Изобретение касается монтажного винта для крепления деталей фурнитуры, в частности деталей петель к полым профилям. Последние имеют, по меньшей мере, одну крепежную стенку, к которой прилегает деталь фурнитуры, и вторую стенку, проходящую параллельно крепежной стенке.
Является известным применение крепежных пластин для крепления деталей петель к полым профилям, которые вдвигаются в камеру полого профиля с открытой лицевой стороны, так что они охватывают сзади обратную сторону той стенки, к которой прилегает петля. Крепежные пластины имеют резьбовые отверстия, в которые ввинчиваются крепежные винты, которые проходят через деталь петель. Для этого сквозные отверстия должны выполняться в стенке профиля соответственно положению резьбовых отверстий. Положение сквозных отверстий определяется, например, с помощью сверлильного шаблона. Центровочные гильзы, входящие в детали петель и сквозные отверстия, служат точному позиционированию петли, перед тем как она будет зафиксирована посредством затягивания крепежных винтов.
Недостаток при таком типе крепления, который, например, известен у дверных петель серии 60 AT фирмы Dr. Hahn GmbH & Co.Kg, состоит в том, что удерживающие силы вводятся только в стенку полого профиля. В частности, у тонкостенных профилей это может привести к деформации стенки профиля. Кроме того, крепление является трудоемким из-за большого количества проводимых рабочих этапов и необходимых элементов.
Из полезной модели DE 20218699.7 известно устройство для крепления деталей фурнитуры к многокамерным профилям. Оно имеет монтажный винт и крепежный винт, причем монтажный винт имеет внешнюю резьбу такой длины, что при ввернутом монтажном винте пронизываются несколько стенок полого профиля. Монтажный винт на заднем в направлении ввода конце имеет упорный буртик. Кроме того, на заднем конце предусмотрена внутренняя резьба, в которую ввинчивается крепежный винт, и выполнен шестигранник для захвата инструментом для ввинчивания монтажного винта в полый профиль. Для крепления детали фурнитуры крепежный винт ввинчивается в полый профиль до тех пор, пока упорный буртик не будет прилегать к внешней стенке профиля. Затем надевается деталь фурнитуры, которая должна иметь центровочное отверстие, подогнанное к внешнему периметру упорного буртика, и фиксируется посредством вкручивания крепежного винта во внутреннюю резьбу.
Хотя при креплении детали фурнитуры с помощью этого устройства удерживающие силы вводятся в несколько стенок профиля, однако недостатком является то, что устройство является затратным при изготовлении. Кроме того, значительными являются затраты, связанные с монтажом детали фурнитуры. В добавлении к этому, этот монтажный винт не может подгоняться к различным полым профилям с разными расстояниями между крепежной стенкой и второй стенкой, так что подогнанные монтажные винты должны изготавливаться к различным профилям и соответственно храниться.
Подгоняемая к различным расстояниям между крепежной стенкой и второй стенкой втулка для крепления детали фурнитуры известна из WO 02/388797 A1. Она имеет снабженную внешней резьбой резьбовую часть и соосную с этой резьбовой частью опорную часть, которая вкручена резьбовой цапфой в резьбовое отверстие резьбовой части. Посредством силового приведения в действие резьбовой части и опорной части относительно друг друга может варьироваться длина втулки. Опорная часть имеет окружной поясок для прилегания ко второй стенке профиля. От окружного пояска выступает резьбовое продолжение, которое выполнено с возможностью вкручивания в отверстие во второй стенке профиля до тех пор, пока окружной поясок не будет прилегать ко второй стенке профиля. Недостаток этой втулки видится в том, что она является весьма затратной в изготовлении.
Другая втулка для крепления детали фурнитуры известна из ЕР 1223274 А2. Она включает в себя две не снабженные внешней резьбой части, каждая из которых с соответствующей одной из противолежащих стенок профиля вводиться в предварительно выполненное отверстие до тех пор, пока предусмотренные на каждой из этих частей головки не войдут в контакт с соответствующей профильной стенкой.
Недостаток этой втулки заключается в том, что для монтажа противолежащая крепежной стороне для детали фурнитуры сторона профиля должна быть доступной.
