Способ изготовления циферблата настольных или настенных или напольных стрелочных часов и способ изготовления объемного модуля основания циферблата настольных или настенных или напольных стрелочных часов.
Изобретения группы относятся к технологии изготовления составных частей настольных или настенных или напольных стрелочных часов (механического или электронного типов), в частности к способу изготовления циферблата настольных или настенных или напольных стрелочных часов и способу изготовления объемного модуля основания метки циферблата настольных или настенных или напольных стрелочных часов и могут быть использованы, например, в часовой промышленности при изготовлении составных частей стрелочных часов - циферблата и основания циферблата.
Известен способ изготовления циферблата настольных или настенных или напольных стрелочных часов, включающий изготовление, по меньшей мере, одной метки циферблата, основания циферблата с геометрическим центром, размещение и закрепление метки циферблата или меток циферблата на основании циферблата относительно геометрического центра с возможностью обеспечения определения суточного времени при визуальном обозревании положения стрелок часов относительно метки циферблата или меток циферблата (RU 2319992 С1).
Известен также способ изготовления циферблата настольных или настенных или напольных стрелочных часов, включающий изготовление, по меньшей мере, одной метки циферблата, основания циферблата с геометрическим центром, размещение и закрепление метки циферблата или меток циферблата на основании циферблата относительно геометрического центра с возможностью обеспечения определения суточного времени при визуальном обозревании положения стрелок часов относительно метки циферблата или меток циферблата (RU 2319993 С1). Указанное техническое решение, как наиболее близкое, как по совокупности существенных признаков, так и по достигаемому техническому результату, включая назначение, выбирается в качестве наиболее близкого аналога (прототипа) для заявляемого объекта «Способ изготовления циферблата настольных или настенных или напольных стрелочных часов».
В результате проведенного научно-технического и патентного поиска не удалось обнаружить технические решения, имеющие отношение к способу изготовления объемного модуля основания циферблата настольных или настенных или напольных стрелочных часов. Структура описания изобретения будет составлена с учетом данного обстоятельства.
Недостаток известного способа изготовления циферблата настольных или настенных или напольных стрелочных часов (далее - циферблат) заключается в том, что он имеет ограниченные технологические возможности, в частности известный способ не обеспечивает быстрое и эффективное изменение геометрической формы циферблата, в частности его основания. При мелкосерийном или штучном производстве циферблатов важным фактором эффективности его изготовления является наличие потенциальной технологической возможности быстрого изменения геометрической формы значимой части циферблата - основания циферблата. Как показывает история развития технических систем, требуемые свойства могут быть достигнуты за счет использования модульного принципа изготовления продукта. При использовании модульного принципа изготовления циферблата и его части - основания циферблата, особое значение на эффективность изготовления циферблата оказывает способ изготовления объемного модуля основания циферблата настольных или настенных или напольных стрелочных часов (далее - объемный модуль). Данное обстоятельство свидетельствует о наличии технологического единства между способом изготовления циферблата и способом изготовления объемного модуля.
Заявитель полагает, что именно иное изготовление циферблата и объемного модуля, направленные на устранение недостатков системного характера, обеспечат технологическое единство между способами изготовления циферблата и объемного модуля, что позволит достичь нового технического результата - расширение арсенала технических средств и расширение технологических возможностей способов.
Одним из путей создания новых высокоэффективных технологических процессов (способов) является путь, ориентированный на использование имеющегося технологического оборудования, оснастки, сырья, материалов, имеющихся профессиональных навыков работников, смежных отраслей промышленности, производящих товарную продукцию. Указанное обстоятельство, является весомым аргументом, направленным на создание конкурентоспособных объектов и отраслей экономики в целом.
Задача, на решение которой направлены заявляемые технические решения, состоит в расширении арсенала технических средств определенного назначения, в частности создание новых эффективных объектов: способа изготовления циферблата настольных или настенных или напольных стрелочных часов и способа изготовления объемного модуля основания циферблата настольных или настенных или напольных стрелочных часов, которые лишены указанных недостатков и имеют расширенные технологические возможности.
