Настоящее изобретение относится к разделительному устройству для стеклопакетов, имеющему плавкий соединитель.
В области стеклопакетов использование полых разделительных вставок для отделения друг от друга оконных стекол, образующих стеклопакет, практикуют уже многие годы. Как правило, при изготовлении прямоугольного стеклопакета разделительную вставку разрезают на части определенной длины и скрепляют четыре разделительных части соединительной деталью или угловой шпонкой, чтобы сформировать углы разделительной вставки (рамку) стеклопакета. Деталь, используемую для соединения частей разделителя под углом, который может быть прямым или другим углом, называют угловой шпонкой. Для экономии материала разделителя отрезки разделителя разной длины часто скрепляют друг с другом прямолинейной шпонкой. Конструкция угловой шпонки и материал, из которого она изготовлена, с течением времени изменялись. Обычно угловая шпонка представляет собой штампованную деталь, деталь, отлитую из какого-нибудь сплава, или изготовленную из пластика методом литья под давлением. Пытались использовать другие материалы, но это были общеизвестные материалы. Что касается конструкции угловой шпонки, ее форма и (или) поперечное сечение изменялись в значительной мере каждым разработчиком в поисках оптимальной простоты при установке и наибольшей сопротивляемости при извлечении. Кроме того, некоторые шпонки разделителя делают такими, чтобы обеспечить прохождение через них осушителя, а другие - чтобы обеспечить простоту механического обжима разделителя со шпонкой. Использовали также высокотемпературную сварку для стальных угловых частей разделителя.
Понятно, что соединители частей разделителя являются важным компонентом стеклопакета. Они служат для создания такой механической связи между прямолинейными частями разделителя, чтобы образовавшийся полый разделитель стекол использовался бы как единая часть получившегося стеклопакета. Как правило, после соединения частей разделительных вставок в замкнутую прямоугольную рамку применяют герметик для скрепления заполненного осушителем разделителя с поверхностью стекла. Для достижения наибольшей экономической эффективности в индустрии окон были разработаны различные технологии сборки стеклопакетов. Например, была разработана складывающаяся угловая шпонка, при использовании которой процесс изготовления разделителя можно было свести к соединению прямолинейных деталей. Кроме того, была разработана технология "углового изгиба" для устранения угловых шпонок, но в этом случае все же требовалась прямолинейная шпонка для завершения сборки разделительной рамки. Кроме того, технология изготовления разделителей на потоке фирмы Intercept сделала изготовление разделителей экономически очень эффективным. Большинство технологий изготовления разделителей было разработано в течение последних семнадцати лет, и поиски путей улучшения процесса продолжаются.
Разделитель TGI от фирмы Technoform (смотри, например, US 2005/0100691 А1 или ЕР 1529920 А2) представляет собой металлопластиковый композитный разделитель, в котором внутренняя поверхность дистанционного профиля выполнена из пластика.
Известный металлический разделитель (смотри, например, фиг.16 из US 6,339,909) может быть выполнен из металла, такого как алюминий или нержавеющая сталь, или другой металл, так что внутренняя поверхность дистанционного профиля металлическая.
Соединители или шпонки представляли собой детали наподобие нейлоновых с выступающими зубцами, предназначенными для их легкого введения и затрудненного извлечения или вытаскивания. Можно было использовать как угловые, так и прямолинейные шпонки. Казалось бы, что такие соединители достаточно хороши, но каждая их деталь дорога, и для каждой разделительной рамки может потребоваться несколько деталей. Кроме того, они могут быть неэффективными для скрепления деталей разделителя друг с другом при определенных условиях (обстоятельствах), и могут возникать трудности при их введении, так как крепежные зубцы нужно проталкивать вовнутрь или вдоль внутренней поверхности поперечного сечения разделителя.
В основу настоящего изобретения положена задача преодоления по меньшей мере некоторых проблем, возникающих при использовании известных соединителей дистанционного профиля.
Как было упомянуто, дистанционные профили могут иметь металлическую или пластиковую внутреннюю поверхность. Это подразумевает, что используется соединитель дистанционного профиля, который:
1) имеет форму и размер, допускающие легкое введение в полость разделителя,
2) выполнен из недорого пластика, возможно аналогичного внутреннему слою дистанционного профиля TGI, и
3) может сплавляться с внутренней поверхностью поперечного сечения разделителя.
Это последнее, третье свойство имеет особо важное значение, так как лежит в основе подхода к формированию надежного и удобного сцепления соединителя с дистанционным профилем. Существенно, что такой подход требует использования процесса с относительно низкой температурой плавления, то есть температурой, лежащей в диапазоне от комнатной до примерно 600°F (приблизительно 315°С). Процесс плавления в данном понимании включает в себя плавление с образованием сцепления материалов внутренней поверхности дистанционного профиля и наружной пластиковой поверхности соединителя таким образом, чтобы расплавленные материалы проникали друг в друга и после охлаждения образовывали неразделимое целое, а также в случае дистанционного профиля, имеющего металлическую внутреннюю поверхность, чтобы образовывалось при плавлении надежное соединение наружной пластиковой поверхности соединителя такое, чтобы после охлаждения сохранялось надежное сцепление и (или) соединение с внутренней металлической поверхностью дистанционного профиля.
Очень часто известные шпонки разделителя выходят из механического контакта, что дает возможность частям разделителя отделяться друг от друга.
Это приводит к повреждению стеклопакета, так как в нарушенное соединение проникает влага. В предлагаемом соединении части разделителя сплавляют друг с другом, что образует надежное сварное соединение, не допускающее раскрытия стыка.
Это означает, что предлагается использовать недорогой соединитель как "соединительный компонент" стеклопакета.
Существует несколько способов создания сплавленного соединения между шпонкой, такой как угловая или прямолинейная шпонка, и разделителем.
Далее прелагается несколько таких способов и, конечно, приводимый перечень не предназначен, чтобы быть всеобъемлющим:
1) непосредственное подведение тепла за счет теплопроводности с целью сплавления термопластичного соединителя с термопластичным или металлическим внутренним слоем разделителя; такая передача тепла может быть выполнена при непосредственном контакте между нагревателем и местом соединения;
2) использование для подогрева соединения излучения от пламени или инфракрасной лампы;
3) использование нагревания горячим воздухом от мощного устройства, аналогичного фену для волос;
4) использование сварки трением, если может быть применено сварочное оборудование, дающее быстрое перемещение частей соединения друг относительно друга, приводящее при трении к выделению тепла, создающего спаянное соединение;
5) использование ультразвуковой или радиочастотной (включая микроволновую) сварки, при которой молекулы материала вибрируют, и при таком движении выделяется тепло, которое приводит к размягчению и сцеплению материала;
6) использование химических веществ для обработки поверхностей компонентов, приводящей к их склеиванию друг с другом; примером использования такого способа служит соединение пластиковых труб;
7) использование вяжущего вещества, клея или герметика для создания необходимого соединения.
Приведены только несколько примеров возможных способов скрепления соединителей дистанционного профиля с разделителем. Подводя итоги, можно сказать, что низкотемпературное, сплавленное соединение является уникальным способом решения проблем или устранения недостатков используемых в настоящее время соединителей.