Поэтому в основу изобретения положена задача создать монтажный винт, который делает возможным простое, надежное крепление деталей фурнитуры, в частности деталей петель, к полым профилям, а также к профилям, которые отличаются по расстоянию между крепежной стенкой и второй стенкой, и при этом винт выполнен с возможностью подгонки, а затраты на его изготовление являются незначительными.
Эта задача решается посредством монтажного винта, представленного в пунктах формулы изобретения.
Согласно изобретению, монтажный винт включает в себя имеющую внешнюю резьбу резьбовую часть, которая ввинчивается в отверстие в крепежной стенке профиля. Внешняя резьба может быть выполнена саморежущей. В этом случае сокращаются монтажные расходы, которые связаны с креплением детали фурнитуры посредством заявленного монтажного винта, по сравнению с таким же креплением с несамонарезающей резьбой, так как в крепежную стенку профиля не должна врезаться внутренняя резьба.
Кроме того, соответствующий изобретению монтажный винт имеет соосную с резьбовой частью опорную деталь, которая вводится в отверстие во второй стенке. Неожиданно оказалось, что не требуется, как обычно в уровне техники, чтобы монтажный винт также входил во вторую стенку в зацепление посредством резьбы, а достаточно, если зацепление происходит во второй стенке, которое препятствует перекосу монтажного винта в профиле. Другими словами, соответствующий изобретению монтажный винт лишь вставляется во вторую стенку профиля.
Резьбовая часть и опорная часть соединены между собой таким образом, что общая длина монтажного винта выполнена с возможностью подгонки к расстоянию между крепежной стенкой и второй стенкой. Посредством этого мероприятия монтажный винт может применяться в профилях, которые различаются по расстоянию между крепежной стенкой и второй стенкой. Вследствие этого, сокращаются расходы на изготовление и хранение, так как для различных профилей не должны изготавливаться и храниться различные монтажные винты.
Особенно предпочтительным является конструктивный вариант соответствующего изобретению монтажного винта, у которого опорная часть включает в себя стержень, который выступает в центральную выемку резьбовой части. Посредством этого мероприятия могут устанавливаться различные длины монтажного винта и они, таким образом, подгоняются к различным расстояниям между крепежной стенкой и второй стенкой профиля, за счет вдвигания стержня в центральную выемку резьбовой части на различную длину.
Во избежание того, чтобы при ввинчивании резьбовой части монтажного винта в крепежную стенку и связанном с этим сцеплении опорной детали в отверстии второй стенки опорная деталь проскальзывала в центральную выемку резьбовой детали, центральная выемка и стержень выполнены предпочтительно таким образом, что стержень образует с центральной выемкой прессовую посадку. Длина монтажного винта, подогнанная к соответствующему профилю и которая также обозначается как «индивидуальный установочный размер», может вследствие этого изготавливаться за счет запрессовывания опорной детали в центральную выемку с помощью ударного или прессового инструмента перед использованием монтажного винта до тех пор, пока не будет достигнут желаемый установочный размер.
Особенно прочная прессовая посадка может достигаться, если на внешнем периметре стержня выполнено рифление. Дополнительно, после достижения желаемого установочного размера стержень может фиксироваться в центральной выемке с помощью клеящего вещества.
Опорная часть на своем свободном конце, что особенно предпочтительно, имеет головку, внешний диаметр которой примерно соответствует внутреннему диаметру резьбовой части, так что еще больше сокращаются расходы, связанные с креплением монтажного винта к профилю, так как отверстие, необходимое для резьбовой детали в крепежной стенке профиля, должно выполняться только во второй стенке, что в рабочем процессе может быть осуществлено с помощью того же самого инструмента, например, посредством сверления.
На внешнем периметре головки, как и на периметре стержня может быть выполнено рифление, чтобы таким образом осуществить более жесткую посадку головки в отверстии во второй стенке. Кроме того, концы внешней резьбы и головки могут иметь коническую фаску, чтобы облегчить закрепление монтажного винта посредством связанного с этим самоцентрирующегося действия.