Технический результат, который может быть при этом получен, заключается в реализации этого назначения, т.е. решение поставленной задачи по расширению арсенала технических средств определенного назначения путем создания нового способа изготовления циферблата настольных или настенных или напольных стрелочных часов и способа изготовления объемного модуля основания циферблата настольных или настенных или напольных стрелочных часов с расширенными технологическими возможностями.
Сущность заявляемого способа заключается в том, что в способе изготовления циферблата настольных или настенных или напольных стрелочных часов, включающем изготовление, по меньшей мере, одной метки циферблата, основания циферблата с геометрическим центром, размещение и закрепление метки циферблата или меток циферблата на основании циферблата относительно геометрического центра с возможностью обеспечения определения суточного времени при визуальном обозревании положения стрелок часов относительно метки циферблата или меток циферблата, согласно изобретению основание циферблата образуют объемными модулями основания циферблата настольных или настенных или напольных стрелочных часов, которые скрепляют между собой, причем объемный модуль образуют внешней частью и наполнителем, при этом внешнюю часть образуют стенкой или оболочкой полости из папиросной бумаги или сигаретной бумаги по форме прямолинейно ориентированной трубки с внешней и внутренней поверхностями, которые размещают друг против друга, а наполнитель размещают в полости и образуют курительным табаком, который частично вводят во взаимодействие с внутренней поверхностью трубки для обеспечения удержания курительного табака в полости, а скрепляют указанные объемные модули между собой клеевой композицией, которую размещают между внешними поверхностями соседних трубок.
Сущность заявляемого способа заключается в том, что в способе изготовления объемного модуля основания циферблата настольных или настенных или напольных стрелочных часов, изготавливают внешнюю часть и наполнитель, при этом внешнюю часть образуют стенкой или оболочкой полости из папиросной бумаги или сигаретной бумаги по форме прямолинейно ориентированной трубки с внешней и внутренней поверхностями, которые размещают друг против друга, а наполнитель размещают в полости и образуют курительным табаком, который частично вводят во взаимодействие с внутренней поверхностью трубки для обеспечения удержания курительного табака в полости.
Из источников информации заявителем не установлена известность влияния заявленных отличительных признаков на получение заявляемого технического результата. Именно заявляемая совокупность существенных признаков каждого объекта группы обеспечивает достижение поставленной задачи, получение нового технического результата, связанного с достижением цели - расширение арсенала технических средств и создание новых объектов с расширенными технологическими возможностями.
Сопоставительный анализ заявляемого способа изготовления циферблата настольных или настенных или напольных стрелочных часов с прототипом показывает, что заявляемый способ имеет общие признаки с прототипом:
изготовление, по меньшей мере, одной метки циферблата;
изготовление основания циферблата с геометрическим центром;
размещение и закрепление метки циферблата или меток циферблата на основании циферблата относительно геометрического центра с возможностью обеспечения определения суточного времени при визуальном обозревании положения стрелок часов относительно метки циферблата или меток циферблата.
Заявляемый способ изготовления циферблата настольных или настенных или напольных стрелочных часов отличается от прототипа новыми признаками:
основание циферблата образуют объемными модулями основания циферблата настольных или настенных или напольных стрелочных часов, которые скрепляют между собой;
объемный модуль образуют внешней частью и наполнителем;
внешнюю часть образуют стенкой или оболочкой полости из папиросной бумаги или сигаретной бумаги по форме прямолинейно ориентированной трубки с внешней и внутренней поверхностями, которые размещают друг против друга;
наполнитель размещают в полости и образуют курительным табаком, который частично вводят во взаимодействие с внутренней поверхностью трубки для обеспечения удержания курительного табака в полости;
скрепляют отдельные объемные модули между собой клеевой композицией, которую размещают между внешними поверхностями соседних трубок.
Сравнительный анализ второго объекта группы не проводится, т.к. объект для сравнения отсутствует. Перечень существенных признаков второго объекта группы приведен выше по тексту.