Перечень преимуществ:
увеличение прочности сцепления соединителя с дистанционным профилем;
снижение сложности сборки при поточном производстве;
уменьшение количества проблем, связанных со стеклопакетом;
снижение стоимости компонентов стеклопакета.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи, на которых показано:
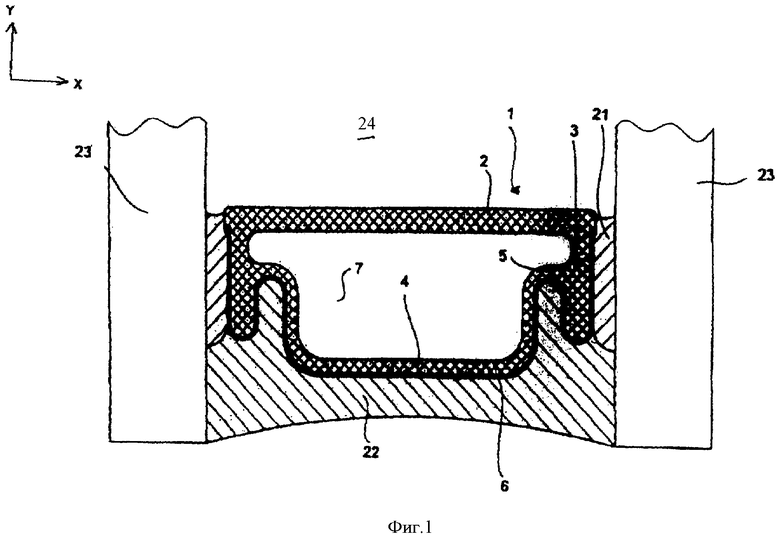
на фиг.1, соответствующей фиг.2 из US 2005/0100691 A1, - поперечное сечение дистанционного профиля TGI 1, входящего в частичное поперечное сечение стеклопакета;
на фиг.2, соответствующей фиг.16 из US 6339909, - поперечное сечение металлического дистанционного профиля 1', входящего в частичное поперечное сечение стеклопакета;
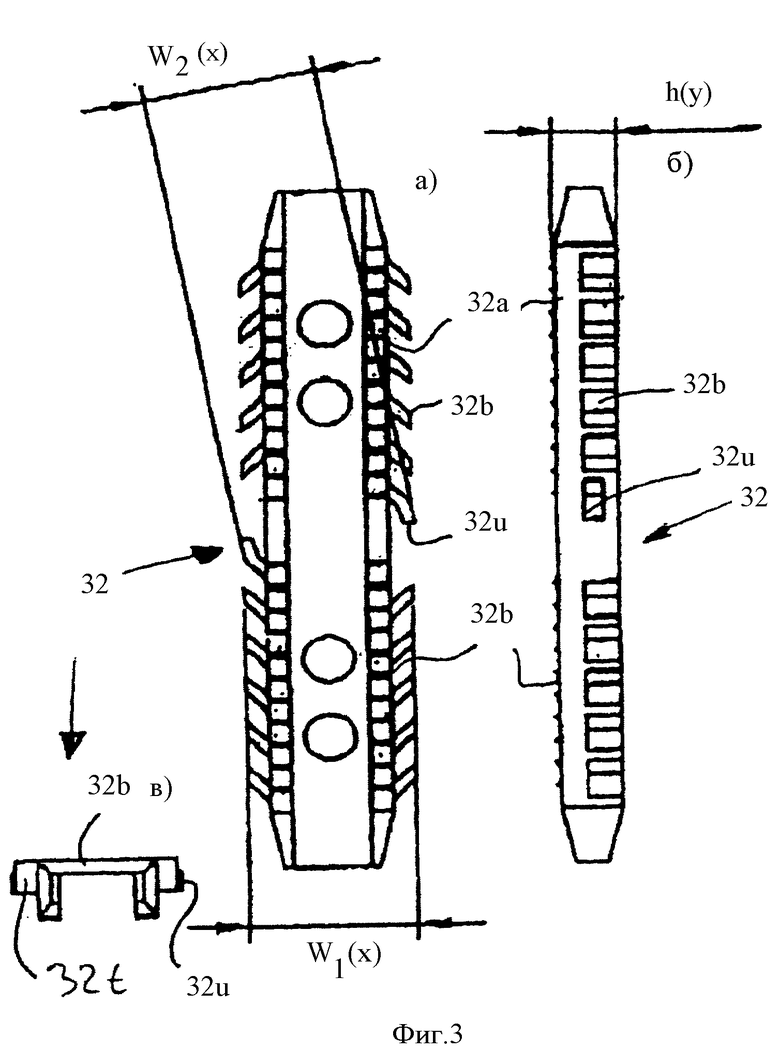
на фиг.3 - вариант выполнения плавкого прямолинейного соединителя, имеющего зазубренную зубчатую конструкцию, причем а) - вид в плане, б) - вид сбоку с левой стороны с вида а), и в) - вид сверху с вида а);
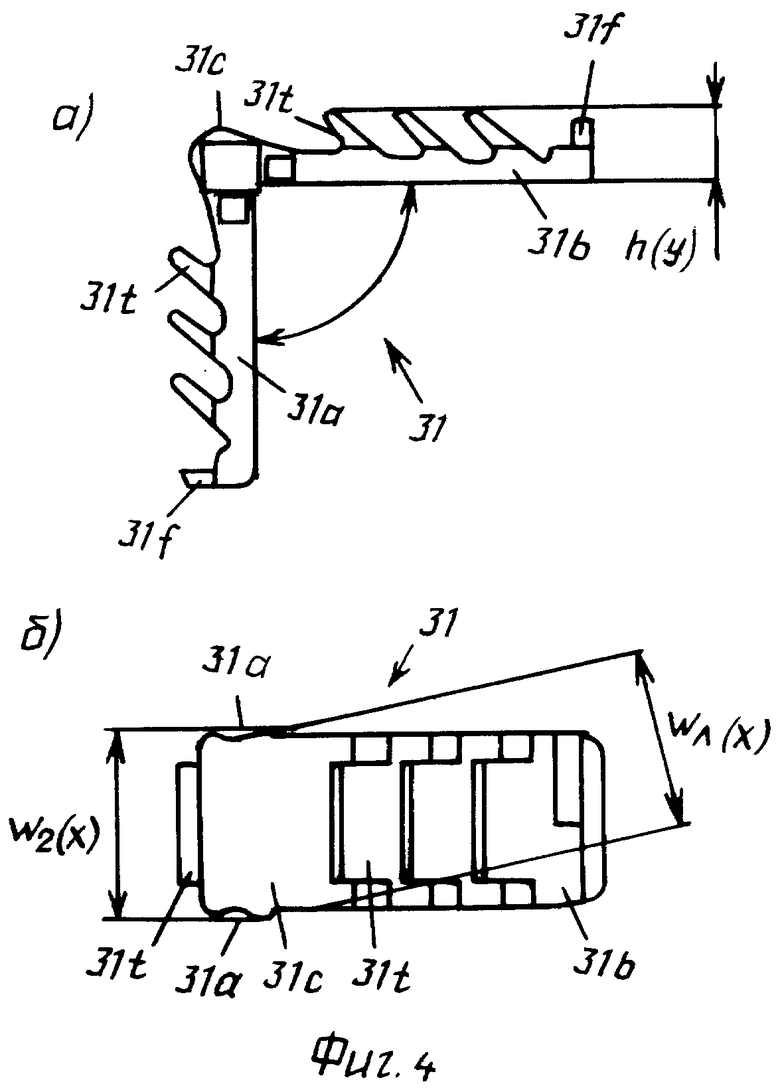
на фиг.4 - вариант выполнения углового под 90° соединителя зубчатой конструкции, причем а) - вид сбоку и б) - вид сверху с вида а);
