ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к системам калибровки систем измерения с индикаторными полосками для исследования аналита с латеральным распространением.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Общая проблема, связанная с аналитическими индикаторными полосками с латеральным распространением аналита, заключается в том, что разные индикаторные полоски имеют склонность к получению немного различающихся результатов. К сожалению, ни одна пара индикаторных полосок не будет действовать в точности одинаково (т.е. выдавать идентичные результирующие значения проб), даже если индикаторные полоски содержат одно и то же заложенное в них количество реагента, и даже если обе данные полоски подвергают действию одинакового количества аналита. Такие расхождения результатов аналитических проб с поперечным течением можно объяснить различиями физических характеристик отдельных индикаторных полосок, а также различиями путей течения жидкостей через разные индикаторные полоски. Вместо этого было бы желательно обеспечить систему для уменьшения или компенсации подобной дисперсии характеристик разных индикаторных полосок.
Проблема разных индикаторных полосок, которые проявляют немного различающиеся результаты проб, оказывается еще более заметной, когда индикаторные полоски изготовлены из материалов разных партий. Это обусловлено тем фактом, что разные партии материалов индикаторных полосок имеют склонность к наличию у них немного различающихся физических характеристик. Упомянутые характеристики материалов влияют на пространственное распределение высушенных в них реагентов и, следовательно, на эффективность, с которой их восстанавливают в движущейся жидкости.
Следовательно, вместо этого было бы желательно создание системы, которая компенсирует подобную дисперсию (изменчивость) характеристик для разных индикаторных полосок в обоих случаях: (a) когда индикаторные полоски выполнены из материала одной партии, и (b) когда индикаторные полоски выполнены из материала разных партий.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает систему калибровки, которая корректирует конечное значение отражательной способности, измеренное на индикаторной полоске, чтобы компенсировать изменчивость результатов, которые получают в выборке аналогичных индикаторных полосок. В соответствии с одним предпочтительным аспектом система калибровки корректирует конечное измеренное значение отражательной способности путем сравнения результатов проб, показанных другими индикаторными полосками, которые все происходят из одной производственной партии.
В соответствии с другим предпочтительным аспектом система калибровки выбирает надлежащий способ, который применяют для выполнения корректировки значения конечной отражательной способности. Выбор способа может включать в себя идентификацию картины профилей отражательных способностей и связанной с ней соответствующих значений параметров, однозначно характеризующих данную производственную партию индикаторных полосок. Данная система выбора надлежащего способа, который следует применить для коррекции конечных значений отражательной способности индикаторных полосок в конкретной производственной партии, особенно полезна тем, что каждую из индикаторных полосок, выполненных из материалов разных производственных партий, можно калибровать по разному.
В соответствии с одним предпочтительным аспектом настоящего изобретения предлагается способ коррекции конечной величины сигнала, измеренного на индикаторной полоске для анализа с латеральным распространением, посредством: идентификации предварительно заданного способа калибровки индикаторной полоски, при этом предварительно заданный способ калибровки, который выбран, является характерным для производственной партии, из которой выполнена индикаторная полоска. Величины сигналов измеряют при одновременном проведении аналитической реакции с латеральным распространением на индикаторной полоске; определяют конечную величину сигнала; и затем конечную величину сигнала корректируют на основе идентифицированного предварительно выбранного способа калибровки, который применяют к индикаторной полоске.
Для одной конкретной производственной партии индикаторных полосок предварительно заданный способ калибровки индикаторной полоски содержит следующие этапы: измеряют величины сигналов при одновременном проведении аналитической реакции с латеральным распространением на индикаторной полоске; определяют минимальную величину сигнала; определяют промежуточную величину сигнала, при этом промежуточную величину сигнала измеряют через предварительно заданный период времени после того, как измерена минимальная величина сигнала; определяют конечную величину сигнала; и корректируют конечную величину сигнала с учетом промежуточной величины сигнала. Опционально можно воспользоваться более чем одними промежуточными величинами сигнала, при этом каждую из промежуточных величин сигнала измеряют в разные моменты времени. Также опционально предварительно заданный период времени может быть равным нулю.
Для другой конкретной производственной партии индикаторных полосок предварительно заданный способ калибровки индикаторной полоски содержит следующие этапы: измеряют величины сигналов при одновременном проведении аналитической реакции с поперечным течением на индикаторной полоске; определяют минимальную величину сигнала; определяют момент времени, когда измерена минимальная величина сигнала, определяют конечную величину сигнала; и корректируют конечную величину сигнала с учетом минимальной величины сигнала и/или времени, когда измерена минимальная величина сигнала.
Для другой конкретной производственной партии индикаторных полосок предварительно заданный способ калибровки индикаторной полоски содержит следующие этапы: измеряют величины сигналов при одновременном проведении аналитической реакции с поперечным течением на индикаторной полоске, определяют суммарный сигнал ниже пороговой величины; определяют конечную величину сигнала; и корректируют конечную величину сигнала с учетом суммарного измеренного сигнала ниже пороговой величины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - изображение картины профилей отражательных способностей для характерной выборки индикаторных полосок для исследования аналита с латеральным распространением из первой производственной партии материала.
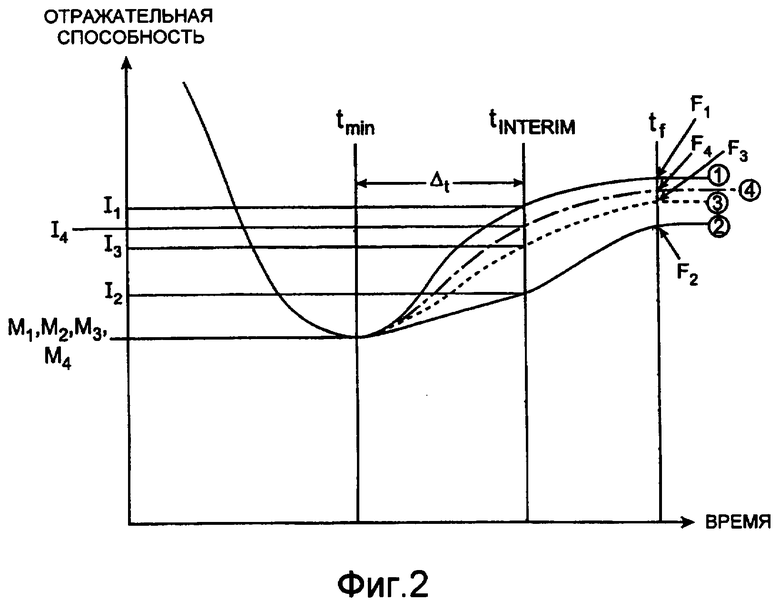
Фиг.2 - изображение картины профилей отражательных способностей для характерной выборки индикаторных полосок для исследования аналита с латеральным распространением из второй производственной партии материала.