Из приведенного перечня признаков заявляемых способов и достижения поставленной задачи наглядно видно, что заявляемые технические решения представляют собой новую совокупность признаков, как сочетание известных и новых признаков, обеспечивающих получение нового технического результата, неизвестного на дату подачи заявки. Технический результат, который может быть получен при использовании изобретения, заключается в достижении цели по расширению арсенала технических средств для способа изготовления циферблата настольных или настенных или напольных стрелочных часов и способа изготовления объемного модуля основания циферблата настольных или настенных или напольных стрелочных часов с качественно новыми свойствами и обеспечением расширения технологических возможностей заявленных объектов группы.
Сущность заявленных способов характеризуется использованием признаков, выраженных общими понятиями, в частности каждый существенный признак представлен на уровне функционального обобщения. Действительно, при указанном изготовлении циферблата и его составной части - объемного модуля основания циферблата, обеспечивается реализация основной функции циферблата, достижение поставленной задачи и при этом циферблат и его часть - объемный модуль основания циферблата, проявляют новые потребительские свойства, дополнительно к основным, направленные на обеспечение расширения арсенала технических средств для циферблата, объемного модуля основания циферблата и на расширение их технологических возможностей.
В качестве материалов для изготовления циферблата могут быть использованы материалы, удовлетворяющие условию - обеспечение изготовления циферблата и объемного модуля основания циферблата. Для изготовления метки циферблата может быть использована, например, бумага. Для изготовления внешней части объемного модуля основания циферблата по форме трубки может быть использована папиросная или сигаретная бумага, которая широко используется, например, при изготовлении курительных изделий - сигарет или папирос. Для изготовления внутренней части объемного модуля основания циферблата - наполнителя, используется курительный табак или смесь табаков, применяемый также для изготовления курительных изделий - сигарет или папирос. Именно указанные материалы обеспечат получение дополнительного технического результата, связанного с повышением производительности изготовления циферблата, снижением трудоемкости его изготовления в целом и его составной части - объемного модуля основания циферблата, т.к. используемые материалы обеспечат, в полной мере, возможность использования сырьевой базы и высокопроизводительного технологического оборудования автоматизированных комплексных линий, используемого при изготовлении табачной продукции - сигарет или/и папирос.
Заявляемые технические решения группы промышленно применимы, т.к. могут быть использованы в промышленности, сельском хозяйстве, здравоохранении и других отраслях экономики или в социальной сфере, где используются циферблаты стрелочных часов. Заявленные технические решения могут быть воспроизведены в том виде, как они охарактеризованы в любом из пунктов формулы изобретения с использованием известных и доступных материалов, технологий, технологического оборудования и имеющихся навыков работников. В случае осуществления изобретения по любому из пунктов формулы изобретения действительно возможна реализация указанного выше назначения и получение заявляемого технического результата.
Заявляемые технические решения группы являются новыми, т.к. они не известны из уровня техники на дату подачи заявки. Не известна из уровня техники совокупность существенных признаков заявленных технических решений и их влияние на получение заявляемого технического результата.
Заявляемые технические решения группы имеют изобретательский уровень, т.к. для специалиста они явным образом не следуют из уровня техники. Не выявлены решения, имеющие признаки, совпадающие с их отличительными признаками, и не обнаружена известность влияния отличительных признаков на получаемый технический результат. Заявляемые объекты проявляют новые свойства, не известные в технике. Существенные признаки, заявляемых объектов группы, носят технический характер и идентифицируемы. Совокупность существенных признаков заявляемых объектов группы необходима и достаточна для получения требуемого технического результата. Заявляемая совокупность признаков объектов группы обеспечивает получение неожиданного, необычного сверхсуммарного технического результата, который превосходит технический результат, получаемый от каждого существенного признака в отдельности, применительно к объектам указанного назначения. Заявляемые объекты обеспечивают изменение известного уровня техники неочевидными средствами, придают объектам новые положительные свойства, удовлетворяют долговременный спрос и повышают конкурентоспособность объектов патентования. Между существенными признаками объектов группы и достигаемым техническим результатом существует причинно-следственная связь. Совокупность существенных признаков заявляемых объектов группы обеспечивает новый необычный принцип действия объектов, который является в максимальной степени эффективным для объектов указанного назначения. Заявляемые объекты группы обеспечивают возможность использования технологического оборудования, оснастки и материалов, а также имеющихся навыков персонала смежных отраслей промышленности, в частности промышленности, связанной с изготовлением курительных изделий - сигарет или/и папирос. Указанное обстоятельство обеспечивает повышение эффективности и повышение конкурентоспособности производимых объектов.
