Область техники
Настоящее изобретение касается устройства контроля для печатной продукции в форме отпечатанных листов, например ценных бумаг, банкнот, паспортов и других аналогичных документов.
Настоящее изобретение также касается способа контроля печатной продукции в форме отпечатанных листов, например ценных бумаг, банкнот, паспортов и других аналогичных документов.
Уровень техники
В области ценных бумаг, т.е. банкнот, паспортов и других аналогичных документов, хорошо известно использование защитных элементов для защиты документов от подделки. В этой области необходимо изготавливать отпечатанные документы с высоким качеством, чтобы отличить настоящие отпечатанные документы от подделок.
Соответственно, контроль печатной продукции следует осуществлять в точном соответствии со стандартами высокого качества, чтобы осуществлять приемку только тех отпечатанных документов, которые удовлетворяют критериям качества, и осуществлять отбраковку неправильно отпечатанных документов или документов, которые не удовлетворяют заданным критериям качества.
Известные устройства контроля и автоматы проверки качества для печатной продукции, такой как ценные бумаги, описаны в документах WO 01/85586, WO 01/85457, EP 0 796 735, EP 0 668 577, EP 0 734 863, EP 0 612 642, EP 0 582 548, EP 0 582 547 и EP 0 582 546.
Краткое изложение существа изобретения
Технической задачей настоящего изобретения является усовершенствование известных устройств контроля и способов контроля.
В частности, технической задачей настоящего изобретения является создание устройства контроля и способа контроля, которые позволяют оптимизировать время транспортировки и контроля, необходимые для контроля отпечатанных листов.
Еще одной задачей настоящего изобретения является создание устройства контроля, имеющего компактную конфигурацию.
Дополнительной задачей настоящего изобретения является создание простого и надежного устройства контроля и способа контроля печатной продукции.
Поставленные задачи согласно изобретению решены путем создания устройства и способа, заявленных в формуле изобретения.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием предпочтительных вариантов воплощения со ссылками на сопровождающие чертежи, на которых:
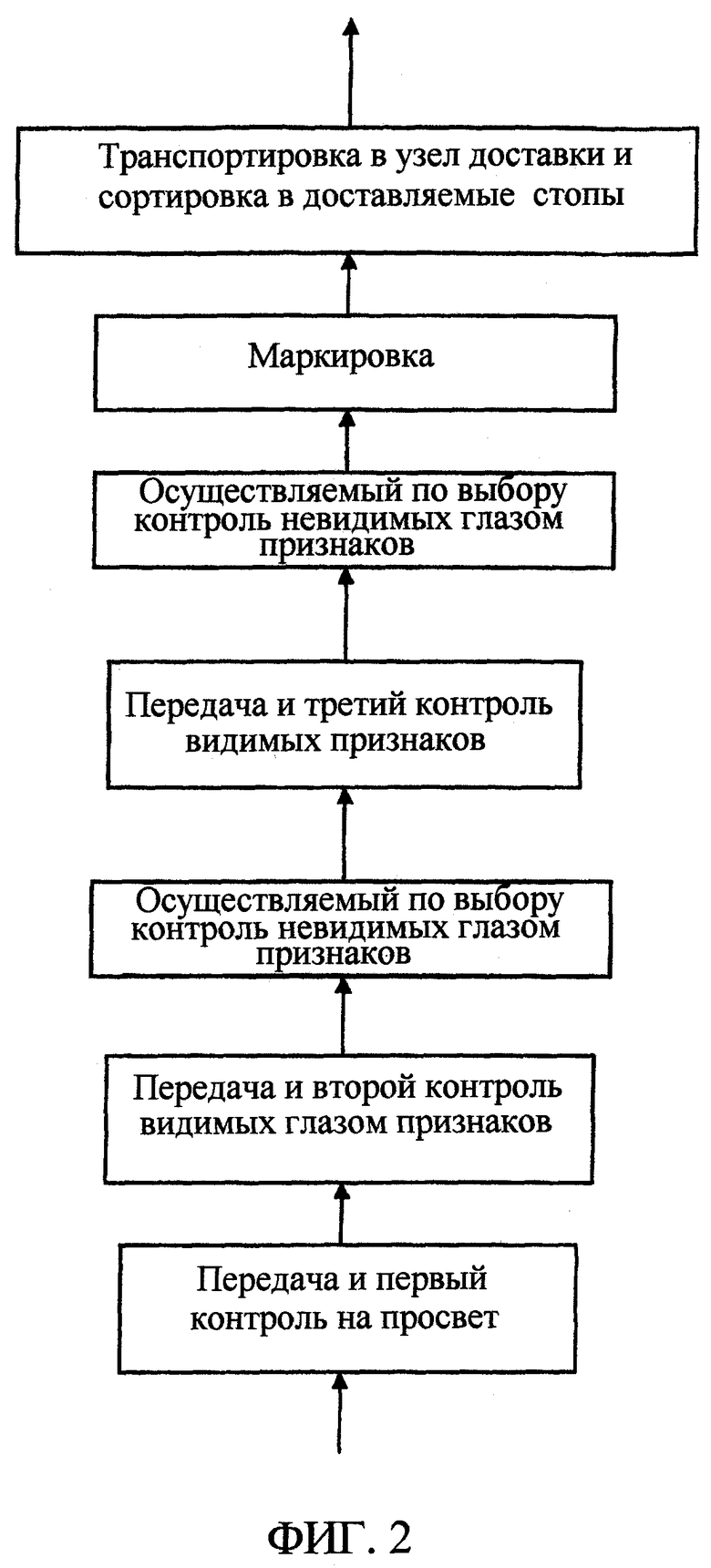
фиг.1 изображает вариант осуществления устройства контроля согласно изобретению;
фиг.2 - блок-схему последовательности операций способа контроля согласно изобретению.
Описание предпочтительных вариантов воплощения изобретения
