Область техники
Настоящее изобретение относится к способу изготовления поглощающего гигиенического изделия, такого как подгузник, подгузник-трусы, гигиеническая прокладка, защитное приспособление, используемое при недержании, содержащего множество компонентов, которые соединяются вместе во время технологического процесса. В соответствии с изобретением разработан способ, обеспечивающий усовершенствованное управление некоторыми технологическими операциями.
Предпосылки создания изобретения
Поглощающие изделия содержат множество компонентов, подобных рулонным материалам, образующим наружные и внутренние покрывающие листы изделия, поглощающим слоям и т.д., которые соединены вместе, например, посредством термоскрепления, ультразвуковой сварки или склеивания в технологическом процессе с высокой скоростью. Другие компоненты, подобные эластичным нитям, скрепляющим язычкам, поясным лентам, боковым панелям, поясам и т.д., также могут быть включены в изделия, подобные подгузникам, подгузникам-трусам и защитным приспособлениям, используемым при недержании. Все данные компоненты должны быть наложены и закреплены при правильном положении изделия. Операции разрезания, на которых отрезаются выбранные отрезки материалов, также имеют место при изготовлении поглощающих изделий, и отрезание должно быть выполнено в точно заданном месте. Управление и синхронизация соединения различных компонентов в поглощающем изделии, наложение основы на выбранную зону компонента, контроль рисунков соединения, образующихся в результате термоскрепления, сварки или склеивания, а также управление операциями разрезания имеют исключительно важное значение для качества изделия.
В документе US-A-5045135 раскрыт способ управления совмещением при разрезании в машине для изготовления подгузников. Полотно для изготовления подгузников, на котором имеется множество расположенных на определенном расстоянии друг от друга в продольном направлении поглощающих прокладок, проходит через средство обнаружения, определяющее положение края прокладки. Управление разрезающим средством осуществляется посредством сигналов от средства обнаружения.
В документе ЕР-А-1199057 раскрыт способ изготовления поглощающего изделия, имеющего заранее заданный узорный элемент, расположенный в заранее заданном месте изделия. Узорный элемент образуют путем печати на непрерывно движущемся рулонном материале (полотне), подаваемом с выбранной скоростью, и разрезают на выбранные отрезки в заранее заданных местах. Положение образованного путем печати узорного элемента определяют, и сигнал используют для регулирования скорости подачи полотна, в результате чего получают образованный путем печати узорный элемент в правильном месте относительно места разрезания.
В данных двух документах положение края прокладки и образованного путем печати узорного элемента соответственно визуально определяют и используют для управления определенными технологическими операциями. Однако подобные элементы изделия, которые можно визуально обнаружить в определенном месте и которые можно использовать для управления процессом, не всегда имеются в наличии, и, следовательно, существует необходимость в повышении гибкости управления процессом.
Задача и наиболее важные признаки изобретения
Задача настоящего изобретения заключается в обеспечении решения вышеуказанных проблем и в создании более гибкой системы, предназначенной для управления и синхронизации определенных технологических операций при изготовлении поглощающих изделий.
Эти и дополнительные задачи в соответствии с изобретением были достигнуты посредством включения термохромных волокон в холст (полотно) компонента, компонент или его выбранную зону, при этом указанные термохромные волокна выполнены с возможностью изменения цвета от контрастирующего цвета до менее контрастирующего цвета; обеспечения изменения цвета указанных термохромных волокон во время одной операции технологического процесса; определения местоположения термохромных волокон, находящихся в состоянии, при котором их контрастирующий цвет может быть обнаружен, посредством средства обнаружения; выполнения некоторого мероприятия (действия) в ответ на обнаружение местоположения темохромных волокон.
Изобретение позволяет избежать нарушения синхронизирующих меток на изделии и избежать необходимости в отрезании материала, на котором имеются синхронизирующие метки.
В одном варианте осуществления изменение цвета термохромных волокон обеспечивают перед операцией обнаружения, при этом цвет термохромных волокон будет изменяться на контрастирующий цвет, который может быть обнаружен указанным средством обнаружения. Предпочтительно изменение цвета является обратимым и «исчезнет» после обнаружения посредством указанного средства обнаружения.
В альтернативном варианте осуществления термохромные волокна, включенные в указанное изделие, имеют контрастирующий цвет, который может быть обнаружен указанным средством обнаружения, при этом изменение цвета термохромных волокон обеспечивают после операции обнаружения. Предпочтительно изменение цвета является необратимым и таким, что термохромные волокна станут менее контрастирующими по отношению к окружающим зонам изделия.
В соответствии с одним аспектом изобретения данные передаются от указанного средства обнаружения к средствам управления для управления технологической операцией и/или параметром процесса, при этом управление указанной технологической операцией и/или параметром процесса осуществляется в ответ на данные, переданные от средства обнаружения.
В соответствии с дополнительным аспектом положение и/или конфигурацию цветной обнаруженной зоны, созданной посредством указанных термохромных волокон, посредством указанных средств управления сравнивают с заданным значением и/или выявленным (определенным) местоположением компонента указанного изделия, при этом указанные средства управления обеспечивают регулирование одной(-го) или нескольких технологических операций и/или технологических параметров, когда положение и/или конфигурация указанной цветной обнаруженной зоны отклоняется от указанного заданного значения и/или указанного выявленного местоположения. Примерами подобных технологических операций и/или параметров процесса являются: температура, местоположение компонента изделия и/или технологического оборудования, скорость процесса, натяжение рулонного материала.