Таким образом, заявленные технические решения группы связаны между собой настолько, что они образуют единый изобретательский замысел, соотносятся друг с другом, как целое и часть целого соответствуют условиям патентоспособности изобретения, обеспечивают получение нового технического результата и посему заявляются в составе одной заявки.
На фиг.1 и 3 - показаны способ изготовления циферблата настольных или настенных или напольных стрелочных часов и способ изготовления объемного модуля основания циферблата настольных или настенных или напольных стрелочных часов (см. на фиг.1, 3, без поз.1 с выделением одного модуля из группы модулей); на фиг.2 - сечение Б-Б фиг.1; на фиг.4 - общий вид внешней части объемного модуля основания циферблата; на фиг.5 - вид Д на фиг.4.
Пример осуществления способа изготовления циферблата настольных или настенных или напольных стрелочных часов.
Изготовление циферблата осуществил путем изготовления основания циферблата с геометрическим центром (ГЦ) со сквозной полостью или глухой полостью 3 (см. фиг.1) или без таковой (см. фиг.3) и меток циферблата, которые разместил и закрепил к основанию циферблата относительно ГЦ с возможностью обеспечения определения суточного времени при визуальном обозревании положения стрелок часов относительно метки циферблата 1 или меток циферблата 1. Изготовил, условно, четыре метки циферблата 1 (см. фиг.1, 3), причем каждую из них изготовил произвольной геометрической формы из листа бумаги, например, по форме, согласно фиг.1, 3, разместил и закрепил их к основанию циферблата клеевой композицией 7 (см. фиг.2), которую разместил между меткой 1 и внешними поверхностями Г трубок. Изготовил основание циферблата со сквозной или глухой полостью 3 (см. фиг.1), а также без таковой (см. фиг.3), из отдельных объемных модулей, скрепил их между собой клеевой композицией 6 (см. фиг.2), которую разместил между внешними поверхностями Г соседних трубок (труб). Объемный модуль образовал внешней частью и наполнителем 4 (см. фиг.2). Внешнюю часть образовал стенкой или оболочкой 2 (см. фиг.4, 5) полости 5 из папиросной или сигаретной бумаги по форме прямолинейно ориентированной трубки (толщина или диаметр трубки - d, а длина трубки - S) с внешней поверхностью Г и внутренней поверхностью Е, которые разместил друг против друга. Указанная трубка может быть изготовлена любым известным способом, например, из ленты. Наполнитель 4 разместил в полости 5 и образовал курительным табаком или из курительного табака, который частично ввел во взаимодействие с внутренней поверхностью Е трубки для обеспечения удержания курительного табака в полости 5. Под курительным табаком понимаются отдельные измельченные и высушенные фрагменты (части, элементы) произвольной геометрической формы листьев табачного растения, которые произвольным образом контактируют между собой, например, в ворохе и обеспечивают размещение в полости 5, а также обеспечивают функцию наполнителя 4 и формообразующей среды (материала). При размещении наполнителя 4 - курительного табака в полости 5, происходит сдавливание отдельных фрагментов листьев табака и их перемещение друг относительно друга с образованием пористого элемента, который заполняет полость 5 и удерживается в ней за счет сил трения между отдельными фрагментами листьев табака и внутренней поверхностью Е трубки. На фиг.5 условно не показан шов (внешняя часть - трубка показана в упрощенном виде), который имеется и образуется в результате скрепления, например, клеевой композицией внешних краев ленты, при образовании стенки или оболочки 2 трубчатой формы. Технологические процессы по изготовлению трубки (трубы) хорошо известны, например, с образованием продольного или винтового шва. С учетом используемого материала (сигаретная или папиросная бумага) стенки или оболочки 2 целесообразно осуществлять обхват (обволакивание) наполнителя 4 - курительного табака, размещаемого на ленте и образования продольного шва путем частичного наложения друг на друга краев ленты и их скрепления между собой, например, посредством клеевой композиции, что обеспечит реализацию признака - размещение наполнителя 4 в полости 5. d выбирают из диапазона от 3 до 40 мм, а S выбирают из диапазона от 30 до 300 мм, что продиктовано, например, технологичностью изготовления, конструктивными размерами циферблата, трудоемкостью изготовления циферблата и прочими факторами.