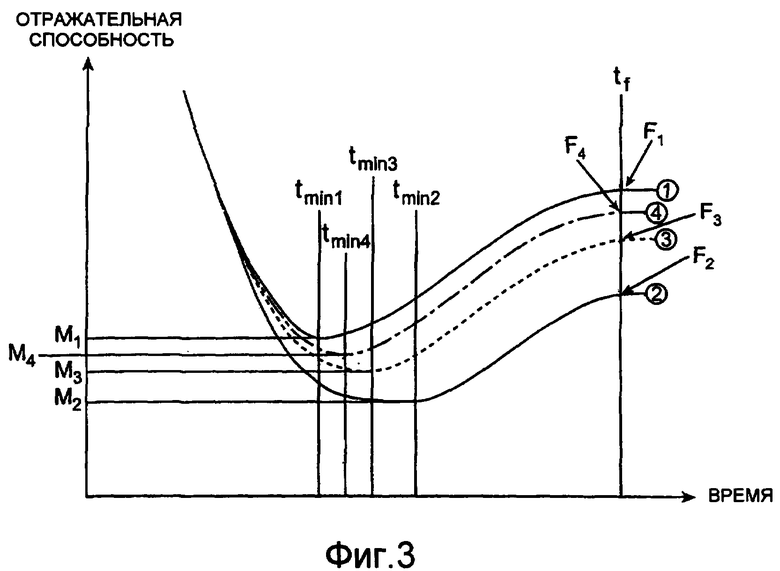
Фиг.3 - изображение картины профилей отражательных способностей для характерной выборки индикаторных полосок для исследования аналита с латеральным распространением из третьей партии производственного материала.
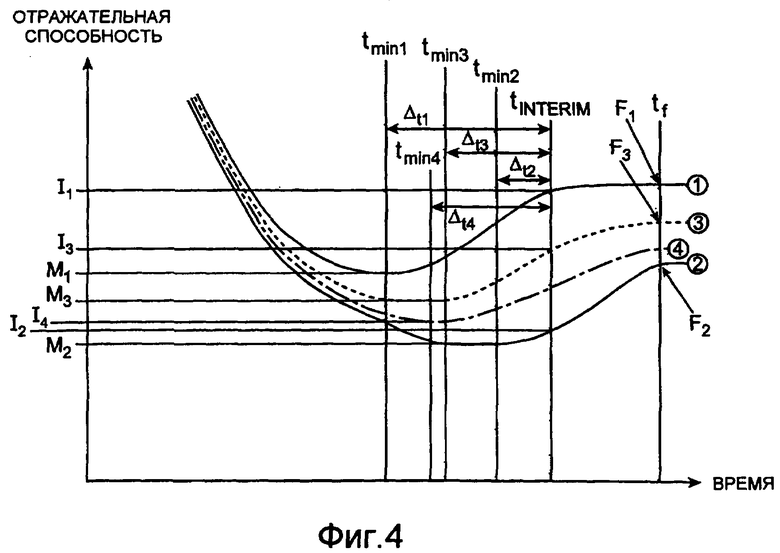
Фиг.4 - изображение картины профилей отражательных способностей для характерной выборки индикаторных полосок для исследования аналита с латеральным распространением из четвертой партии производственного материала.
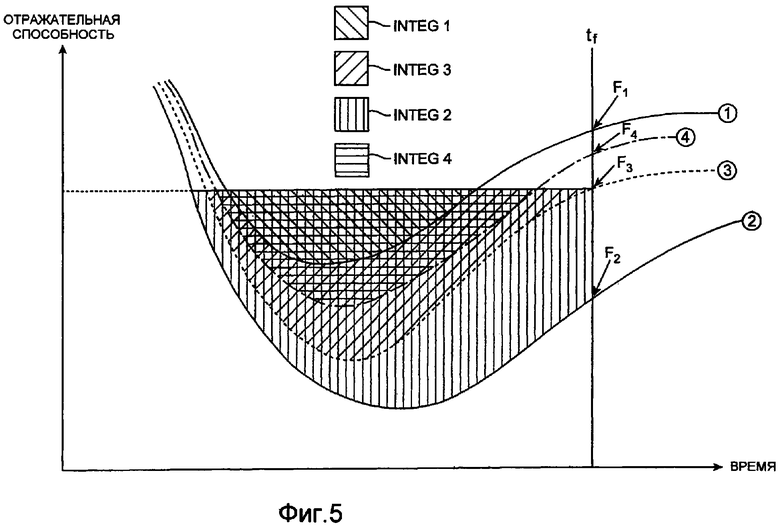
Фиг.5 - изображение картины профилей отражательных способностей для характерной выборки индикаторных полосок для исследования аналита с латеральным распространением из пятой партии производственного материала.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1-5 представляют, каждая, характерную выборку профилей отражательных способностей для множества аналитических индикаторных полосок с поперечным течением, иллюстрирующих различные картины кинетики в зонах тестирования индикаторных полосок, при этом: все индикаторные полоски, показанные на фиг.1, выполнены из первой производственной партии материала; все индикаторные полоски, показанные на фиг.2, выполнены из второй производственной партии материала и т.п.
Примеры, представленные ниже, относятся к профилям отражательных способностей индикаторных полосок. Следует понимать, что настоящее изобретение этим не ограничивается, и что возможна замена указанных характеристик другими оптическими характеристиками, включая флуоресценцию или люминесценцию. Следует также понимать, что в настоящей системе калибровки вместо них можно также воспользоваться другими неоптическими характеристиками, включая величины электрохимических сигналов и величины сигналов прямого светопропускания.
В соответствии с настоящим изобретением предлагается соответствующая система калибровки разных партий индикаторных полосок, обладающих кинетическими характеристиками, показанными на каждой из фиг.1-5. Например, все индикаторные полоски из партии, показанной на фиг.1, калибруют одним предпочтительным способом. Аналогично каждую из индикаторных полосок, показанных на фиг.2, калибруют другим предпочтительным способом, и то же самое относится к индикаторным полоскам, показанным на каждой из фиг.3-5. Конкретные способы калибровки индикаторных полосок и коррекции значения отражательной способности для каждой из производственных партий индикаторных полосок, относящихся к фиг.1-5, подробно поясняются ниже.
