Настоящее изобретение относится к области фильтрующих элементов, которые пригодны для использования, например, в респираторе, блоке фильтрации воздуха или других фильтрующих приборах.
Фильтрующему элементу часто нужна замена, так чтобы когда он достигает конца своего полезного срока использования, его можно было удалить из фильтрующего устройства, в котором он использовался, и может быть заменен новым фильтрующим элементом. Фильтрующие элементы обычно бывают в виде картриджа, корпус которого может быть снабжен некоторым механизмом крепления, который дает возможность картриджу быть установленным на и снятым с фильтрующего устройства, в котором он используется. В других случаях - например, определенные виды респираторных масок - фильтрующее устройство предназначено для списания, когда фильтрующий элемент достигает конца его полезного срока использования, в этих случаях фильтрующий элемент может быть неотъемлемой частью фильтрующего устройства.
Сорбирующие частицы, такие как, например, активированный уголь, обычно используются в респираторах, таких как фильтры газов или паров. Фильтры в общем случае классифицируются в соответствии со способом, которым сорбирующие материалы поддерживаются в фильтре и включают наполненные нетканые фильтры, наполненные пенные фильтры, фильтры со связанным сорбентом и фильтры с уплотненным слоем.
Фильтрующие элементы можно описать как планарные или конформные. Планарные фильтрующие элементы обычно включают слой фильтрующего материала, содержащегося внутри объема, который имеет плоскую или планарную поверхности, через которые текучие среды, которые будут фильтроваться (такие как воздух), входят и выходят из слоя фильтрующего материала. Там, где фильтрующие материалы имеют вид сыпучих сорбирующих частиц, планарные фильтрующие элементы преимущественно создаются при помощи обычных штормовых методов заполнения. Конформные фильтрующие элементы обычно изгибаются или более близко соответствуют изгибу, присущему морфологии лица человека, используя фильтрующий элемент, который включает по крайней мере одну изогнутую поверхность. Более близкое соответствие может уменьшить объем фильтрующего устройства. Изгиб конформных фильтрующих элементов, однако, не совместим с обычной "штормовой заправкой" фильтрующего элемента с сыпучим фильтрующим материалом, как обсуждается, например, в Международной патентной публикации WO 03/090872 (Schlaechter). В этом документе один подход к обеспечению конформных фильтрующих элементов включает вибрацию корпуса фильтрующего элемента во время загрузки, для того чтобы увеличить плотность сорбирующих частиц, загруженных в него. Недостатки этого подхода могут включать, однако, необходимость создания вибрации корпуса, неопределенности, связанные с вибрационным заполнением и т.п.
Другие подходы для обеспечения конформных фильтрующих элементов могут включать, например, наполненные нетканые фильтры в виде ваточных холстов (плетений), которые содержат сорбирующие частицы в пустотах между волокнами, образующими плетение (см., например, патент США №3,971,373), и наполненные пенные фильтры, которые содержат абсорбирующие частицы, распределенные внутри и связанные с пенной структурой (см., например, патент США №4,046,939). Такие наполненные структуры в общем случае страдают от низкой плотности сорбирующих частиц, по сравнению с уплотненными слоями сыпучих фильтрующих материалов. В результате может понадобиться увеличить толщину фильтрующего элемента до значения, при котором преимущества конформной формы отрицаются.
Преимуществом по сравнению с неткаными и пенными фильтрующими элементами явилось изобретение связанных сорбирующих фильтрующих элементов (см., например, патент США №5,033,465 и 6,391,429 Bl). В технологии связующих сорбирующих фильтрующих элементов, сорбирующие частицы обычно образуются в унитарной структуре, использующей полимерные частицы, которые связывают сорбирующие частицы вместе. Связанные сорбирующие структуры могут увеличить плотность сорбирующих частиц по другим загруженным структурам и могут быть образованы с изогнутыми поверхностями. Потенциальные недостатки могут включать, например, дополнительные затраты, связанные с изготовлением связанных сорбирующих фильтрующих элементов и т.п.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение обеспечивает конформные фильтрующие элементы, фильтрующие устройства, использующие конформные фильтрующие элементы и способы изготовления конформных фильтрующих элементов. Конформные фильтрующие элементы по настоящему изобретению предпочтительно включают слой фильтрующего материала между парой поддерживающих пластин, причем большая часть поверхностей поддерживающих пластин, обращенных к слою фильтрующего материала, каждая изогнута относительно по крайней мере одной оси. Изгиб, передаваемый поддерживающими пластинами, обеспечивает конформную конфигурацию фильтрующего элемента.
Может быть предпочтительным, чтобы слой фильтрующего материала был сыпучим зернистым фильтрующим материалом, который сохраняется при остаточном сжатии между поддерживающими пластинами внутри фильтрующего элемента. Для того чтобы уменьшить преждевременный прорыв и способствовать полному использованию фильтрующего материала, также может быть предпочтительным, чтобы толщина фильтрующего материала между двумя поддерживающими пластинами была однородной (в пределах нормальных производственных допусков).
Изготовление фильтрующих элементов включает осаждение слоя фильтрующего материала на плоскую (в пределах нормальных производственных допусков) горизонтально ориентированную поддерживающую пластину, расположенную внутри основания корпуса. Может быть предпочтительным, чтобы слой фильтрующего материала был осажден при помощи штормового осаждения в виду его пригодности для обеспечения уплотненных слоев однородной толщины с желаемой плотностью упаковки. После того как фильтрующий материал был осажден, поддерживающие пластины могут предпочтительно быть деформированы, так что большая часть поверхностей поддерживающих пластин, которая обращена к слою фильтрующего материала, каждая имела изгиб относительно по крайней мере одной оси.
Может также быть предпочтительным, чтобы деформация привела к остаточному сжатию слоя фильтрующего материала, так чтобы по крайней мере часть слоя сохранялась при сжатии между поддерживающими пластинами. В некоторых вариантах выполнения может быть предпочтительным, чтобы остаточное сжатие было обеспечено при помощи эластично деформируемой поддерживающей пластины, расположенной внутри конформного фильтрующего элемента.
Одно потенциальное преимущество способов производства по настоящему изобретению заключается в том, что обычные методы штормового осаждения могут быть использованы для осаждения слоя фильтрующего материала, что является экономичным и может улучшить однородность плотности фильтрующего материала. Другие потенциальные преимущества заключаются в том, что если будут использоваться слои различных фильтрующих материалов в одном и том же фильтрующем элементе, штормовое заполнение предлагает удобный способ осаждения слоев при сохранении разделения между различными слоями.
С одной стороны, настоящее изобретение обеспечивает способ изготовления конформного фильтрующего элемента при помощи обеспечения корпуса, который включает основание корпуса и крышку, причем основание корпуса и крышка корпуса определяют рабочий объем, когда они собраны вместе, причем корпус дополнительно включает впускной канал и выпускной канал. Способ дополнительно включает осаждение слоя фильтрующего материала внутри основания корпуса, причем первая поддерживающая пластина расположена внутри основания корпуса до осаждения и причем основанная часть поверхности первой поддерживающей пластины обращена к фильтрующему материалу. Первая поддерживающая пластина деформируется после осаждения слоя фильтрующего материала, причем после осаждения основная часть поверхности первой поддерживающей пластины, которая обращена к фильтрующему материалу, содержит изгиб относительно по крайней мере одной оси. Крышка корпуса прикреплена к основанию корпуса, причем слой фильтрующего материала содержится внутри корпуса так, чтобы текучие среды, которые будут фильтроваться, проходили через впускной канал, фильтрующий материал, и выпускной канал.
