные свойства кирпича в серединных местах, испытывающих максимальные деформации и изгибающие нагрузки.
Описываемая группа изобретений с единым изобретательским замыслом лишена указанных недостатков известных прототипных технических решений, так как обладает новой совокупностью существенных признаков в виде созданных высокотехнологичных конструкций мундштука ленточного пресса и керамического кирпича, обладающего высокой сопротивляемостью воздействиям неблагоприятных факторов, имеющих место при отклонениях от заданных параметров производственного процесса, и благодаря этому обеспечивают: существенное улучшение технологии изготовления керамических изделий; получение значительной экономии материалов, топлива, электроэнергии; предотвращение или снижение до минимума возможности образования дефектов и брака кирпича [трещин, отколов, отбитостей и других].
Достигаются такие технические результаты благодаря тому, что:
Первое изобретение - керамический кирпич в форме полнотелого или пустотелого прямоугольного параллелепипеда с плоскими ложковыми и тычковыми гранями, изготовляемый способом пластического формования или полусухого прессования из глинистых и кремнеземистых [трепел, диатомит] осадочных пород и промышленных отходов [угледобычи и углеобогащения зол] и обожженный в печах [в отличие от прототипа], дополнительно снабжен технологическими каналами, выполненными и рассредоточенными на ложковых и тычковых гранях по периметру граней-постелей и перпендикулярно граням-постелям на всю толщину кирпича с образованием габаритообразующих плоских участков ложковых и тычковых граней, смежных с углами кирпича, габаритообразующих плоских или кривоповерхностных участков граней посередине ложковых граней, промежуточных габаритообразующих или негабаритообразующих плоских или кривоповерхностных участков граней, при этом смежные с углами кирпича технологические каналы на ложковых и тычковых гранях разноудалены от ребер кирпича минимум на величину радиусов сопряжений габаритообразующих плоских участков граней со смежными боковыми стенками каналов, дно и боковые стенки всех технологических каналов заподлицо сопряжены кривыми поверхностями между собой и со всеми смежными плоскими или кривоповерхностными участками граней так, что радиусы сопряжений составляют величину не менее 0,5 [половины] глубины каналов, причем ширина технологических каналов равна, меньше или больше ширины смежных плоских или кривоповерхностных участков граней кирпича, при этом:
- все технологические каналы и плоские или кривоповерхностные участки ложковых и тычковых граней кирпича выполнены в виде цилиндрических сегментов или в виде других сегментов, например: трапециевидных призматических, эллипсоидных, гиперболоидных, параболоидных, конических, пирамидальных, а также в виде сочетаний их комбинаций, в частности, цилиндрических и трапециевидных призматических сегментов;
- в качестве поверхностей сопряжений между собой дна, боковых стенок технологических каналов и смежных плоских или кривоповерхностных участков ложковых и тычковых граней использованы поверхности второго порядка, например, цилиндрические, конические поверхности, а также синусоидальные поверхности;
- наиболее легкоуязвимые для повреждения кривоповерхностные места, например, мелкие промежуточные цилиндрические участки ложковых и тычковых граней, углублены относительно смежных габаритообразующих плоских участков указанных граней;
- ложковые и тычковые грани выполнены соответственно попарно одинаковыми;
- ложковые и тычковые грани выполнены соответственно попарно разнородными;
- все ложковые и тычковые грани выполнены разнородными.
Второе изобретение - мундштук ленточного пресса для изготовления керамического кирпича, содержащий ложковообразующие и тычковообразующие грани с формующими и калибрующими зонами, на рабочих поверхностях которых расположены и рассредоточены продольные выступы, выполненные с увеличением поперечных сечений в направлении выходного отверстия мундштука, рабочие поверхности продольных выступов и граней плавно сопряжены между собой, в калибрующих зонах между продольными выступами расположены габаритообразующие или негабаритообразующие плоские или кривоповерхностные участки граней, длина продольных выступов составляет 0,2-1 длины мундштука [в отличие от прототипа], смежные с углами продольные выступы на ложковообразующих и тычковообразующих гранях в конце калибрующих зон разноудалены от ребер углов мундштука минимум на величину радиусов сопряжений продольных выступов со смежными участками граней, центральные продольные выступы на ложковообразующих гранях в конце калибрующих зон удалены по обе стороны от середины ложковообразующих граней минимум на величину радиусов сопряжений центральных продольных выступов со смежными участками граней, при этом боковые стенки всех продольных выступов заподлицо сопряжены кривыми поверхностями со смежными участками граней в конце калибрующих зон так, что радиусы сопряжений составляют величину не менее 0,5 [половины] высоты продольных выступов, причем на всех гранях в конце калибрующих зон ширина продольных выступов равна, меньше или больше ширины смежных плоских или кривоповерхностных участков граней мундштука, при этом:
- продольные выступы и габаритообразующие плоские или кривоповерхностные участки на ложковообразующих и тычковообразующих гранях выполнены в виде цилиндрических сегментов или в виде других сегментов, например, трапециевидных призматических, эллипсоидных, гиперболоидных, параболоидных, конических, пирамидальных, а также в виде сочетаний их комбинаций, в частности, цилиндрических и трапециевидных призматических сегментов;
- в качестве поверхностей сопряжений между собой боковых стенок продольных выступов и смежных плоских или кривоповерхностных участков граней использованы поверхности второго порядка, например, цилиндрические, конические поверхности, а также синусоидальные поверхности;
- ложковообразующие и тычковообразующие грани выполнены соответственно попарно одинаковыми;
- ложковообразующие и тычковообразующие грани выполнены соответственно попарно разнородными;
- все ложковообразующие и тычковообразующие грани выполнены разнородными.