Как раскрыто выше, настоящее изобретение предлагает также систему для выбора соответствующего способа калибровки индикаторных полосок, который следует применять для любой данной производственной партии индикаторных полосок. В соответствии с настоящим изобретением сначала выполняют определение того, которая из кинетических картин (например, из тех, которые показаны на каждой из фиг.1-5) является характерной для характеристик индикаторных полосок в конкретной производственной партии. Затем, на основании указанных характеристик репрезентативной выборки индикаторных полосок, выбранную производственную партию индикаторных полосок калибруют в соответствии с кинетической картиной, соответствующей фиг.1, 2, 3, 4 или 5. Например, для остальных индикаторных полосок в партии новую индикаторную полоску можно идентифицировать как полоску с кинетической картиной, показанной на фиг.1 (т.е. как индикаторную полоску, выполненную из производственной партии, показанной на фиг.1). В данном случае коррекцию конечной отражательной способности производят в соответствии со способом, описанным в связи с фиг.1. Аналогично, если выбранную индикаторную полоску идентифицировали как полоску с кинетической картиной, показанной на фиг.2 (т.е. выполненную из производственной партии, показанной на фиг.2), то калибровку конечной отражательной способности производят в соответствии со способом, описанным в связи с фиг.2.
На фиг.1 представлены кинетические профили отражательной способности для множества индикаторных полосок целиком из первой производственной партии. В соответствии с настоящим изобретением профили отражательной способности измеряют для репрезентативной выборки индикаторных полосок (показанных в данном случае как №1 и №2) при как можно более постоянных условиях тестирования. (Подобные постоянные условия тестирования предполагают одинаковое количество реагента на индикаторных полосках и воздействие на них одинаковым количеством аналита в пробе жидкости). По двум упомянутым предельным профилям отражательной способности (№1 и №2) определяют средний, медианный, расчетный или «теоретический» примерный профиль отражательной способности индикаторной полоски (№3). Следует понимать, что для определения среднего профиля отражательной способности индикаторной полоски №3 предпочтительно используют значения отражательной способности более чем двух репрезентативных индикаторных полосок (№1 и №2). В наиболее распространенном случае для определения среднего профиля отражательной способности индикаторной полоски №3 используют отсчеты с, по меньшей мере, двадцати пяти индикаторных полосок (каждая с профилем между предельными профилями №1 и №2). Следовательно, всего два профиля отражательной способности индикаторных полосок (№1 и №2) показаны только для ясности изложения. Кроме того, для ясности изложения, показанные профили №1 и №2 отражательной способности являются граничными профилями (т.е. каждый из других профилей отражательной способности, по меньшей мере, двадцати пяти контрольных образцов находится между упомянутыми профилями).
Как можно видеть, измеренные профили отражательной способности каждой из индикаторных полосок, выполненных из материала данной первой партии, обычно различаются между собой в пределах характерной картины, с созданием тем самым «семейства» кривых. В частности, в данном конкретном примере, конечные значения F отражательной способности будут показывать тенденцию к изменению в зависимости от минимальных значений M отражательной способности.
Например, отражательная способность индикаторной полоски №1 достигает минимального уровня M1 в момент времени tmin и затем достигает своего конечного значения F1 в момент времени tf. Аналогично отражательная способность индикаторной полоски №2 достигает минимального уровня M2 по истечении такого же времени tmin и затем достигает своего конечного значения F2 по истечении такого же времени tf. Поскольку профили отражательной способности индикаторных полосок как №1, так и №2 достигают своих минимальных уровней M1 и M2 приблизительно в один и тот же момент времени tmin, средний профиль отражательной способности номинальной (т.е.: вновь выбранной) индикаторной полоски №3 также будет достигать своего минимального уровня M3 в момент времени tmin.
Как также можно видеть для индикаторной полоски №1, разность между ее конечным значением F1 отражательной способности и средним или ожидаемым конечным значением F3 отражательной способности будет изменяться в зависимости от разности между минимальным значением M1 отражательной способности и средним минимальным значением M3 отражательной способности. В некоторых примерных случаях данная зависимость может быть линейной, но настоящее изобретение не ограничено подобными случаями.
Аналогично для индикаторной полоски №2, разность между ее конечным значением F2 отражательной способности и средним конечным значением F3 отражательной способности будет изменяться в зависимости от разности между минимальным значением M2 отражательной способности и средним минимальным значением M3 отражательной способности. В некоторых примерных случаях данная зависимость может быть линейной, но настоящее изобретение также не ограничено подобными случаями. Следовательно, для производственной партии, показанной на фиг.1, можно задать калибровочное уравнение с соответствующими значениями параметров.
Поэтому вариабельность для дополнительных (т.е. вновь выбранных) индикаторных полосок, изготовленных из той же самой производственной партии, показанной на фиг.1, может быть уменьшена корректировкой с использованием калибровочной информации, установленной вышеописанным образом для данной примерной производственной партии индикаторных полосок, в следующем порядке. Показан профиль отражательной способности дополнительной (т.е. вновь выбранной или «номинальной») индикаторной полоски №4. Отклонение конечного значения отражательной способности индикаторной полоски №4 можно уменьшить просто измерением ее минимального значения M4 отражательной способности в момент времени tmin и корректировкой ее конечного значения F4 отражательной способности вниз (от F4 до F3) на величину, пропорциональную разности между M4 и M3, согласно калибровочному уравнению, установленному для данной примерной производственной партии индикаторных полосок. Примечание: если минимальное значение отражательной способности индикаторной полоски №4 не приходится на момент времени вблизи tmin, то возможна выдача сообщения об ошибке.
На фиг.2 представлены кинетические профили отражательной способности для множества индикаторных полосок из второй производственной партии материала. В соответствии с настоящим изобретением профили отражательной способности измеряют для репрезентативной выборки индикаторных полосок (показанных в данном случае как №1 и №2), при как можно более постоянных условиях тестирования. (Как упоминалось выше, постоянные условия тестирования предполагают одинаковое количество реагента на индикаторных полосках и воздействие на них одинаковым количеством аналита в пробе жидкости). По двум упомянутым предельным профилям отражательной способности (№1 и №2) определяют средний, медианный, расчетный или «теоретический» примерный профиль отражательной способности индикаторной полоски (№3). Следует понимать, что для определения среднего профиля отражательной способности индикаторной полоски №3 предпочтительно используют профили отражательной способности более чем двух репрезентативных индикаторных полосок (№1 и №2). В наиболее распространенном случае для определения среднего значения отражательной способности индикаторной полоски №3 используют показания с, по меньшей мере, двадцати пяти индикаторных полосок (каждая с профилем между предельными профилями №1 и №2). Следовательно, всего два значения отражательной способности индикаторных полосок (№1 и №2) показаны только для ясности изложения. Таким образом, профиль №3 отражательной способности представляет средний или стандартный, или расчетный профиль отражательной способности индикаторной полоски, которая выполнена из партии материала, показанной на фиг.2. Кроме того, для ясности изложения показанные профили №1 и №2 отражательной способности являются предельными (граничными) профилями (т.е. каждый из других профилей отражательной способности, по меньшей мере, двадцати пяти контрольных образцов находится между упомянутыми профилями).