С другой стороны, настоящее изобретение обеспечивает конформный фильтрующий элемент, который включает корпус с входным отверстием и выходным отверстием. Слой фильтрующего материала содержится внутри корпуса так, чтобы текучие среды, которые будут фильтроваться, проходили через входное отверстие, фильтрующий материал и выходное отверстие. Первая поддерживающая пластина расположена между слоем фильтрующего материала и выходным отверстием, причем первая поддерживающая пластина имеет основную поверхность, обращенную к слою фильтрующего материала, которая включает изгиб относительно по крайней мере одной оси. Вторая поддерживающая пластина расположена между слоем фильтрующего материала и входным отверстием, причем вторая поддерживающая пластина включает основную поверхность, обращенную к слою фильтрующего материала, который также включает изгиб относительно по крайней мере одной оси. По крайней мере часть слоя фильтрующего материала сохраняется при остаточном сжатии между первой и второй поддерживающими пластинами.
Эти и другие признаки и преимущества настоящего изобретения могут быть описаны в связи с различными показанными вариантами выполнения, которые описаны ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
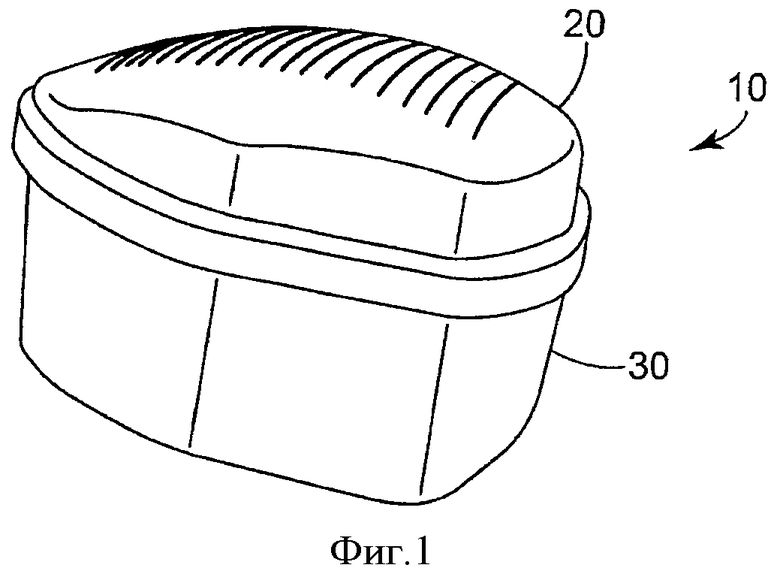
Фиг.1 - перспективное изображение примерного конформного фильтрующего элемента по настоящему изобретению.
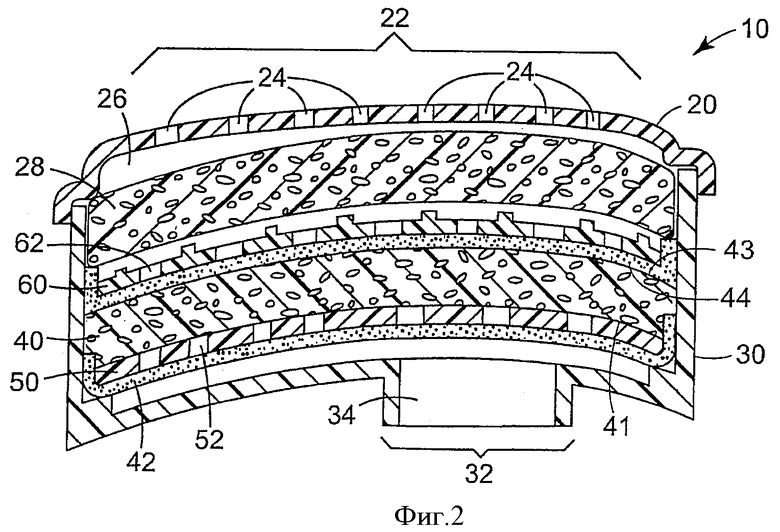
Фиг.2 - вид поперечного сечения конформного фильтрующего элемента Фиг.1.
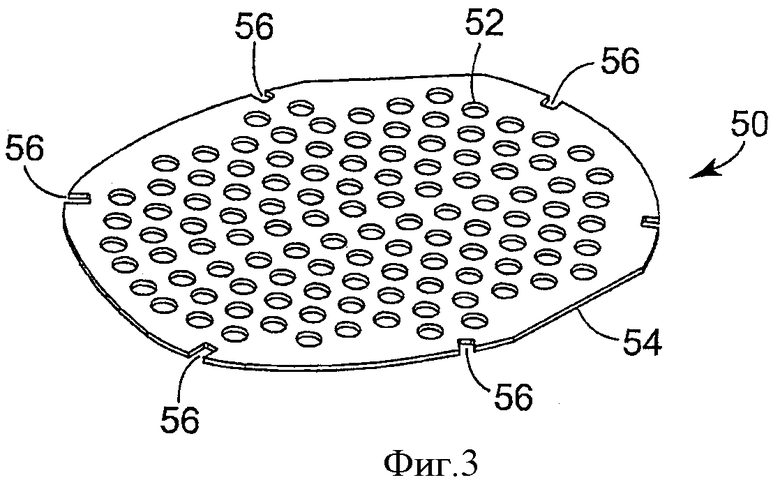
Фиг.3 - перспективное изображение нижней поддерживающей пластины в конформном фильтрующем элементе Фиг.1 и 2.
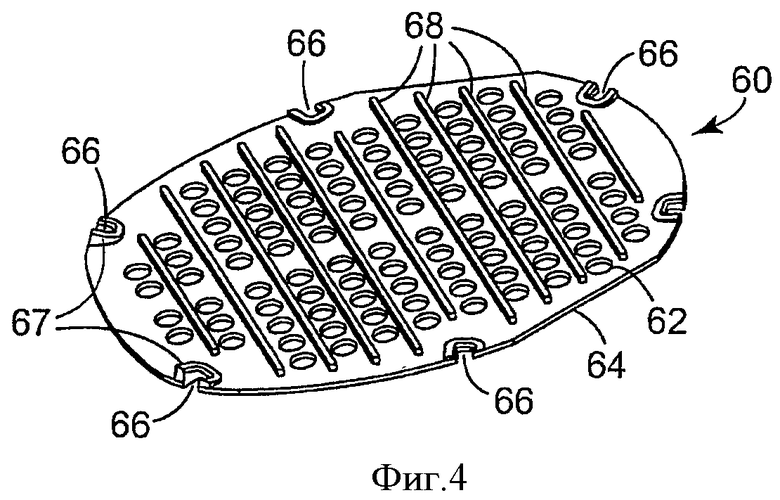
Фиг.4 - перспективное изображение верхней пластины в конформном фильтрующем элементе Фиг.1 и 2.
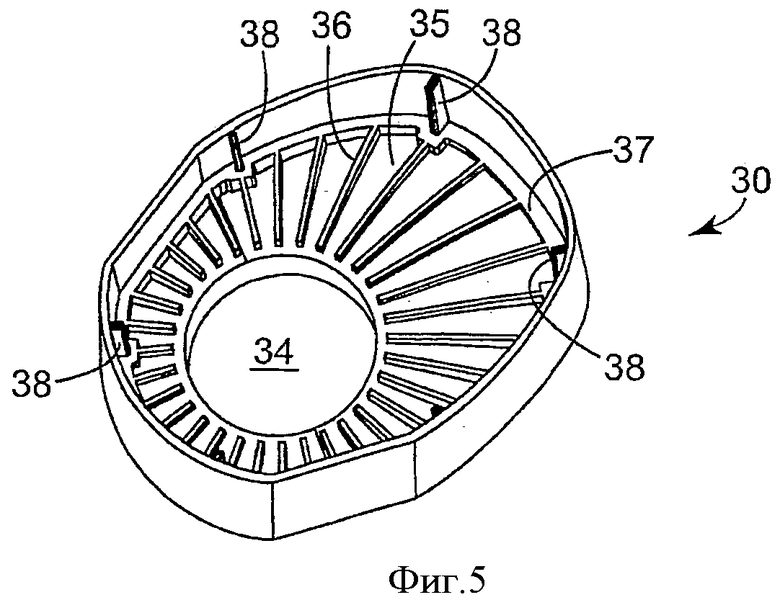
Фиг.5 - перспективное изображение основания корпуса конформного фильтрующего элемента Фиг.1 и 2.
