Изобретение относится к способам нанесения износостойких покрытий на режущий инструмент и может быть использовано в металлообработке.
Известен способ повышения стойкости режущего инструмента (РИ), при котором на его поверхность вакуумно-плазменным методом наносят износостойкое покрытие (ИП) из нитрида титана (TiN) или карбонитрида титана (TiCN) (см. Табаков В.П. Работоспособность режущего инструмента с износостойкими покрытиями на основе сложных нитридов и карбонитридов титана. Ульяновск: УлГТУ, 1998. 123 с.). К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе покрытия имеются относительно низкая твердость и недостаточная прочность сцепления с инструментальной основой. В результате этого покрытие в большей мере подвергается износу, в нем быстро зарождаются и распространяются трещины, приводящие к разрушению покрытия, что снижает стойкость РИ с покрытием.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ нанесения многослойного покрытия, раскрытый в описании к патенту на изобретение RU 2312167 С1, принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного режущего инструмента с покрытием, принятого за прототип, относится то, что в известном способе многослойное покрытие обладает недостаточной твердостью, а следовательно, трещиностойкостью. В результате покрытие плохо сопротивляется процессам износа и разрушения и быстро разрушается при резании.
Повышение в последнее время стоимости металлорежущего инструмента и ужесточение требований к точности обрабатываемых деталей сделало еще более актуальной проблему повышения стойкости РИ. Одним из путей повышения стойкости и, как следствие, работоспособности РИ с покрытием является нанесение покрытий многослойного типа со слоями с различными физико-механическими свойствами. Наличие в покрытии верхнего слоя, обладающего высокой твердостью, способствует снижению интенсивности износа РИ с многослойным покрытием. Для повышения прочности сцепления покрытия с инструментальной основой оно должно иметь в своем составе нижний слой с повышенными адгезионными свойствами. Кроме того, увеличение твердости нижнего слоя покрытия также способствует дополнительному снижению интенсивности износа РИ с многослойным покрытием. Повышение прочности сцепления слоев обеспечивается за счет нанесения промежуточного слоя из элементов верхнего и нижнего слоев. Этот слой обладает высоким химическим сродством с другими слоями, высокой твердостью. Промежуточный слой также способствует повышению трещиностойкости за счет дополнительных границ между слоями.
Технический результат - повышение работоспособности РИ. Указанный технический результат при осуществлении изобретения достигается тем, что наносят нижний слой из нитрида или карбонитрида соединения титана, алюминия и железа при их соотношении, мас.% - титан 83,7-85,2, алюминий 13,0-14,2, железо 1,8-2,1; промежуточный - из нитрида или карбонитрида соединения титана, алюминия, кремния и железа при их соотношении, мас.% - титан 88,4-89,4, алюминий 8,7-9,4, кремний 0,7-0,8, железо 1,2-1,4; верхний - из нитрида или карбонитрида соединения титана, алюминия и кремния при их соотношении, мас.% - титан 84,8-86,0, алюминий 13,0-14,0, кремний 1,0-1,2, а нанесение слоев покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами, первый из которых выполняют составным из титана и железа, второй выполняют из сплава титана и кремния и располагают противоположно первому, а третий изготавливают составным из титана и алюминия и располагают между ними.
Такая структура покрытия позволяет получить высокую прочность сцепления с основой из-за наличия в покрытии нижнего слоя, обладающего высокой адгезией с инструментальной основой. При этом слои обладают высокой твердостью из-за дополнительного легирования материала слоев покрытий и наличию в их структуре микрослоистости, получаемой при нанесении покрытий по предлагаемой схеме расположения катодов.
Проведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источников, характеризующихся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения. Следовательно, заявленное изобретение соответствует условию «новизна».
Для проверки соответствия заявленного изобретения условию «изобретательский уровень» заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа повышения работоспособности РИ. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. В частности, заявленным изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью, присоединяемой к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата;
- увеличение количества однотипных элементов, действий для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий;
- выполнение известного средства или его части из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака (признаков), представлении таких признаков во взаимосвязи, либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей. Следовательно, заявленное изобретение соответствует условию «изобретательский уровень».