На фиг.1 показано устройство контроля, содержащее устройство 1 подачи листов, которое последовательно транспортирует листы в устройстве контроля тем способом, который известен в данной области техники. Поступающие последовательно листы передаются барабаном 2 с вакуумными присосками на передаточный цилиндр 3. В предпочтительном варианте листы удерживаются на передаточном цилиндре средствами захвата, установленными в полости цилиндра, как известно в данной области техники.
С передаточного цилиндра 3 последовательно подаваемые листы забираются первым узлом контроля. Этот узел контроля состоит из прозрачного цилиндра 4, в котором установлена лампа 5 освещения, предназначенная для освещения на просвет листа, перемещающегося вокруг прозрачного цилиндра 4. Как известно в данной области техники, последовательные листы удерживаются на цилиндре 4 средствами захвата, расположенными в полости цилиндра. Съемочная камера 6, например съемочная камера на приборах с зарядовой связью (ПЗС), осуществляет съемку изображения, создаваемого посредством этого освещения.
Это изображение представляет собой изображение на просвет отпечатанного листа, поскольку цилиндр прозрачен и используется для контроля положения и качества признаков, видимых только на просвет, например водяных знаков. С этой целью снятое изображение передается в компьютерное устройство (не показано) с помощью подходящих программ для анализа данных (см., например, вышеуказанные известные технические решения), и осуществляется формирование результата контроля.
Прозрачный цилиндр 4 выполнен, например, из плексигласа или другого аналогичного подходящего материала. Поскольку цилиндр является неметаллическим, появляется возможность контролировать магнитные свойства отпечатанного листа с помощью магнитного детектора 22.
Сразу же после проведения первого контроля на просвет лист передается во второй узел контроля, образованный вторым цилиндром 7 контроля, находящимся в непосредственном контакте с первым цилиндром 4 контроля, со вторым средством 8 освещения, таким как лампа, и второй съемочной камерой 9. Как известно в данной области техники, листы удерживаются на упомянутом цилиндре 7 средствами захвата, установленными в полости цилиндра. Второй узел контроля осуществляет съемку изображения одной стороны листа на цилиндре 7, например лицевой стороны листа, и используется для контроля качества печати упомянутой стороны листа с помощью подходящих компьютерных устройств и программ, как известно в данной области техники. Например, этот узел может контролировать точное совпадение знаков защиты ценных бумаг, банкнот, цветов и т.д., что является стандартным методом в данной области техники (см., например, вышеуказанные известные технические решения) и формировать результат этого контроля.