Как можно видеть, измеренные профили отражательной способности каждой из индикаторных полосок, выполненных из материала данной второй партии, обычно сходным образом различаются между собой в пределах характерной картины, с созданием тем самым «семейства» кривых. В частности, в данном конкретном примере конечные значения F отражательной способности будут показывать тенденцию к изменению в зависимости от промежуточного значения I отражательной способности, при этом все минимальные значения M отражательной способности являются, по существу, идентичными и все достигаются, по существу, в один и тот же момент времени tmin.
Например, отражательные способности индикаторных полосок как №1, так и №2 достигают одного и того же минимального уровня (т.е. M1=M2) приблизительно в один и тот же момент времени tmin. Поэтому отражательная способность средней индикаторной полоски №3 также будет достигать своего минимального уровня M3 приблизительно в момент времени tmin. Тогда отражательная способность индикаторной полоски №1 достигает своего конечного значения F1 в момент времени Тf, и отражательная способность индикаторной полоски №2 также достигает своего конечного значения F2 в момент времени tf. Как также можно видеть, измеренные отражательные способности индикаторных полосок №1 и №2 будут склонны в наибольшей степени различаться между собой при измерении в некоторый промежуточный момент времени tinterim. Кроме того, tinterim будет отмечаться с временной задержкой «Δt» после tmin (т.е. с временной задержкой Δt после измерения минимальных отражательных способностей M1 и M2).
В случае, если измеренная отражательная способность индикаторной полоски дает профиль отражательной способности, показанный индикаторной полоской №1, то разность между конечным значением F1 отражательной способности и средним конечным значением F3 отражательной способности будет изменяться в зависимости от разности между значениями I1 и I3 отражательной способности, измеренными с предварительно заданной временной задержкой «Δt» после tmin (т.е. с временной задержкой Δt после измерения минимальной отражательной способности M1). Например, разность между конечным значением F1 отражательной способности и средним конечным значением F3 отражательной способности прямо пропорциональна разности между значениями I2 и I3 отражательной способности, измеренными в момент времени tinterim. В некоторых примерных случаях данная зависимость может быть линейной, но настоящее изобретение не ограничено подобными случаями.
Аналогично в случае, если измеренный профиль отражательной способности индикаторной полоски показан индикаторной полоской №2, то разность между конечным значением F2 отражательной способности и средним конечным значением F3 отражательной способности будет изменяться в зависимости от разности между значениями I2 и I3 отражательной способности, измеренными с предварительно заданной временной задержкой «Δt» после tmin (т.е. с временной задержкой Δt после измерения минимальной отражательной способности M2). Например, разность между конечным значением F2 отражательной способности и средним конечным значением F3 отражательной способности прямо пропорциональна разности между значениями I2 и I3 отражательной способности, измеренными в момент времени tinterim между F2 и F3. В некоторых примерных случаях данная зависимость может быть линейной, но настоящее изобретение не ограничено подобными случаями. Как указано выше, таким образом, для производственной партии, показанной на фиг.2, можно задать калибровочное уравнение с соответствующими значениями параметров.
Поэтому вариабельность для дополнительных (т.е. вновь выбранных) индикаторных полосок, изготовленных из той же самой производственной партии, показанной на фиг.2, может быть уменьшена корректировкой с использованием калибровочной информации, установленной вышеописанным образом для данной примерной производственной партии индикаторных полосок, в следующем порядке. Показан профиль отражательной способности дополнительной (т.е. вновь выбранной) индикаторной полоски №4. Отклонение конечного значения отражательной способности индикаторной полоски №4 можно уменьшить просто измерением ее промежуточного значения I4 отражательной способности и корректировкой ее конечного значения F4 отражательной способности вниз
(от F4 до F3) на величину, пропорциональную разности между I4 и I3, согласно калибровочному уравнению, установленному для данной примерной производственной партии индикаторных полосок.
На фиг.3 представлены кинетические профили отражательной способности для множества индикаторных полосок из третьей производственной партии. В соответствии с настоящим изобретением профили отражательной способности измеряют для репрезентативной выборки индикаторных полосок (показанных как №1 и №2). По двум упомянутым предельным профилям отражательной способности (№1 и №2) формируют средний, медианный, расчетный или «теоретический» примерный профиль отражательной способности индикаторной полоски (№3) для третьей партии материала. Следует понимать, что для формирования среднего профиля отражательной способности индикаторной полоски №3 предпочтительно используют профили отражательной способности более чем двух репрезентативных индикаторных полосок (№1 и №2). В наиболее распространенном случае для формирования среднего профиля отражательной способности индикаторной полоски №3 используют считывания с, по меньшей мере, двадцати пяти отдельных индикаторных полосок (каждая с профилем между предельными профилями №1 и №2). Следовательно, всего два профиля отражательной способности индикаторных полосок (№1 и №2) показаны только для ясности изложения.
Как можно видеть, измеренные профили отражательной способности каждой из индикаторных полосок, выполненных из материала данной третьей партии, обычно изменяются в пределах характерной картины, с созданием тем самым «семейства» кривых. В частности, в данном конкретном примере, конечные значения F отражательной способности будут показывать тенденцию к изменению в зависимости от времени tmin, когда измеряют минимальное значение отражательной способности.
Например, отражательная способность индикаторной полоски №1 достигает минимального уровня M1 в момент времени tmin1 и затем достигает своего конечного значения F1 в момент времени tf. Аналогично отражательная способность индикаторной полоски №2 достигает своего минимального уровня M2 в конкретный для него момент времени tmin2. Как можно видеть, поэтому отражательная способность средней индикаторной полоски №3 также будет достигать своего минимального уровня M3 в конкретный для него момент времени tmin3. Как можно видеть, разность между конечным значением F1 или F2 отражательной способности и средним конечным значением F3 отражательной способности является функцией времени, когда достигается tmin1 или tmin2.
Следовательно, в случае индикаторных полосок из третьей партии (т.е. партии, результаты измерения которой показаны на фиг.3) конечные значения отражательных способностей можно точно скорректировать просто посредством определения момента времени, когда измерены минимальные значения отражательных способностей, и применением калибровочного уравнения, соответствующего конкретной партии, и соответствующих значений параметров.