Сущность описываемой группы изобретений подробнее раскрывается из дальнейшего описания с использованием чертежей, на которых представлены различные варианты технологического и конструкционного исполнения керамического кирпича 1 [на фиг.1-12 изображены все указанные варианты кирпича 1 видами сверху на их грани-постели 2], а на фиг.13-15 показаны варианты мундштука ленточного пресса для изготовления керамического кирпича 1, а именно:
- на фиг.1 - на ложковых гранях 3 и на тычковых гранях 4 кирпича 1 выполнены технологические каналы 5 в виде цилиндрических сегментов так, что ширина B1 каналов 5 равна ширине В2 смежных габаритообразующих плоских участков граней 3 и 4;
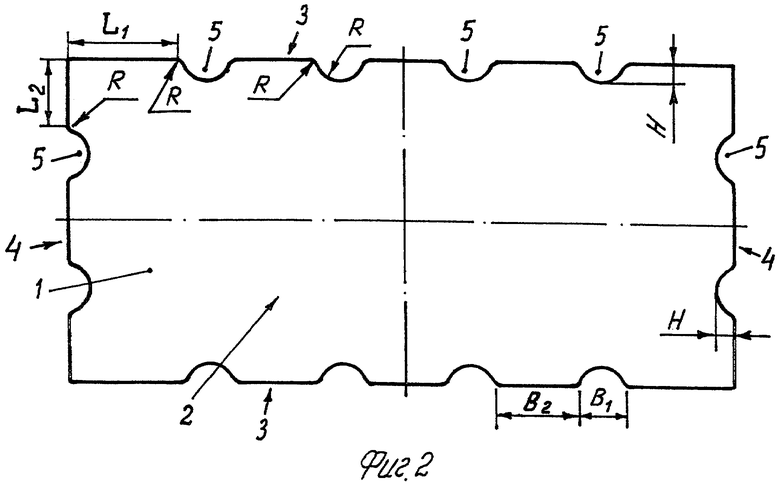
- на фиг.2 - то же, что на фиг.1, но ширина B1 технологических каналов 5 меньше ширины В2 смежных габаритообразующих плоских участков граней 3 и 4;
- на фиг.3 - то же, что на фиг.1, но ширина B1 технологических каналов 5 больше ширины В2 смежных габаритообразующих плоских участков граней 3 и 4;
- на фиг.4 - на гранях 3 и 4 выполнены технологические каналы 5 в виде трапециевидных призматических сегментов так, что ширина B1 каналов 5 равна ширине В2 смежных габаритообразующих плоских участков граней 3 и 4;
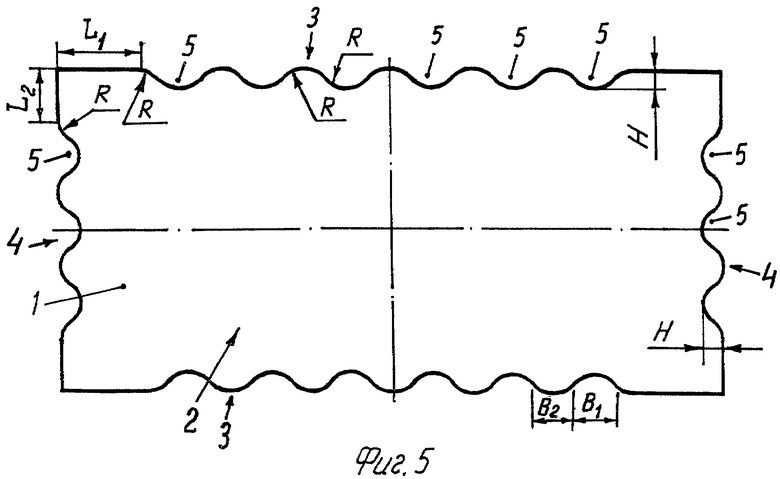
