Изобретение относится к области электротехники и предназначено для контроля качества коммутации секций коллекторных электрических машин.
Под качеством коммутации секций понимается такая работа щеточно-коллекторного аппарата (ЩКА), при которой контактные поверхности щеток и коллекторных пластин не подвергаются интенсивному износу за счет электродуговой эрозии или этот процесс находится на определенном уровне, не ухудшающем состояние контактных поверхностей при длительной работе коллекторной электрической машины, что не ведет к сокращению планового срока службы последней.
В настоящее время качество коммутации секций, т.е. работу ЩКА регламентирует государственный стандарт (ГОСТ 183-74), где предусмотрена оперативная оценка работы ЩКА по интенсивности видимого искрения и определение состояния контактных поверхностей щеток и коллектора методом экспертных оценок после весьма продолжительного времени работы коллекторной электрической машины (КЭМ) при эксплуатационных режимах.
Следует отметить такой недостаток, как субъективность оперативной оценки качества коммутации секций по видимому искрению согласно ГОСТ 183-74. Объективная и достоверная оценка невозможна даже с применением технических средств контроля, регистрирующих видимый спектр или спектр инфракрасного излучения на базе видеосистем, которые в высокой степени не лишены субъективности в том случае, когда область искрения смещается под щетку за счет непритертости щеток к коллектору в результате реверса. В этом случае нет прямой связи или однозначности между наблюдаемой величиной излучения и величиной эрозии, ухудшающей состояние контактных поверхностей.
Наиболее близким по технической сущности и достигаемому результату является способ контроля искрения под щеткой коллекторных электрических машин, раскрытый в описании к патенту №1734053, МПК G01R 31/02. Известный способ включает следующие операции и их последовательность: измерение мгновенных значений тока разрыва за период существования дуги, квантование периода существования дуги на элементарные интервалы времени с определением в каждом интервале максимальной амплитуды тока, которая и принимается за статистически независимый источник информации о степени влияния тока на эрозию, определение теплового воздействия тока в каждом интервале квантования путем перемножения величин амплитуды тока и заряда на каждом элементарном интервале времени, затем производят сравнение по статистически независимой амплитуде тока на каждом интервале с начальным эффективным эрозионным действием тока разрыва дуги, суммируют эффективные тепловые действия тока на интервале существования коммутационной дуги, устанавливают по суммарному эффективному тепловому действию тока массу вынесенного материала в процессе электродуговой эрозии.
К недостаткам прототипа можно отнести сложность, неопределенность и неконкретность некоторых операций алгоритма преобразований по установлению зависимости между тепловым действием тока и массой вынесенного дугой материала из щеточно-коллекторного аппарата, что приводит к большому объему вычислений, затратам времени, к потере достоверности и оперативности контроля, т.е. к невозможности быстрого, объективного определения качества коммутации.
Задачей, решаемой в предлагаемом способе контроля качества коммутации коллекторных электрических машин, является повышение объективности, оперативности и достоверности определения качества коммутации секций, коммутируемых посредством щеточно-коллекторного аппарата. Технический результат достигается путем упрощения процесса вычислений и его автоматизации, а также конкретизации алгоритма сравнения и идентификации.
Технический результат достигается следующим образом. В известном способе контроля искрения под щеткой коллекторных электрических машин, заключающемся в измерении импульсного электромагнитного поля тока разрыва каждой коммутируемой секции посредством магниточувствительных элементов (как минимум, двух на щеточный бракет), располагаемых перпендикулярно плоскости коллекторных пластин и расположенных между петушком коллектора и близлежащей щеткой, в дальнейшем преобразовании импульсного электромагнитного поля в величину, пропорциональную мгновенным значениям тока разрыва в пределах периода существования каждой коммутационной дуги, квантовании периода существования дуги на элементарные интервалы времени и определении на каждом интервале квантования максимальной амплитуды тока, производят следующие операции:
1. Магниточувствительные элементы располагают перпендикулярно плоскости коллекторных пластин между петушком коллектора и началом контактных поверхностей щеток и коллекторных пластин как со стороны сбегающей, так и набегающей коллекторных пластин.
2. 3адают алгоритм квантования, основанный на постоянстве величины заряда для каждого временного интервала квантования, который соответствует величине нормирующего (калибровочного) заряда, равного произведению величины минимальной амплитуды тока разрыва коммутационной дуги, вызывающей начальную электродуговую эрозию для соответствующих контактных материалов, и величины максимально возможной длительности коммутационной дуги в реальных электрических машинах, приводящей к начальной эрозии.
3. При этом заблаговременно формируют и заносят в базу данных вычислительного устройства предварительно заданную эталонную зависимость между величиной массы вынесенных материалов из контактных поверхностей в результате процесса электродуговой эрозии и произведением максимальной величины амплитуды тока разрыва на данном интервале квантования на величину нормирующего заряда для каждой пары материалов контактных поверхностей щетка-коллектор.