В соответствии с одним аспектом изобретения указанная цветная обнаруженная зона представляет собой узорный элемент, полученный термоскреплением, узорный элемент, полученный сваркой, клеевой узорный элемент или тому подобное, в котором процесс скрепления (соединения) вызвал изменение цвета в скрепленных зонах.
В одном варианте осуществления положение цветной обнаруженной зоны, созданной посредством указанных термохромных волокон, используется как синхронизирующая метка для соединения двух или более компонентов изделия вместе в выбранных зонах.
В дополнительном варианте осуществления положение и/или конфигурацию цветной обнаруженной зоны, созданной посредством указанных термохромных волокон, посредством указанных средств управления сравнивают с заданным значением и/или выявленным (определенным) местоположением компонента указанного изделия, и при этом аварийный сигнал генерируется, когда положение и/или конфигурация указанной цветной обнаруженной зоны отклоняется от указанного заданного значения и/или указанного выявленного местоположения.
В соответствии с еще одним дополнительным аспектом изобретения термохромные волокна изменяют цвет при температуре, составляющей от 45 до 150°С, предпочтительно от 50 до 130°С, более предпочтительно от 50 до 120°С и наиболее предпочтительно от 60 до 120°С.
Краткое описание чертежей
Изобретение будет описано в дальнейшем более подробно посредством примеров и со ссылкой на сопровождающие чертежи, на которых:
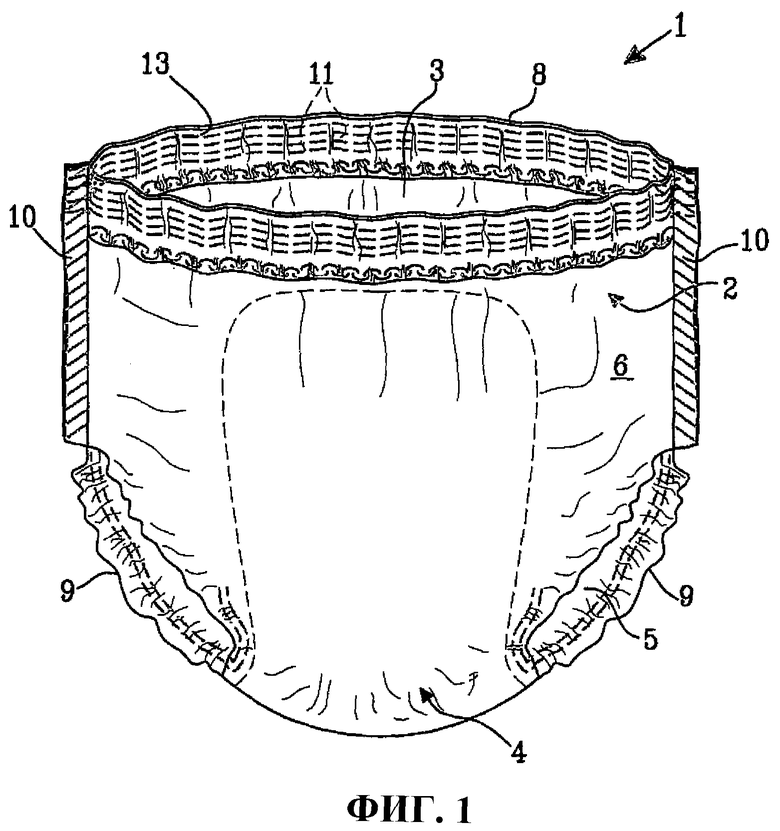
Фиг.1 представляет собой вид в перспективе поглощающего изделия в виде подгузника-трусов.
Фиг.2 представляет собой вид в плане подгузника-трусов в его плоском, нестянутом состоянии перед приданием ему заданной формы, если смотреть с обращенной к телу стороны.
Фиг.3 представляет собой схематический вид в перспективе участка производственной линии для изготовления подгузника-трусов.
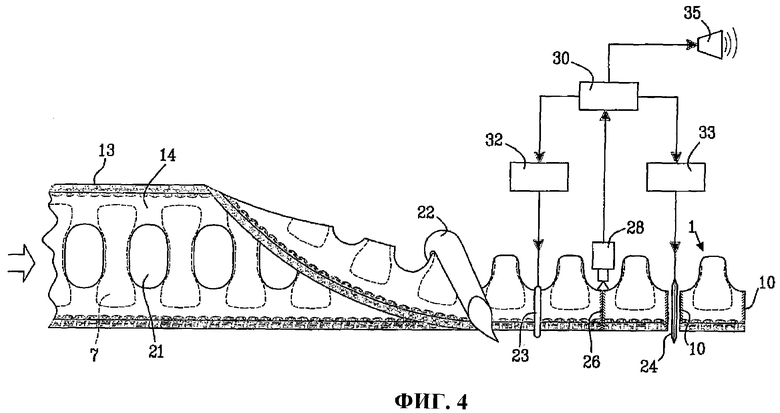
Фиг.4 представляет собой схематический вид расположенной далее по ходу технологического процесса части производственной линии.
Определения
Поглощающее изделие
Термин «поглощающее изделие» относится к изделиям, которые размещают у кожи носителя для поглощения и удерживания экссудатов организма, подобных моче, фекалиям и менструальной текучей среде. Изобретение главным образом относится к поглощающим изделиям одноразового применения, которые представляют собой изделия, которые не предназначены для стирки или восстановления их первоначального состояния иным образом, или повторного использования в качестве поглощающего изделия после использования. Поглощающее изделие содержит множество компонентов, которые соединены вместе в технологическом процессе, такие как внутренний проницаемый для жидкостей покрывающий элемент, наружный непроницаемый для жидкостей покрывающий элемент, поглощающая структура, принимающий слой, эластичные элементы, скрепляющие средства и т.д.