В особенно предпочтительном варианте осуществления соответствующего изобретению монтажного винта свободный конец резьбовой части имеет поясок, радиально выступающий за внешнюю резьбу. Поясок может служить для образования контактной поверхности для детали фурнитуры, вследствие чего крепление детали фурнитуры является возможным в рабочем процессе, в котором монтажный винт ввинчивается через подходящее отверстие в детали фурнитуры в профиль, после чего, как описано выше, устанавливается на необходимый индивидуальный установочный размер.
На чертежах схематично изображен предпочтительный вариант осуществления соответствующего изобретению монтажного винта. На чертежах представлено:
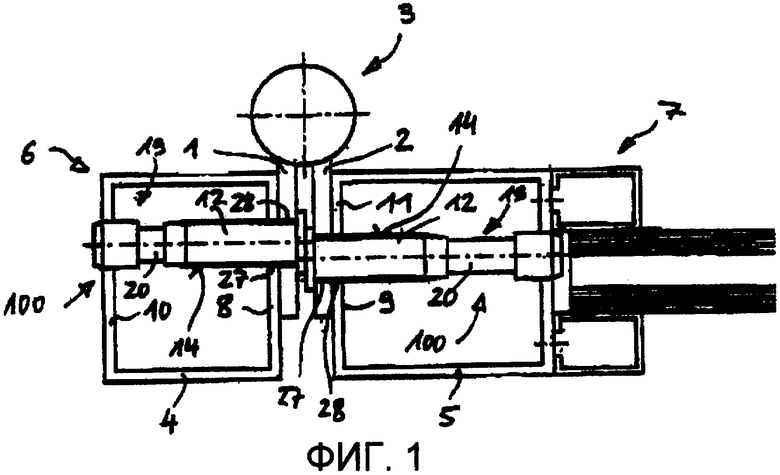
Фиг.1 - деталь фурнитуры в форме петли, монтируемая с помощью соответствующих изобретению монтажных винтов в профиле рамы и створки, на виде в продольном направлении профилей;
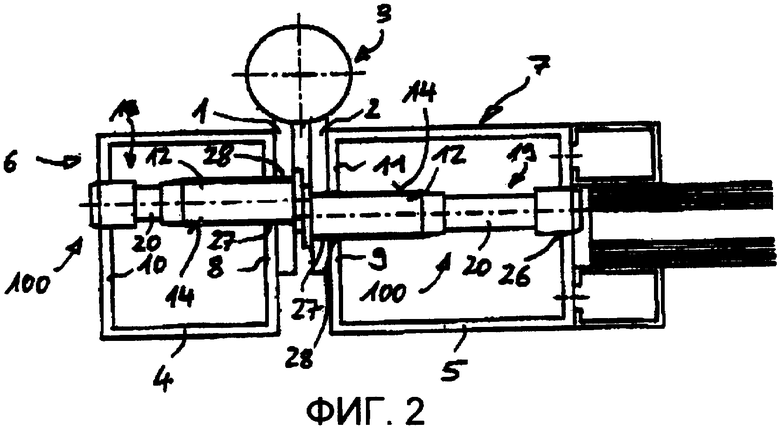
Фиг.2 - изображение, соответствующее фиг.1, однако с другим поперечным сечением створки;
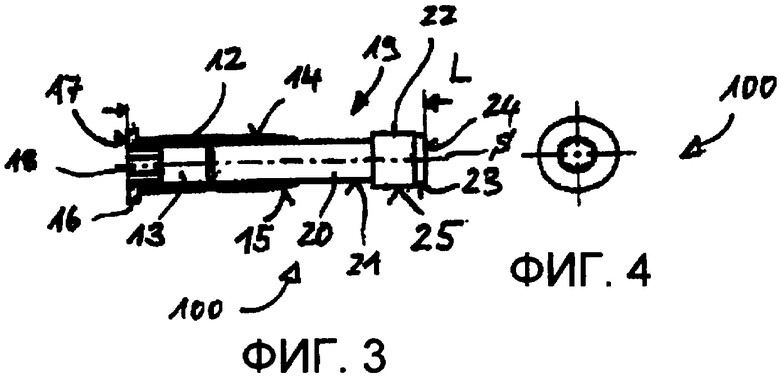
Фиг.3 - пример осуществления соответствующего изобретению монтажного винта в частичном разрезе и на виде сбоку;
Фиг.4 - соответствующий изобретению монтажный винт на виде слева согласно фиг.3.