4. Определяют на каждом интервале квантования кривой мгновенных значений тока разрыва коммутационной дуги действительную массу вынесенных материалов из контактной пары щетка-коллектор путем сравнения максимальной амплитуды тока разрыва в каждом интервале квантования с учетом величины нормирующего заряда со сформированной эталонной зависимостью.
5. Суммируют данные о вынесенных массах, полученные на каждом интервале квантования за весь период существования данной коммутационной дуги.
6. Устанавливают по величине максимальной суммарной массы вынесенных материалов наихудший коммутационный цикл и его отрицательное воздействие на контактные поверхности щеток и коллектора в количественной форме в виде величины соответствующей массы вещества, оперативно определенной в метрической системе единиц, которая однозначно указывает на объективно существующий износ коллектора и щеток в результате электродуговой эрозии.
Расположение магниточувствительных элементов (индукционных, оптических и др.) предложенным образом позволит применять их для электрических машин с различными конструкциями коллекторов (цилиндрических, торцевых, гребенчатых и т.д.).
Установление постоянной величины нормирующего заряда для каждого интервала квантования кривой мгновенных значений тока, полученной в процессе преобразования импульсного электромагнитного поля, позволяет сформировать заблаговременно эталонную зависимость для оперативного определения величины массы, характеризующей однозначное воздействие искрения на состояние контактных поверхностей материалов щеток и коллектора, в том числе при наихудшем коммутационном цикле любой секции якоря коллекторной электрической машины, что позволит решить поставленную задачу объективного, достоверного и оперативного контроля качества коммутации секций, коммутируемых посредством щеточно-коллекторного аппарата. Тем самым повысить надежность и продолжительность его работы, что в свою очередь скажется на сроке службы коллекторной электрической машины и ее эксплуатационных возможностях.
Определение качества коммутации по величине максимальной суммарной массы вынесенных (испарившихся) материалов наихудшего коммутационного цикла и его отрицательного воздействия на контактные поверхности щеток и коллектора в количественной форме в виде величины соответствующей массы вещества, выраженной в метрической системе единиц, однозначно указывает на объективно существующий износ коллектора и щеток при электродуговой эрозии. Оно хорошо согласовывается с объективными формулировками соответствующего стандарта (ГОСТ 183-74), указывающего на состояние контактных поверхностей щеток и коллекторных пластин, но имеет более высокую объективность и достоверность, оперативность в определении, а также может использоваться в качестве объективного информативного параметра в автоматизированных системах контроля качества коммутации секций коллекторных электрических машин с щеточно-коллекторным аппаратом. На фиг.1 - продольная схема установки магниточувствительных элементов (датчиков). На фиг.2 - поперечная схема расположения магниточувствительных элементов (датчиков). На фиг.3 - структурная схема прибора для измерения мгновенных значений тока разрыва дуги. На фиг.4 - осциллограммы мгновенных значений тока разрыва дуги и величины, пропорциональной току разрыва. На фиг.5 - алгоритм квантования импульса мгновенных значений тока разрыва. На фиг.6 - эталонная зависимость массы вынесенных материалов от произведения амплитуды тока на заряд.
Предложенный способ контроля качества коммутации секций коллекторных электрических машин может осуществляться следующим образом.
Для измерения импульсного электромагнитного поля в качестве магниточувствительных элементов могут использоваться индукционные датчики тока разрыва, выполненные на П-образном сердечнике из магнитного материала с обмоткой, намотанной определенным образом, аналогично обмоткам одного из вариантов реализации «пояса Роговского». С помощью щупов держателей устанавливаются датчики, расположенные согласно схемам, показанным на фиг.1 и фиг.2, где 1 - магниточувствительные элементы, 2 - коммутационные дуги, 3 - щетки, 4 - сбегающая пластина, 5 - набегающая пластина, 6 - петушки коллектора, 7 - коммутируемые секции, 8 - электромагнитный экран. Для преобразования импульсного магнитного поля в величину, пропорциональную мгновенным значениям тока разрыва коммутируемых с искрением секций коллекторных электрических машин, может использоваться прибор для измерения мгновенных значений тока разрыва при контроле интенсивности искрения щеток, который имеет структурную схему, показанную на фиг.3. Структурная схема прибора для измерения тока разрыва при контроле интенсивности искрения щеток электрических машин состоит из следующих блоков: магниточувствительных датчиков 1, выносных буферных блоков 2, аналоговых ключевых элементов 3, масштабного усилителя 4, интегратора 5, разнополярных блоков 6 выделения пиковых значений сигнала, разнополярных блоков 7 аналоговой памяти, разнополярных аналого-цифровых преобразователей 8 информативного сигнала, разнополярных индикаторов 9 тока разрыва, формирователя 10 порога напряжения, формирователя 11 задержки управления интегратора, генератора 12 тактовых импульсов, двоичных счетчиков 13, логического устройства 14 управления последовательности циклов измерения, индикаторов 15 контроля включенных датчиков, ключевого элемента 16 ручного управления и вычислительного устройства 17.