- на фиг.5 - технологические каналы 5 выполнены в виде цилиндрических сегментов, и смежные габаритообразующие участки граней 3 и 4 выполнены в виде цилиндрических сегментов так, что ширина B1 каналов 5 равна ширине В2 смежных участков граней 3 и 4;
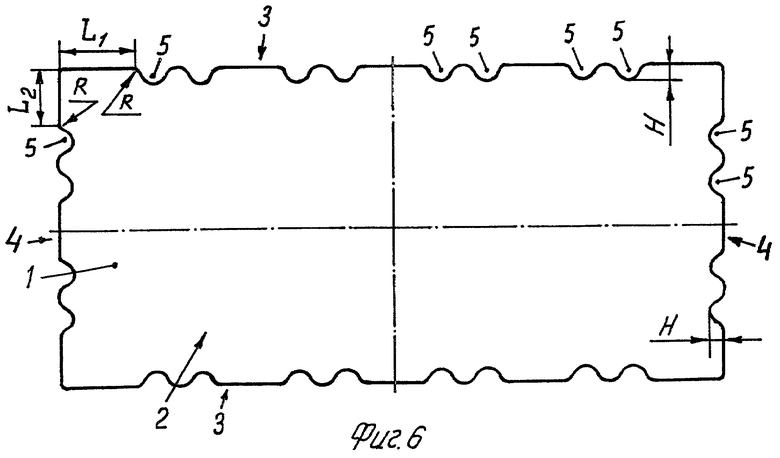
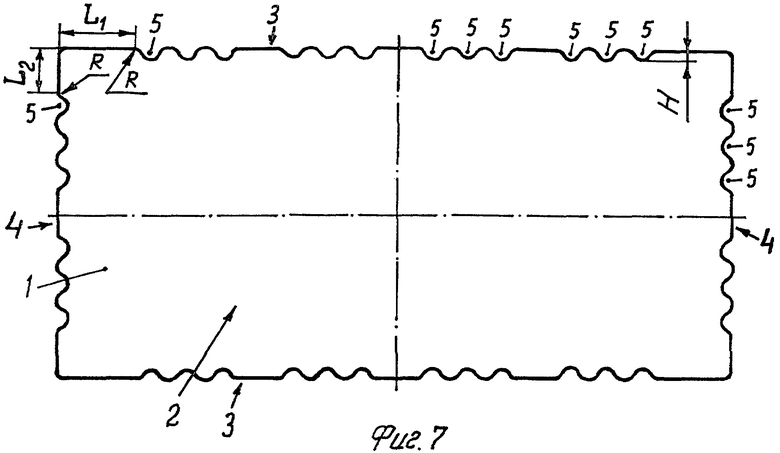
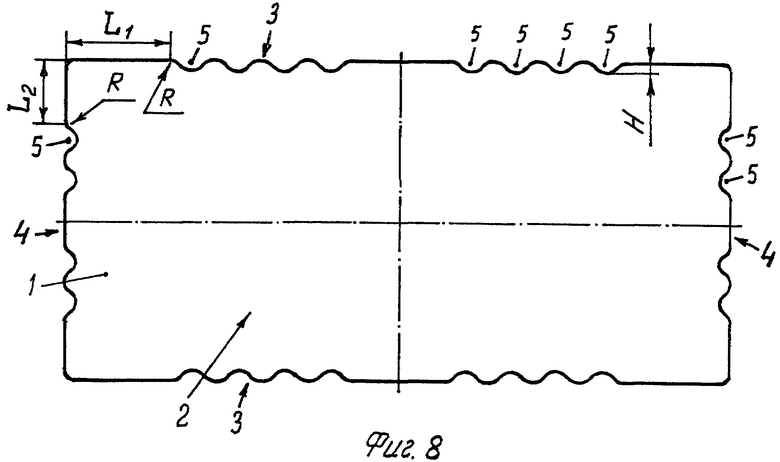
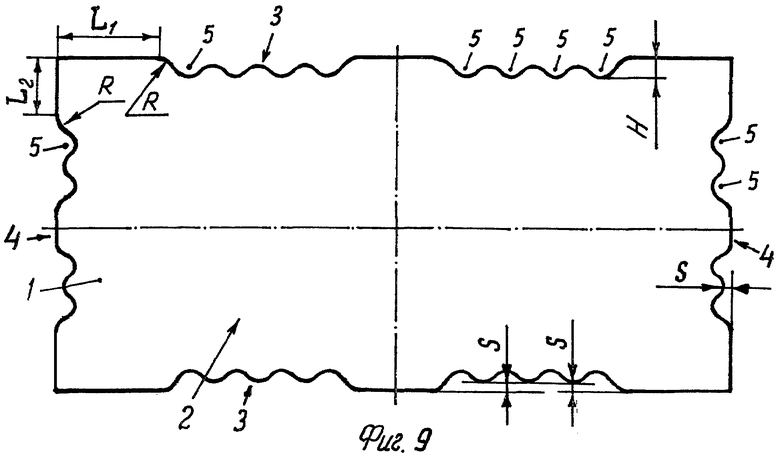
- на фиг.6-9 - технологические каналы 5 выполнены в виде цилиндрических сегментов, а смежные габаритообразующие участки граней 3 и 4 выполнены частично в виде цилиндрических сегментов и трапециевидных призматических сегментов;
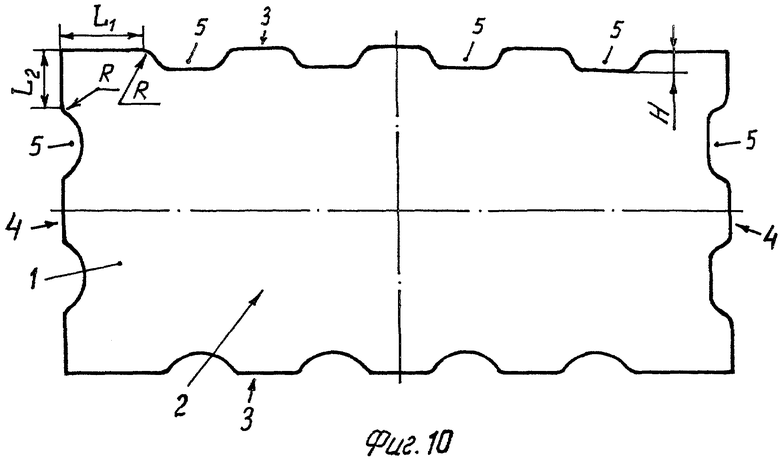
- на фиг.10 - на одной паре граней, [состоящей из верхней ложковой 3 и правой тычковой 4] каналы 5 выполнены однотипными в виде трапециевидных сегментов призмы, а на другой паре граней [состоящей из нижней ложковой 3 и левой тычковой 4] каналы 5 выполнены также однотипными, но в виде сегментов цилиндра;
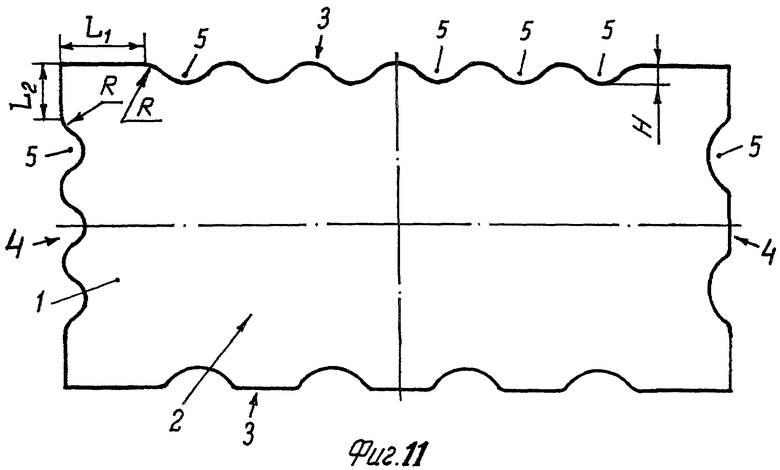
- на фиг.11 - на одной паре граней [состоящей из верхней ложковой 3 и левой тычковой 4] каналы 5 выполнены однотипными в виде мелких сегментов цилиндра, а на другой паре граней [состоящей из нижней ложковой 3 и правой тычковой 4] каналы 5 выполнены однотипными в виде крупных сегментов цилиндра;