Поэтому вариабельность для дополнительных (т.е. вновь выбранных) индикаторных полосок, изготовленных из той же самой производственной партии, показанной на фиг.3, может быть уменьшена корректировкой с использованием калибровочной информации, установленной вышеописанным образом для данной примерной производственной партии индикаторных полосок, в следующем порядке. Показан профиль отражательной способности дополнительной (т.е. вновь выбранной) индикаторной полоски №4. Отклонение конечного значения отражательной способности индикаторной полоски №4 можно уменьшить просто измерением момента времени tmin4, когда достигается минимальное значение M4 отражательной способности данной полоски. По существу, конечное значение F4 отражательной способности будет корректироваться (от F4 до F3) на величину, пропорциональную разности по времени между tmin4 и tmin3 согласно калибровочному уравнению, установленному для данной примерной производственной партии индикаторных полосок.
На фиг.4 представлены кинетические профили отражательной способности для множества индикаторных полосок из четвертой производственной партии. В соответствии с настоящим изобретением профили отражательной способности измеряют для репрезентативной выборки индикаторных полосок (показанных как №1 и №2). По двум упомянутым предельным профилям отражательной способности (№1 и №2) формируют средний профиль отражательной способности индикаторной полоски (№3). Следует понимать, что для формирования среднего профиля отражательной способности индикаторной полоски №3 предпочтительно используют профили отражательной способности более чем двух репрезентативных индикаторных полосок. Следовательно, всего два профиля отражательной способности индикаторных полосок (№1 и №2) показаны только для ясности изложения. Кроме того, для ясности изложения показанные профили №1 и №2 отражательной способности являются предельными профилями (т.е. каждый из других профилей отражательной способности, по меньшей мере, двадцати пяти контрольных образцов находится между упомянутыми профилями).
Как можно видеть, измеренные результаты для каждой из индикаторных полосок, выполненных из материала данной четвертой партии, обычно изменяются в пределах характерной картины с созданием тем самым «семейства» кривых. В частности, в данном конкретном примере, конечные значения F отражательной способности будут показывать тенденцию к изменению в зависимости от как минимальных значений отражательной способности, так и от времени, когда измерены данные минимальные значения отражательной способности.
Например, отражательная способность индикаторной полоски №1 достигает минимального уровня M1 в момент времени tmin1 и затем достигает своего конечного значения F1 в момент времени tf. Аналогично отражательная способность индикаторной полоски №2 достигает своего собственного минимального уровня M2 в свой собственный момент времени tmin2. Следовательно, отражательная способность усредненной индикаторной полоски №3 будет достигать своего минимального уровня M3 в свой собственный момент времени tmin3.
Как также можно видеть, измеренные отражательные способности индикаторных полосок №1 и №2 будут больше всего различаться между собой при измерении в промежуточный момент времени tinterim. Кроме того, tinterim характеризуется различными временными задержками Δtn после tmin.
Например, I1 приходится на tinterim (где tinterim отсчитывается с временной задержкой Δt1 после того, как измерено минимальное значение M1). Аналогично I2 приходится на tinterim (где tinterim отсчитывается с временной задержкой Δt2 после того, как измерено минимальное значение M2). Поэтому I3 будет приходиться на
tinterim (где tinterim отсчитывается с временной задержкой Δt3 после того, как измерено минимальное значение M3).
Поэтому вариабельность для дополнительных (т.е. вновь выбранных) индикаторных полосок, изготовленных из той же самой производственной партии, показанной на фиг.4, может быть уменьшена корректировкой с использованием калибровочной информации, установленной вышеописанным образом для данной примерной производственной партии индикаторных полосок, в следующем порядке. Показан профиль отражательной способности дополнительной (т.е. вновь добавленной) индикаторной полоски №4. Отклонение конечного значения отражательной способности индикаторной полоски №4 можно уменьшить корректировкой конечного значения F4 отражательной способности просто путем определения обоих минимальных значений отражательной способности и момент времени, когда измерены минимальные значения отражательной способности, в следующем порядке.
Например, индикаторную полоску №4 будут калибровать посредством измерения сначала промежуточного значения I4 в момент времени tinterim (измеренный с задержкой Δt4 после того, как данная полоска достигает своего минимального значения M4 отражательной способности). Продолжительность задержки Δt4 определяют по моменту времени tmin4, когда измеряют M4. По существу, конечное значение F4 отражательной способности будет корректироваться вверх (от F4 до F3) на величину, пропорциональную разности между промежуточными значениями I4 и I3 отражательной способности, согласно калибровочному уравнению, установленному для данной примерной производственной партии индикаторных полосок.
Таким образом, каждая из фиг.1-4 представляет разные картины кинетики отражательных способностей, в каждом случае характеризующие конкретную производственную партию индикаторных полосок. В случае партии, показанной на фиг.1, корректировку конечного значения F отражательной способности выполняют посредством сравнения только минимальных значений M тестирования. В случае партии, показанной на фиг.2, корректировку конечного значения F отражательной способности выполняют посредством сравнения только промежуточных значений I отражательных способностей (при этом промежуточное значение I измеряют через предварительно заданный период времени Δt после обнаружения минимального значения M). В случае партии, показанной на фиг.3, корректировку конечного значения F отражательной способности выполняют посредством сравнения только моментов времени tmin, когда обнаруживают минимальное значение M тестирования. И, наконец, в случае партии, показанной на фиг.4, корректировку конечного значения F отражательной способности выполняют посредством сравнения как минимальных значений M тестирования, так и моментов времени tmin, когда обнаруживают данные минимальные значения M тестирования.
Следует понимать, что примерные аспекты предпочтительной калибровки, представленные на фиг.1-4, являются наглядными и не ограничивающими. Например, можно применять другие подходящие методы для формирования или определения примерного среднего профиля отражательной способности (например, профиля №3 отражательной способности) примерной или номинальной индикаторной полоски из конкретной производственной партии.
Поэтому любой подходящий метод определения примерного профиля отражательной способности (например, профиля №3 отражательной способности) средней индикаторной полоски, выполненной из материала конкретной производственной партии, не выходит за пределы объема настоящего изобретения. Таким образом, все системы калибровки, содержащие методы аппроксимации кривых и методы, согласно которым измерения производят в ряде разных промежуточных контрольных точек для каждой индикаторной полоски не выходят за пределы объема настоящего изобретения. Величины, снимаемые в каждой из упомянутых разных промежуточных контрольных точек, могут умножаться на одинаковые весовые коэффициенты или могут умножаться на весовые коэффициенты, различные для разных точек, при вычислении «теоретического» или примерного профиля отражательной способности индикаторной полоски №3, который наилучшим образом характеризует конкретную производственную партию индикаторных полосок. Кроме того, системы, которые обнаруживают профиль №3 отражательной способности и используют медианные значения вместо средних значений также не выходят за пределы объема настоящего изобретения. Подобный способ может оказаться полезным в том отношении, что вычисление медианных значений имеет тенденцию более эффективно подавлять влияние резко отклоняющихся значений. При желании способы, которые учитывают скорости изменения отражательных способностей со временем, также можно применять при вычислении «теоретических» или репрезентативных примерных профилей индикаторной полоски №3.