Дальнейшие преобразования с сигналами, пропорциональными мгновенным значениям тока разрыва, могут выполняться с помощью программно-аппаратного измерительного комплекса с вычислительным устройством 17 согласно фиг.3, например, на базе персонального компьютера промышленного исполнения НОУТБУК модели А-790-9.
Осциллограммы мгновенных значений импульсов тока разрыва, протекающего последовательно через коммутируемую секцию и коммутационную дугу, показаны на фиг.4. Кривая 1 соответствует мгновенным значениям тока разрыва, протекающего через секцию и дугу, а кривая 2 соответствует сигналу, величина которого пропорциональна кривой мгновенных значений этого же тока, но на входе вычислительного устройства 17. На фиг.5 дана схема алгоритма квантования кривой 2 на основе принципа постоянства нормирующего заряда в каждом интервале квантования (τ1…τn), где площади любого четырехугольника равны и соответствуют величине нормирующего заряда q для данного типа контактных материалов, например, медного коллектора и электрографитовых щеток.
Нормирующий заряд q определяется заблаговременно и соответствует площади четырехугольника, равной произведению начального тока эрозии на максимально возможную длительность дуги для конкретного типа контактных материалов щетка-коллектор.
Эталонная зависимость массы испарившихся материалов при дуге от воздействия тока разрыва и протекающего заряда устанавливается также заблаговременно на опытной установке, основу которой составляет эмиссионный спектрометр, например, модели OES-6000, принцип действия которого основан на инициировании потенциального искрового (дугового) разряда и пропускании через канал разряда тока (в нашем случае импульсов тока различной длительности и амплитуды с учетом различных величин нормирующего заряда). При этом с помощью дифракционной решетки по спектрограммам паров испарившихся материалов электродов, соответствующих контактной паре щетка-коллектор, определяется общая масса испарившихся материалов, в том числе масса каждого элемента в процентном отношении к общей массе.
Сформированные эталонные зависимости для различных марок контактных материалов заносятся в память вычислительного устройства, согласно соответствующей программе, и имеют условную форму в графическом виде, показанную на фиг.6, где зависимости 1, 2, 3…n соответствуют различным нормирующим зарядам q1, q2, q3…qn, зависящим от марки контактных материалов щетка-коллектор (например, зависимость 2 соответствует материалу коллектора из сплава меди и серебра и материалу щетки из электрографита ЭГ74). Механизм сравнения и идентификации может выполняться, например, следующим образом. После квантования сигнала пропорционально кривой мгновенных значений тока разрыва по длительности τд на элементарные интервалы квантования τ1…τn, в каждом интервале определяется максимальная амплитуда тока I1…In и перемножается на соответствующий нормирующий заряд q1. Потом полученная величина произведения тока и заряда на каждом интервале квантования определяется на эталонной зависимости и затем, в соответствии с коэффициентом преобразования, определяются соответствующие массы m1…mn для каждого интервала квантования. После чего массы m1…mn суммируются по всей длительности данной коммутационной дуги. Затем по максимальной величине массы материалов, вынесенных одной дугой, определяется наихудший коммутационный цикл, по которому делается заключение о качестве коммутации секций коллекторной электрической машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля искрения под щеткой коллекторных электрических машин | 1989 |
|
SU1734053A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ТОКА РАЗРЫВА ПРИ КОНТРОЛЕ ИНТЕНСИВНОСТИ ИСКРЕНИЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1992 |
|
RU2037835C1 |
| Устройство для исследования коммутации коллекторной электрической машины | 1988 |
|
SU1677796A1 |
| ДЕРЖАТЕЛЬ ДЛЯ МАГНИТОЧУВСТВИТЕЛЬНЫХ ДАТЧИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1993 |
|
RU2054837C1 |
| Коллекторная электрическая машина | 1988 |
|
SU1654902A1 |
| КОЛЛЕКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1997 |
|
RU2125758C1 |
| Устройство подавления радиопомех и снижения искрения коллекторных электрических машин | 1978 |
|
SU746790A1 |
| ЯВНОПОЛЮСНАЯ КОЛЛЕКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2010 |