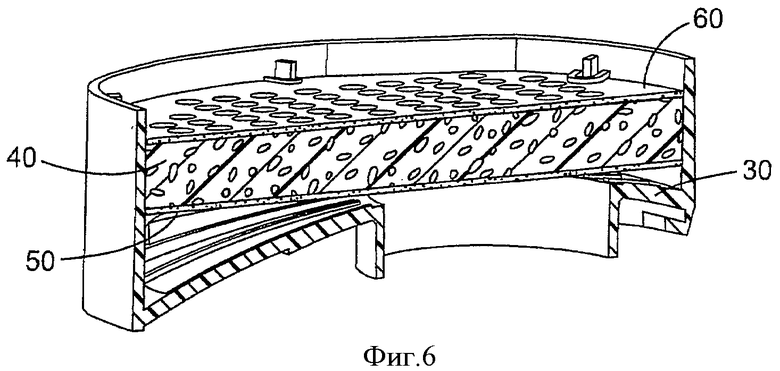
Фиг.6 - перспективное изображение поперечного сечения части фильтрующего элемента по настоящему изобретению с плоским слоем фильтрующего материала, расположенного в нем.
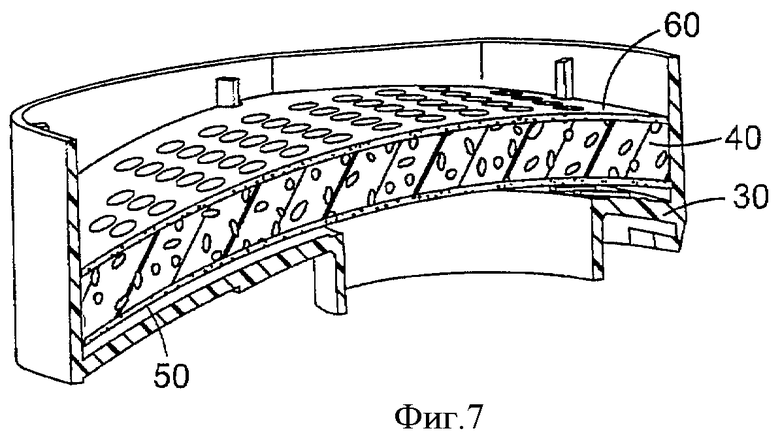
Фиг.7 - перспективное изображение поперечного сечения конформного фильтрующего элемента Фиг.6 после деформации слоя фильтрующего материала.
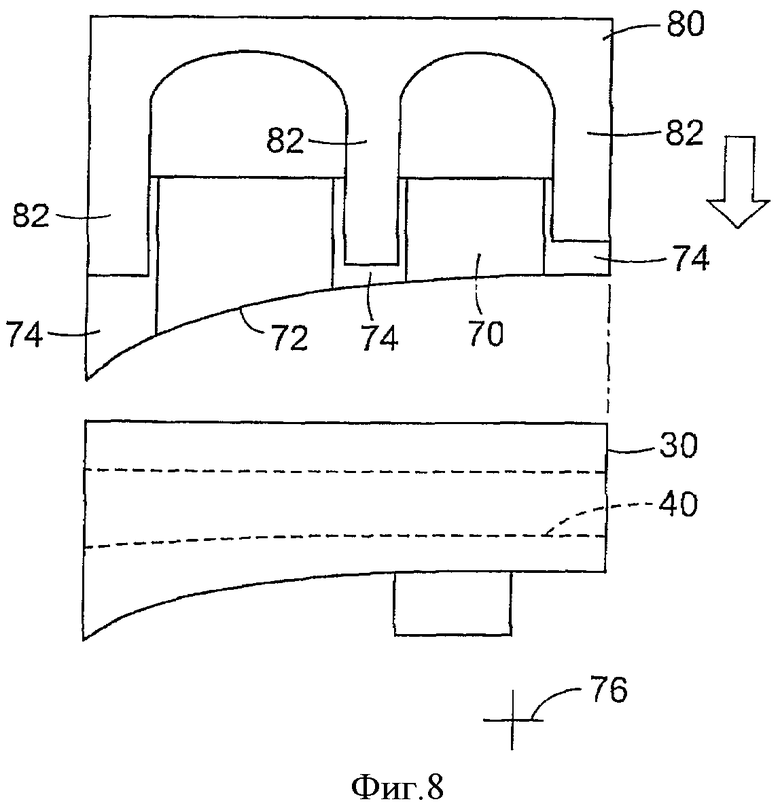
Фиг.8 - вид устройства, которое может быть использовано для деформации слоя фильтрующего материала в фильтрующем элементе по изобретению.
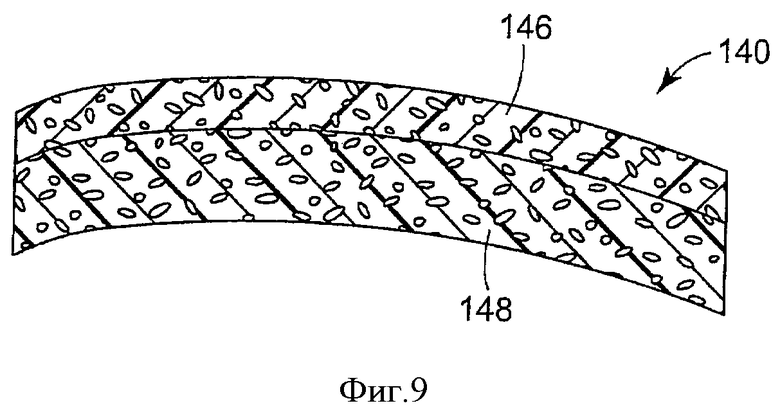
Фиг.9 - вид поперечного сечения многослойного слоя фильтрующего материала.
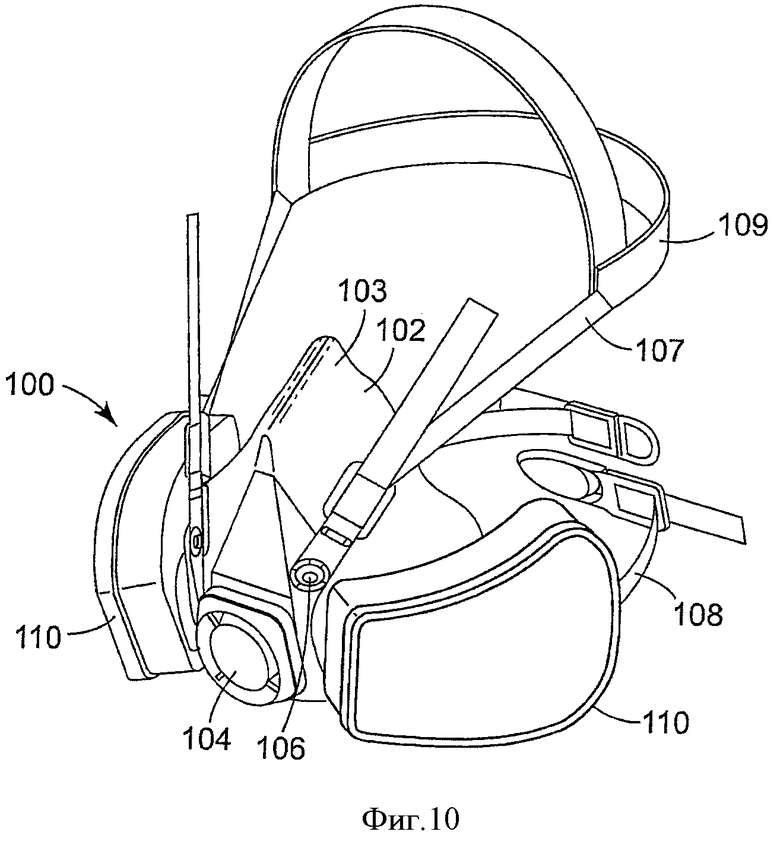
Фиг.10 - перспективное изображение одного респиратора, включающего конформные фильтрующие элементы по изобретению.