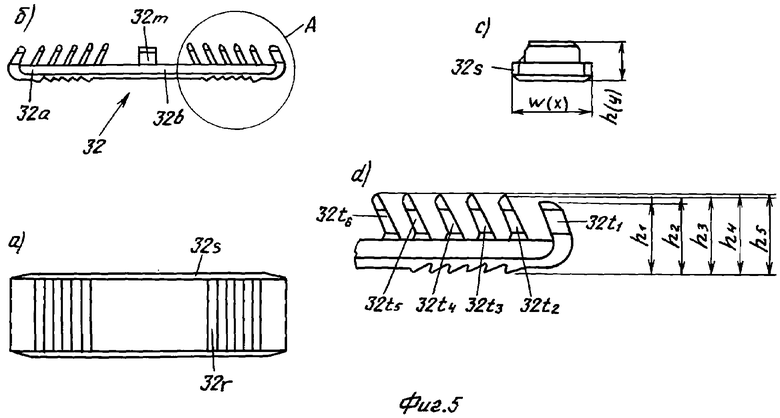
на фиг.5 - вариант выполнения плавкого прямолинейного соединителя зубчатой конструкции, причем а) - увеличенный вид в плане, б) - вид сбоку с вида а), в) - вид спереди с правой стороны с вида б), и г) - увеличенный вид части, обведенной окружностью А на виде б);
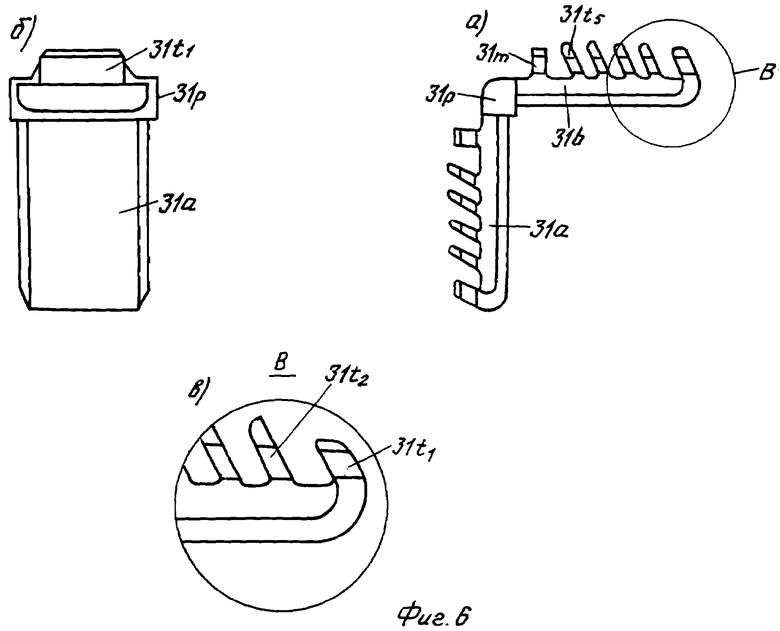
на фиг.6 - вариант выполнения углового под 90° соединителя зубчатой конструкции, причем а) - вид сбоку, б) - вид спереди с правой стороны с вида а), и в) - увеличенный вид части, обведенной окружностью В на виде а);
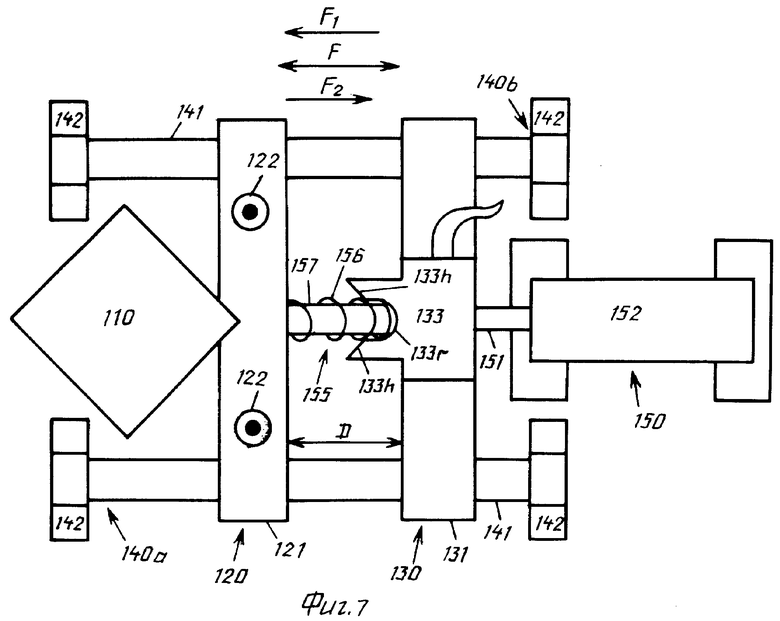
на фиг.7 - вид в плане устройства изготовления разделительной рамки стеклопакета;
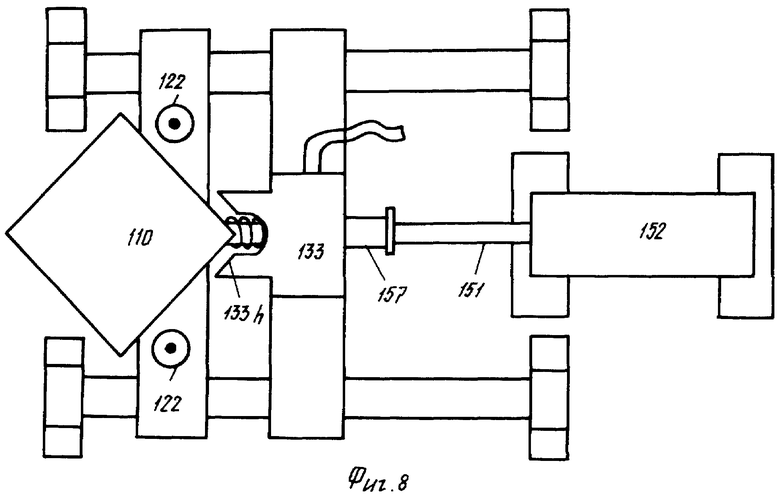
на фиг.8 - вид в плане устройства с фиг.7 со средством крепления разделителя и узлом нагрева, находящимися в рабочем положении;
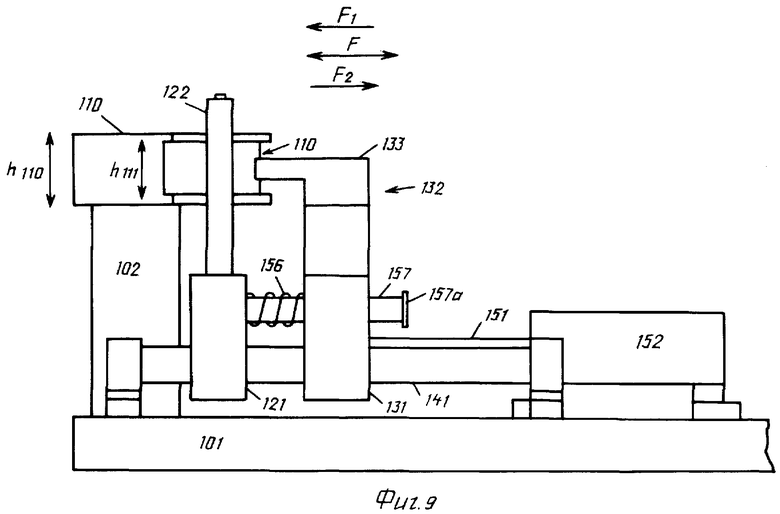
на фиг.9 - вид сбоку устройства с фиг.8;
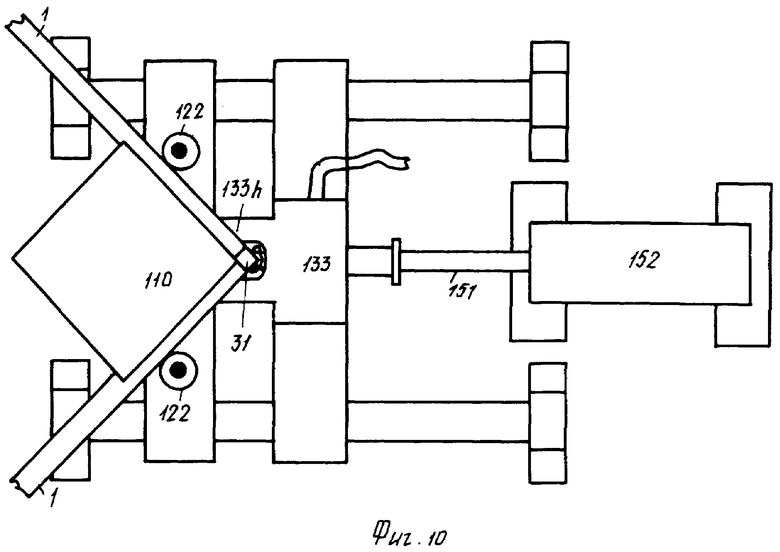
на фиг.10 - вид в плане устройства, соответствующий виду в плане фиг.8 с размещенной в нем разделительной рамкой.