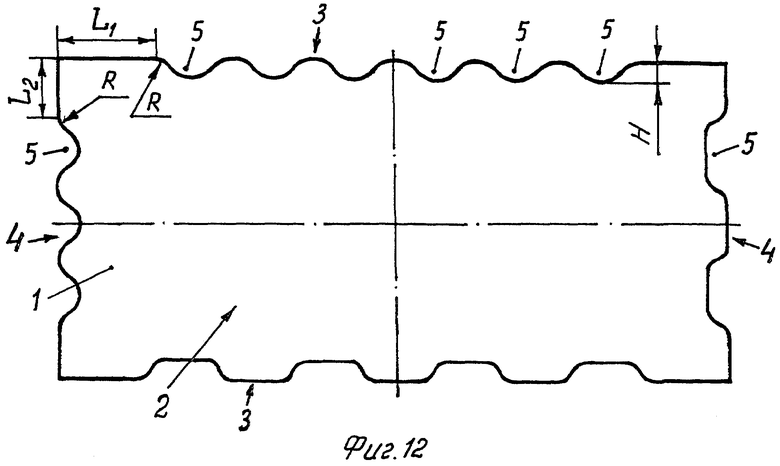
- на фиг.12 - на одной паре граней [состоящей из верхней ложковой 3 и левой тычковой 4] каналы 5 выполнены однотипными в виде мелких сегментов цилиндра, а на другой паре граней [состоящей из нижней ложковой 3 и правой тычковой 4] каналы 5 выполнены однотипными в виде трапециевидных сегментов призмы;
- на фиг.13 - мундштук ленточного пресса для изготовления керамического кирпича 1 с однотипными продольными выступами в виде коническо-цилиндрических сегментов на всех гранях мундштука [план: вид сверху со стороны расширенного, входного отверстия];
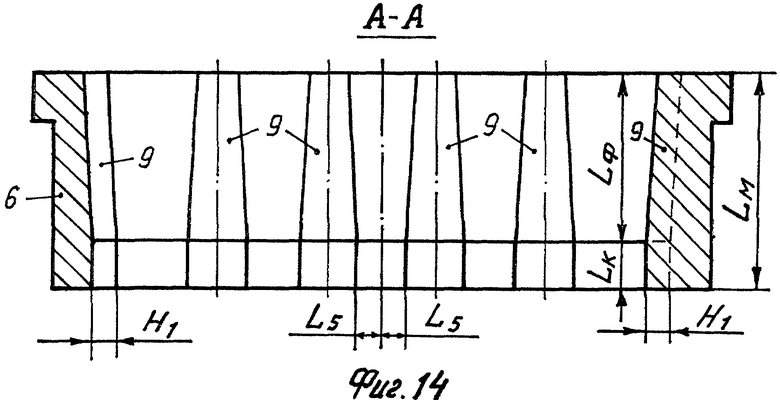
- на фиг.14 - разрез А-А на фиг.13;
- на фиг.15 - мундштук ленточного пресса для изготовления керамического кирпича 1 с двутипными продольными выступами, а именно: на одной паре граней [состоящей из верхней ложковообразующей и правой тычковообразующей] продольные выступы выполнены в виде коническо-цилиндрических сегментов, а на второй паре граней [состоящей из нижней ложковообразующей и левой тычковообразующей] продольные выступы выполнены в виде трапециевидных сегментов усеченной пирамиды (план: вид сверху со стороны расширенного входного отверстия).