Монтажные винты, обозначенные в целом позицией 100, служат в представленном на чертежах примере применения для монтажа пластин 1, 2 карточной петли 3 на полых профилях рамы 6 и створки 7.
Полые профили 4, 5 имеют соответственно крепежную стенку 8, 9 и дистанцированную от нее вторую стенку 10, 11.
Каждый монтажный винт 100 включает в себя резьбовую часть 12, которая имеет центральную выемку 13 в форме глухого отверстия. Внешний периметр резьбовой части 12 снабжен саморежущей внешней резьбой 14, которая по направлению к открытому концу центральной выемки 13 имеет коническую область 15. Другой конец внешней резьбы 14 граничит с пояском 16, радиально выступающим за внешнюю резьбу.
От торцевой стороны 17 резьбовой части 12 симметрично центральной продольной оси S резьбовой части 12 выполнен внутренний шестигранник 18, проходящий до дна центральной выемки 13, который служит для приложения вращающего инструмента, не изображенного на чертежах.
Кроме того, монтажный винт 100 включает в себя опорную часть 19, соосную с резьбовой частью 12. Она имеет стержень 20, внешний периметр которого таким образом подогнан к внутреннему периметру центральной выемки 13, что стержень образует с центральной выемкой прессовую посадку. Чтобы повысить силовое замыкание между внешним периметром стержня 20 и внутренним периметром центральной выемки 13, внешний периметр стержня снабжен рифлением 21.
На своем свободном конце, выступающем из центральной выемки 13, стержень 20 несет головку 22, которая через коническую фаску 23 переходит в свою торцевую сторону 24. Внешний диаметр головки 22, которая также несет рифление 25, соответствует внутреннему диаметру резьбовой части 12.
Как видно на фиг.1 и 2, соответствующий изобретению монтажный винт 100 может подгоняться к профилям, которые отличаются по расстоянию между крепежной стенкой и второй стенкой, посредством регулировки длины монтажного винта. Для этого опорная часть 19 перед использованием монтажного винта вводится в центральную выемку с помощью подходящих ударных или прессовых инструментов настолько далеко, что головка 22 опорной части 19 входит своей окружной поверхностью в соответствующее отверстие 26 во второй соответствующей стенке 10, 11 полого профиля 4, 5, когда монтажный винт вкручивается через отверстие 27 в соответствующей пластине 1, 2 и в отверстие 28 в соответствующей крепежной стенке 8, 9 настолько, что поясок 16 в соответствующей пластине петли прижимается к соответствующей крепежной стенке.
Список ссылочных обозначений
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ФУРНИТУРНЫХ ДЕТАЛЕЙ НА ПОЛЫХ КАМЕРНЫХ ПРОФИЛЯХ | 2007 |
|
RU2415246C2 |
| КОМБИНАЦИЯ МОНТАЖНОГО ЭЛЕМЕНТА И ПЕТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ КРЕПЛЕНИЯ ПЕТЕЛЬНОГО ЭЛЕМЕНТА К РАМЕ ИЛИ СТВОРКЕ | 2006 |
|
RU2398138C2 |
| ФУРНИТУРА | 2009 |
|
RU2512872C2 |
| МОНТАЖНЫЙ ВИНТ ДЛЯ КРЕПЛЕНИЯ ЭЛЕМЕНТОВ ФУРНИТУРЫ, В ЧАСТНОСТИ ПЕТЕЛЬНЫХ ЭЛЕМЕНТОВ, К ПОЛЫМ КАМЕРНЫМ ПРОФИЛЯМ | 2006 |
|
RU2430277C2 |
| КРЕПЛЕНИЕ ФУРНИТУРЫ | 2002 |
|
RU2254430C1 |
| БЫТОВОЙ ПРИБОР | 2012 |
|
RU2558938C2 |
| ЭЛЕМЕНТ ДЛЯ КРЕПЛЕНИЯ ФУРНИТУРЫ К ОКНАМ И ДВЕРЯМ С МЕТАЛЛИЧЕСКОЙ КОРОБКОЙ | 2005 |
|
RU2361993C2 |
| ФУРНИТУРА ДЛЯ РАЗДВИЖНОЙ ДВЕРИ | 2011 |
|