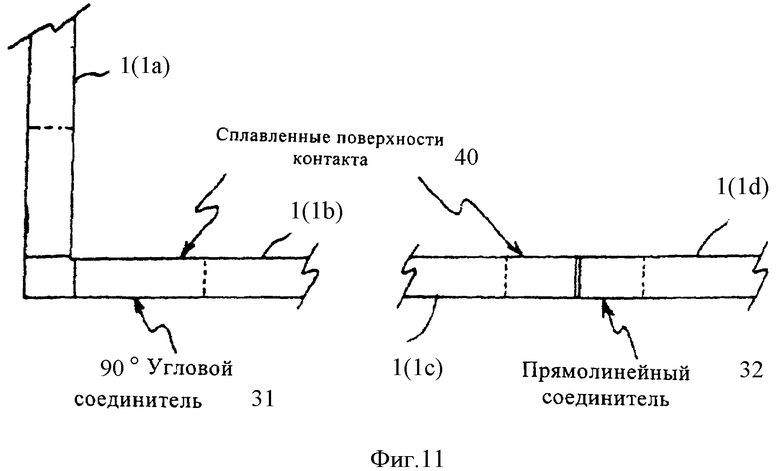
на фиг.11 - два варианта выполнения сплавленных дистанционных профилей; и
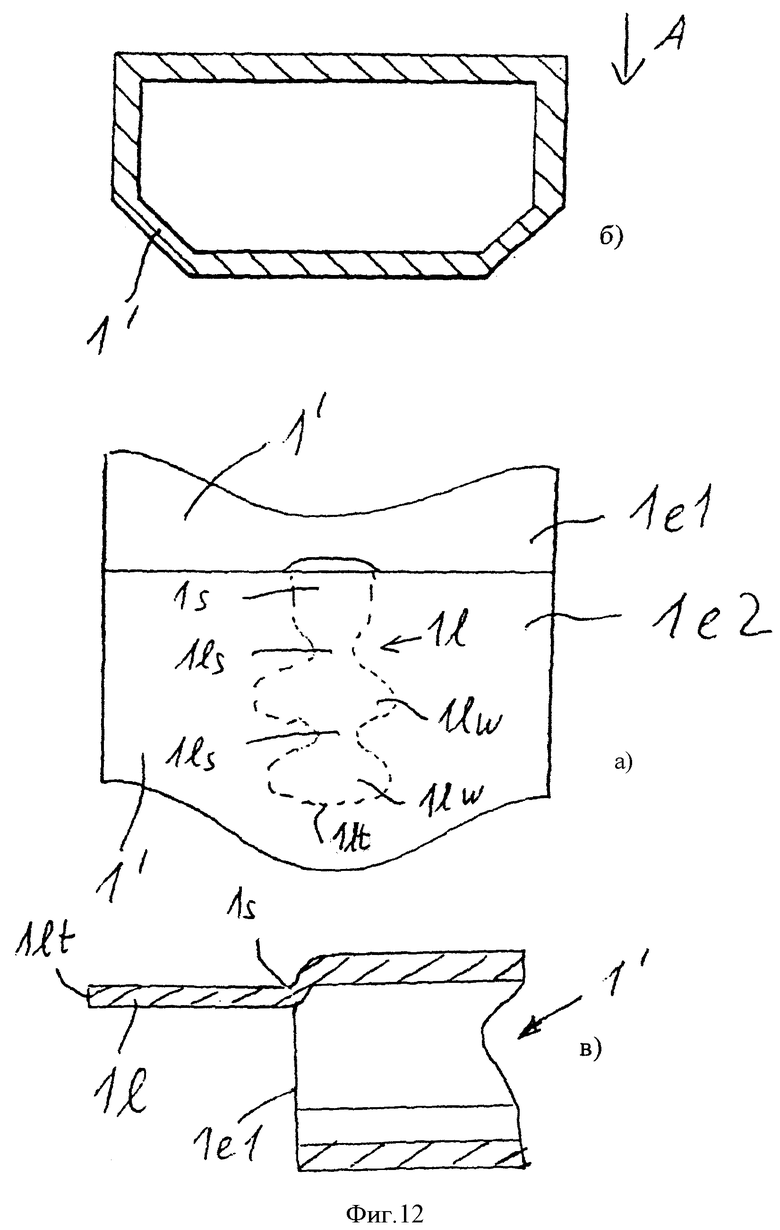
на фиг.12 - вариант соединения краев металлического дистанционного профиля, предпочтительно используемого вместе с плавким соединителем.
На фигурах 1 и 2 можно видеть, что оконные стекла 23 располагаются параллельно, ограничивая внутренний промежуток 24 (камеру) между стеклами в плоскостях, параллельных направлению осей Х и Z. Наружный контур камеры 24 ограничен разделительной рамкой, выполненной из дистанционного профиля 1, 1' (цилиндрического, предпочтительно полого), и связующим и 20 герметизирующим материалом 21, 22. Дополнительные подробности такого выполнения описаны в US 2005/0100691 A1.
Для того чтобы получить упомянутую выше разделительную рамку, могут быть использованы один или несколько прямолинейных соединителей, таких как показаны, например, на фигурах 3 или 5, и (или) угловых под 90° соединителей, таких как показаны на фигурах 4 или 6.
Как уже было сказано, дистанционный профиль TGI является примером конструкции с металлопластиковым композитным разделителем. Другой пример такого металлопластикового композитного разделителя описан в US 6339909.
Внутренняя часть (внутренний слой) такого профиля описана в US 2005/0100691 A1 в абзацах [0010] и [0058], то есть предпочтительно выполнена из эластичного и пластичного деформируемого материала, такого как синтетические или натуральные материалы с остаточной деформацией после того, как будет преодолен порог упругого восстановления при приложении к материалу изгибающей силы. В таких предпочтительных материалах в основном не действуют силы упругого восстановления после деформации (изгиба) дистанционного профиля за его предел упругости. Соответствующие способные деформироваться материалы предпочтительно имеют относительно низкую теплопроводность (то есть предпочтительные материалы являются теплоизолирующими), такую как теплопроводность ниже приблизительно 5 Вт/(мК), предпочтительно ниже приблизительно 1 Вт/(мК) и еще более предпочтительно ниже приблизительно 0,3 Вт/(мК). Особенно предпочтительны для дистанционного профиля термопластичные синтетические материалы, включая, но не ограничиваясь этим, полипропилен, полиэтиленовый терефталат, полиамид и (или) поликарбонат. Пластический материал (материалы) может также включать широко применяемые наполнители (например волоконные материалы), присадки, красители, средства защиты от воздействия ультрафиолета и т.д. Предпочтительные для дистанционного профиля материалы опционно могут иметь значение теплопроводности по меньшей мере примерно в 10 раз меньшее, чем теплопроводность армирующего профиль материала, более предпочтительно примерно в 50 раз меньшее теплопроводности армирующего материала и наиболее предпочтительно примерно в 100 раз меньшее теплопроводности армирующего материала. Внутренняя часть профиля может содержать полипропилен марки Novolen 1040K, или полипропилен марки MC208U с добавкой 20% талька, или полипропилен марки BAI lOCF, представляющий собой гетерофазный сополимер, которые поставляют фирмы Borealis A/S of Kongens Lyngby, Denmark, или материал Adstif® HA840K, представляющий собой гомополимерный полипропилен от фирмы Basell Polyolefins Company NV.