|
RU2414795C1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ МГНОВЕННЫХ ЗНАЧЕНИЙ ИМПУЛЬСОВ ТОКА РАЗРЫВА В КОММУТИРУЕМЫХ СЕКЦИЯХ КОЛЛЕКТОРНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2068567C1 |
| ЯВНОПОЛЮСНЫЙ КОЛЛЕКТОРНЫЙ ЭЛЕКТРИЧЕСКИЙ ДВИГАТЕЛЬ | 2010 |
|
RU2414796C1 |
Изобретение относится к области электротехники. Сущность: измеряют импульсное электромагнитное поле тока разрыва каждой коммутируемой секции с помощью магниточувствительных элементов, которые расположены в зоне между местом присоединения секций к коллектору и началом контактных поверхностей как со стороны сбегающей, так и набегающей коллекторных пластин. Задают алгоритм квантования тока разрыва и периода существования дуги, основанный на постоянстве величины заряда для каждого временного интервала квантования. При этом заблаговременно формируют эталонную зависимость величины массы вынесенных материалов в результате электродуговой эрозии для каждой пары контактных поверхностей от произведения максимальной величины амплитуды тока разрыва в данном интервале квантования на величину нормирующего заряда, определяемого при создании алгоритма квантования. Действительную массу вынесенных при эрозии материалов в каждом интервале квантования определяют путем сравнения с эталонной зависимостью. Суммируют полученные данные и по величине максимальной суммарной массы устанавливают наихудший коммутационный цикл. Технический результат: повышение достоверности и скорости получаемых данных. 5 ил.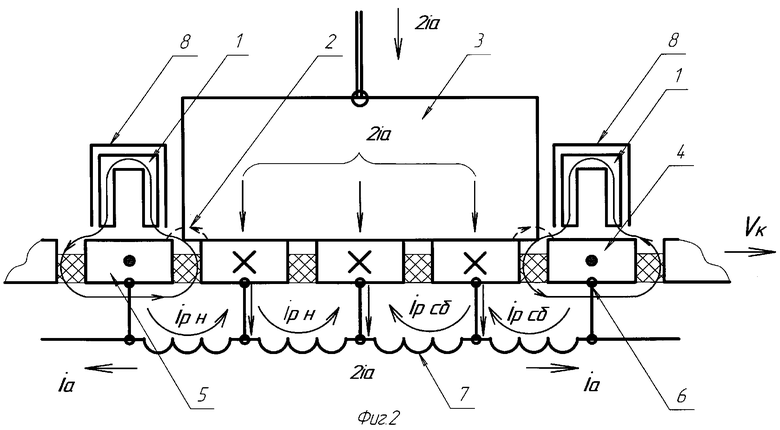
Способ контроля качества коммутации секций коллекторных электрических машин, заключающийся в измерении импульсного электромагнитного поля тока разрыва каждой коммутируемой секции посредством магниточувствительных элементов, расположенных перпендикулярно плоскости коллекторных пластин между петушком коллектора и началом контактных поверхностей щеток и коллекторных пластин, в преобразовании импульсного электромагнитного поля в величину, пропорциональную мгновенным значениям тока разрыва в пределах периода существования каждой коммутационной дуги, в квантовании периода существования дуги на элементарные интервалы времени и в определении на каждом интервале квантования коммутационной дуги максимальной амплитуды тока, отличающийся тем, что магниточувствительные элементы располагают как со стороны сбегающей, так и набегающей коллекторных пластин, определяют величину нормирующего заряда, равную произведению величины минимальной амплитуды тока разрыва коммутационной дуги, вызывающей начальную электродуговую эрозию для соответствующих марок контактных материалов, на величину максимально возможной длительности коммутационной дуги в реально существующих электрических машинах до момента возникновения кругового огня, задают алгоритм квантования, основанный на постоянстве величины нормирующего заряда для каждого временного интервала квантования, при этом заблаговременно формируют и заносят в базу данных вычислительного устройства предварительно определенную эталонную зависимость величины массы вынесенных материалов из электродов предполагаемых материалов контактных поверхностей щеток и коллектора в результате процесса электродуговой эрозии от произведения максимальной величины амплитуды тока разрыва в данном интервале квантования на величину нормирующего заряда для каждой пары материалов контактных поверхностей щеток и коллектора, определяют на каждом интервале квантования кривой мгновенных значений тока разрыва коммутационной дуги действительную массу вынесенных материалов из контактной пары щетка-коллектор путем сравнения с эталонной зависимостью по максимальной амплитуде тока разрыва в каждом интервале квантования и величине нормирующего заряда, суммируют данные о вынесенных массах на каждом интервале квантования за весь период существования данной коммутационной дуги, устанавливают по величине максимальной суммарной массы вынесенных материалов наихудший коммутационный цикл и его отрицательное воздействие на контактные поверхности щеток и коллектора в количественной форме в виде величины соответствующей массы вещества, определяемой в метрической системе единиц.
| Способ контроля искрения под щеткой коллекторных электрических машин | 1989 |
|
SU1734053A1 |
| RU 2003994 C1, 30.11.1993 | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