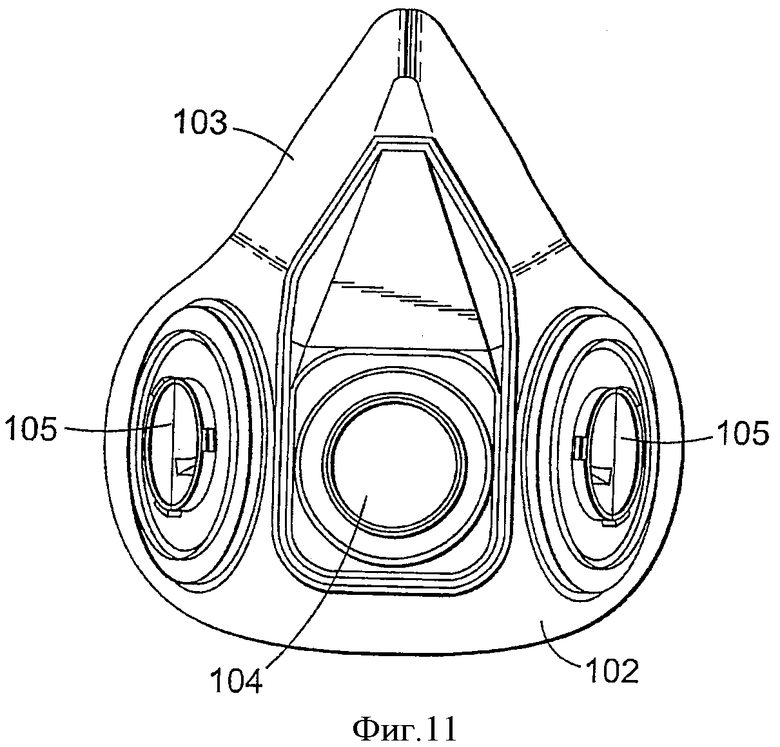
Фиг.11 - вид спереди респиратора на Фиг.10 с фильтрующими элементами и стяжками наушников, удаленных с лицевой маски.
ОПИСАНИЕ ПРЕДСТАВЛЕННЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
В следующем подробном описании представленных вариантов выполнения изобретения сделаны ссылки на сопроводительные чертежи, которые составляют его часть, и в которых показаны, при помощи иллюстрации, особые варианты выполнения, в которых изобретение может быть использовано на практике. Следует понимать, что другие варианты выполнений могут быть использованы и структурные изменения могут быть сделаны без отступления от объема настоящего изобретения.
Один представленный вариант выполнения конформного фильтрующего элемента 10 представлен в перспективном изображении на фиг.1 и виде поперечного сечения на фиг.2. Фильтрующий элемент 10 может быть использован в связи с многообразием различных фильтрующих устройств, таких как, например, респираторы, блоки фильтрации воздуха и т.п. Фильтрующий элемент 10 может в общем случае быть описан как имеющий корпус, определяющий объем, впускной канал, через который текучие среды, которые будут фильтроваться, поступают в объем, определяемый корпусом, слой фильтрующего материала, расположенный внутри корпуса, и выпускной канал, через который отфильтрованные текучие среды выходят из объема, определяемого корпусом. Слой фильтрующего материала расположен внутри объема корпуса так, что текучие среды, поступающие через впускной канал, должны проходить через фильтрующий материал, прежде чем они покинут корпус через выпускной канал.
Корпус предпочтительно является непроницаемым для текучих сред, которые будут фильтроваться, при условии, что должен использоваться фильтрующий элемент. Некоторые потенциально пригодные для корпуса материалы могут включать один или более пластиков, металлы, керамику, композиты и т.д.
В представленном варианте выполнения, описанном на фиг.1 и 2, корпус включает крышку 20 корпуса, прикрепленную к основанию 30 корпуса. Может быть предпочтительным, чтобы крышка 20 была прикреплена к основанию 30 любым способом, который обеспечивает герметичное соединение между крышкой 20 и основанием 30 так, что текучие среды, которые будут фильтроваться (например, воздух), не проходили через соединение между крышкой 20 и основанием 30, таким образом обходя один или более фильтрующих элементов, расположенных в корпусе, (следует понимать, что в некоторых вариантах выполнения один из каналов может быть образован в этом соединении, в этом случае соединение не должно быть герметизировано). Примеры подходящих соединений могут включать один или более, например, адгезионное связывание, сварку (например, ультразвуковую, вибрационную, термическую, РЧ и т.д.), механические крепежные средства (с уплотнениями, если необходимо) и т.д.
Ряд отверстий 24 обеспечен в крышке 20 корпуса, для того чтобы работать в качестве впускного канала 22 для допуска текучих сред (например, воздуха) в объем, определяемый крышкой 20 корпуса и основанием 30 корпуса. Отверстия 24 обеспечены как ряд прорезей в крышке 20 корпуса, хотя отверстия могут принимать любую желаемую форму (например, круглых полостей, треугольных полостей, прямоугольных полостей, пористой сетки, решета и т.п.).
Корпус также включает выпускной канал 32 в виде цилиндрического отверстия 34. Хотя и не изображено, отверстие 34 может включать структуру, разработанную для разъемного присоединения фильтрующего элемента 10 к большему фильтрующему устройству, как описано здесь. Выпускной канал 32 может принимать цилиндрическую форму, изображенную на фиг.2, хотя может быть использована любая другая подходящая форма.
Как видно на фиг.2, фильтрующий элемент 10 включает слой фильтрующего материала 40, расположенный внутри корпуса. Фильтрующий материал 40 предпочтительно расположен между впускным каналом 22 и выпускным каналом так, что текучие среды, которые будут фильтроваться, должны пройти через фильтрующий материал 40, при движении через корпус из впускного канала 22 в выпускной канал 32.
Слой фильтрующего материала 40 может принимать множество форм, хотя может быть предпочтительной форма сыпучих абсорбирующих частиц. Абсорбирующие частицы могут предпочтительно быть любых видов, которые известны пригодными для удаления газов и паров из текучих сред, таких как воздух, который вдыхается через респиратор. Примеры некоторых потенциально пригодных абсорбирующих частиц могут включать, например, ионообменные смолы, активированный древесный уголь (который может быть импрегнирован, например, амин триэтилендиамином или солями тяжелых металлов, такими как медь, серебро, цинк, молибден и т.п.), цеолиты, очищенную активированную окись алюминия и т.п. См., например, патент США 5,696,199 Senkus и др. Под "рыхлым", как используется здесь, понимается, что соседние частицы физически не прикреплены друг к другу, для того чтобы образовать самостоятельную фильтрующую структуру, например, при помощи использования связующих веществ, таких как полимеры, пены и т.п. В результате сыпучие частицы могут предпочтительно быть в виде гранул или шариков, которые поддаются доставке через процессы штормового заполнения или аналогичные. В некоторых примерах фильтрующий элемент 28, как показано на фиг.2 может располагаться внутри объема 26, определяемого между крышкой 20 корпуса и верхней поддерживающей пластиной 60. Фильтрующий элемент 28 может принимать любую подходящую конструкцию, например, нетканой гофрированной ткани, пены, комбинации двух или более фильтров и т.п. Он может поставляться как дополнение к слою фильтрующего материала 40. Фильтрующий элемент 28 может быть газовым и/или сажевым фильтром, примеры которых показаны или обсуждены в следующих патентных документах: 6,743,464 Insley и др., 6,627,563 Bl Huberty, 6,454,986 Eitzman и др., 6,660,210, 6,409,806 и 6,397,458 Jones и др., 6,406,657 Eitzman и др, 6,391,429 Senkus и др., 6,375,886 Angadjivand и др., 6,214,094 Rousseau и др, 6,139,308 Berrigan и др., и 6,119,691 Angadjivand и др., 5,763,078 и 5,033,465 Bran и др., и 5,496,785 и 5,344,626 Abler.