Примечание [на фиг.1-15 количество технологических и конструкционных элементов, например, технологических каналов в кирпиче и продольных выступов в мундштуке ограничено небольшим числом с целью упрощения чертежей и четкого изложения сущности изобретений, при этом нумерованными стрелками указаны следующие виды: стрелками 2 - на грани-постели, стрелками 3 - на ложковые грани, стрелками 4 - на тычковые грани кирпича 1; а стрелками 7 - на ложковообразующие грани и стрелками 8 - на тычковообразующие грани мундштука 6].
Указанные на фиг.1-12 технологические каналы 5 и габаритообразующие плоские или кривоповерхностные участки на ложковых 3 и тычковых 4 гранях кирпича 1 представлены в виде цилиндрических и трапециевидных призматических сегментов, однако необходимо иметь в виду, что они могут быть выполнены также в виде других сегментов: эллипсоидов, гиперболоидов, параболоидов, конусов, пирамид, причем технологические каналы 5 и габаритообразующие плоские или кривоповерхностные участки на ложковых 3 и тычковых 4 гранях могут иметь только постоянные поперечные сечения при пластическом способе формования в ленточных прессах с использованием мундштуков и постоянные или переменные поперечные сечения в случаях применения полусухого способа формования путем прессования в формах.
Предельно допустимые параметры [максимальную глубину Н, ширину B1 и количество технологических каналов 5; размеры габаритообразующих плоских или кривоповерхностных участков ложковых 3 и тычковых 4 граней] устанавливают с учетом: практического предназначения кирпича [в частности, строительство дачных домиков, коттеджей, гаражей, высотных зданий], пожеланий потребителей и обязательных требований ГОСТ 530-95 по обеспечению технических характеристик и товарно-потребительских качеств кирпича.
Во всех вариантах технологического и конструкционного исполнения керамического кирпича 1 выполнены габаритообразующие плоские участки ложковых 3 и тычковых 4 граней, смежные с углами кирпича 1, при этом смежные с углами технологические каналы 5 на ложковых 3 и тычковых 4 гранях разноудалены от ребер углов кирпича минимум на величину радиусов R сопряжений соответствующих габаритообразующих плоских участков граней 3 и 4 со смежными боковыми стенками каналов 5 [на фиг.1-12 указанная разноудаленность каналов 5 от ребер углов кирпича 1 представлена тем, что расстояния L1 каналов 5 на ложковых гранях 3 больше расстояний L2 каналов 5 на тычковых гранях 4 минимум на величину указанных радиусов сопряжений R].
Благодаря тому что смежные с углами кирпича 1 технологические каналы 5 на ложковых 3 и тычковых 4 гранях разноудалены от ребер углов кирпича 1, исключается возможность симметричного [относительно биссектрис углов кирпича] двустороннего, прямо противоположного [а именно, как со стороны ложковых 3, так и со стороны тычковых 4 граней одновременно] уменьшения, утонения тела углов кирпича и этим самым предотвращается или сводится до минимума возможность образования трещин, отколов и отбитостей в этих самых легкоуязвимых угловых местах кирпича.
Во всех вариантах технологического и конструкционного исполнения керамического кирпича 1 [фиг.1-12] выполнены габаритообразующие плоские или кривоповерхностные участки посередине ложковых граней и благодаря этому обеспечиваются необходимые прочностные свойства кирпича в его серединных местах, испытывающих максимальные деформации и изгибающие нагрузки.
Пояснение [употребляемый в описании заявки термин «габаритообразующие плоские и кривоповерхностные участки ложковых и тычковых граней» обозначает такие указанные участки ложковых 3 и тычковых 4 граней, которые образуют предельные внешние очертания кирпича 1, в частности, установленные ГОСТ 530-95 в отношении длины и ширины кирпича.