Пример осуществления способа изготовления объемного модуля основания циферблата настольных или настенных или напольных стрелочных часов.
Изготовил внешнюю часть и наполнитель 4 (см. на фиг.2, без поз.1), при этом внешнюю часть образуют стенкой или оболочкой 2 полости 5 (см. фиг.5) из папиросной или сигаретной бумаги по форме прямолинейно ориентированной трубки с внешней Г и внутренней Е поверхностями, которые разместил друг против друга. Наполнитель 4 разместил в полости 5 и образовал курительным табаком, который частично ввел во взаимодействие с внутренней поверхностью Е трубки для обеспечения удержания курительного табака в полости 5. Более подробно объект раскрыт при описании первого объекта группы.
Таким образом, заявляемые технические решения группы обеспечивают достижение поставленной задачи и получение нового технического результата.
Изобретения относятся к области часовой промышленности и направлены на расширение арсенала технических средств и технологических возможностей. Этот результат обеспечивается за счет того, что основание циферблата образуют объемными модулями, которые скрепляют между собой. Каждый объемный модуль образуют внешней частью и наполнителем. Внешнюю часть образуют стенкой или оболочкой полости из папиросной или сигаретной бумаги по форме прямолинейно ориентированной трубки с внешней и внутренней поверхностями, которые размещают друг против друга. Наполнитель размещают в полости и образуют курительным табаком, который частично вводят во взаимодействие с внутренней поверхностью трубки для обеспечения удержания курительного табака в полости. 2 н.п. ф-лы, 5 ил.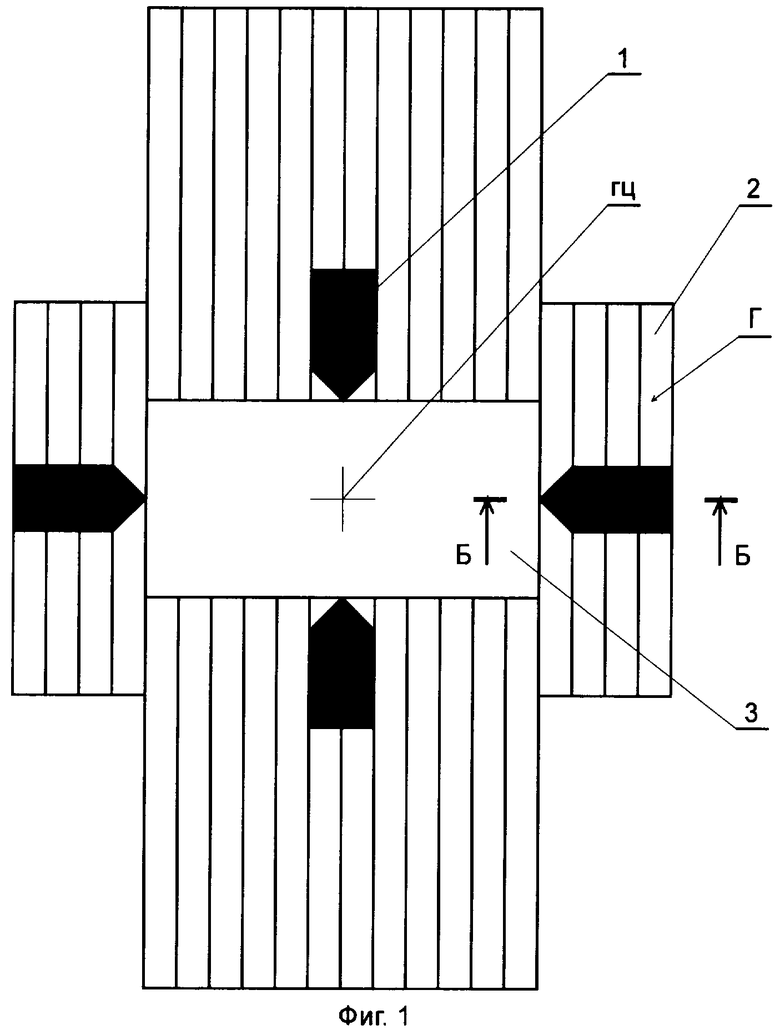
1. Способ изготовления циферблата настольных, или настенных, или напольных стрелочных часов, включающий изготовление, по меньшей мере, одной метки циферблата, основания циферблата с геометрическим центром, размещение и закрепление метки циферблата или меток циферблата на основании циферблата относительно геометрического центра с возможностью обеспечения определения суточного времени при визуальном обозревании положения стрелок часов относительно метки циферблата или