Внутренний проницаемый для жидкостей покрывающий элемент
Внутренний проницаемый для жидкостей покрывающий элемент образует внутренний покрывающий элемент поглощающего изделия, и при использовании его размещают в непосредственном контакте с кожей носителя. Внутренний проницаемый для жидкостей покрывающий элемент может содержать нетканый материал, например, нетканый материал фильерного способа производства, нетканый материал, полученный аэродинамическим способом из расплава, полученный посредством кардочесания, гидроперепутывания, укладки в мокром состоянии и т.д. Пригодные нетканые материалы могут состоять из натуральных волокон, таких как волокна из древесной целлюлозы или хлопковые волокна, искусственных волокон, таких как полиэфирные, полиэтиленовые, полипропиленовые, вискозные и т.д., или из смеси натуральных и искусственных волокон. Кроме того, материал внутреннего проницаемого для жидкостей покрывающего элемента может состоять из жгутов волокна, которые могут быть скреплены друг с другом с образованием некоторой конфигурации соединения, подобной, например, раскрытой в документе ЕР-А-1035818. Дополнительными примерами материалов внутреннего проницаемого для жидкостей покрывающего элемента являются поропласты, пластиковые пленки с отверстиями, ламинаты из пленки/нетканых материалов и т.д. Материалы, пригодные в качестве материалов внутреннего проницаемого для жидкостей покрывающего элемента, должны быть мягкими и нераздражающими кожу и должны быстро пропускать выделяемую организмом текучую среду, например, мочу или менструальную текучую среду. Кроме того, внутренний проницаемый для жидкостей покрывающий элемент может быть разным в разных частях поглощающего изделия.
Наружный непроницаемый для жидкостей покрывающий элемент
Наружный непроницаемый для жидкостей покрывающий элемент образует наружный покрывающий элемент поглощающего изделия, по меньшей мере, в его центральной зоне. Наружный непроницаемый для жидкостей покрывающий элемент может содержать тонкую пластиковую пленку, например, полиэтиленовую или полипропиленовую пленку, нетканый материал, покрытый непроницаемым для жидкостей материалом, гидрофобный нетканый материал, который препятствует проникновению жидкостей, или ламинат, например, из пластиковой пленки и нетканого материала. Материал наружного непроницаемого для жидкостей покрывающего элемента может быть воздухопроницаемым с тем, чтобы обеспечить возможность выхода пара из поглощающей структуры при одновременном предотвращении прохода жидкостей через него. Примерами воздухопроницаемых материалов наружных непроницаемых для жидкостей покрывающих элементов являются пористые полимерные пленки, нетканые ламинаты из слоев, полученных фильерным способом производства и аэродинамическим способом из расплава, ламинаты из пористых полимерных пленок и нетканых материалов.
Поглощающая структура
«Поглощающая структура» представляет собой поглощающую структуру, расположенную между двумя покрывающими элементами поглощающего изделия. Поглощающая структура может представлять собой поглощающую структуру любого обычного вида. Примерами часто встречающихся поглощающих материалов являются вспушенная измельченная целлюлоза, слои тонкой бумаги, полимеры с высокой поглощающей способностью (так называемые суперабсорбенты), поглощающие вспененные материалы, поглощающие нетканые материалы или тому подобное. Общеизвестно соединение вспушенной измельченной целлюлозы с полимерами со сверхвысокой поглощающей способностью в поглощающей структуре.
Обычно поглощающие изделия имеют поглощающие структуры, содержащие слои с различными свойствами с точки зрения способности принимать жидкости, способности распределять жидкости и удерживающей способности. Тонкие поглощающие тела, которые широко используются, например, в подгузниках для детей и в защитных приспособлениях, используемых при недержании, часто содержат спрессованную смешанную или слоистую структуру из вспушенной измельченной целлюлозы и полимеров со сверхвысокой поглощающей способностью. Размер и поглощающая способность поглощающей структуры могут варьироваться так, чтобы они соответствовали разным применениям, таким как применение для младенцев или для взрослых людей, страдающих недержанием.
Принимающий слой
Так называемый принимающий слой может быть расположен между внутренним проницаемым для жидкостей покрывающим элементом и поглощающей структурой. Принимающий слой выполнен с возможностью быстрого приема и временного удерживания выделенной жидкости до того, как она будет поглощена расположенной под ним поглощающей структурой. Подобные принимающие распределительные слои хорошо известны в данной области техники и могут состоять из пористой волокнистой ваты или вспененных материалов.
Скрепляющие средства
Скрепляющие средства используются для скрепления различных компонентов поглощающего изделия вместе с возможностью разъединения во время использования, например, для скрепления передней и задней частей подгузника вместе для образования формы, подобной форме трусов. Скрепляющие средства обычно выполнены в виде механических скрепляющих элементов, таких как скрепляющие элементы в виде крючков и петель (Velcro®), или клейких лент.
Эластичные элементы
Удлиненные эластичные элементы используются на некоторых изделиях для улучшения прилегания изделия в определенных зонах, таких как отверстия для ног и/или поясная зона. Эластичные элементы, такие как эластичные нити, прикреплены к слою материала или между слоями материала. Альтернативно, эластичные элементы могут быть выполнены из материала, который способен к переводу его с помощью некоторых средств, например, тепла, в эластифицированное состояние, при этом они могут быть прикреплены к изделию в нерастянутом «неактивированном» состоянии и впоследствии переводятся в стянутое эластичное состояние.