На фиг.5 представлены кинетические профили отражательной способности для множества индикаторных полосок из пятой производственной партии. В соответствии с настоящим изобретением профили отражательной способности измеряют для репрезентативной выборки индикаторных полосок (показанных как №1 и №2). Определяют конечное значение F1 отражательной способности в момент времени tf для индикаторной полоски №1. Затем определяют площадь (т.е. «суммарный сигнал») ниже данного значения R отражательной способности и выше линии №1. (Смотри заштрихованную площадь, обозначенную INTEG 1). Аналогично определяют конечное значение F2 отражательной способности в момент времени tf для индикаторной полоски №2. Затем определяют площадь (т.е. «суммарный сигнал») ниже конечного значения R отражательной способности и выше линии №2. (Смотри заштрихованную площадь, обозначенную INTEG 2).
По двум данным суммарным сигналам (INTEG 1 и INTEG 2) отражательной способности формируют средний суммарный сигнал (INTEG 3) отражательной способности индикаторной полоски для партии индикаторных полосок, представленной на фиг.5. Следует понимать, что для формирования среднего профиля отражательной способности индикаторной полоски №3 предпочтительно используют профили отражательной способности более чем двух репрезентативных индикаторных полосок. Следовательно, всего два профиля отражательной способности индикаторных полосок (№1 и №2) показаны только для ясности изложения. Примечание: в примере, показанном на фиг.5, значение R отражательной способности является таким же, что и конечное значение F3 отражательной способности. Указанное положение необязательно справедливо во всех случаях. Напротив, в соответствии с калибровочным способом, показанным на фиг.5, возможно использование других пороговых значений R отражательной способности. Аналогично вышеописанным фигурам, профили №1 и №2 отражательной способности показаны как предельные значения.
В соответствии с одним аспектом изобретения определяют конечное значение F3 отражательной способности в момент времени tf для усредненной или теоретической индикаторной полоски №3. Кроме того, определяют также площадь (т.е. «суммарный сигнал») под конечным значением F3 отражательной способности и выше линии №3. (Смотри заштрихованную площадь, обозначенную INTEG 3).
Поэтому, в случае вновь выбранных индикаторных полосок из пятой партии (т.е. партии, измеренной на фиг.5), конечные значения отражательной способности можно точно корректировать просто определением суммарного сигнала под значением R отражательной способности для конкретной вновь выбранной индикаторной полоски и применения калибровочного уравнения, соответствующего конкретной партии, и соответствующих значений параметров.
Например, в случае новой индикаторной полоски №4, выполненной из производственной партии, показанной на фиг.5, индикаторную полоску №4 можно скорректировать просто посредством измерения площади INTEG 4 и сравнения площади INTEG 4 с площадью усредненной индикаторной полоски INTEG 3. По существу, конечное значение F4 отражательной способности будут корректировать вниз (от F4 до F3) на величину, пропорциональную разности между размерами INTEG 4 и INTEG 3 согласно калибровочному уравнению, установленному для данной примерной производственной партии индикаторных полосок.
Как понимается в настоящем описании, к аналитической индикаторной полоске с поперечным (латеральным) течением относится любая система количественного анализа с латеральным течением, которая действует на основе захвата формирующего сигнал биотипа, когда он протекает через зону обнаружения. В предпочтительных вариантах осуществления значения отражательных способностей можно измерять в некотором месте на индикаторной полоске, когда через данное место проходит проба с фронтом концентрации окрашенных микрочастиц, и при этом конечное значение отражательной способности измеряют в данном месте на индикаторной полоске после того, как произошел захват микрочастиц и выведены несвязанные микрочастицы. В предпочтительном варианте все величины сигналов измеряют в одном и том же месте на индикаторной полоске.
Любое из вышеупомянутых конечных величин F сигнала может быть измерено через предварительно заданный период времени после начала аналитической реакции с латеральным распространением.
В соответствии с настоящим изобретением минимальные величины сигналов можно применять при анализе кинетических профилей отражательной способности. Напротив, максимальные величины сигналов можно применять при исследовании кинетических профилей флуоресценции. Поэтому в настоящих описании и формуле изобретения вместо термина «минимальный» можно применять термин «максимальный». Кроме того, в настоящих описании и формуле изобретения термин «предельный» можно применять как включающий в себя термин либо «максимальный», либо «минимальный». Кроме того, следует понимать, что в настоящем описании понятие «примерная» индикаторная полоска (т.е. обозначенная в настоящем описании как №3) может включать в себя расчетную среднюю, медианную или усредненную индикаторную полоску, которая является репрезентативной для индикаторных полосок из конкретной производственной партии.
Также в соответствии с настоящим изобретением предлагается идентификация предварительно заданного способа калибровки, используемого для производственной партии, к которой относится конкретная вновь выбранная индикаторная полоска, посредством считывания идентификатора, который указывает, какой предварительно заданный способ корректировки следует применить. Например, индикаторная полоска, выполненная из производственной партии для индикаторных полосок, показанных на фиг.1, может содержать идентификационную этикетку, указывающую, что применять следует калибровочный способ, который представлен на фиг.1, вместе со значениями параметров, однозначно характеризующих данную производственную партию индикаторных полосок, причем упомянутая идентификационная этикетка может быть закреплена на самой индикаторной полоске или на компоновке, соединенной с индикаторной полоской.