Может быть предпочтительным, чтобы слой фильтрующего материала 40 содержался между пористыми листами 42 и 44 и поддерживающими пластинами 50 и 60, расположенными на каждых основных сторонах 41 и 43 слоя фильтрующего материала 40. Нижний пористый лист 42 расположен между нижней поддерживающей пластиной 50 и выпускным каналом 32, в то время как верхний пористый лист 44 расположен между слоем фильтрующего материала 40 и верхней поддерживающей пластиной 60.
Пористые листы 42 и 44 предпочтительно являются проницаемыми для текучих сред, которые будут фильтроваться, но в то же время являются по существу непроницаемыми для слоя фильтрующего материала 40 (например, абсорбирующих частиц). Пористые листы 42 и 44 могут предпочтительно, но не обязательно, быть волокнистыми неткаными листами сыпучего фильтрующего материала, пригодными для использования в фильтрующих устройствах (например, респираторах) для удаления сыпучего материала из текучей среды, такой как, например, воздух. Один потенциально подходящий пример сыпучего фильтрующего материала доступен под торговым наименованием FILTRETE от 3М Company of St. Paul, Minnesota., США. Сыпучий фильтрующий материал может быть выполнен из холстов электрически заряженных микроволокон, таких как микроволокна, полученные аэродинамическим способом из расплава. См., например, патент США №6,406, 657 Bl, 6,375,886 Bl, 6,119,691 и 5,496, 507.
Волокна также могут быть фибриллированными электрически заряженными волокнами. См. патент США № Re 30,782 и Re 31,285. Более того, волокна могут иметь атомы фтора на их поверхностях, для того чтобы улучшить их устойчивость к масляной взвеси. См., например, патенты США №5,432,175 Bl, 6,409,806 Bl, 6,398,847 Bl, и 6,397,458 Bl.
Нижняя поддерживающая пластина 50 конформного фильтрующего элемента на фиг.1 и 2 изображена на фиг.3 и предпочтительно включает отверстия 52, распределенные по ее основным поверхностям так, что текучая среда (например, воздух) могла протекать через поддерживающую пластину 50 в или из фильтрующего материала 40. Отверстия 52 могут принимать любую подходящую форму или распределение, хотя может быть предпочтительным, что если бы они были распределены по достаточно широкой площади, что способствовало бы протеканию потока через большую часть фильтрующего материала 40.
Верхняя поддерживающая пластина 60 конформного фильтрующего элемента на фиг.1 и 2 изображена на фиг.4 и также предпочтительно включает отверстия 62, распределенные по ее основным поверхностям так, что текучая среда (например, воздух) может протекать через поддерживающую пластину 60 в или из фильтрующего материала 40. Как и в случае с нижней пластиной 50, отверстия 62 в верхней поддерживающей пластине 60 могут принимать любую подходящую форму или распределение, хотя может быть предпочтительно, что если бы они были распределены достаточно широко, это стимулировало бы поток через большую часть фильтрующего материала 40.
Как видно на фиг.2, может быть предпочтительным, чтобы пористые листы 42 и 44 были немного больше, чем поддерживающие пластины, так чтобы часть пористого листа сгибалась кверху вокруг краев поддерживающих пластин (предпочтительно, как поддерживающие пластины 50 и 60 вставлены в основание 30 корпуса). Например, пористый лист 42, как видно на фиг.2, сгибается вверх вокруг периметра 54 нижней поддерживающей пластины 50, в то время как пористый лист 44 сгибается вверх вокруг периметра 64 верхнего поддерживающего листа 60. Пористые листы 42 и 44 увеличенного размера могут служить для того, чтобы создавать лучшее уплотнение вокруг краев поддерживающих пластин 50 и 60 так, чтобы фильтрующий материал 40 сдерживал от утечки вокруг краев 54 и 64 поддерживающих пластин 50 и 60. Другие методы создания краевых уплотнений вокруг периметров поддерживающих пластин 50 и 60 могут, конечно, использоваться вместо увеличения размеров пористых листов 42 и 44.
Хотя поддерживающие пластины 50, в изображенном варианте выполнения, располагаются парами с пористым листом 42 или 44, для того чтобы удержать слой фильтрующего материала 40 на месте внутри фильтрующего элемента, следует понимать, что могут использоваться другие структуры. Например, функции поддерживающих пластин и пористых листов могут быть объединены внутри одной одинарной структуры, используя, например, вложенный отформованный экранный материал, для того чтобы соединить отверстия в поддерживающих пластинах так, чтобы фильтрующий материал не мог выпасть через эти отверстия.
Как использован здесь, термин " поддерживающая пластина" означает любую структуру, которая способна удерживать слой фильтрующего материала в изогнутой конфигурации внутри фильтрующего элемента, наряду с тем, что позволяет текучей среде, которая будут фильтроваться, проходить в и из слоя фильтрующего материала. Поддерживающие пластины по настоящему изобретению могут также предпочтительно быть способными распределять силы сжатия по основным поверхностям слоя фильтрующего материала при изогнутой конфигурации. Там, где поддерживающие пластины, такие как изображены на фиг.3 и 4, включают отверстия, что в противном случае позволяло бы фильтрующему материалу улетучиваться, дополнительные элементы (такие как пористые листы 42 и 44) могут использоваться помимо поддерживающих пластин.
фиг.5 - это перспективное изображение основания 30 корпуса конформного фильтрующего элемента фиг.1 и 2 с фильтрующим материалом 40, пористыми листами 42 и 44, и удаленными поддерживающими пластинами 50 и 60. Основание 30 корпуса включает канал 32 и ряд разделителей 36 на нижней поверхности 35. Разделители 36 могут использоваться для того, чтобы держать пористый лист 42 и нижнюю поддерживающую пластину 50 немного выше нижней поверхности 35 основания 30 корпуса. Этот промежуток между фильтрующим материалом 40 и нижней поверхностью 35 может способствовать при распределении потока текучей среды через большую часть фильтрующего материала 40. Кроме того, разделители 36 могут быть предпочтительно ориентированы радиально по отношению к отверстию 34, как видно на фиг.5, для того чтобы дополнительно способствовать потоку текучей среды по большей части поверхности фильтрующего материала 40, обращенной к нижней поверхности 35. Хотя разделители 36 изображены как удлиненные конструкции, могут использоваться любые конструкции (например, стойки и т.п.), которые служат для поддержания промежутка между фильтрующим материалом 40 и нижней поверхностью 35. Плечо 37 может также быть обеспечено относительно периметра нижней поверхности 35, для того чтобы обеспечить поддержку края нижней поддерживающей пластины 50 и пористого листа 42 и, возможно, облегчить уплотнение вокруг периметра 54 нижней поддерживающей пластины 50.
Другой признак, изображенный на фиг.5, - это ребра 38, распределенные вокруг периметра основания 30 корпуса. Ребра 38 могут предпочтительно взаимодействовать с выемками 56 и 66, обеспеченными в поддерживающих пластинах 50 и 60, для того чтобы служить выравнивающими конструкциями, которые помогают выравнивать поддерживающие пластины 50 и 60 внутри основания 30 корпуса во время введения и деформации. Может быть предпочтительным, чтобы пористые листы 42 и 44 также включали выемки в соответствующих местах. Кроме того, ребра 38 могут также служить для того, чтобы способствовать в удержании верхней поддерживающей пластины 60 в ее изогнутой конфигурации, обеспечивая материал для процесса сварки, описанного здесь подробно.
Крышка 20 корпуса, основание 30 корпуса, нижняя поддерживающая пластина 50 и верхняя поддерживающая пластина 60 могут быть образованы по существу из любого материала или материалов, известных как подходящие для формирования таких конструкций. Например, различные элементы конструкции могут предпочтительно быть образованы из одного или более полимерных материалов, например, при помощи высокотемпературного формообразования (например, вакуумное формообразование) или процесса литьевого формования.