Кроме того, второй узел контроля может содержать вторые дополнительные устройства 10, 11 (фиг.1) контроля, предназначенные для контроля и контроля наличия признаков, которые не видны на листах, например инфракрасных, ультрафиолетовых, магнитных признаков и т.д. Таким образом, эти устройства могут содержать лампы (ультрафиолетового света) и детекторы (инфракрасные, магнитные) для осуществления дополнительного контроля.
Сразу же после второго контроля проконтролированный лист передается в третий узел контроля, образованный третьим цилиндром 12 контроля, находящимся в непосредственном контакте со вторым цилиндром 7 контроля, с третьим средством 13 освещения, таким как лампа, и третьей съемочной камерой 14. Как известно в данной области техники, листы удерживаются на упомянутом цилиндре 12 средствами захвата, установленными в полости цилиндра. Третий узел контроля аналогичен второму узлу контроля, но осуществляет съемку изображения одной стороны листа на цилиндре 12, например оборотной стороны листа, если второй узел проконтролировал лицевую сторону, и используется для контроля качества печати упомянутой левой стороны листа с помощью подходящих компьютерных устройств и программ. Например, третий узел может контролировать точное совпадение знаков защиты ценных бумаг, банкнот, цветов и т.д., что является стандартным методом в данной области техники (см., например, вышеуказанные известные технические решения), с помощью известных средств (компьютера, программ, и т.д.) и формировать результат этого контроля.
Кроме того, третий узел может содержать дополнительно ко второму узлу контроля и аналогично ему третьи дополнительные устройства 15, 16 контроля, предназначенные для контроля и проверки наличия признаков, которые не видны на листах, например инфракрасных, ультрафиолетовых, магнитных признаков и т.д. Таким образом, эти устройства могут содержать лампы (ультрафиолетового света) и детекторы (инфракрасные, магнитные) для осуществления дополнительного контроля.
Сразу же по окончании третьего контроля проконтролированный лист передается посредством второго передаточного цилиндра 17 и третьего передаточного цилиндра 18 в узел маркировки для маркировки, если контроль выявил лист с дефектами. Узел маркировки содержит маркировочный цилиндр 19 и маркировочное устройство 20. После узла маркировки лист снимается цепной захватной транспортной системой 21, которая сама по себе известна в области печатных машин, и подается в систему доставки стопами. В предпочтительном варианте листы в этой системе доставки сортируются, т.е. дефектные (маркированные) листы складываются в дефектную стопу, а листы без дефектов складываются в другую стопу. Как известно в данной области техники, листы удерживаются на передаточных цилиндрах 17 и 18 средствами захвата, установленными в полостях этих цилиндров.
В предпочтительном варианте используемые съемочные камеры являются съемочными камерами на однострочных матрицах ПЗС, которые осуществляют съемку последовательных линейных изображений контролируемого листа. Поэтому для того, чтобы иметь возможность съемки надлежащего изображения всего контролируемого листа, они синхронизированы с транспортировкой листов на цилиндрах 4, 7 и 12 через кодеры упомянутых цилиндров. Чтобы иметь полное согласование между показанием кодера каждого цилиндра 4, 7 и 12 и съемкой изображения упомянутыми камерами, листы должны быть полностью проконтролированы до их передачи на следующий цилиндр контроля. Относительное положение цилиндров должно быть таким, чтобы выполнялось это условие полного контроля до передачи. В этом случае листы можно надлежащим образом проконтролировать, а операция передачи от одного цилиндра к другому, по сути, не влияет на операцию контроля.
В предпочтительном варианте передаточные и транспортные цилиндры 3, 4, 7, 12, 17 расположены зигзагообразно, как показано на фиг.1, так что длина транспортировки отпечатанного листа на каждом цилиндре контроля между местом подвода, где отпечатанный лист передается на цилиндр контроля, и местом отвода, где отпечатанный лист передается с этого цилиндра контроля, оказывается оптимизированной для заданной длины листа. В частности, длину транспортировки отпечатанного листа на цилиндре контроля между местами подвода и отвода выбирают несколько большей, чем длина отпечатанного листа, подлежащего контролю. Эта конфигурация обеспечивает уменьшение до минимума всего пути транспортировки листов через узлы контроля, вследствие чего минимизируются времена транспортировки и контроля листов. В самом деле, если устройство имеет конструкцию, показанную на фиг.1, длина транспортировки между местом подвода на первом цилиндре 4 контроля и местом отвода на третьем цилиндре 12 контроля несколько больше, чем утроенная длина контролируемого листа. В сочетании с цилиндрами минимального размера этот признак обеспечивает создание устройства, имеющего очень компактную конфигурацию.