RU2567691C2 |
| МОНТАЖНАЯ ФУРНИТУРА ДЛЯ СТЕКЛЯННЫХ ДВЕРЕЙ | 2003 |
|
RU2323317C2 |
| МОНТАЖНЫЙ ПРОФИЛЬ С КРЕПЕЖНЫМ ЭЛЕМЕНТОМ | 2018 |
|
RU2763815C2 |
Монтажный винт используется для крепления деталей фурнитуры, в частности деталей петель, к профилям, которые имеют, по меньшей мере, одну крепежную стенку, к которой прилегает деталь фурнитуры, и проходящую параллельно крепежной стенке вторую стенку. Винт содержит имеющую внешнюю резьбу резьбовую часть, которая ввинчивается в отверстие в крепежной стенке, и опорную часть, которая соосна с резьбовой частью и которая вводится в отверстие во второй стенке. Резьбовая часть и опорная часть соединены друг с другом таким образом, что общая длина монтажного винта подгоняется к расстоянию между крепежной стенкой и второй стенкой профиля. Опорная часть предусмотрена для безрезьбового взаимодействия с отверстием во второй стенке. Технический результат заключается в простоте и надежности крепления деталей фурнитуры к профилям, которые отличаются по расстоянию между крепежной стенкой и второй стенкой. 7 з.п. ф-лы, 4 ил.
1. Монтажный винт (100) для крепления деталей фурнитуры, в частности деталей петель, к профилям, которые имеют, по меньшей мере, одну крепежную стенку (8, 9), к которой прилегает деталь фурнитуры, и проходящую параллельно крепежной стенке вторую стенку (10, 11), содержащий имеющую внешнюю резьбу (14) резьбовую часть (12), которая выполнена с возможностью ввинчивания в отверстие (28) в крепежной стенке (8, 9), и соосную с резьбовой частью (12) опорную часть (19), которая выполнена с возможностью ввода в отверстие (26) во второй стенке (10, 11), причем резьбовая часть (12) и опорная часть (19) соединены друг с другом таким образом, что общая длина (L) монтажного винта (100) выполнена с возможностью подгонки к расстоянию между крепежной стенкой (8, 9) и второй стенкой (10, 11), отличающийся тем, что опорная часть (19) предусмотрена для безрезьбового взаимодействия с отверстием (26) во второй стенке (10, 11).
2. Монтажный винт по п.1, отличающийся тем, что опорная часть (19) включает в себя стержень (20), который выступает в центральную выемку (13) резьбовой части (12).
3. Монтажный винт по п.2, отличающийся тем, что стержень (20) образует прессовую посадку с центральной выемкой (13).
4. Монтажный винт по п.2, отличающийся тем, что внешний периметр вала (20) выполнен с рифлением.
5. Монтажный винт по п.2, отличающийся тем, что стержень (20) зафиксирован в центральной выемке (13) с помощью клеящего вещества.
6. Монтажный винт по п.2, отличающийся тем, что опорная часть (19) на своем свободном конце имеет головку (22), внешний диаметр которой примерно соответствует внутреннему диаметру резьбовой части (12).
7. Монтажный винт по п.6, отличающийся тем, что внешний периметр головки (22) выполнен с рифлением.
8. Монтажный винт по п.1, отличающийся тем, что свободный конец резьбовой части (12) имеет поясок (16), радиально выступающий за внешнюю резьбу.
| Й СУММАТОР РАЗНОПОЛЯРНЫХ ИМПУЛЬСОВ | 0 |
|
SU238897A1 |
| Орлов П.И | |||
| Основы конструирования | |||
| - М.: Машиностроение, 1977, с.459, 493 | |||
| Учебный прибор по теоретической механике | 1984 |
|
SU1223274A1 |
| DE 19607029 С, 21.08.1997. | |||