Материал углового соединителя 31 или прямолинейного соединителя 32 предпочтительно по меньшей мере на наружной поверхности, обращенной к внутренней поверхности дистанционного профиля 1, представляет собой материал Nylon® 6 или такой же материал, как внутренняя часть дистанционного профиля. В связи с этим вышеприведенные части описания US 2005/0100691 A1 приложимы также к выбору материала соединителя. Могут быть также выбраны другие материалы, совместимые при создании плавкого граничного слоя с внутренним материалом дистанционного профиля 1, в качестве материала для целых соединителей 31, 32 или по меньшей мере в качестве материала для наружной поверхности соединителей 31, 32. Предпочтительно соединители 31, 32 выполнены из полиамида, более предпочтительно из Nylon® 6 или полипропилена. На фигурах 4 и 6 можно видеть, что угловой под 90° соединитель 31 содержит две установочные части 31а, 31b, связанные друг с другом так, чтобы образовать соединитель 31. На фигурах 3 и 5 можно видеть, что прямолинейный соединитель 32 содержит две установочные части 32а, 32b, связанные друг с другом так, чтобы образовать соединитель 32. Когда соединители 31, 32 используют для образования дистанционных профилей 1а, 1b, 1c, 1d, соответственно, установочные части 31а, 31b, 32а, 32b, соответственно, вводят в соответствующие части (или детали) дистанционного профиля 1a, 1b, 1c, 1d, соответственно.
Части 31а, 31b, 32а, 32b соединителей 31, 32, которые должны быть введены во внутреннее пространство 7 дистанционного профиля 1, имеют поперечное сечение в направлении, перпендикулярном направлению введения, соответствующее, предпочтительно частично, поперечному сечению внутреннего пространства 7 дистанционного профиля, с небольшим отклонением в сторону меньшего размера, позволяющим легко вставлять соединитель во внутреннее пространство 7 дистанционного профиля. Остальная часть соединителя предпочтительно имеет в поперечном сечении размеры, настолько близкие к внутренней поверхности дистанционного профиля, что возможно расплавление поверхностей контакта, как описано выше, то есть по меньшей мере частично находится в контакте с внутренней поверхностью дистанционного профиля. Например, для дистанционного профиля TGI, имеющего в направлении оси X, показанном на фиг.1, ширину 15, 5 мм максимальная ширина в направлении Х внутреннего пространства 7 приблизительно равна 13,5 мм, и высота внутреннего пространства 7 в направлении оси Y равна приблизительно 4,9 мм. Для этого случая уменьшение размера поперечного сечения соединителя 31, 32, вводимого во внутреннее пространство 7 предпочтительно лежит в диапазоне 0,2 мм. Уменьшение размера должно лежать в диапазоне от 5 до 0,5%, предпочтительно от 4 до 1%, что, конечно, зависит от общего размера дистанционного профиля.
Предпочтительно соединитель имеет слегка коническую форму, суживающуюся в направлении введения, то есть имеет меньшее поперечное сечение у вершины соединителя, вводимой в дистанционный профиль. При конической форме поперечное сечение может по меньшей мере частично быть меньше по размеру.
Такая коническая форма в сочетании с взаимно сопрягающимися формами поперечного сечения (сопряжение по размерам) позволяет преодолеть проблемы, связанные с технологическими допусками на формы поперечного сечения. Соединители 31, 32 с фигур 3-6 имеют несколько свободную форму поперечного сечения там, где основная часть (тело) 31 с, 32 с соединителя снабжена выступами (зубцами) 31t, 31f, 32r, 32t, 32u.
Соединители 31, 32 имеют зазубренную зубчатую конструкцию, то есть одна или более наружные поверхности, обращенные после установки к внутренней поверхности дистанционного профиля, снабжены выступами в виде зубцов, которые наклонены навстречу направлению введения, то есть вершины выступов обращены от вершины соединителя, вводимого в дистанционный профиль.
Кроме того, при такой конструкции соединитель имеет поперечное сечение, перпендикулярное направлению введения, приблизительно соответствующее форме поперечного сечения внутреннего пространства 7 дистанционного профиля после введения соединителя в это внутреннее пространство. Причина в том, что выступы выполнены упругими, так что они изгибаются при введении соединителя в направлении, противоположном направлению введения. Теперь, когда выступы приняли форму, при которой соединитель имеет поперечное сечение, приблизительно аналогичное форме поперечного сечения внутреннего пространства при соответствующем изгибе выступов (зубцов), форма поперечного сечения соединителя не совпадает с формой поперечного сечения внутреннего пространства до введения соединителя, но преобразована в форму поперечного сечения, приблизительно соответствующую форме поперечного сечения внутреннего пространства после введения соединителя.
В соответствии с фигурами 3-6 это означает, что значения ширины w1, w2 (ширина в направлении оси X, если рассматривать введение в дистанционный профиль 1, 1', показанный на фигурах 1, 2) и высоты h (высота в направлении оси Y на фиг.2) выбраны таким образом, что после введения соединителя достигается приблизительное совпадение поперечных сечений. Например, на фиг.3 выступы (зубцы) 32t, 32u расположены не по всей высоте h. В результате при введении такого соединителя в поперечное сечение профиля, показанного на фигурах 1, 2, возможна лучшая подгонка к непрямоугольному поперечному сечению профилей 1, 1'.
Более того, следует отметить, что кроме зубчатой конструкции соединители, показанные на фигурах 3 и 4, имеют у своих вершин коническую форму для введения в дистанционный профиль, причем для углового соединителя с фиг.3 передний зубец 1f, кроме того, имеет меньшую высоту для облегчения введения. Понятно, что нагрузка, испытываемая такой снабженной зубцами конструкцией, может быть намного ниже нагрузок, необходимых в известных снабженных зубцами конструкциях. Сила должна быть достаточной только для того, чтобы поддерживать необходимый контакт между наружной поверхностью соединителя и внутренней поверхностью дистанционного профиля до тех пор, пока процесс плавления не приведет к созданию прочного соединения. Нет необходимости в приложении большого удерживающего усилия за счет трения между зубцами и внутренней частью дистанционного профиля в течение срока службы изготовленного стеклопакета, так как удерживающее усилие получается за счет сплавления.