Сущность изобретения заключается в следующем. В покрытии при резании происходят процессы трещинообразования, приводящие к его разрушению. Кроме того, из-за недостаточной прочности сцепления с инструментальной основой и слоев внутри многослойного покрытия возможно разрушение последнего в результате адгезионно-усталостных явлений на контактных площадках. В этих условиях покрытие должно иметь слоистую структуру для торможения трещин. Нижний слой покрытия должен обладать высокой адгезией с инструментальным материалом. Слои покрытия должны обладать высокой твердостью для повышения износо- и трещиностойкости. При этом слои многослойного покрытия должны иметь высокую прочность связи между собой, что обеспечивается их высоким сродством друг с другом из-за наличия общих элементов.
Пластины с покрытиями, полученные с отклонениями от указанной технологии получения, показали более низкие результаты.
Для экспериментальной проверки заявленного способа было нанесено покрытие-прототип с соотношением слоев, соответствующим оптимальному значению, указанному в известном способе, а также двухслойное покрытие по предлагаемому способу.
Нанесение предлагаемого покрытия осуществляется следующим образом. Твердосплавные пластины МК8 (размером 4,7×12×12 мм) промывают в ультразвуковой ванне, протирают ацетоном, спиртом и устанавливают на поворотном устройстве в вакуумной камере установки «Булат-6», снабженной тремя катодами, расположенными горизонтально в одной плоскости. Используются первый составной катод из титана и железа, второй катод из сплава титана и кремния, расположенный противоположно первому, и третий составной катод из титана и алюминия, расположенный между ними. Камеру откачивают до давления 6,65·10-3 Па, включают поворотное устройство, подают на него отрицательное напряжение 1,1 кВ, включают один катод и при токе дуги 100 А производят ионную очистку и нагрев пластин до температуры 560-580°С. Ток фокусирующей катушки 0,4 А. Затем при отрицательном напряжении 160 В, токе катушек 0,3 А и подаче реакционного газа - азота (или смеси азота и ацетилена) включают первый (из титана и железа) и третий (из титана и алюминия) катоды и осаждают нижний слой покрытия TiAlFeN (или TiAlFeCN) толщиной 2,0 мкм. Промежуточный слой покрытия TiAlSiFeN (или TiAlSiFeCN) толщиной 2,0 мкм наносят при отрицательном напряжении 160 В, токе катушек 0,3 А и включенных трех катодах и подаче реакционного газа - азота (или смеси азота и ацетилена). Верхний слой покрытия TiAlSiN (или TiAlSiCN) толщиной 2,0 мкм наносят при отрицательном напряжении 160 В, токе катушек 0,3 А, включенных втором (из титана и кремния) и третьем (из титана и алюминия) катодах и подаче реакционного газа - азота (или смеси азота и ацетилена). Затем отключают катоды, подачу реакционного газа, напряжение и вращение приспособления. Через 15-20 мин камеру открывают и извлекают инструмент с покрытием.
Микротвердость покрытий определяли на микротвердомере «ПМТ-3» под нагрузкой 100 г.
Прочность сцепления покрытия с инструментальным материалом оценивали путем вдавливания алмазного индентора на твердомере ТК-2М при нагрузке 600Н. За критерий оценки адгезионно-прочностных свойств композиции «покрытие - инструментальный материал» принят коэффициент отслоения, определяемый как отношение площади отслоения покрытия к площади отпечатка индентора.
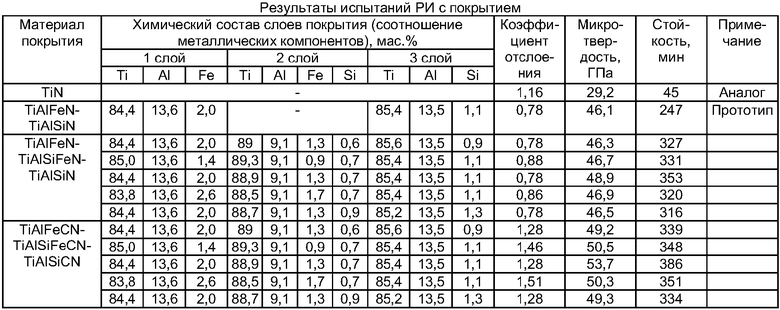
Стойкостные испытания режущего инструмента проводили при продольном точении заготовок из стали 30ХГСА на токарном станке 16К20. Режимы резания: скорость резания V=180 м/мин, подача S=0,15 мм/об, глубина резания t=0,5 мм, обработка производилась без применения СОЖ. Испытывали твердосплавные пластины марки МК8, обработанные по известному и предлагаемому способам. Критерием износа служила фаска износа по задней поверхности шириной 0,4 мм.