Изобретение относится к калибровке средств измерения и может быть использовано в системах с индикаторными полосками для исследования аналита с латеральным распространением. Согласно изобретению идентифицируют предварительно заданный способ калибровки индикаторной полоски, который соответствует производственной партии, из которой выполнена индикаторная полоска. Затем измеряют величины сигналов при одновременном проведении аналитической реакции с латеральным распространением на индикаторной полоске. Определяют конечную величину сигнала и корректируют ее по идентифицированному предварительно выбранному способу калибровки индикаторной полоски, который может использовать промежуточную величину сигнала, предельную величину сигнала, момент времени измерения предельной величины сигнала и т.п. Благодаря этому может быть компенсирована изменчивость характеристик индикаторных полосок. 5 н. и 35 з.п. ф-лы, 5 ил.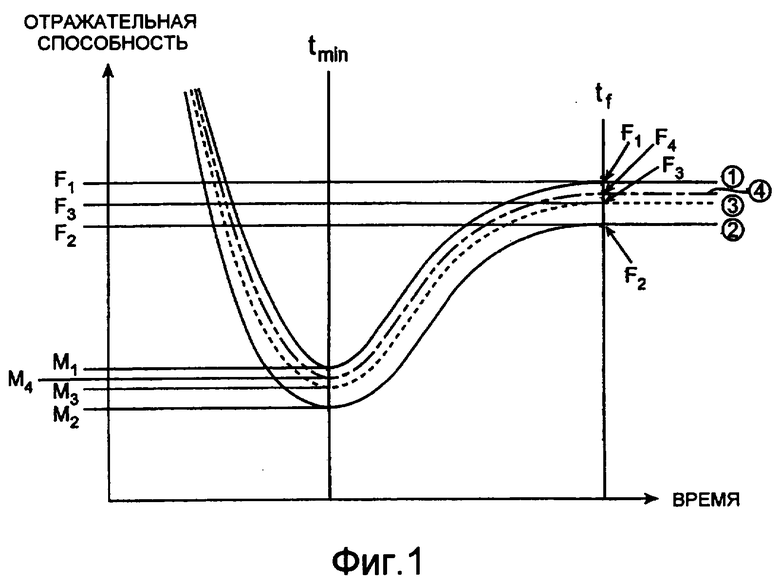
1. Способ коррекции конечной величины сигнала, измеренного на индикаторной полоске для исследования аналита с латеральным распространением, при этом способ содержит следующие этапы:
измеряют величины сигналов при одновременном проведении аналитической реакции с латеральным распространением на индикаторной полоске;
определяют предельную величину сигнала;
определяют промежуточную величину сигнала, при этом промежуточную величину сигнала измеряют через предварительно заданный период времени после того, как измерена предельная величина сигнала;
определяют конечную величину сигнала; и
корректируют конечную величину сигнала по промежуточной величине сигнала.
2. Способ по п.1, в котором величины сигналов являются значениями отражательной способности.
3. Способ по п.1, в котором предварительно заданный период предварительно определяют для производственной партии, из которой выполнена индикаторная полоска.
4. Способ по п.1, в котором коррекция конечной величины сигнала по промежуточной величине сигнала содержит следующие этапы:
предварительно определяют зависимость между промежуточной величиной сигнала и конечной величиной сигнала для производственной партии, из которой выполнена индикаторная полоска; и
корректируют конечную величину сигнала по предварительно определенной зависимости между промежуточной величиной сигнала и конечной величиной сигнала для производственной партии, из которой выполнена индикаторная полоска.
5. Способ по п.4, в котором предварительное определение зависимости между промежуточной величиной сигнала и конечной величиной сигнала для множества индикаторных полосок из производственной партии, из которой выполнена индикаторная полоска, заключается в том, что:
определяют зависимость между промежуточной величиной сигнала и конечной величиной сигнала для примерной индикаторной полоски из производственной партии, из которой выполнена индикаторная полоска.
6. Способ по п.1, в котором предельная величина сигнала является минимальной величиной сигнала.
7. Способ по п.1, дополнительно содержащий следующий этап:
определяют момент времени, когда измеряют предельную величину сигнала, при этом предварительно заданный период времени после того, как измерена предельная величина сигнала, является функцией момента времени, когда измеряют предельную величину сигнала для производственной партии, из которой выполнена индикаторная полоска.
8. Способ по п.7, в котором корректировка конечной величины сигнала по промежуточной величине сигнала содержит следующие этапы:
предварительно определяют зависимость между моментом времени, когда измеряют предельную величину сигнала, и моментом времени, когда измеряют промежуточную величину сигнала, для множества индикаторных полосок из одной и той же производственной партии;
предварительно определяют зависимость между промежуточной величиной сигнала и конечной величиной сигнала для множества индикаторных полосок из одной и той же производственной партии; и
корректируют конечную величину сигнала по предварительно определенной зависимости между промежуточной величиной сигнала и конечной величиной сигнала для производственной партии, из которой выполнена индикаторная полоска.
9. Способ по п.8, в котором предварительное определение зависимости между моментом времени, когда измеряют предельную величину сигнала, и моментом времени, когда измеряют промежуточную величину сигнала, для множества индикаторных полосок из одной и той же производственной партии заключается в том, что:
определяют зависимость между моментом времени, когда измеряют предельную величину сигнала, и моментом времени, когда измеряют промежуточную величину сигнала, для примерной индикаторной полоски из производственной партии, из которой выполнена индикаторная полоска.
10. Способ по п.8, в котором предварительное определение зависимости между промежуточной величиной сигнала и конечной величиной сигнала для множества индикаторных полосок из одной и той же производственной партии заключается в том, что:
определяют зависимость между промежуточной величиной сигнала и конечной величиной сигнала для примерной индикаторной полоски из производственной партии, из которой выполнена индикаторная полоска.
11. Способ коррекции конечной величины сигнала, измеренного на индикаторной полоске для исследования аналита с латеральным распространением, при этом способ содержит следующие этапы:
измеряют величины сигналов при одновременном проведении аналитической реакции с латеральным распространением на индикаторной полоске;
определяют предельную величину сигнала;
определяют момент времени, когда измеряют предельную величину сигнала;
определяют конечную величину сигнала; и
корректируют конечную величину сигнала по моменту времени, когда измеряют предельную величину сигнала.
12. Способ по п.11, в котором величины сигналов являются значениями отражательной способности.
13. Способ по п.11, в котором коррекция конечной величины сигнала по моменту времени, когда измеряют предельную величину сигнала, содержит следующие этапы:
предварительно определяют зависимость между моментом времени, когда измеряют предельную величину сигнала, и конечной величиной сигнала для производственной партии, из которой выполнена индикаторная полоска; и
корректируют конечную величину сигнала по предварительно определенной зависимости между моментом времени, когда измеряют предельную величину сигнала, и конечной величиной сигнала для производственной партии, из которой выполнена индикаторная полоска.
14. Способ по п.13, в котором предварительное определение зависимости между моментом времени, когда измеряют предельную величину сигнала, и конечной величиной сигнала для производственной партии, из которой выполнена индикаторная полоска, заключается в том, что:
определяют зависимость между моментом времени, когда измеряют предельную величину сигнала, и конечной величиной сигнала для примерной индикаторной полоски из производственной партии, из которой выполнена индикаторная полоска.
15. Способ по п.11, в котором предельная величина сигнала является минимальной величиной сигнала.
16. Способ коррекции конечной величины сигнала, измеренного на индикаторной полоске для исследования аналита с латеральным распространением, при этом способ содержит следующие этапы:
измеряют величины сигналов при одновременном проведении аналитической реакции с латеральным распространением на индикаторной полоске;
определяют суммарный сигнал ниже пороговой величины;
определяют конечную величину сигнала; и
корректируют конечную величину сигнала по суммарному измеренному сигналу ниже пороговой величины.