Дно и боковые стенки технологических каналов 5 заподлицо [вровень] сопряжены кривыми поверхностями между собой и со смежными габаритообразующими плоскими или кривоповерхностыми участками ложковых 3 и тычковых 4 граней так, что радиусы сопряжений составляют величину не менее 0,5 [половины] глубины Н технологических каналов 5, и благодаря этому устраняются или сокращаются до минимума циклические напряжения в поверхностных слоях ложковых 3 и тычковых 4 граней кирпича 1 и этим самым заранее предотвращается [или сокращается до минимума] возможность образования трещин в поверхностных слоях кирпича 1 на ложковых 3 и тычковых 4 гранях даже при отклонениях от заданных технологических параметров производства кирпича [фиг.1-12].
Ширина B1 технологических каналов 5 может быть равна, меньше или больше ширины В2 смежных габаритообразующих плоских или кривоповерхностных участков ложковых 3 и тычковых 4 граней и этим самым становится возможным регулировать, выравнивать и усреднять поверхностную плотность на всех ложковых и тычковых гранях в оптимальных пределах, что является эффективным средством против образования дефектов и брака в поверхностных слоях керамического кирпича 1 [фиг.1-5].
Наиболее легкоуязвимые для повреждения кривоповерхностные места, например, мелкие промежуточные цилиндрические участки ложковых 3 и тычковых 4 граней могут быть углублены относительно смежных габаритообразующих плоских участков граней 3 и 4 на величину S, равную, например, 1-3 мм с целью предотвращения их от повреждений, ибо этим самым исключается возможность контактов этих участков граней с другими предметами как в процессе производства, так и при выполнении погрузочно-разгрузочных, транспортных и складских операций [фиг.9].
На фиг.1-9 в каждом отдельном варианте кирпича 1 ложковые грани 3 и тычковые грани 4 выполнены соответственно попарно одинаковыми, что дает возможность строителям производить одним видом кирпича однородную художественно-орнаментальную кладку, отделку стен.
На фиг.10-12 в каждом отдельном варианте кирпича 1 ложковые грани 3 и тычковые грани 4 выполнены соответственно попарно разнородными, благодаря чему является возможным производить кладку, отделку стен разнообразными высокохудожественными орнаментальными украшениями.
Возможен также вариант керамического кирпича 1, в котором все ложковые грани 3 и тычковые грани 4 выполнены разнородными, то есть все указанные грани отличаются друг от друга как по форме, так и по размерам технологических каналов 5 и габаритообразующих или негабаритообразующих плоских или кривоповерхностных участков граней [этот вариант на чертежах не показан].
Мундштук 6 ленточного пресса длиной LМ для изготовления керамического кирпича 1 содержит ложковообразующие грани 7 и тычковообразующие грани 8 с формующими зонами длиной LФ - со стороны расширенного входного отверстия и с калибрующими зонами длиной LK - со стороны суженного выходного отверстия, при этом на рабочих поверхностях граней 7, 8 расположены и рассредоточены продольные выступы 9, выполненные с увеличением поперечных сечений в направлении выходного отверстия мундштука, фиг.13-15.
Смежные с углами продольные выступы 9 на ложковообразующих 7 и тычковообразующих 8 гранях разноудалены от ребер углов мундштука минимум на величину радиусов R1 сопряжений продольных выступов 9 со смежными участками граней 7, 8 в конце калибрующих зон [на фиг.13, 15 указанная разноудаленность продольных выступов 9 от ребер углов представлена тем, что расстояния L3 продольных выступов 9 на ложковообразующих гранях 7 больше расстояний L4 продольных выступов 9 на тычковообразующих гранях 8 минимум на величину указанных радиусов R1].
Центральные продольные выступы 9 на ложковообразующих гранях 7 в конце калибрующих зон удалены от середины ложковообразующих граней 7 минимум на величину радиусов R2 сопряжений центральных продольных выступов 9 со смежными участками граней 7 [на фиг.13, 15 указанная удаленность центральных продольных выступов 9 от середины ложковых граней 7 представлена расстояниями L5].
Боковые стенки всех продольных выступов 9 заподлицо [вровень] сопряжены кривыми поверхностями со смежными участками ложковообразующих 7 и тычковообразующих 8 граней в конце калибрующих зон так, что радиусы R1 и R2 сопряжений составляют величину не менее 0,5 [половины] высоты H1 продольных выступов 9, фиг.13-15.
На всех гранях ширина продольных выступов 9 в калибрующих зонах может быть равна, меньше или больше ширины смежных плоских или кривоповерхностных участков ложковообразующих 7 и тычковообразующих 8 граней мундштука 6.
На фиг.14 длина продольных выступов 9 равна длине LM мундштука 6, однако разработчикам технологической оснастки необходимо иметь в виду, что длина продольных выступов 9 может составлять 0,2-1 длины мундштука.