Как видно из приведенных в таблице 1 данных, стойкость пластин, с покрытиями, нанесенными по предлагаемому способу, выше стойкости пластин с покрытием, нанесенным по способу-прототипу в 1,3-1,6 раза.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного способа получения износостойкого покрытия для РИ следующей совокупности условий:
- способ получения многослойного покрытия для РИ, воплощающий заявленный способ при его осуществлении, предназначен для использования в промышленности, а именно для нанесения износостойких покрытий на РИ, и может быть использован в металлообработке;
- для заявленного способа получения многослойного покрытия для РИ в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью известных до даты приоритета средств и методов;
- способ получения многослойного покрытия для получения износостойкого покрытия для РИ, воплощающий заявленный способ при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует условию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2006 |
|
RU2312167C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2008 |
|
RU2366751C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2006 |
|
RU2312931C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2006 |
|
RU2333290C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2008 |
|
RU2367720C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2008 |
|
RU2367721C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2008 |
|
RU2363763C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2008 |
|
RU2366749C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2008 |
|
RU2362835C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2006 |
|
RU2312168C1 |
Изобретение относится к способам нанесения износостойких покрытий на режущий инструмент и может быть использовано в металлообработке. Проводят вакуумно-плазменное нанесение многослойного покрытия. Наносят нижний слой из нитрида или карбонитрида соединения титана, алюминия и железа при соотношении компонентов, мас.%: титан 83,7-85,2, алюминий 13,0-14,2, железо 1,8-2,1, промежуточный - из нитрида или карбонитрида соединения титана, алюминия, кремния и железа при соотношении компонентов, мас.%: титан 88,4-89,4, алюминий 8,7-9,4, кремний 0,7-0,8, железо 1,2-1,4, верхний - из нитрида или карбонитрида соединения титана, алюминия и кремния при их соотношении, мас.%: титан 84,8-86,0, алюминий 13,0-14,0, кремний 1,0-1,2. Нанесение слоев покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами, первый из которых выполняют составным из титана и железа, второй выполняют из сплава титана и кремния и располагают противоположно первому, а третий изготавливают составным из титана и алюминия и располагают между ними. Нижний слой покрытия наносят с использованием первого и третьего катодов, промежуточный - с использованием трех катодов, верхний - с использованием второго и третьего катодов. Повышается работоспособность режущего инструмента. 1 табл.
Способ получения многослойного покрытия для режущего инструмента, включающий вакуумно-плазменное нанесение многослойного покрытия, содержащего нижний слой из нитрида или карбонитрида соединения титана, алюминия и железа при их соотношении, мас.%: титан 83,7-85,2, алюминий 13,0-14,2, железо 1,8-2,1 и верхний слой - из нитрида или карбонитрида соединения титана, алюминия и кремния при их соотношении, мас.%: титан 84,8-86,0, алюминий 13,0-14,0, кремний 1,0-1,2, при этом нанесение покрытия осуществляют с использованием трех катодов, расположенных горизонтально в одной плоскости, первый из которых выполняют составным из титана и железа, второй выполняют из сплава титана и кремния и располагают противоположно первому, а третий изготавливают составным из титана и алюминия и располагают между ними, причем нижний слой покрытия наносят с использованием первого и третьего катодов, а верхний - с использованием второго и третьего катодов, отличающийся тем, что после нанесения нижнего слоя осаждают с использованием трех катодов промежуточный слой из нитрида или карбонитрида соединения титана, алюминия, кремния и железа при их соотношении, мас.%: титан 88,4-89,4, алюминий 8,7-9,4, кремний 0,7-0,8, железо 1,2-1,4.
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2006 |
|
RU2312167C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2269603C1 |
| Счетчик быстродвижущихся заряженных частиц | 1935 |
|
SU46006A1 |
| WO 2006038826 A1, 13.04.2006 | |||
| БЕСПИЛОТНЫЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ | 2013 |
|
RU2532954C1 |