Термохромные пигменты
Термохромные пигменты представляют собой органические соединения, которые изменяют цвет обратимым или необратимым образом при переходе через определенную пороговую температуру. Термохромный пигмент в основном содержит три основных компонента: (i) красящее органическое соединение, представляющее собой донор электронов, (ii) соединение, представляющее собой акцептор электронов, и (iii) сольвентную реакционную среду, определяющую температуру, при которой происходит реакция окрашивания.
Термохромный порошкообразный материал, который может быть использован в соответствии с изобретением, может быть получен из частиц нетермопластичной смолы, охватывающей три компонента, представляющие собой хромогенное вещество-донор электронов, вещество-акцептор электронов и растворитель, посредством покрытия частиц гидрофильным соединением с высоким молекулярным весом. Термохромный порошкообразный материал, будучи включенным в поливинилхлоридный пластизоль, остается свободным от влияния пластификатора, стабилизатора, смазочного вещества или тому подобного, содержащегося в пластизоле, и сохраняет очень высокую устойчивость даже при нагреве.
Процесс изготовления формованного продукта из термохромного поливинилхлорида отличается включением термохромного порошкообразного материала в поливинилхлоридный пластизоль, содержащий винилхлоридную смолу (поливинилхлорид), пластификатор, стабилизатор, смазочное вещество и наполнитель. После этого получающуюся в результате смесь подвергают формованию. Термохромный порошкообразный материал получают из частиц нетермопластичной смолы, в которую были инкапсулированы три компонента, представляющие собой хромогенное вещество-донор электронов, вещество-акцептор электронов и растворитель, посредством покрытия частиц гидрофильным соединением с высоким молекулярным весом.
Тем самым может быть изготовлен формованный термохромный поливинилхлоридный материал, который с большой вероятностью подвергается обратимому изменению цвета при изменении температуры. Материал, подобный этому, становится поверхностно окрашенным, когда температура повышается свыше приблизительно 40°С. Изменение цвета обратимо. Это дополнительно описано в патенте США 4826550.
Подобные термохромные пигменты и механизм, вызывающий инициируемое под действием температуры изменение цвета, хорошо известны в данной области техники и описаны, например, в патенте США 4826550 и патенте США 5197958.
Термохромные или термочувствительные изменяющие цвет волокна известны из текстильной промышленности как используемые в одежде, спортивном снаряжении и т.д. Волокна или производят посредством вмешивания термохромного пигмента в базисную смолу, из которой должны были изготовлены волокна, например, в полиолефин, такой как полиэтилен или полипропилен, сложный полиэфир, поливиниловый спирт и т.д., или посредством использования термохромной красящей жидкости для волокон. Производство термочувствительных изменяющих цвет волокон раскрыто, например, в документах JP 2002138322 и JP 2001123088. Волокна изменяют цвет при выбранной температуре. Изменение цвета является или обратимым, или необратимым.
Примером волокна, которое может быть использовано в соответствии с изобретением, является термохромное волокно, которое частично характеризуется тем, что модуль упругости при изгибе базисной смолы находится в диапазоне от 300 до 1500 МПа для термочувствительного изменяющего цвет волокна. Волокно образовано посредством перемешивания в расплаве термически изменяющего цвет пигмента в диспергированном состоянии в базисной смоле из полиолефиновой смолы и/или полиолефиновой смолы, смешанной с термопластичной смолой. Данное волокно ранее использовалось в текстильной промышленности. Было обнаружено, что волокна с данной характеристикой также могут быть пригодными для использования в поглощающих изделиях, особенно в подгузниках. Волокно дополнительно описано в документе JP 2002-138322.
В другом варианте осуществления изобретения термохромное волокно представляет собой термочувствительное изменяющее цвет, акриловое синтетическое волокно. Подобные волокна могут быть образованы из множества длинных волокон или коротких волокон из термочувствительного изменяющего цвет синтетического акрилового волокна, имеющего наружный диаметр элементарного волокна, составляющий 1-100 микрон. Волокна могут быть образованы посредством диспергирования 0,5-40 весовых процентов термочувствительного пигмента, содержащего три основных ингредиента, представляющих собой (А) окрашивающее органическое соединение, представляющее собой донор электронов, (В) соединение, представляющее собой акцептор электронов, и (С) химически активный растворитель, определяющий температуру, при которой происходит реакция окрашивания между ингредиентами А и В. Это описано более подробно в документе JP 2001-055623.
Другое термохромное волокно в соответствии с изобретением представляет собой двухкомпонентное волокно, которое обладает способностью очень хорошо обратимо изменять цвет, яркостью и долговечностью. Оно может быть получено посредством использования (1) термически изменяющего цвет сложного полиэфира, состоящего из содержащего изменяющий цвет под действием тепла материал, термопластичного сложного полиэфира и (2) волокнообразующего сложного полиэфира, в котором ≥50 мольных процентов кислотного компонента представляют собой терефталевую кислоту; 0-50 мольных процентов его представляют собой изофталевую кислоту и ≥70 мольных процентов диолового компонента состоят из бутандиола и/или гександиола, которые подвергают процессу формования двухкомпонентных волокон в расплаве. Получающуюся в результате нить затем вытягивают для получения заданного волокна, которое представляет собой двухкомпонентное волокно, содержащее часть, состоящую из компонента (1), соединенную с частью, состоящей из компонента (2), и имеющего прочность волокна, составляющую ≥1,5 г/денье, относительное удлинение волокна, составляющее ≤80%, и коэффициент усадки, составляющий ≤25% в кипящей воде. Это дополнительно описано в документе JP 4241115.