Поскольку мундштук 6 предназначен для изготовления кирпича 1 по любому из пунктов 1-7 формулы изобретения, то все конструкционно-технологические характеристики мундштука 6 идентичны соответствующим параметрам керамического кирпича 1 и поэтому должны надежно обеспечивать высококачественное изготовление последнего.
Мундштук 6 ленточного пресса работает следующим образом. Керамическая смесь из головки ленточного пресса под давлением поступает через расширенное входное отверстие мундштука 6 в формующую зону, где в процессе формования перераспределяется продольными выступами 9 по всему контуру мундштука, при этом процесс уплотнения осуществляется как за счет обжатия уклонами рабочих поверхностей ложковообразующих 7 и тычковообразующих 8 граней, так и за счет обжатий продольных выступов 9, благодаря увеличивающимся в направлении выходного отверстия поперечным сечениям последних, при этом необходимое и достаточное качество керамического бруса достигается в конце калибрующих зон.
Изобретения прошли производственную апробацию по полному производственному циклу изготовления стандартного керамического кирпича габаритными номинальными размерами в миллиметрах [длина, ширина, толщина] - 250×120×65, при этом:
- пластическое формование из глинистых масс производилось в ленточном прессе с использованием мундштуков 6, изготовленных из износостойкого высокохромистого чугуна высокоточным литьем в композиционные металлокерамические формы [такие мундштуки в литом состоянии имеют настолько высокую точность размеров и чистоту рабочих формообразующих поверхностей, что отпадает необходимость в каких-либо дополнительных доводочных операциях, при одновременном минимум десятикратном повышении, увеличении долговечности мундштуков 6 и высочайшем качестве формуемого керамического бруса];
- глубина Н технологических каналов 5 на ложковых 3 и тычковых 4 гранях кирпича 1 [высота H1 продольных выступов 9 на ложковообразующих 7 и тычковообразующих 8 гранях мундштука 6] составляет 4-7 мм;
- при глубине Н технологических каналов 5, равной 4 мм, радиусы сопряжений R составляют не менее 2 мм; при Н=5 мм радиусы сопряжений R составляют не менее 2,5 мм; при Н=6 мм радиусы сопряжений R составляют не менее 3 мм; при Н=7 мм радиусы сопряжений R составляют не менее 3,5 мм;
- ширина В1, В2 соответственно технологических каналов 5 и габаритообразующих или негабаритообразующих плоских или кривоповерхностных участков ложковых 3 и тычковых 4 граней кирпича 1 составляет 6-35 мм.
Итоговое заключение
На основании производственной апробации установлено, что описываемая группа изобретений обеспечивает возможность изготовления высококачественного керамического кирпича, так как при этом имеют место значительные технические результаты, а именно:
- достигается необходимая усредненная плотность поверхностных слоев на ложковых и тычковых гранях кирпича;
- значительно улучшаются технологические производственные условия сушки и обжига кирпича-сырца [ускоряется процесс испарения влаги с поверхностей кирпича, интенсифицируются взаимодействия кирпича с теплоносителями];
- предотвращается или сводится до минимума возможность деформаций и образования трещин в поверхностных слоях кирпича;
- снижаются теплоэнергозатраты, себестоимость, потери от брака, повышаются прочностные характеристики и морозостойкость кирпича;
- улучшается декоративная привлекательность керамического кирпича.
Обоснование соответствия описываемых изобретений условиям патентоспособности
Обоснование это произведено в соответствии с требованиями следующих основополагающих нормативных документов:
- «Патентный закон Российской Федерации» от 23 сентября 1992 г. №3717-1 с изменениями и дополнениями, внесенными Федеральным законом от 7 февраля 2003 г. [далее «Закон»];
- «Правила составления, подачи и рассмотрения заявки на выдачу патента на изобретение», приказ Роспатента от 6 июня 2003 г. №82 [далее «Правила»]; зарегистрирован Министерством юстиции Российской Федерации 30 июня 2003 г. №4852.
1. Обоснование соответствия описываемых изобретений «требованию единства изобретения» согласно пункту 2.3. «Правил»
В формуле изобретения охарактеризована группа из двух изобретений, связанных между собой настолько, что они образуют единый изобретательский замысел, ибо одно изобретение «мундштук...» предназначено для изготовления другого изобретения «керамического кирпича», следовательно, единство изобретения соблюдено.
2. Обоснование соответствия описываемых изобретений условию «промышленной применимости» согласно статье 19.5.1. «Правил»
В описании заявки имеются все требуемые материалы, а именно:
- в описании и в формуле изобретения указано назначение изобретений;
- в описании приведены средства, с помощью которых возможно осуществление изобретений, охарактеризованных в пунктах формулы изобретения;
- и подробное описание с предоставлением чертежей, и экспериментальная и производственная апробация с получением положительных результатов убедительно подтверждают возможность высокоэффективной реализации изобретений.
3. Обоснование соответствия описываемых изобретений условию «новизны» согласно статье 19.5.2. «Правил»
Из проведенного анализа уровня техники в объеме патентных фондов Областной библиотеки и ЦНТИ города Кемерово не выявлены известные технические решения, которые бы обладали такой же совокупностью существенных признаков и достигаемыми техническими результатами, как описываемые изобретения, следовательно, они являются новыми.