Соединитель 32, показанный на фиг.3, содержит выступы 32t, 32u на боковых стенках U-образной основной части 32с. Как можно видеть из сравнения поперечного сечения дистанционных профилей с фигур 1,2 с поперечным сечением соединителя с фиг.3 с), высота h (y) соединителя предпочтительно близка к высоте профиля, формирующего разделитель, в то время как ширина (w(x)) предпочтительно больше ширины этого профиля, так что после установки выступы изгибаются и приходят в контакт с внутренней поверхностью профиля для последующего сплавления. Соединитель 31, показанный на фиг.4, содержит выступы 31t, 31f на одной из сторон (нижней) стержневых по форме установочных частей 31а, 31b (нижней стороне, если смотреть в направлении введения в профили с фигур 1, 2), образующих основную часть 31 с углового соединителя 31. Опять же понятно из сравнения формы поперечного сечения профилей с фигур 1, 2 и поперечного сечения угловой шпонки, что ширина (w1(X)) установочных частей 31a, 31b предпочтительно близка к ширине внутреннего пространства профиля, в то время как высота h (y) предпочтительно больше высоты внутреннего пространства профиля, и после установки выступы 31t, 31f изгибаются и приходят в контакт с внутренней поверхностью профиля для последующего сплавления. Соответственно, размеры соединителя в направлении возвышения выступов могут быть больше соответствующего размера внутреннего пространства дистанционного профиля (разделителя), и размеры соединителя в направлении, перпендикулярном направлению возвышения выступов, предпочтительно близко совпадают с размером внутреннего пространства профиля. Вариант выполнения прямолинейного соединителя 32, показанный на фиг.5, близок к варианту соединителя 32 с фиг.3, но выступы 32t расположены на нижней стороне (аналогично угловому соединителю с фиг.4) вместо выступов, возвышающихся на боковых сторонах. Что касается размеров соединителя 32 с фиг.5, то к нему приложимо то, что сказано выше относительно углового соединителя с фиг.4, так как направление выступов одинаковое. Соединитель 32 с фиг.5 содержит шесть выступов на каждой из установочных частей 32а, 32b. Выступы 32t1 у краев установочных частей 32а, 32b имеют первую высоту h, которая предпочтительно близка к высоте внутренней части дистанционного профиля. Высоты (от h2 до h5) выступов возрастают в направлении к центру соединителя (h2<h3<h4<h5). Два самых близких к центру выступа 32t5 и 32t6 на каждой из сторон имеют одинаковую (наибольшую) высоту h5. Как можно видеть на фиг.5b), соединитель 32 содержит в центре коробчатый выступ 32m, который имеет такую же высоту h, что и первый выступ 32t у обоих краев. Кроме того, соединитель 32 с фиг.5 содержит клювообразные выступы 32r меньшей величины, чем выступы 32t, занимающие приблизительно одну треть длины соединителя у каждого края и находящиеся на его верхней стороне (что соответствует нижней стороне на фиг.5). В варианте, представленном на фиг.6, угловой соединитель 31 содержит базовую конструкцию выступов прямолинейного соединителя с фиг.5, содержащую, однако, пять, а не шесть выступов 31t1, …, 31t5 на каждой установочной части 31а, 31b. Каждая установочная часть 31а, 31b снабжена коробчатым выступом 31m, представляющим наиболее близкий к внутренней части выступ. Опорные выступы 31р введены на обеих внутренних сторонах соединителя таким же образом, как в соединителе с фиг.4.
Выступы 31t1… на нижних сторонах прямолинейного и углового соединителей с фигур 5 и 6 имеют угол наклона приблизительно 30°.
Хотя отдельные элементы четырех соединителей, показанных на фигурах 3-5, можно комбинировать, варианты выполнения, представленные на фигурах 5 и 6 являются предпочтительными для сплавления дистанционного профиля и соединителя. В связи с этим следует снова напомнить, что нет необходимости в приложении значительной удерживающей силы трения между зубцами (выступами) и внутренней частью разделителя в течение срока службы изготовленного стеклопакета, но эта сила нужна для обеспечения возможности его сплавления. Для данной цели форма выступов, показанная на фигурах 5 и 6, является предпочтительной.
Далее описаны способ и устройство изготовления разделительной рамки стеклопакета. Устройство 100 для изготовления такой разделительной рамки показано на фигурах 7-10. Неподвижное средство (узел) 110 крепления разделителя, выполненное в данном варианте в виде блока крепления, смонтировано на плите 101 основания с помощью стойки 102. Подвижное средство (узел) 120 крепления разделителя, предназначенное для удержания разделительной рамки в процессе сплавления, и узел (средство) 130 нагрева установлены на плите 101 основания на прямолинейных направляющих 140а, 140b с возможностью прямолинейного перемещения по стрелке F. Каждая прямолинейная направляющая содержит направляющую штангу 141, закрепленную на плите основания с помощью опоры 142 штанги.
На плите 101 основания установлено приводное средство 150, содержащее пневмоцилиндр 152. Цилиндрический шток 151 пневмоцилиндра 152 связан с узлом 130 нагрева таким образом, что приводное средство приспособлено для того, чтобы служить приводом для перемещения узла 130 нагрева в направлении стрелки F. Как еще одна часть приводного средства 150 введен прижимной узел 155, содержащий цилиндрическую пружину 156 и направляющий шток 157 пружины. Направляющий шток 157 пружины закреплен на средстве 120 крепления разделителя и проходит сквозь узел 130 нагрева таким образом, что может перемещаться относительно средства 130 нагрева в направлении стрелки F в диапазоне от максимального расстояния D (показанного на фиг.7) между средством 120 крепления разделителя и узлом 130 нагрева до состояния полного сжатия цилиндрической пружины 156. Ограничение расстояния максимальной величиной D достигается за счет ограничительного выступа 157а у свободного конца направляющего штока 157 пружины.
Средство 110 крепления разделителя представляет собой квадрат при взгляде сверху и имеет высоту h110. На двух прилежащих боковых сторонах выполнен паз 111, форма которого приспособлена для введения в паз дистанционного профиля, что будет объяснено ниже.
Средство 120 крепления разделителя содержит блок 121 крепления, прямолинейно перемещаемый по направляющей штанге 141 в направлении стрелки F. На верхней стороне блока 121 крепления установлены два фиксирующих ролика 122. В горизонтальном направлении, перпендикулярном стрелке F, фиксирующие ролики 122, 122 расположены друг от друга на некотором расстоянии. Средство 110 крепления разделителя установлено таким образом, что при взгляде сверху на квадрат одна из диагоналей квадрата пересекает линию, связывающую два фиксирующих ролика 122, 122, в ее центре. В результате при перемещении этого средства крепления разделителя в направлении стрелки F фиксирующие ролики 122 всегда находятся на одинаковом расстоянии от средства 110 крепления разделителя. На виде сверху, представленном на фиг.7, паз 111 выполнен в двух прилежащих боковых сторонах, обращенных к фиксирующим роликам 122. Узел 130 нагрева содержит блок 131 опоры, прямолинейно перемещаемый по направляющей штанге 141 в направлении стрелки F. На верхней стороне блока 131 опоры размещен узел 132 нагрева. Узел нагрева имеет медный корпус 133. Этому медному корпусу придана такая форма, что часть тепла передается в направлении средства 120 крепления разделителя. В настоящем варианте выполнения передающая тепло часть имеет вилообразную форму с выемкой 133r между двумя выступающими частями, имеющими излучающие тепло края 133h, которые на виде сверху пересекаются под углом 90°, как показано на фиг.7.
Описанный выше вариант выполнения устройства приспособлен для изготовления разделительной рамки с угловыми соединителями, как будет ясно из дальнейшего описная работы устройства.
Если устройство должно быть приспособлено для изготовления разделительной рамки с прямолинейными соединителями, ориентацию средства 110 крепления разделителя на виде сверху нужно изменить на 45°. Кроме того, что касается размеров средства 110 крепления разделителя, показанного на фигурах 7-10, то или расстояние между фиксирующими роликами 122, 122 нужно уменьшить, или нужно уменьшить соответствующий горизонтальный размер средства 110 крепления разделителя в направлении, перпендикулярном стрелке F. Более того, форму передающей тепло части нужно сделать такой, чтобы передающие тепло кромки 133h были направлены горизонтально, перпендикулярно стрелке F.
Далее рассматривается действие устройства, представленного на фигурах 7-10. На виде сверху с фиг.7 цилиндрический шток 151 втянут в пневмоцилиндр 152, так что узел 130 нагрева находится в своем отведенном положении. Благодаря действию смещающей силы, создаваемой цилиндрической пружиной 156, узел 122 крепления разделителя находится на максимальном расстоянии D.
Разделительную рамку, состоящую из двух частей 1 дистанционного профиля, в которые вводят угловой соединитель таким же образом, как показано на фиг.11, помещают в паз 111. В предположении, что дистанционный профиль имеет поперечное сечение, показанное на фиг.1, паз 111 имеет поперечное сечение, позволяющее ввести в него дистанционный профиль. Другими словами, высота h111 немного больше, чем ширина дистанционного профиля в направлении оси Х с фиг.1. При таком размещении дистанционного профиля, когда часть 1 дистанционного профиля и угловой соединитель еще не сплавлены и вставлены в паз 111 средства 110 крепления разделителя, пневмоцилиндр 152 приводит в движение шток 151, проталкивая его в направлении стрелки F1. Соответственно, узел 130 нагрева проталкивается в направлении стрелки F1, и за счет цилиндрической пружины 156 узел 121 крепления разделителя проталкивается в направлении стрелки F1.