Другое волокно, которое имеет очень высокую долговечность при трении и отличные механические характеристики, которые могут быть подходящими для изобретения, может быть получено посредством использования низкоплавкой термопластичной смолы, содержащей термочувствительное изменяющее цвет гранулированное вещество в качестве компонента, представляющего собой ядро, и высокоплавкую термопластичную смолу в качестве компонента, представляющего собой оболочку, при их определенном соотношении.
Волокно получают посредством смешивания кислотного проявляющего вещества (например, 3,3'-диметоксифлурана) с кислотным веществом (например, фенолом) и растворителем (например, октиловым спиртом), гранулирования получающейся в результате смеси и выполнения формования двухкомпонентного волокна из термопластичной смолы (например, полипропилена), имеющей температуру плавления, составляющую ≤230°С, и содержащей 1-40 весовых процентов получающегося в результате термочувствительного изменяющего цвет гранулированного вещества. Получают гранулы, имеющие диаметр зерен, составляющий 1-50 мкм, и термостойкость, составляющую ≥200°С, в качестве компонента, представляющего собой ядро, и термопластичную смолу (например, нейлон), имеющую температуру плавления, составляющую ≤280°С, в качестве композиции, представляющей собой оболочку, при весовом соотношении компонента, представляющего собой ядро, и компонента, представляющего собой оболочку, которое составляет (1/9)-(9/1), при этом волокна имеют гладкую поверхность и отличные механические характеристики при высоком уровне выполнения функции изменения цвета вследствие термочувствительности. Данный способ дополнительно описан в документе JP 3161511.
Термочувствительный пигмент, используемый в термохромных волокнах, предпочтительно имеет средний размер частиц, составляющий 0,5-50 мкм, предпочтительно 0,5-30,0 мкм, даже более предпочтительно 0,5-15,0 мкм, при измерении его в соответствии со способом по стандарту ASTDM.
Термочувствительный пигмент предпочтительно может представлять собой пигмент типа микрокапсул, который известен в области термочувствительных пигментов.
Описание предпочтительных вариантов осуществления
Подгузник-трусы 1, раскрытый на чертежах, как правило, содержит переднюю зону 2, заднюю зону 3 и промежностную зону 4 между передней зоной и задней зоной. В его наиболее распространенном виде подгузник-трусы содержит проницаемый для жидкостей внутренний покрывающий элемент 5, непроницаемый для жидкостей наружный покрывающий элемент 6 и поглощающую сердцевину 7, расположенную между внутренним и наружным покрывающими элементами. Подгузник-трусы предназначен для охватывания нижней части туловища носителя подобно паре поглощающих трусов. Передняя и задняя зоны 2 и 3 могут иметь состав материала, отличающийся от промежностной зоны, например, только промежностная зона может содержать непроницаемый для жидкостей материал.
Передняя и задняя зоны 2 и 3 соединены друг с другом вдоль двух противоположных боковых краев, обозначенных соответственно 2а, и 3а, и 2b, и 3b, для образования отверстия 8 для талии и двух отверстий 9 для ног. Передняя и задняя зоны 2 и 3 соединены вдоль указанных боковых краев, обозначенных соответственно 2а, и 3а, и 2b, и 3b, например, посредством клея, ультразвуковой сварки, термосварки или тому подобного с образованием боковых швов 10. Передняя и задняя зоны 2 и 3 могут быть соединены вдоль их боковых краев так, что при этом внутренний покрывающий элемент 5 будет обращен внутри в боковых швах, как показано на чертежах. Альтернативно, они соединены с обеспечением их перекрытия, при этом внутренний покрывающий элемент 5 или задней, или передней зоны обращен к наружному покрывающему элементу 6 противоположной зоны.
Поясная зона и, по меньшей мере, часть отверстий для ног эластифицированы. Эластификацию обычно осуществляют посредством множества эластичных элементов, таких как эластичные нити 11 и 12, прикрепленные с возможностью стягивания к слою материала или между слоями материалов. Эластификация поясной зоны в соответствии с вариантом осуществления, показанным на чертеже, осуществлена посредством эластичного пояса 13, содержащего по существу неэластичный нетканый материал 14, который эластифицирован посредством удлиненных эластичных элементов 11, таких как эластичные нити, закрепленных с возможностью стягивания внутри пояса 13.
Изделие имеет продольное направление y и поперечное направление x.
Внутренний покрывающий элемент 5 и наружный покрывающий элемент 6 простираются наружу за периферийные края поглощающей структуры 7, и их внутренние поверхности присоединены друг к другу, например, посредством склеивания или посредством термосварки или ультразвуковой сварки. Кроме того, материалы внутреннего и наружного покрывающих элементов могут быть присоединены, например, посредством клея к поглощающей структуре.
Поглощающие изделия в виде подгузника-трусов, показанного на чертежах, представляют собой только один пример поглощающего изделия для личной гигиены, и изобретение может быть применено для любого типа поглощающего изделия, подпадающего под определение, приведенное выше, включая так называемые открытые подгузники, в которых передняя и задняя части скрепляются вместе посредством скрепляющих элементов, таких как липкая лента или скрепляющие элементы типа крючков и петель, подгузники с поясом, в которых поясные элементы используются для закрепления изделия вокруг талии носителя, прокладки, используемые при недержании, гигиенические прокладки и предназначенные для повседневного использования прокладки для трусов, предназначенные для ношения в трусах носителя, и т.д.