17. Способ по п.16, в котором величины сигналов являются значениями отражательной способности.
18. Способ по п.17, в котором коррекция конечной величины сигнала по суммарному измеренному сигналу ниже пороговой величины содержит следующие этапы:
предварительно определяют зависимость между суммарным сигналом ниже пороговой величины и конечной величиной сигнала для производственной партии, из которой выполнена индикаторная полоска; и
корректируют конечную величину сигнала по предварительно определенной зависимости между суммарным сигналом ниже пороговой величины и конечной величиной сигнала для производственной партии, из которой выполнена индикаторная полоска.
19. Способ по п.18, в котором предварительное определение зависимости между суммарным сигналом ниже пороговой величины и конечной величиной сигнала для производственной партии, из которой выполнена индикаторная полоска, заключается в том, что:
определяют зависимость между суммарным сигналом ниже порогового значения и конечной величиной сигнала для примерной индикаторной полоски из производственной партии, из которой выполнена индикаторная полоска.
20. Способ по п.1, дополнительно содержащий следующие этапы:
определяют вторую промежуточную величину сигнала, при этом вторую промежуточную величину сигнала измеряют через второй предварительно заданный период времени после того, как измерена предельная величина сигнала; и корректируют конечную величину сигнала по как промежуточной величине сигнала, так и второй промежуточной величине сигнала.
21. Способ по п.20, в котором коррекция конечной величины сигнала по как промежуточной величине сигнала, так и второй промежуточной величине сигнала содержит следующие этапы:
предварительно определяют зависимость между промежуточной величиной сигнала и конечной величиной сигнала для производственной партии, из которой выполнена индикаторная полоска;
предварительно определяют зависимость между второй промежуточной величиной сигнала и конечной величиной сигнала для производственной партии, из которой выполнена индикаторная полоска; и
корректируют конечную величину сигнала по предварительно определенным зависимостям между промежуточной величиной сигнала и конечной величиной сигнала и второй промежуточной величиной сигнала и конечной величиной сигнала для производственной партии, из которой выполнена индикаторная полоска.
22. Способ по п.21, в котором предварительное определение зависимостей между промежуточной величиной сигнала и конечной величиной сигнала и второй промежуточной величиной сигнала и конечной величиной сигнала для производственной партии, из которой выполнена индикаторная полоска, заключается в том, что:
определяют зависимости между промежуточной величиной сигнала и конечной величиной сигнала и второй промежуточной величиной сигнала и конечной величиной сигнала для примерной индикаторной полоски из производственной партии, из которой выполнена индикаторная полоска.
23. Способ коррекции конечной величины сигнала, измеренного на индикаторной полоске для исследования аналита с латеральным распространением, при этом способ содержит следующие этапы:
идентифицируют предварительно заданный способ калибровки для индикаторной полоски, при этом предварительно заданный способ калибровки соответствует производственной партии, из которой выполнена индикаторная полоска;
измеряют величины сигналов при одновременном проведении аналитической реакции с латеральным распространением на индикаторной полоске;
определяют конечную величину сигнала; и
корректируют конечную величину сигнала по идентифицированному, предварительно выбранному способу калибровки индикаторной полоски.
24. Способ по п.23, в котором предварительно выбранный способ калибровки индикаторной полоски содержит следующие этапы:
измеряют величины сигналов при одновременном проведении аналитической реакции с латеральным распространением на индикаторной полоске;
определяют предельную величину сигнала;
определяют промежуточную величину сигнала, при этом промежуточную величину сигнала измеряют через предварительно заданный период времени после того, как измерена предельная величина сигнала;
определяют конечную величину сигнала; и
корректируют конечную величину сигнала по промежуточной величине сигнала.
25. Способ по п.23, в котором предварительно заданный способ калибровки индикаторной полоски содержит следующие этапы:
измеряют величины сигналов при одновременном проведении аналитической реакции с латеральным распространением на индикаторной полоске;
определяют предельную величину сигнала;
определяют момент времени, когда измерена предельная величина сигнала;
определяют конечную величину сигнала; и
корректируют конечную величину сигнала по моменту времени, когда измерена предельная величина сигнала.
26. Способ по п.23, в котором предварительно заданный способ калибровки индикаторной полоски содержит следующие этапы:
измеряют величины сигналов при одновременном проведении аналитической реакции с латеральным распространением на индикаторной полоске,
определяют суммарный сигнал ниже пороговой величины;
определяют конечную величину сигнала; и
корректируют конечную величину сигнала по суммарному измеренному сигналу ниже пороговой величины.
27. Способ по п.23, в котором идентификация предварительно заданного способа калибровки индикаторной полоски заключается в том, что:
считывают идентификатор, указывающий предварительно заданный способ калибровки.
28. Способ по п.27, в котором идентификатор расположен на индикаторной полоске.
29. Способ по п.27, в котором идентификатор содержится в узле, соединенном с индикаторной полоской.
30. Способ по п.1, в котором величины сигналов являются величинами электрохимических сигналов.
31. Способ по п.11, в котором величины сигналов являются величинами электрохимических сигналов.
32. Способ по п.16, в котором величины сигналов являются величинами электрохимических сигналов.
33. Способ по п.23, в котором величины сигналов являются величинами электрохимических сигналов.
34. Способ по п.1, в котором величины сигналов являются величинами сигналов прямого светопропускания.
35. Способ по п.11, в котором величины сигналов являются величинами сигналов прямого светопропускания.
36. Способ по п.16, в котором величины сигналов являются величинами сигналов прямого светопропускания.
37. Способ по п.23, в котором величины сигналов являются величинами сигналов прямого светопропускания.
38. Устройство для коррекции конечной величины сигнала, измеренного на индикаторной полоске для исследования аналита с латеральным распространением, при этом устройство содержит:
идентификатор, содержащий предварительно заданный способ калибровки для индикаторной полоски, при этом предварительно заданный способ калибровки соответствует производственной партии, из которой выполнена индикаторная полоска;
систему измерения сигнала для измерения величин сигналов при одновременном проведении аналитической реакции с латеральным распространением на индикаторной полоске; и
систему калибровки для коррекции конечной величины сигнала по идентифицированному, предварительно выбранному способу калибровки индикаторной полоски.
39. Устройство по п.38, в котором идентификатор расположен на индикаторной полоске.
40. Устройство по п.38, в котором идентификатор расположен в компоновке, соединенной с индикаторной полоской.
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| US 6394952 B1, 28.05.2002 | |||
| RU 2004126860 A, 10.05.2005. | |||