Сначала фиксирующие ролики 122 средства 120 крепления разделителя придут в контакт с частью 1 дистанционного профиля, развивая удерживающую силу, соответствующую силе со стороны пружины 156. Цилиндрический шток 151 продвигается в направлении стрелки F1 до тех пор, пока передающие тепло кромки 133h не придут в контакт с наружной поверхностью части 1 дистанционного профиля, как показано на фиг.10.
В этом положении угловой соединитель, введенный в части дистанционного профиля, находится в контакте с внутренней поверхностью частей дистанционного профиля. Приводят в действие узел нагрева, и тепло передается через передающие тепло кромки 133h наружной поверхности частей 1 дистанционного профиля. Вследствие этого материалы внутренней поверхности частей дистанционного профиля и соединителя частично плавятся.
Затем узел нагрева немного отводят на несколько миллиметров в направлении стрелки F2. Однако, так как цилиндрическая пружина 156 все еще воздействует на средство 120 крепления разделителя, дистанционный профиль продолжает оставаться в средстве 110 крепления разделителя за счет прижима фиксирующими роликами 122. Через короткое время в несколько секунд расплавленные части внутренних поверхностей частей дистанционного профиля и соединителя охлаждаются так, что сцепляются друг с другом.
Теперь цилиндрический шток 151 полностью отводят в положение, показанное на фиг.7, так что сплавленный дистанционный профиль может быть удален из средства 110 крепления разделителя.
На фигурах 8 и 9 устройство показано в таком же положении, что и на фиг.10, но без размещенного в нем дистанционного профиля. Конечно, специалисту понятно, что в такой ситуации средство 120 крепления должно продвинуться дальше до тех пор, пока блок 121 крепления не упрется в стойку 102 под действием силы пружины 156. Однако на фигурах 9 и 10 для пояснения рабочих положений устройства показано "заторможенное" положение средства 120 крепления, как если бы был размещен дистанционный профиль, как показано на фиг.10.
Помимо конструкции устройства, представленного на фигурах 7-10, для того чтобы изготовить дистанционный профиль, в котором сцепление между частями дистанционного профиля и соединителем получено сплавлением, можно использовать способ, в котором соединитель и внутреннюю поверхность частей дистанционного профиля соединяют путем сплавления с применением операций, показанных выше.
Другие преимущества использования плавкого соединителя вместе с металлическим дистанционным профилем 1' описаны со ссылкой на фиг.12. При формировании разделительной рамки из металлического дистанционного профиля 1', по меньшей мере в одном месте два края металлического дистанционного профиля должны быть соединены, например, прямолинейным соединителем. Такое положение показано на фиг.12(а), на которой находятся в контакте друг с другом два края 1е1 и 1е2 металлического дистанционного профиля 1′, поперечное сечение которого показано на фиг.12(б). На фиг.12(а) представлен вид в направлении по стрелке А на фиг.12(б). У одного из двух краев, в данном случае у края 1е1, от края выступает в продольном направлении металлический язычок 11 дистанционного профиля. Такой металлический язычок у соответствующего края металлического профиля может быть легко сформирован при изготовлении, например путем прессования (штамповки). Язычок 11 предпочтительно имеет форму, при которой одна часть 11w, расположенная ближе к его наружному обводу, шире другой части 11s, расположенной ближе к основанию 1s. Предпочтительно язычок 11 имеет волнообразную форму. На фиг.12(в) дан вид сбоку справа относительно фиг.12(б).
Очевидно, что этот язычок 11 может быть легко вставлен в другой край 1е2. Если плавкий соединитель по данному изобретению использовать для соединения двух краев с такими язычками, расплавление такого плавкого соединителя приведет к тому, что образуется место соединения плавкого соединителя и язычка, что увеличит прочность связи. Кроме того, можно создать углубления на внутренней поверхности другого края 1е2, что создаст дополнительное сцепление с расплавленным материалом соединителя и еще более укрепит прочность связи.
Соответственно, в настоящем изобретении предложен плавкий соединитель дистанционного профиля стеклоблока, имеющего полую основную часть, продолжающуюся в первом направлении и имеющую заданное поперечное сечение в плоскости, перпендикулярной первому направлению, причем заданное поперечное сечение образует полое внутреннее пространство основной части дистанционного профиля с заданными размерами в плоскости, перпендикулярной первому направлению, причем соединитель содержит часть соединителя, приспособленную для введения в первом направлении в полое внутреннее пространство основной части дистанционного профиля за счет того, что она имеет форму поперечного сечения, перпендикулярного первому направлению, которая соответствует с установленными допусками поперечному сечению основной части дистанционного профиля, ограничивающего полое внутреннее пространство, причем по меньшей мере наружная поверхность части соединителя, обращенная после его введения к внутренней поверхности полого внутреннего пространства основной части дистанционного профиля, выполнена из плавкого материала, предпочтительно материала, способного к сцеплению при расплавлении. Такой соединитель может иметь коническую форму, суживающуюся в направлении введения. Такой соединитель может иметь форму поперечного сечения части соединителя, которая имеет установленное превышение размера в плоскости, перпендикулярной направлению введения.
Все отличительные особенности, приведенные в описании и (или) формуле изобретения, предназначены для раскрытия по отдельности и независимо друг от друга с целью ограничения объема изобретения вне зависимости от сочетания этих отличительных особенностей в вариантах выполнения и (или) в формуле изобретения. Все диапазоны величин или указания групп охватывают и все возможные промежуточные значения или промежуточные компоненты как включенные в первоначальное описание.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСТАНЦИОННЫЙ ПРОФИЛЬ ДЛЯ ДИСТАНЦИОННОЙ РАМКИ СТЕКЛОПАКЕТА С ВНУТРИПАКЕТНЫМИ ЭЛЕМЕНТАМИ И СТЕКЛОПАКЕТ | 2013 |
|
RU2607545C2 |
| СОЕДИНИТЕЛИ ДЛЯ ДИСТАНЦИОННЫХ ЭЛЕМЕНТОВ СТЕКЛОПАКЕТОВ И ДИСТАНЦИОННЫЙ ЭЛЕМЕНТ, СОДЕРЖАЩИЙ СОЕДИНИТЕЛЬ ДЛЯ СТЕКЛОПАКЕТА | 2012 |
|
RU2591773C2 |
| ДИСТАНЦИОННЫЙ ПРОФИЛЬ С УПРОЧНЯЮЩИМ СЛОЕМ | 2011 |
|
RU2567502C2 |
| УГЛОВОЙ СОЕДИНИТЕЛЬ ДЛЯ ДИСТАНЦИОННОЙ РАМКИ ОКОННЫХ СТЕКОЛ | 2007 |
|
RU2424413C2 |
| УГЛОВОЙ СОЕДИНИТЕЛЬ ДЛЯ СТЕКЛОПАКЕТОВ | 2016 |
|
RU2680616C1 |
| ИЗОЛИРУЮЩИЙ СТЕКЛОПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2293168C2 |
| ОГНЕВЗРЫВОСТОЙКАЯ ОКОННАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ УСТАНОВКИ | 2015 |
|
RU2597570C1 |
| ДИСТАНЦИОННАЯ РАМКА С ПРЕРЫВИСТЫМ АДГЕЗИОННЫМ СЛОЕМ | 2021 |
|
RU2791208C1 |
| ДИСТАНЦИОННАЯ РАМКА ДЛЯ СТЕКЛОПАКЕТОВ | 2011 |
|
RU2473765C1 |
| СТЕКЛОПАКЕТ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ | 2005 |
|
RU2382865C2 |

Изобретение относится к области строительства, а именно к конструкциям остекления. Изобретение позволит увеличить прочность сцепления соединителя с дистанционным профилем. Устройство разделительной рамки стеклопакета содержит основную часть дистанционного профиля, вытянутую в первом направлении и имеющую заданное поперечное сечение в плоскости, перпендикулярной первому направлению, определяющее полое внутреннее пространство основной части дистанционного профиля с заданными размерами в указанной плоскости, перпендикулярной первому направлению. Дистанционный профиль сформирован, по меньшей мере, на внутренней поверхности, ограничивающей указанное внутреннее пространство, из термопластичного материала. Устройство содержит соединитель, включающий часть, приспособленную для введения в первом направлении в полое внутреннее пространство основной части дистанционного профиля за счет формы своего поперечного сечения, перпендикулярного первому направлению, соответствующей с заданными допусками упомянутому поперечному сечению основной части дистанционного профиля, ограничивающей полое внутреннее пространство. По меньшей мере, наружная поверхность указанной части соединителя, обращенная после его введения к внутренней поверхности полого внутреннего пространства основной части дистанционного профиля, выполнена из термопластичного материала, который при формировании сплавленной поверхности контакта совместим с материалом внутренней поверхности основной части дистанционного профиля, при его плавлении при температуре менее 315°С. Указанная часть соединителя приспособлена для ввода в полое внутреннее пространство основной части дистанционного профиля, а наружные поверхности этой части соединителя и внутренняя поверхность основной части дистанционного профиля, обращенные друг к другу, соединяются, по меньшей мере, частично путем плавления. 3 н. и 4 з.п. ф-лы, 12 ил.