Поглощающее изделие в соответствии с настоящим изобретением содержит термохромные волокна. Как упомянуто выше, термохромные волокна представляют собой волокна, имеющие включенный в них термохромный пигмент. Термохромный пигмент в основном содержит три основных компонента, а именно (i) красящее органическое соединение, представляющее собой донор электронов, (ii) соединение, представляющее собой акцептор электронов, и (iii) сольвентную реакционную среду, определяющую температуру, при которой происходит реакция окрашивания.
Подобные термохромные пигменты и механизм, вызывающий инициируемое под действием температуры изменение цвета, хорошо известны в данной области техники и описаны, например, в патенте США 4826550 и патенте США 5197958. В документе, упомянутом первым, раскрыты формованные изделия из поливинилхлорида, имеющие включенный в них термохромный порошкообразный материал. В документе, упомянутом последним, раскрыт подгузник с индикацией влажности, имеющий термохромный краситель, нанесенный путем печати на задний лист подгузника.
Описание волокон, имеющих включенные в них подобные термохромные пигменты, можно найти в любой из нижеуказанных опубликованных заявок на патент Японии: JP 2002-138322, в которой раскрыты термически изменяющие цвет волокна для различных применений в текстиле, таком как материал, имитирующий шерсть; JP 2001-123088, в которой раскрыта обратимо термохромная красящая жидкость для волокон и материалов, изготовленных из них; JP 2001-055623, в которой раскрыты термочувствительные изменяющие цвет синтетические акриловые волокна; и JP 8027653, в которой раскрыт термически изменяющий цвет, нетканый материал, содержащий определенное количество обратимо изменяющих цвет извитых волокон.
Термохромный пигмент может быть введен в базисную смолу волокон в виде микрокапсул или в виде красящей жидкости для волокон.
Все волокно может быть окрашено термохромным пигментом или волокно может представлять собой волокно двухкомпонентного типа, при этом или ядро, или наружная оболочка волокна предусмотрено(-а) с термохромным пигментом. Изменение цвета может быть или обратимым, или необратимым.
В соответствии с изобретением термохромные волокна используются в технологическом процессе в качестве индикатора и/или синхронизирующей метки на одной или нескольких технологических операциях. Одна цель может состоять в управлении одной или несколькими технологическими операциями и/или регулировании одного или нескольких параметров процесса. Другая цель может состоять в генерировании сигнала ошибки или аварийного сигнала, когда обнаруженное значение отклоняется от заданного значения, что указывает на то, что в технологическом процессе есть что-то, что нуждается в корректировке. Ниже будет описан пример частей технологического процесса для изготовления подгузника-трусов в соответствии с вариантом осуществления, показанным на фиг.1 и 2. Он покажет, каким образом термохромные волокна могут быть использованы для управления определенными технологическими операциями.
Термохромные волокна в зависимости от намеченной цели могут быть включены в любой соответствующий компонент поглощающего изделия, такой как наружный покрывающий слой, поглощающая структура, слой поглощающей структуры, внутренний проницаемый для жидкостей, покрывающий элемент, скрепляющие язычки, эластичные элементы и т.д. Альтернативно, термохромные волокна могут быть нанесены, например посредством распыления, на компонент поглощающего изделия во время выполнения технологического процесса.
Свойства термохромных волокон, характеризующие изменение цвета, могут быть такими, что волокна при превышении определенной температуры (температуры инициирования) изменяются с «бесцветных» или «слабоокрашенных» волокон на волокна с цветом, который контрастирует с окружающим материалом. В данном случае изменение цвета может быть вызвано технологической операцией, например, каландрированием при нагреве, термоскреплением, сваркой, нанесением горячего клея и т.д. Предпочтительно изменение цвета является обратимым, так что после некоторого периода времени волокна возвращаются к их менее контрастирующему цвету и будут невидимыми или, по меньшей мере, не столь явно заметными на готовом изделии.
Альтернативно, свойства изменения цвета термохромных волокон таковы, что они, будучи введенными в компонент поглощающего изделия, имеют контрастирующий цвет. При подвергании их воздействию температуры выше температуры «инициирования» они будут изменять цвет до менее контрастирующего цвета или даже станут бесцветными. Данная температура «инициирования» также может быть обусловлена технологической операцией, как указано выше. Тем не менее, в данном случае обнаружение термохромных волокон должно происходить перед операцией определения (обнаружения). Температура «инициирования» может быть такой же, как указанная выше. В данном случае изменение цвета должно быть необратимым.
Подгузник-трусы может быть изготовлен посредством технологического процесса, части которого проиллюстрированы на фиг.3 и 4. Различные компоненты поглощающего изделия соединены на (непоказанном) ленточном конвейере, перемещающемся в направлении перемещения, обозначенном стрелкой А. Два непрерывных куска по существу не эластичного рулонного материала 14, предназначенного для образования пояса 13, подаются параллельно и будучи расположенными на выбранном расстоянии друг от друга вдоль ленточного конвейера. Рулонные материалы 14 пояса имеют два продольных боковых края 14а и b и вдоль своих продольных краев 14а, обращенных друг другу, соединяются вместе с непрерывным куском материала 15 стана, предназначенного для образования передней, задней и промежностной зон 2, 3 и 4 изделия. Материал 15 стана содержит внутренний и наружный покрывающие элементы 5 и 6, имеющие поглощающие структуры 7, заключенные между ними в разнесенных местах.
Материал 15 стана имеет два продольных боковых края 15а и b и подается вместе с рулонным материалом 14 пояса, и их соединяют посредством склеивания, ультразвуковой сварки 16 или тому подобного с обеспечением перекрытия, так что их соответствующие продольные боковые края перекрываются, по меньшей мере, приблизительно на 5 мм.