4. Обоснование соответствия описываемых изобретений условию «изобретательского уровня» согласно статье 19.5.3. «Правил».
Из изученного уровня техники не выявлены технические решения, которые бы имели признаки, совпадающие с отличительными признаками описываемых изобретений, и которые обладали бы такой же совокупностью существенных признаков и достигаемыми техническими результатами, как описываемые изобретения, следовательно, описываемые изобретения для специалиста явным образом не следуют из уровня техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| МУНДШТУК ЛЕНТОЧНОГО ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2035298C1 |
| Строительный блок (варианты) | 2018 |
|
RU2688696C2 |
| Состав для орошения ложковых и тычковых граней кирпича-сырца | 1990 |
|
SU1705262A1 |
| УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ТЕЧИ В УЗЛАХ ВОДОРАЗБОРНЫХ КРАНОВ И ВЕНТИЛЕЙ ВОДОПРОВОДОВ | 2004 |
|
RU2281427C2 |
| ПУСТОТНО-ПОРИСТЫЙ КЕРАМИЧЕСКИЙ КИРПИЧ-БЛОК ДЛЯ ВОЗВЕДЕНИЯ ОДНОРОДНЫХ СТЕН И СПОСОБ ЕГО КЛАДКИ | 2008 |
|
RU2377371C1 |
| СТРОИТЕЛЬНЫЙ КИРПИЧ | 2000 |
|
RU2184194C1 |
| СТРОИТЕЛЬНЫЙ КИРПИЧ | 1998 |
|
RU2156849C1 |
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ШАХТНОЙ ПЕЧИ | 2012 |
|
RU2518980C1 |
| СТРОИТЕЛЬНЫЙ БЛОК И СПОСОБ ВОЗВЕДЕНИЯ ЛОЖКОВОЙ КЛАДКИ ИЗ ЭТОГО СТРОИТЕЛЬНОГО БЛОКА | 2013 |
|
RU2525243C1 |
| БЕТОННЫЙ СТЕНОВОЙ КАМЕНЬ (ВАРИАНТЫ) | 2004 |
|
RU2270901C2 |




Группа изобретений относится к области строительства. Керамический кирпич в форме полнотелого или пустотелого прямоугольного параллелепипеда с плоскими ложковыми и тычковыми гранями, изготовленный способом пластического формования или полусухого прессования из глинистых и кремнеземистых осадочных пород и промышленных отходов и обожженный в печах. Он снабжен технологическими каналами, выполненными и рассредоточенными на ложковых и тычковых гранях по периметру граней-постелей и перпендикулярно граням-постелям на всю толщину кирпича. Мундштук ленточного пресса для изготовления керамического кирпича содержит ложковообразующие и тычковообразующие грани с формующими и калибрующими зонами, на рабочих поверхностях которых расположены и рассредоточены продольные выступы, выполненные с увеличением поперечных сечений в направлении выходного отверстия мундштука. Рабочие поверхности продольных выступов и граней плавно сопряжены между собой, в калибрующих зонах между продольными выступами расположены габаритообразующие или негабаритообразующие плоские или кривоповерхностные участки граней. При этом длина продольных выступов составляет 0,2-1 длины мундштука. Технический результат заключается в предотвращении образования дефектов, экономии материалов и топлива. 2 н. и 11 з.п. ф-лы, 15 ил.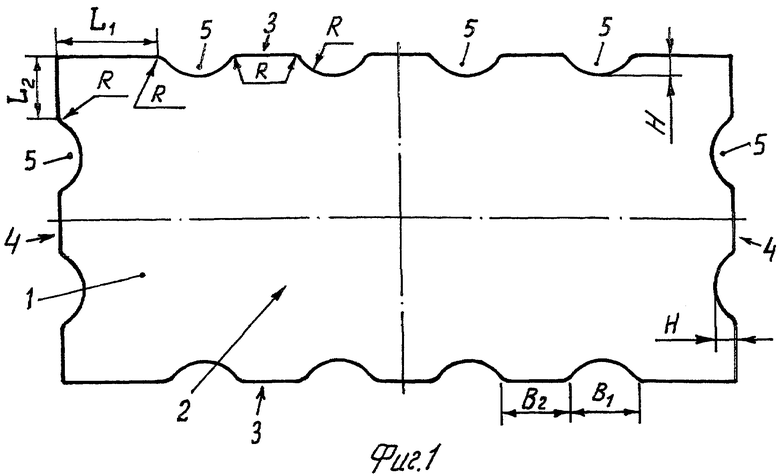
| МУНДШТУК ЛЕНТОЧНОГО ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2035298C1 |
| Магнетрон | 1935 |
|
SU48860A1 |
| Приспособление для корректирования контура графического шаблона в станке, работающем при помощи фотоэлемента | 1936 |
|
SU55674A1 |
| 0 |
|
SU375192A1 |