меток циферблата, отличающийся тем, что основание циферблата образуют объемными модулями основания циферблата настольных, или настенных, или напольных стрелочных часов, которые скрепляют между собой, причем объемный модуль образуют внешней частью и наполнителем, при этом внешнюю часть образуют стенкой или оболочкой полости из папиросной или сигаретной бумаги по форме прямолинейно ориентированной трубки с внешней и внутренней поверхностями, которые размещают против друг друга, а наполнитель размещают в полости и образуют курительным табаком, который частично вводят во взаимодействие с внутренней поверхностью трубки для обеспечения удержания курительного табака в полости, а скрепляют указанные объемные модули между собой клеевой композицией, которую размещают между внешними поверхностями соседних трубок.
2. Способ изготовления объемного модуля основания циферблата настольных, или настенных, или напольных стрелочных часов, характеризующийся тем, что изготавливают внешнюю часть и наполнитель, при этом внешнюю часть образуют стенкой или оболочкой полости из папиросной или сигаретной бумаги по форме прямолинейно ориентированной трубки с внешней и внутренней поверхностями, которые размещают против друг друга, а наполнитель размещают в полости и образуют курительным табаком, который частично вводят во взаимодействие с внутренней поверхностью трубки для обеспечения удержания курительного табака в полости.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИФЕРБЛАТА СТРЕЛОЧНЫХ ЧАСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТКИ ЦИФЕРБЛАТА СТРЕЛОЧНЫХ ЧАСОВ | 2006 |
|
RU2319993C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИФЕРБЛАТА СТРЕЛОЧНЫХ ЧАСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТКИ ЦИФЕРБЛАТА СТРЕЛОЧНЫХ ЧАСОВ | 2006 |
|
RU2319992C1 |
| GB 342431 А, 05.02.1931 | |||
| ДЕКОДЕР АУДИОСИГНАЛА, КОДЕР АУДИОСИГНАЛА, СПОСОБ ФОРМИРОВАНИЯ ПРЕДСТАВЛЕНИЯ СИГНАЛА ПОВЫШАЮЩЕГО МИКШИРОВАНИЯ, СПОСОБ ФОРМИРОВАНИЯ ПРЕДСТАВЛЕНИЯ СИГНАЛА ПОНИЖАЮЩЕГО МИКШИРОВАНИЯ, КОМПЬЮТЕРНАЯ ПРОГРАММА И БИСТРИМ, ИСПОЛЬЗУЮЩИЙ ЗНАЧЕНИЕ ОБЩЕГО ПАРАМЕТРА МЕЖОБЪЕКТНОЙ КОРРЕЛЯЦИИ | 2010 |
|
RU2576476C2 |