Множество удлиненных эластичных элементов 12 затем подают и соединяют с каждым из рулонных материалов 14 пояса любым подходящим способом, известным в данной области техники, например, посредством склеивания 17. Удлиненные эластичные элементы 12 подаются под выбранным натяжением, или, альтернативно, они могут подаваться по существу не натянутыми и впоследствии могут быть «активированы» до натянутого состояния, например, посредством нагрева. В последнем случае удлиненные эластичные элементы 12 представляют собой определенный тип эластомерного материала, называемого материалом, эластифицируемым под действием тепла.
После подачи удлиненных эластичных элементов 14 к рулонным материалам 14 пояса указанные рулонные материалы проходят каждый через фальцворонку 18, которая непрерывно сгибает соответствующий рулонный материал 14 пояса поперек к направлению А подачи вдоль линии 19 сгиба и поверх удлиненных эластичных элементов 12. Свободный продольный край 14b каждого рулонного материала 14 пояса впоследствии прикрепляют к соответствующему материалу 15 стана к его продольному краю 15а с обеспечением перекрытия на его противоположной стороне, как и другой продольный края 14а рулонного материала пояса, который уже был прикреплен к рулонному материалу 15 стана. Альтернативно, оба боковых края 14а и b рулонного материала 14 пояса присоединяют к одной и той же стороне рулонного материала 15 стана. Соединение перекрывающихся краев рулонных материалов 14 и 15 выполняется посредством ультразвуковой сварки или тому подобного с помощью устройства, обозначенного числом 20.
«Эффект» соединения, например, полученный ультразвуковой сваркой шов, обеспечиваемый вторым соединяющим устройством 20, может быть значительно более сильным (прочным), чем эффект соединения, обеспечиваемый первым соединяющим устройством 16, которое может образовать только, например, непрочный прихваточный сварной шов, достаточный для удерживания перекрывающихся краев двух рулонных материалов 14 и 15 вместе до следующей станции 19 соединения. Сложенный рулонный материал 14 пояса вместе с удлиненными эластичными элементами 11, заключенными в нем, будет образовывать эластичный пояс 13 поглощающего изделия.
В качестве альтернативы сгибанию рулонного материала 14 пояса дополнительный рулонный материал пояса может быть подан и присоединен с обеспечением перекрытия к продольному краю 14а рулонного материала 15 стана. Свободные боковые края двух неэластичных рулонных материалов соединяют друг с другом или на предшествующей, или на последующей операции. В данном случае каждый из рулонных материалов 14 пояса имеет ширину, соответствующую ширине пояса 13.
Следует понимать, что разные технологические операции соединения различных полотен материала (рулонных материалов) могут выполняться в любом порядке. Аналогичным образом, изобретение применимо для производства, при котором изделия ориентированы в поперечном направлении, как показано на фиг.3, а также для производства, при котором изделия ориентированы в направлении длины на производственной линии.
Дополнительные компоненты, подобные удлиненным эластичным элементам, образующим резинки 12 для ног, прикрепляют к подвергаемому обработке полотну соответствующим способом, известным в данной области техники. Отверстия 21 для ног вырезают в подвергаемом обработке холсте, и подгузник-трусы образуют путем сгибания посредством фальцворонки 22 подвергаемого обработке полотна вдвое в направлении изготовления, соединения согнутого подвергаемого обработке полотна, например, посредством ультразвуковой сварки с помощью устройства, обозначенного ссылочной позицией 23, периодически поперек к направлению подачи от отверстия для талии до отверстий для ног для образования боковых швов 10 и последующего разрезания посредством режущего устройства 24 вдоль боковых швов для образования отдельных изделий 1 в виде трусов. Это проиллюстрировано на фиг.4.
Наличие термохромных волокон, включенных во внутренний и/или наружный покрывающие элементы 5 и 6 или между внутренним и наружным покрывающими элементами 5 и 6, и/или в материал 13 пояса, приведет к изменению цвета указанных волокон, инициируемому ультразвуковой сваркой. Это приведет к образованию рисунка 25 и 26, полученного сваркой, который контрастирует с окружающими частями полотна материала и, таким образом, может быть легко обнаружен. В варианте осуществления, проиллюстрированном на фиг.3 и 4, рисунки 25 и 26, полученные сваркой, образованы в поясной зоне и на боковых швах 10. Данные рисунки, полученные сваркой, обнаруживаются средствами 27 и 27 записи изображений, например, в виде так называемой системы видеоконтроля, которая представляет собой систему для автоматического контроля, например, поставляемую компанией Novotek Sverige AB. Формируется изображение рисунка, полученного сваркой в зоне сварных швов, которое приводит к формированию видеосигнала, который подается в устройство 29 и 30 цифрового кодирования и анализа изображений, соответственно сравнивающее записанное изображение с ранее заданным диапазоном значений. Если записанное изображение отклоняется от заданного диапазона значений (установленного значения), подается сигнал в устройство коррекции и управления, обозначенное соответственно 31, 32 и/или 33, которое может иметь одну или несколько из следующих функций:
а) управление устройствами ультразвуковой сварки, например, в отношении потребляемой энергии, позиционирования устройства и т.д.;
b) управление позиционированием, регулирование скорости полотна и/или натяжения полотна рулонных материалов, вводимых в устройство ультразвуковой сварки;
с) управление режущим устройством 24 и синхронизация режущего устройства 24 в зависимости от местоположения полученного сваркой рисунка;
d) формирование аварийного сигнала 34, 35 для индикации того, что должны быть приняты меры при управлении процессом.