Цилиндры в предпочтительном варианте выполнения имеют такие размеры, что могут нести один контролируемый лист. Конечно, можно предусмотреть и другие конфигурации, в которых каждый цилиндр может нести два или три листа.
Каждый из передаточных цилиндров и цилиндров контроля предпочтительно имеет лишь один комплект захватов (т.е. каждый цилиндр выполнен с возможностью транспортировки одного листа за раз), а диаметр цилиндров минимизирован для получения минимального времени транспортировки и контроля с одновременным соблюдением условий, в соответствии с которыми передача происходит только после того, как оканчивается контроль. В описываемом варианте выполнения передаточные цилиндры 3, 17 и цилиндры 4, 7, 12 контроля преимущественно имеют одинаковые диаметры.
Способ контроля осуществляется следующим образом.
На первом этапе последовательные листы, подлежащие контролю, передаются из подающего устройства в первый узел контроля, в котором осуществляется контроль на просвет.
Затем, сразу же после проведения этого контроля, листы передаются во второй узел контроля, в котором проводится второй контроль, например, на лицевой стороне листов. В этом втором узле контроля возможен контроль видимых признаков печати (краски, цветов, приводки) и невидимых признаков (инфракрасных, ультрафиолетовых, магнитных свойств).
По окончании второго контроля листы передаются в третий узел контроля, аналогичный второму узлу контроля, но контролируется в нем аналогичным образом другая сторона (например, оборотная сторона) листов, т.е. контролируются видимые и невидимые признаки на обратной стороне листа.
Сразу же по окончании третьего контроля проконтролированные листы передаются в узел маркировки и маркируются, если результат одного из контролей оказывается отрицательным (то есть лист оказывается дефектным).
И, наконец, листы транспортируются в узел доставки и сортируются в стопы (с дефектами или без них), которые затем можно использовать для дальнейшей обработки контролируемых листов.
Соответствующие положения разных узлов контроля в устройстве можно изменять и можно сначала контролировать одну сторону листов (лицевую или оборотную), затем - другую сторону (оборотную или лицевую), а потом проводить контроль на просвет.
Изобретение относится к средствам контроля печатной продукции. Техническим результатом является обеспечение оптимизации времени транспортировки и контроля отпечатанных листов. Устройство контроля содержит, по меньшей мере, первый узел контроля листов с цилиндром (4) контроля для транспортировки отпечатанного листа во время контроля, средство (5) освещения и съемочную камеру (6), соединенную с устройством анализа, входной передаточный цилиндр (3), предназначенный для последовательной подачи отпечатанных листов в, по меньшей мере, один узел контроля, и выходной передаточный цилиндр (17), предназначенный для удаления отпечатанных листов из, по меньшей мере, одного узла контроля. Узел контроля и передаточные цилиндры расположены таким образом, что выходной передаточный цилиндр (17) снимает проконтролированный отпечатанный лист только после завершения контроля листа. 2 н. и 19 з.п. ф-лы, 2 ил.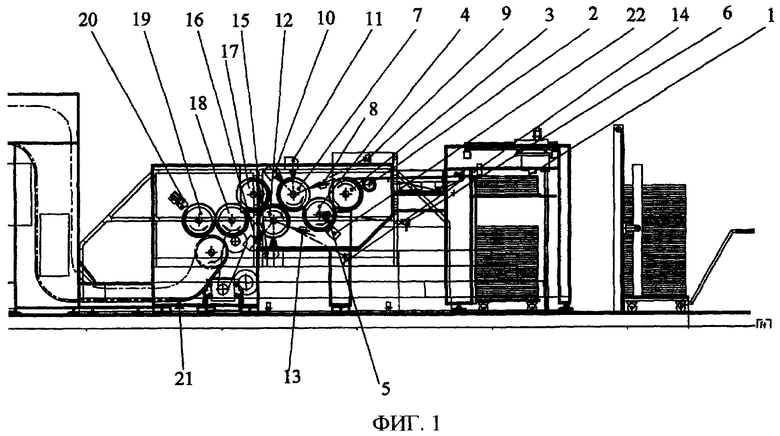
1. Устройство контроля печатной продукции в форме отпечатанных листов, например, ценных бумаг, банкнот, паспортов и других аналогичных документов, содержащее устройство (1) подачи листов, по меньшей мере, первый узел контроля листов с цилиндром (4; 7; 12) контроля для транспортировки отпечатанного листа во время контроля, средство (5; 8; 13) освещения и съемочную камеру (6; 9; 14), соединенную с устройством анализа, для съемки изображения отпечатанного листа, когда лист удерживается на окружной поверхности цилиндра (4, 7, 12) контроля, входной передаточный цилиндр (3), предназначенный для последовательной подачи отпечатанных листов в упомянутый, по меньшей мере, один узел контроля, и выходной передаточный цилиндр (17), предназначенный для удаления отпечатанных листов с, по меньшей мере, одного узла контроля, при этом узел контроля и передаточные цилиндры расположены таким образом, что отпечатанный лист передается непосредственного с одного передаточного цилиндра или цилиндра контроля на другой, причем проконтролированный отпечатанный лист снимается с цилиндра (4; 7; 12) контроля только после того, как контроль листа, по меньшей мере, одним узлом контроля завершен.