Один примерный способ производства конформных фильтрующих элементов по настоящему изобретению изображен на фиг.6-8. Частично собранный фильтрующий элемент изображен на фиг.6. Основание 30 корпуса включает нижнюю поддерживающую пластину 50 (связанный пористый лист 42 был удален для ясности), расположенную в нем, со слоем фильтрующего материала 40, расположенного на ней. Над фильтрующим материалом была расположена верхняя поддерживающая пластина 60 (связанный пористый лист 44 удален для ясности) на слое фильтрующего материала 40.
Может быть предпочтительным, чтобы фильтрующий материал 40 был в виде сыпучих частиц, которые осаждаются при помощи методов, которые приводят к ровному слою фильтрующего материала 40 с выбранной плотностью или упаковкой и однородной толщиной слоя. Как здесь обсуждалось, обычные способы штормового заполнения могут предпочтительно использоваться. Штормовое заполнение обычно включает заливку частиц через ряд экранов, которые рассеивают частицы по мере их падения, создавая ровный слой фильтрующего материала 40. Как и при производстве обычных фильтров с наполнителем, слой фильтрующего материала 40 предпочтительно осаждается на плоскую поверхность, которая является ровной (по отношению к, например, горизонту), в изображенном варианте выполнения эта поверхность обеспечена нижней поддерживающей пластиной 50.
Как и в случае обычных фильтров с наполнителем, слой фильтрующего материала 40 предпочтительно помещен под давлением, для того чтобы улучшить плотность упаковки фильтрующего материала 40. В отличие от обычных фильтров с наполнителем, однако, сжатие сопровождается деформацией верхней и нижней поддерживающих пластин 50 и 60 так, что слой фильтрующего материала 40 и поддерживающие пластины 50 и 60 имеют изгиб, как изображено на фиг.7.
Со слоем фильтрующего материала 40 и верхней, и нижней опорами 50 и 60 на месте, как это видно на фиг.6, изгиб сообщается слою фильтрующего материала 40 и поддерживающим пластинам 50 и 60, используя опрессовочный инструмент 70 с изогнутой поверхностью 72, как изображено на фиг.8. Опрессовочный инструмент 70 может предпочтительно приводиться в движение по отношению к верхней поддерживающей пластине 60, в то время как основание 30 корпуса поддерживается снизу (или наоборот, понимается, что любая система/способ, который сообщает относительное движение между компонентами и достигает желаемого сжатия, мог бы быть применен). Сжатие может предпочтительно прижать нижнюю поддерживающую пластину 50 (и связанные пористые листы 42) к прокладкам 36 и плечам 37, обеспеченным в основании 30 корпуса фиг.6.
В результате верхняя поддерживающая пластина 60, слой фильтрующего материала 40 и нижняя опорная пластина 50 все деформированы в изогнутую конфигурацию, видную на фиг.7. Может быть предпочтительным, чтобы деформация нижней и верхней опорных пластин 50 и 60 была в основном в области упругих деформаций, т.е. устранение силы сжатия привело бы к возврату пластин 50 и 60 в их плоские конфигурации (или близко к ним), как видно на фиг.6. Сжатие и деформация могут предпочтительно привести в слою фильтрующего материала 40, который имеет однородную толщину или глубину слоя между основными поверхностями верхней и нижней опорных пластин 50 и 60.
В то время как инструмент 70 прижимается к верхней опорной пластине 60, верхняя опорная пластина 60 предпочтительно закрепляется в форме, видной на фиг.7, для того чтобы удержать слой фильтрующего материала 40 в изогнутой форме. Крепление верхней опорной пластины 60 к основанию 30 корпуса может потребоваться, для того чтобы удержать слой 40 в остаточном сжатии между опорными пластинами 50 и 60. Удержание остаточного сжатия слоя 40 может быть предпочтительным, для того чтобы уменьшить протекание через уплотненный слой 40. Кроме того, прикрепление верхней опорной пластины 60 также удерживает ее от возврата в ее плоскую конфигурацию, как видно на фиг.6 (особенно там, где деформация находится в области упругих деформаций, как обсуждалось здесь). Может быть предпочтительно, чтобы остаточное сжатие по крайней мере части (или даже по существу всего) слоя 40 было обеспечено при помощи упруго деформированных опорных пластин, расположенных внутри конформного фильтрующего элемента 10.
Прикрепление верхней опорной пластины 60 к корпусу может быть достигнуто любым подходящим способом или комбинацией способов. Примеры потенциально подходящих способов могут включать, например, связующие вещества, механические крепежные средства (например, резьбовые крепежные средства, зажимы, заклепки и т.п.), сварку и т.п. Один представленный способ может включать подпорку или сварку верхней опорной пластины 60 к основанию 30 корпуса в ряде мест по периметру 64 опорной пластины 60. В представленном варианте выполнения может быть предпочтительно, чтобы сварка происходила в ребрах 38, расположенных в основании 30 корпуса из-за большего слоя материала, имеющегося в этих местах.
Один представленный способ сварки может включать использование многозубцового разбивочного упора 80, который может предпочтительно быть соединен с опрессовочным инструментом 70, как изображено на фиг.8. Разбивочные зубцы 82 могут предпочтительно располагаться вокруг инструмента 70 в местах, которые соответствуют ребрам 38 в основании 30 корпуса. После того как опрессовочный инструмент 70 деформирует и сжимает верхнюю опорную пластину 60, слой 40 и нижнюю опорную пластину 50, ультразвуковая энергия может быть направлена через зубцы 82 разбивочного упора 80, для того чтобы завершить процесс сварки, после чего опрессовочный инструмент 70 и разбивочный упор 80 могут быть извлечены при сохранении деформации и сжатия слоя, как обсуждалось здесь.
Может быть предпочтительным, чтобы по крайней мере некоторые выемки 66 включали буртики для сварки 68, как изображено, например, на фиг.4. Буртики для сварки 68 обеспечивают дополнительный материал, который может облегчить сварку опорной пластины 60 к ребрам 38 основания 30 корпуса. Кроме того, верхние поверхности буртиков для сварки 68 могут предпочтительно быть наклонными относительно основной поверхности опорной пластины 60, так что буртики для сварки 68 представляют горизонтальную поверхность для разбивочных зубцов 82 упора 80, когда опорная пластина 60 деформирована в изогнутую конфигурацию, изображенную на фиг.7. Действуя таким образом можно упростить конструкцию разбивочных зубцов 82 упора 80, потому что плоские поверхности, представляемые буртиками для сварки 68, могут быть представлены дополнительными плоскими поверхностями на разбивочных зубцах 82.
Для того чтобы улучшить сохранение сил сжатия на слое фильтрующего материала 40 при обеспечении верхней опорной пластины 60, которая может быть соразмерно деформирована, может быть желательно включить структуры распределения силы такие, как, например, ребра 68 (см., например, фиг.4), которые могут предпочтительно быть распределены по поверхности опорной пластины 60. Ребра 38 могут улучшить распределение силы по опорной пластине 60, так как она проходит через слой фильтрующего материала 40.
Ориентация ребер 38 в изображенном варианте выполнения может быть предпочтительно в общем случае параллельна оси 76, которая проходит в и из страницы на фиг.8. Изгиб, передаваемый слою 40 опорными пластинами 50 и 60, может предпочтительно определяться со ссылкой на ось 76 или одну или более осей. Изгиб может быть однородным или он может изменяться по поверхности слоя 40. Примеры подходящих изогнутых поверхностей могут определяться одним или более эллипсами, кругами и т.п. В одном способе описания кривизны может быть предпочтительно, чтобы радиус кривизны в одной или более точках или отрезках основных поверхностей опорной пластины 60 был, например, 1 метр или меньше, более предпочтительно 0,5 метра или менее и даже более предпочтительно 20 сантиметров или менее (как определено относительно оси, такой как, например, ось 76).