1. Устройство разделительной рамки стеклопакета, содержащее основную часть (1) дистанционного профиля, вытянутую в первом направлении (Z) и имеющую заданное поперечное сечение в плоскости (X, Y), перпендикулярной первому направлению (Z), определяющее полое внутреннее пространство (7) основной части (1) дистанционного профиля с заданными размерами в указанной плоскости (X, Y), перпендикулярной первому направлению (Z), причем дистанционный профиль сформирован по меньшей мере на внутренней поверхности, ограничивающей указанное внутреннее пространство (7) из термопластичного материала, и соединитель (31, 32), включающий часть (31а, 31b, 32a, 32b), приспособленную для введения в первом направлении (Z) в полое внутреннее пространство (7) основной части дистанционного профиля за счет формы своего поперечного сечения, перпендикулярного первому направлению (Z), соответствующей с заданными допусками упомянутому поперечному сечению основной части дистанционного профиля, ограничивающей полое внутреннее пространство (7), при этом по меньшей мере наружная поверхность указанной части соединителя, обращенная после его введения к внутренней поверхности полого внутреннего пространства (7) основной части (1) дистанционного профиля, выполнена из термопластичного материала, который при формировании сплавленной поверхности контакта совместим с материалом внутренней поверхности основной части дистанционного профиля, при его плавлении при температуре менее 315°С, причем указанная часть (31а, 31b, 32a, 32b) соединителя приспособлена для ввода в полое внутреннее пространство (7) основной части (1) дистанционного профиля, а наружные поверхности этой части соединителя и внутренняя поверхность основной части дистанционного профиля, обращенные друг к другу, соединяются по меньшей мере частично путем плавления.
2. Устройство по п.1, в котором соединитель имеет зазубренную зубчатую конструкцию с выступами (31t, 31f, 32r, 32t, 32u), выдающимися из тела (31с, 32с) соединителя и выполненными упругими с формой, приспособленной для образования формы поперечного сечения, перпендикулярной первому направлению (Z) указанной части (31a, 31b, 32a, 32b) соединителя после введения его в полое внутреннее пространство (7) основной части (1) дистанционного профиля и соответствующей с определенными допусками поперечному сечению основной части дистанционного профиля, ограничивающей полое внутреннее пространство (7).
3. Способ изготовления разделительной рамки стеклопакета, при осуществлении которого вводят часть (31а, 31b, 32a, 32b) соединителя (31, 32) в разделитель, имеющий полую профилированную основную часть (1), вытянутую в первом направлении (Z) и имеющую заданное поперечное сечение в плоскости (X, Y), перпендикулярной первому направлению (Z), определяющее полое внутреннее пространство (7) основной части (1) дистанционного профиля с заданными размерами в плоскости (X, Y), перпендикулярной первому направлению (Z), причем основная часть дистанционного профиля выполнена по меньшей мере частично с внутренней поверхностью, ограничивающей внутреннее пространство (7), из термопластичного материала, а указанная часть (31a, 31b, 32a, 32b) соединителя (31, 32) приспособлена для введения в первом направлении (Z) в полое внутреннее пространство (7) основной части дистанционного профиля за счет ее формы поперечного сечения, перпендикулярного первому направлению (Z), соответствующей с заданными допусками поперечному сечению основной части дистанционного профиля, ограничивающей полое внутреннее пространство (7), причем по меньшей мере наружная поверхность указанной части соединителя, обращенная после его введения к внутренней поверхности полого внутреннего пространства (7) основной части (1) дистанционного профиля, выполнена из термопластичного материала, который при формировании сплавленной поверхности контакта совместим с материалом внутренней поверхности основной части дистанционного профиля, при его плавлении при температуре плавления менее 315°С, и сцепляют разделитель и соединитель путем сплавления указанной части соединителя и внутренней поверхности полого внутреннего пространства основной части дистанционного профиля при температуре плавления менее 315°С.
4. Способ по п. 3, в котором сцепление производят одним из методов, включающих сварку трением, ультразвуковую или радиочастотную, в частности микроволновую, сварку, использование радиационного нагрева, использование нагрева горячим воздухом, использование непосредственного приложения тепла.
5. Устройство для изготовления разделительной рамки стеклопакета, содержащее средство (110, 120) крепления разделительной рамки, приспособленное для закрепления разделительной рамки, включающей полую основную часть (1) дистанционного профиля и соединитель (31, 32), имеющий часть (31а, 31b, 32a, 32b), вводимую в полую основную часть (1) дистанционного профиля, и узел (130) плавления, приспособленный для сплавления соединителя (31, 32) и внутренней поверхности полой основной части (1) дистанционного профиля, с образованием узла разделительной рамки, удерживаемой указанным средством (110, 120) крепления.
6. Устройство по п.5, в котором узел плавления представляет собой узел (130) нагрева, приспособленный для подведения тепла к наружной поверхности полой основной части (1) дистанционного профиля, когда она закреплена в средстве (110, 120) крепления разделительной рамки.
7. Устройство по п.5 или 6, в котором средство крепления разделительной рамки содержит неподвижное крепежное средство (110) и подвижное крепежное средство (120), приспособленные для взаимного перемещения в первом направлении (F), причем узел (130) плавления имеет передающую тепло кромку (133h), выполненную с возможностью перемещения до вхождения в контакт с полой основной частью (1) дистанционного профиля, удерживаемой средством крепления рамки разделителя в положении, в котором указанная часть (31а, 31b, 32a, 32b) соединителя, введенная в полую основную часть (1) дистанционного профиля, контактирует с внутренней поверхностью полой основной части дистанционного профиля.
Приоритет по пунктам:
01.08.2005 по пп.1-2;
09.09.2005 по пп.3-7.
| Центрифуга | 1982 |
|
SU1076150A1 |
| DE 19961902 A1, 05.07.2001 | |||
| US 6339909 B1, 22.01.2002 | |||
| EP 1522670 А2, 13.04.2005 | |||
| ВСТАВНОЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ПОЛЫХ ПРОФИЛЕЙ | 1994 |
|
RU2091556C1 |