2. Устройство по п.1, отличающееся тем, что содержит первый, второй и третий узлы контроля, каждый из которых снабжен цилиндром (4, 7, 12) контроля, средством (5, 8, 13) освещения и съемочной камерой (6, 9, 14), соединенной с устройством анализа, для съемки отпечатанного листа, когда лист транспортируется на соответствующем цилиндре (4, 7, 12) контроля, при этом цилиндры (4, 7, 12) контроля и передаточные цилиндры (3, 17) расположены один после другого в непосредственном контакте, так что отпечатанный лист передается непосредственно с входного передаточного цилиндра (3) на цилиндр (4) контроля первого узла контроля, на цилиндр (7) контроля второго узла контроля, на цилиндр (12) контроля третьего узла контроля и на выходной передаточный цилиндр (17).
3. Устройство по п.1, отличающееся тем, что цилиндр (4) контроля является прозрачным цилиндром, средство (5) освещения размещено внутри цилиндра, а съемочная камера (6) находится снаружи транспортного цилиндра для контроля отпечатанного листа на просвет.
4. Устройство по любому из пп.1 или 3, отличающееся тем, что дополнительно содержит второй узел контроля листов, содержащий второй цилиндр (7) контроля для транспортировки отпечатанного листа во время контроля, снабженный вторым средством (8) освещения, предназначенным для освещения отпечатанного листа, и вторую съемочную камеру (9) для контроля первой освещенной стороны отпечатанного листа.
5. Устройство по п.4, отличающееся тем, что второй узел контроля расположен в технологической цепочке после первого узла контроля, при этом второй цилиндр (7) контроля находится в непосредственном контакте с первым цилиндром (4) контроля.
6. Устройство по п.4, отличающееся тем, что дополнительно содержит третий узел контроля листов, содержащий третий цилиндр (12) контроля для транспортировки отпечатанного листа во время контроля, снабженный третьим средством (13) освещения, предназначенным для освещения отпечатанного листа, и третью съемочную камеру (14) для контроля второй освещенной стороны отпечатанного листа.
7. Устройство по п.6, отличающееся тем, что третий узел контроля расположен в технологической цепочке после второго узла контроля, при этом третий цилиндр (12) контроля находится в непосредственном контакте со вторым цилиндром (7) контроля.
8. Устройство по п.6, отличающееся тем, что каждый из второго узла контроля и третьего узла контроля дополнительно содержит, по меньшей мере, один узел (10, 11; 15, 16) контроля невидимых глазом признаков.
9. Устройство по п.8, отличающееся тем, что узел (10, 11; 15, 16) контроля невидимых глазом признаков содержит средства для обнаружения инфракрасных, ультрафиолетовых или магнитных признаков на отпечатанных листах.
10. Устройство по п.1, отличающееся тем, что каждый из цилиндров контроля несет лишь один комплект захватов, а диаметр цилиндров минимизирован для получения минимального времени транспортировки и контроля.
11. Устройство по п.1, отличающееся тем, что передаточные цилиндры и цилиндры контроля расположены зигзагообразно таким образом, что длина пути транспортировки отпечатанного листа на каждом цилиндре контроля между местом подвода, где отпечатанный лист передается на цилиндр контроля, и местом отвода, где отпечатанный лист снимается с этого цилиндра контроля, является оптимальной для заданной длины листа.