В другом способе описания кривизны в слоях фильтра и опорных пластин по настоящему изобретению, может быть предпочтительным, чтобы прогиб, сообщаемый по крайней мере части опорной пластины в результате деформации (из перспективных конфигураций, показанных на фиг.6 и 7), измеренный вдоль оси, нормальной к одной из основных плоскостей опорной пластины 60, как видно на фиг.6, был 5 миллиметров или более, предпочтительно, 10 миллиметров или более. Обеспеченная кривизна может определяться относительно двух или более осей, и эти две или более осей могут быть параллельны друг другу или нет. Например, может быть предпочтительным, чтобы кривизна была сложной кривизной, такой что, например, вогнутые или выпуклые поверхности могли быть сообщены слою 40 и окружающим конструкциям (например, опорным пластинам). Выбранная кривизна может предпочтительно быть предназначена, например, для согласования контура лицевой части, к которой элемент будет присоединен, для того чтобы отображать антропоморфологические факторы и т.п.
Фильтрующий элемент 10 по существу готов к использованию, при верхней опорной пластине 60 на месте и присоединенной к основанию 30 корпуса. Крышку 20 можно поместить над отверстием, которое определяется основанием 30 корпуса и крепится на месте, как обсуждалось здесь.
фиг.9 - это вид поперечного сечения многослойного слоя фильтрующего материала 140, который может быть изготовлен с кривизной для использования в конформном фильтрующем элементе, как описано здесь. Слой 140 предпочтительно включает отдельные слои 146 и 148 фильтрующего материала. Может быть желательно, чтобы фильтрующий материал в каждом слое был различным, например, имел различные абсорбционные характеристики. Так, фильтрующий слой 140 может использоваться, например, для того, чтобы фильтровать различные пары или газы из потока текучей среды, используя один слой фильтрующего материала в конформном фильтрующем элементе по настоящему изобретению. Может быть предпочтительно, чтобы разные слои 146 и 148 включали фильтрующий материал в виде сыпучих частиц и чтобы частицы были осаждены при помощи штормового заполнения, как обсуждалось здесь. В некоторых примерах фильтрующие материалы в разных слоях 146 и 148 могут состоять по существу из разных фильтрующих материалов.
Хотя описанный многослойный слой 140 включает только два слоя, многослойный слой, используемый в конформном фильтрующем элементе, может включать любое выбранное количество слоев при условии, что целостность между слоями может поддерживаться во время изготовления и использования. Способы поддержания целостности между слоями могут включать, например, обеспечение пористых листов между слоями 146 и 148, выбор разных распределений частиц постоянного размера в смежных слоях, что ослабляет миграцию частиц между различными слоями и т.п.
Хотя конформные фильтрующие элементы по настоящему изобретению могут использоваться в любых фильтрующих устройствах, они могут особенно хорошо подходить для респираторов, предназначенных для ношения людьми. Также, хотя описаны здесь по существу для использования фильтрации воздуха до вдыхания, для того чтобы удалить, например, вредные пары, газы и т.п., конформные фильтрующие элементы могут также использоваться для фильтрации воздуха, выдыхаемого тем, на ком надет респиратор. Примеры некоторых подходящих фильтрующих устройств, с которыми конформные фильтрующие элементы по настоящему изобретению могут использоваться, включают, например, механизированные респираторы очистки воздуха (PAPRs) (см., например, патенты США 6,250,299, 6,186,140, 6,014,971, 5,125,402, 4,965,887, 4,462,399 и 4,280,491. Другим классом фильтрующих устройств, с которым конформные фильтрующие элементы по настоящему изобретению могут использоваться, являются автономные аппараты дыхания (SCBA) (см., например, патенты США 6,478,025, 4,886,056, 4,586,500 и 4,437,460).
Фиг.10 и 11 изображают один представленный вариант выполнения респиратора полумаски, который подогнан по носу, рту и подбородку носящего (хотя конформные фильтрующие элементы могут также использоваться в связи с корпусами масок "на все лицо", которые также покрывают глаза (см., например, патент США 5,924,420). Маска 100 включает лицевую часть 102, которая может быть изготовлена при помощи, например, литьевого формования мягкого, податливого материала (например, резинового материала) и который имеет двойной манжет (не видимый на чертежах) вокруг его краев. Когда маска надета, манжет предпочтительно образует уплотнение от кожи носящего. Лицевая часть 102 имеет центральную часть 103, которая предпочтительно проходит по переносице носа носящего, в которой предпочтительно установлен выдыхательный клапан 104. На противоположных сторонах выдыхательного клапана 104, лицевая часть 102 поддерживает вдыхательные клапаны (не видны), на которых установлены конформные фильтрующие элементы 110. Приспособления 106 расположены на сторонах лицевой части 102 для верхнего и нижнего ободков 107 и 108 (показаны только для верхних ободков), которые образуют часть головной завязки ремней, причем ремни также включают поддержку 109, которой придана форма для посадки на верхнюю часть головы носящего.
Фильтрующие элементы 110 могут быть разъемно прикреплены к маске 100 при помощи байонетных фитингов, таких как описанные, например, в патентах США 4,850,346; 4,934,361; 5,924,420; 6,216,693. Байонетные фитинги не видны на фиг.10, но одна часть фитинга указана в 105 на фиг.11.
Использование байонетного соединения для крепления фильтрующих элементов 110 к лицевой части 102 респиратора не является существенным, и другие виды крепления могут быть использованы вместо байонетных соединений. Одна альтернативная конструкция соединения включает фильтрующие элементы с подгонку с защелкиванием (см., например, патент США 5,579,761). Другая альтернатива включает резьбовой фильтрующий элемент, который крепится к соответствующему резьбовому фитингу на корпусе респиратора (см., например, патенты США 4,422,861; 4,548,626; 5,022,901; 5,036,844; 5,063,926 и 5,222,488).
При использовании ободки 107 и 108 могут регулироваться, для подгонки по голове носящего и удержания маски 100 относительно лица носящего. Примеры ремней, которые могут использоваться в связи с фильтрующими устройствами в виде респираторов, могут включать те, которые описаны в патентах США 6,715,490, 6,591,837 и 6,119,692 Byram и др., и в патентах США 6,732,733 и 6,457,473 Brostrom и др.
Когда носящий вдыхает, воздух предпочтительно втягивается в маску 100 через фильтрующие элементы 110 и затем через вдыхательные клапаны в щечные части лицевой части 102. Когда носитель выдыхает, воздух может предпочтительно быть выведен из маски 100 через выдыхательный клапан 104, расположенный в центральной части 103 описываемого корпуса 102 маски. Два конформных фильтрующих элемента 110 маски 100 могут предпочтительно быть идентичными друг другу или разными. Последнее может являться преимуществом там, где один фильтрующий элемент применяется для фильтрации вдоха и второй фильтрующий элемент применяется для фильтрации выдоха (с соответствующей клапанной системой).
Как используется в описании и в прилагаемой формуле, формы единственного числа "а," "и," и "the" включают объекты ссылки во множественном числе, если контекст четко не диктует иное. Таким образом, например, ссылка на "а" или "the" компонент может включать один или более компонентов и его эквивалентов, известных имеющим квалификацию в данной области.
Все материалы ссылок и публикаций, приведенные в этом описании, непосредственно полностью включены в данное описание. Обсуждены приведенные варианты выполнения данного изобретения, а также делается ссылка на некоторые возможные изменения внутри объема данного изобретения. Эти и другие изменения и модификации изобретения будут очевидны специалистам в данной области без отступления от объема изобретения. Следует понимать, что данное изобретение не ограничено приведенными сформулированными вариантами выполнения. Соответственно, изобретение будет ограничено только формулой, приведенной ниже, и ее эквивалентами.
