Изобретение относится к области строительства и может быть использовано в покрытиях зданий. Наиболее эффективно изобретение может быть использовано для изготовления шпренгельных решетчатых конструкций, например прогонов и ферм.
Известен способ изготовления шпренгельных решетчатых конструкций, изготавливаемых из верхнего пояса, составленного из двух швеллеров, между стенками которых вваривают стержни решетки и нижний пояс (см. Металлические конструкции. Справочник проектировщика. М. Стройиздат, 1980, с.220, рис.11.19).
Такой способ изготовления трудоемок, так как нижний пояс решетчатой конструкции выполняют кусочно-ломанным, а затем узлы конструкции объединяют на косынках.
Прототипом изобретения является способ изготовления ферм, в котором нижний пояс решетчатой конструкции сначала изготавливают прямолинейным, затем упруго изгибают его в плоскости фермы по очертанию нижнего пояса, после чего доизготавливают ферму (см. патент RU 2300610 C1, 10.06.2007 г. Бюл. №16).
Такой способ не может быть использован для изготовления шпренгельных решетчатых конструкций, так как их нижние пояса требуют проработки больших пластических деформаций, что вредно для работы конструкции, и приходится гнуть пояса, что ведет к трудоемкости изготовления шпренгельной решетчатой конструкции.
Изобретение направлено на снижение трудоемкости изготовления шпренгельных решетчатых конструкций.
Результат достигается тем, что в способе изготовления шпренгельной решетчатой конструкции, изготавливаемой из верхнего пояса, составленного из двух швеллеров, между стенками которых вваривают стержни решетки, а затем к концам стержней решетки и опорным узлам конструкции приваривают нижний пояс, согласно изобретению сначала верхний пояс и решетку конструкции собирают в вертикальной плоскости в перевернутом положении, затем в пролете конструкции на концы стержней решетки укладывают прямой нижний пояс, например, из швеллера полками вверх и приваривают его к стержням решетки, а введенную в узел энергию от сварных швов используют для пластического гнутья и прижатия нижнего пояса к ближайшим концам соседних стержней решетки и далее процесс изготовления повторяют, а завершают изготовление решетчатой конструкции введением концов нижнего пояса между швеллерами верхнего пояса решетчатой конструкции.
На фиг.1 изображена шпренгельная решетчатая конструкция, например прогон или ферма. На фиг.2, 3, 4, 5 - последовательность изготовления решетчатой конструкции.
Шпренгельная решетчатая конструкция состоит из верхнего пояса, выполненного из двух швеллеров 1, между стенками которых вваривают концы стержней решетки 2, затем к другим концам стержней решетки и опорным узлам конструкции приваривают нижний пояс 3 (фиг.1). Стержни решетки 2 решетчатой конструкции могут быть выполнены из швеллера (фиг.1), прямоугольной трубы или др. профиля. Нижний пояс 3 решетчатой конструкции может быть выполнен из швеллера (фиг.1), сплошной полосы или др. типа сечения и определяется расчетом.
Шпренгельную решетчатую конструкцию в заводских условиях собирают в следующей последовательности. Сначала верхний пояс из двух швеллеров 1 и стержни решетки 2 собирают в вертикальной плоскости в перевернутом положении (фиг.2), затем в пролете конструкции на концы стержней решетки 2 укладывают прямой нижний пояс, например, из швеллера 3 полками вверх и приваривают его к стержням решетки сварными швами 4 (фиг.2), а введенную в узел энергию от сварных швов 4 используют для пластического гнутья по стрелкам А и прижатия нижнего пояса к ближайшим концам соседних стержней решетки 2 (фиг.2, 3) и далее процесс изготовления решетчатой конструкции повторяют прижатием нижнего пояса 3 к решетке 2 по стрелкам Б (фиг.3, 4) и т.д. Завершает изготовление решетчатой конструкции введение концов нижнего пояса 3 (фиг.4) по стрелкам В (фиг.4) между швеллерами 1 верхнего пояса решетчатой конструкции (фиг.5) и приваривание их между собой.
Величина вводимой в узел энергии для пластического деформирования нижнего пояса определяется расчетом.