12. Устройство по п.1, отличающееся тем, что длина пути транспортировки отпечатанного листа на цилиндре контроля несколько больше, чем длина отпечатанного листа, подлежащего контролю.
13. Устройство по п.1, отличающееся тем, что дополнительно содержит узел (19, 20) маркировки, расположенный в технологической цепочке после выходного передаточного цилиндра (17) для маркировки дефектных листов.
14. Устройство по п.1, отличающееся тем, что съемочная камера (6; 9; 14) является съемочной камерой на однострочных матрицах, которая осуществляет съемку линейных изображений отпечатанного листа, подлежащего контролю, и которая синхронизирована с транспортировкой листов на соответствующем цилиндре (4; 7; 12) контроля.
15. Устройство по п.14, отличающееся тем, что каждый цилиндр контроля содержит кодер для синхронизации работы связанной с ним камеры на однострочных матрицах.
16. Способ контроля печатной продукции в форме отпечатанных листов, например, ценных бумаг, банкнот, паспортов и других аналогичных документов, заключающийся в том, что
подают последовательно отпечатанные листы, подлежащие контролю, из устройства подачи в первый узел контроля, в котором проводят первый контроль на просвет, причем отпечатанные листы транспортируют в первый узел контроля с помощью первого цилиндра (4) контроля,
сразу же после окончания первого контроля передают отпечатанные листы во второй узел контроля, в котором проводят второй контроль первой стороны отпечатанных листов, причем отпечатанные листы транспортируют во втором узле контроля с помощью второго цилиндра (7) контроля,
после окончания второго контроля передают отпечатанные листы в третий узел контроля, в котором проводят третий контроль второй стороны отпечатанных листов, причем отпечатанные листы транспортируют в третьем узле контроля с помощью третьего (12) цилиндра контроля,
после окончания третьего контроля передают отпечатанные листы в узел маркировки и маркируют как дефектные, если результат одного из контролей показывает дефект,
после окончания маркировки передают отпечатанные листы в узел доставки и сортируют в различные стопки в зависимости от того, маркированы ли отпечатанные листы как дефектные,
при этом передачу отпечатанных листов из первого узла контроля во второй узел контроля и из второго узла контроля в третий узел контроля осуществляют непосредственно с первого цилиндра (4) контроля на второй цилиндр (7) контроля и соответственно со второго (7) цилиндра контроля на третий цилиндр (12) контроля.
17. Способ контроля по п.16, отличающийся тем, что второй и/или третий контроль включает в себя контроль видимых и/или невидимых глазом признаков на отпечатанных листах.
18. Способ контроля по п.16, отличающийся тем, что диаметр цилиндров контроля минимизирован для получения минимального времени транспортировки и контроля.
19. Способ контроля по любому из пп.16-18, отличающийся тем, что располагают первый, второй и третий цилиндры контроля таким образом, что длина транспортировки отпечатанного листа на каждом цилиндре контроля между местом подвода, где отпечатанный лист передают на цилиндр контроля, и местом отвода, где отпечатанный лист снимают с цилиндра контроля, является оптимальной для заданной длины листа.
20. Способ контроля по п.19, отличающийся тем, что длину транспортировки отпечатанного листа на цилиндре контроля выбирают так, что она оказывается несколько большей, чем длина отпечатанного листа, подлежащего контролю.
21. Способ контроля по п.16, отличающийся тем, что при проведении первого, второго и третьего этапов контроля синхронизируют работу съемочной камеры на однострочных матрицах, посредством которой осуществляют съемку линейных изображений отпечатанного листа, подлежащего контролю, одновременно с транспортировкой на связанном цилиндре контроля.
| DE 19604856 A1, 14.08.1997 | |||
| СПОСОБ И УСТРОЙСТВА ДЛЯ КОНТРОЛЯ ЗАЩИЩЕННЫХ ОТ ПОДДЕЛКИ ДОКУМЕНТОВ | 1996 |
|
RU2155989C2 |
| DE 4103832 А1, 13.08.1993 | |||
| US 4561103 A, 23.12.1985 | |||
| DE 10236028 A1, 19.02.2004. | |||