Предназначено для использования при изготовлении фильтрующих элементов, пригодных для респиратора, блока фильтрации воздуха или других фильтрующих приборов. Конформный фильтрующий элемент включает слой фильтрующего материала между парой поддерживающих пластин, причем основные поверхности опорных пластин, обращенные к слою фильтрующего материала, изогнуты относительно по крайней мере одной оси. Изгиб, переданный поддерживающими пластинами, обеспечивает конформную конфигурацию фильтрующему элементу. Слоем фильтрующего материала может быть рыхлый зернистый фильтрующий материал, который может сохраняться при остаточном сжатии между поддерживающими пластинами внутри фильтрующего элемента. В способе осаждают слой фильтрующего материала внутри основания корпуса, первую опорную пластину располагают внутри основания корпуса до осаждения, причем основную поверхность первой опорной пластины обращают к фильтрующему материалу; осуществляют деформацию первой опорной пластины после осаждения слоя фильтрующего материала. После деформации основная поверхность первой опорной пластины, которая обращена к фильтрующему материалу, характеризуется изгибом относительно по крайней мере одной оси. Обеспечивается экономичность и однородность плотности фильтрующего элемента. 2 н. и 23 з.п. ф-лы, 11 ил.
1. Способ изготовления конформного фильтрующего элемента, включающий:
обеспечение корпуса, который содержит основание корпуса и крышку корпуса, причем основание корпуса и крышка корпуса определяют рабочий объем, когда они собраны вместе, причем корпус дополнительно содержит впускной канал и выпускной канал;
осаждение слоя фильтрующего материала внутри основания корпуса, причем первая опорная пластина расположена внутри основания корпуса до осаждения, и причем основная поверхность первой опорной пластины обращена к фильтрующему материалу;
деформацию первой опорной пластины после осаждения слоя фильтрующего материала, причем после деформации основная поверхность первой опорной пластины, которая обращена к фильтрующему материалу, характеризуется изгибом относительно по крайней мере одной оси; и
прикрепление крышки корпуса к основанию корпуса, причем слой фильтрующего материала содержится внутри корпуса так, что текучая среда, которая будет фильтроваться, проходит через входной канал, фильтрующий материал и выходной канал, при этом первая опорная пластина выполнена с возможностью сохранения кривизны вокруг по меньшей мере одной оси после прикрепления крышки корпуса к основанию корпуса.
2. Способ по п.1, дополнительно содержащий размещение второй опорной пластины над слоем фильтрующего материала после осаждения слоя фильтрующего материала, причем слой фильтрующего материала расположен между основной поверхностью первой опорной пластины и основной поверхностью второй опорной пластины.
3. Способ по п.2, дополнительно содержащий деформацию второй опорной пластины, причем после деформации основная поверхность второй опорной пластины, обращенная к фильтрующему материалу, характеризуется изгибом относительно по крайней мере одной оси.
4. Способ по п.2, дополнительно содержащий крепление одного или более установочных мест по периметру второй опорной пластины к корпусу.
5. Способ по п.2, дополнительно содержащий сварку одной или более установочных деталей по периметру второй опорной пластины к корпусу.
6. Способ по п.1, в котором деформация характеризуется прогибом по крайней мере части первой опорной пластины на 5 мм или более.
7. Способ по п.1, в котором фильтрующий материал содержит фильтрующий материал из сыпучих частиц.
8. Способ по п.1, в котором осаждение слоя фильтрующего материала содержит штормовое заполнение.
9. Способ по п.1, в котором толщина слоя фильтрующего материала по основной поверхности первой опорной пластины является однородной по основной поверхности после деформации.
10. Способ по п.1, в котором слой фильтрующего материала содержит два или более слоев разных материалов, причем по крайней мере один слой из двух или более слоев состоит по существу из одного фильтрующего материала.
11. Способ по п.10, в котором два или более слоев разных фильтрующих материалов осаждены при помощи штормового заполнения.
12. Способ по п.1, в котором первая опорная пластина содержит: противоположную основную поверхность, которая обращена к и отделена от внутренней поверхности основания корпуса; и множество отверстий, образованных через первую опорную пластину, причем текучая среда проходит через множество отверстий, когда поступает на или выходит из слоя фильтрующего материала.
13. Способ по п.2, в котором вторая опорная пластина включает: противоположную основную поверхность, которая обращена к и отделена от внутренней поверхности крышки корпуса; и множество отверстий, образованных через вторую опорную пластину, причем текучая среда проходит через множество отверстий, когда входит в или выходит из слоя фильтрующего материала.
14. Способ по п.1, дополнительно содержащий обеспечение пористого листа между первой опорной пластиной и внутренней частью основания корпуса.
15. Способ по п.2, дополнительно содержащий обеспечение пористого волокнистого листа между слоем зернистого материала и второй опорной пластиной.
16. Конформный фильтрующий элемент, содержащий: корпус, содержащий впускной канал и выпускной канал; слой фильтрующего материала, содержащийся внутри корпуса так, что текучая среда, которая будет фильтроваться, проходит через впускной канал, фильтрующий материал и выпускной канал; первую опорную пластину, расположенную между слоем фильтрующего материала и выпускным каналом, причем первая опорная пластина содержит основную поверхность, обращенную к слою фильтрующего материала, характеризующуюся изгибом относительно по крайней мере одной оси; и вторую опорную пластину, расположенную между слоем фильтрующего материала и впускным каналом, причем вторая опорная пластина содержит основную поверхность, обращенную к слою фильтрующего материала, и изогнутую относительно по крайней мере одной оси; причем по крайней мере часть слоя фильтрующего материала сохраняется при остаточном сжатии между первой и второй опорными пластинами, при этом первая опорная пластина, вторая опорная пластина и слой фильтрующего материала сохраняют изогнутую конфигурацию внутри корпуса после сборки.
17. Конформный фильтрующий элемент по п.16, в котором фильтрующий материал содержит сыпучий зернистый фильтрующий материал.
18. Конформный фильтрующий элемент по п.16, в котором толщина слоя фильтрующего материала между основной поверхностью второй опорной пластины и основной поверхностью первой опорной пластины является однородной по основным поверхностям первой и второй пластин.
19. Конформный фильтрующий элемент по п.16, в котором кривизна по крайней мере одной из первой опорной пластины и второй опорной пластины является результатом упругой деформации.
20. Конформный фильтрующий элемент по п.16, в котором изгиб, как первой опорной пластины, так и второй опорной пластины является результатом упругой деформации.
21. Конформный фильтрующий элемент по п.16, в котором изгиб основной поверхности второй опорной пластины содержит радиус кривизны в одной или более точках или участках основной поверхности в 1 м или меньше.
22. Конформный фильтрующий элемент по п.20, в котором упругая деформация приводит к прогибу по крайней мере части первой опорной пластины на 5 мм или больше.
23. Конформный фильтрующий элемент по п.16, в котором вторая опорная пластина содержит: противоположную основную поверхность, которая обращена к и отделена от внутренней поверхности корпуса; и множество отверстий, образованных через вторую опорную пластину, причем текучая среда проходит через множество отверстий в слой фильтрующего материала.
24. Конформный фильтрующий элемент по п.16, в котором первая опорная пластина содержит: противоположную основную поверхность, которая обращена к и отделена от внутренней поверхности корпуса; и множество отверстий, образованных через первую опорную пластину, причем текучая среда проходит через множество отверстий, когда выходит из слоя фильтрующего материала.
25. Конформный фильтрующий элемент по п.16, в котором одно или более мест по периметру по крайней мере первой опорной пластины и второй опорной пластины прикреплены к корпусу.
| СПОСОБ ПОЛУЧЕНИЯ МЯГКОЙ КАРАМЕЛИ | 2003 |
|
RU2254017C2 |
| WO 03090873 A1, 06.11.2003 | |||
| Приспособление к движущейся горизонтальной ленте для постановки на нее писем и тому подобных плоских предметов | 1956 |
|
SU109514A1 |
| SU 1172564 A, 15.08.1985 | |||
| Фильтрующая коробка противогаза | 1974 |
|
SU490475A1 |