Изготовление шпренгельных решетчатых конструкций по данному способу не требует разработки специальных узловых решений, а конструкции могут быть изготовлены бескосыночными, что полезно, кроме того верхнему поясу решетчатой конструкции может быть придан первоначальный строительный подъем, что также полезно для выбора в конструкции строительного прогиба.
Наиболее эффективно изобретение может быть использовано в бескосыночных шпренгельных решетчатых конструкциях для перекрытия пролетов от 12 до 24 м (см фиг.6).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТНОЙ ФЕРМЫ | 2011 |
|
RU2487221C1 |
| ПОКРЫТИЕ | 2011 |
|
RU2480562C2 |
| Пространственная решетчатая конструкция складного типа | 1978 |
|
SU750007A1 |
| СКВОЗНОЙ ПРОГОН | 2010 |
|
RU2432436C1 |
| ФЕРМА ИЗ ГНУТОСВАРНЫХ ПРОФИЛЕЙ С ПОЯСАМИ РЕГУЛЯРНО-ПЕРЕМЕННЫХ СЕЧЕНИЙ | 2018 |
|
RU2702492C1 |
| Решетчатая конструкция | 2024 |
|
RU2831492C1 |
| ПРОСТРАНСТВЕННАЯ РЕШЕТЧАТАЯ НЕСУЩАЯ КОНСТРУКЦИЯ | 2011 |
|
RU2485257C1 |
| ФЕРМА ИЗ ШВЕЛЛЕРОВ | 2009 |
|
RU2415233C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛЬШЕПРОЛЕТНЫХ ФЕРМ | 2007 |
|
RU2354789C1 |
| ПОКРЫТИЕ | 2008 |
|
RU2359091C1 |
Изобретение относится к области строительства, в частности к способу изготовления шпренгельной решетчатой конструкции. Технический результат заключается в снижении трудоемкости изготовления. Способ изготовления шпренгельной решетчатой конструкции заключается в изготовлении верхнего пояса, составленного из двух швеллеров, между стенками которого вваривают стержни решетки. Затем к концам стержней решетки и опорным узлам конструкции приваривают нижний пояс. Сначала верхний пояс и решетку конструкции собирают в вертикальной плоскости в перевернутом положении. Затем в пролете конструкции на концы стержней решетки укладывают прямой нижний пояс и приваривают его к стержням решетки. Введенную в узел энергию от сварных швов используют для пластического гнутья и прижатия нижнего пояса к ближайшим концам соседних стержней решетки. Далее процесс изготовления повторяют. Завершают изготовление решетчатой конструкции введением концов нижнего пояса между швеллерами верхнего пояса. 6 ил.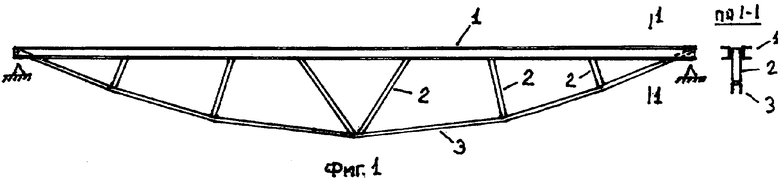
Способ изготовления шпренгельной решетчатой конструкции, изготавливаемой из верхнего пояса, составленного из двух швеллеров, между стенками которых вваривают стержни решетки, а затем к концам стержней решетки и опорным узлам конструкции приваривают нижний пояс, отличающийся тем, что сначала верхний пояс и решетку конструкции собирают в вертикальной плоскости в перевернутом положении, затем в пролете конструкции на концы стержней решетки укладывают прямой нижний пояс и приваривают его к стержням решетки, а введенную в узел энергию от сварных швов используют для пластического гнутья и прижатия нижнего пояса к ближайшим концам соседних стержней решетки и далее процесс изготовления повторяют, а завершают изготовление решетчатой конструкции введением концов нижнего пояса между швеллерами верхнего пояса.
| RU 2056488 C1, 20.03.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛЬШЕПРОЛЕТНЫХ ФЕРМ СО СТРОИТЕЛЬНЫМ ПОДЪЕМОМ | 2005 |
|
RU2300610C1 |
| Обжигательная печь для цинковой обманки | 1926 |
|
SU10408A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ МЕТАЛЛОКОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009817C1 |