В случае, упомянутом последним, меры могут представлять собой проверку того, изношено ли оборудование, например консоль машины для ультразвуковой сварки, и необходима ли его замена, или проверку того, необходима ли регулировка одной или нескольких технологических операций или одного или нескольких параметров процесса, таких как температура, скорость перемещения полотна, натяжение полотна, местоположение оборудования или рулонных материалов.
Положение сварного шва также может быть проконтролировано относительно фиксированной точки на рулонном материале, например, на краевом контуре поглощающей структуры 7, которая также может быть обнаружена средством 28 записи изображений.
Пример, показанный и описанный в связи с фиг.3 и 4, только иллюстрирует один вариант осуществления изобретения. Следует понимать, что соответствующий настоящему изобретению принцип использования термохромных волокон при управлении процессом изготовления поглощающих изделий может быть модифицирован многими различными способами. Некоторые дополнительные примеры приведены ниже:
- синхронизирующие метки, например, для прикрепления компонента, например скрепляющего язычка, в определенном месте на другом компоненте;
- обнаружение рисунка (узорного элемента), образованного клеем и созданного посредством нанесения горячего клея на рулонный материал;
- обнаружение рисунка, образованного посредством термоскрепления и созданного посредством нагретого валика, вызывающего расплавление, по меньшей мере, части компонентов рулонного материала;
- обнаружение разреза в рулонном материале;
- обнаружение деэластифицированных частей эластичного компонента, такого как эластичный нетканый материал, ламинат из нетканого материала и пленки или нетканый ламинат, в котором деэластификация в выбранных зонах была выполнена посредством термообработки, ультразвуковой сварки или тому подобного.
В некоторых из вышеприведенных примеров технологическая операция, предшествующая устройству обнаружения, может вызвать повышение температуры, инициирующее изменение цвета термохромных волокон. В других из примеров могут быть использованы термохромные волокна, которые исходно имеют контрастирующий цвет.
В некоторых случаях конфигурация всей определенной зоны, такой как рисунок, полученный сваркой, содержащей термохромные волокна, имеющие контрастирующий цвет, обнаруживается устройством записи изображений, как описано выше. В других случаях обнаруживается только наличие зоны, содержащей контрастирующие термохромные волокна, или контрастной линии между зоной, содержащей контрастирующие термохромные волокна, и соседней зоной. В подобных случаях может быть использован более простой датчик вместо устройства записи изображений.
В том случае, когда используются волокна, которые должны изменять цвет перед обнаружением, время реакции термохромных волокон, то есть время, которое требуется для того, чтобы произошло изменение цвета, и прошло от момента подвергания волокон воздействию температуры инициирования, должно быть достаточно коротким для обеспечения возможности обнаружения посредством средства записи изображений или датчика, или, другими словами, расстояние между технологическим оборудованием, инициирующим изменение цвета, например, сварочным устройством, устройством для термоскрепления или склеивания, и средством записи изображений или датчиком должно быть достаточно большим для обеспечения возможности обнаружения. Желательно, чтобы время реакции составляло менее 3 секунд, предпочтительно менее 2 секунд и более предпочтительно - менее 1 секунды от момента подвергания волокон воздействию температуры инициирования. Высокая температура (значительно выше температуры инициирования), воздействующая на термохромные волокна, обеспечит более быстрое изменение цвета, чем низкая воздействующая температура (близкая к температуре инициирования).
Изменение цвета на контрастирующий цвет предпочтительно является обратимым, так что после определенного периода времени волокна возвращаются к их исходному бесцветному состоянию или, по меньшей мере, к менее контрастирующему цвету, так что они будут в большей или меньшей степени невидимыми в конечном изделии. Время возврата должно быть достаточно длительным для обеспечения возможности обнаружения, или, другими словами, расстояние между технологическим оборудованием, инициирующим изменение цвета, например, сварочным устройством, и средством записи изображений или датчиком должно быть достаточно коротким, чтобы изменение цвета сохранялось за устройством обнаружения.
Для применений, в которых желательно сохранить изменение цвета термохромных волокон в конечном изделии, например, для постоянной визуализации рисунка скрепления, могут быть использованы термохромные волокна с необратимым изменением цвета.
Как упомянуто выше, в альтернативном варианте могут быть использованы термохромные волокна, которые исходно имеют контрастирующий цвет. После их использования в качестве, например, синхронизирующих меток или средства для управления процессом изменение цвета инициируется посредством операции нагрева, так что они изменяются на бесцветные или, по меньшей мере, на волокна с менее контрастирующим цветом.
Термохромные волокна могут быть включены по существу равномерно во весь слой и смешаны с другими волокнами в слое. Альтернативно, они включены только в выбранные части слоя. Дополнительная альтернатива состоит в том, что отдельный волокнистый слой, например, слой нетканого материала, образованный в основном (по меньшей мере, на 50%) или даже полностью из термохромных волокон в качестве единственного волокнистого компонента, включен в изделие. Соответствующее количество термохромных волокон, например, во внутреннем покрывающем листе, принимающем слое, поглощающей структуре или слое в поглощающей структуре или в наружном покрывающем листе составляет, по меньшей мере, 1 весовой процент, предпочтительно, по меньшей мере, 5 весовых процентов, более предпочтительно, по меньшей мере, 10 весовых процентов и наиболее предпочтительно - от 20 до 70 весовых процентов от веса указанного волокнистого слоя в зонах, в которых указанные термохромные волокна распределены. Таким образом, если термохромные волокна распределены только в половине слоя, (концентрация) в весовых процентах должна определяться исходя из веса (массы) данной половинной части слоя.
Остальные волокна, с которыми смешаны термохромные волокна, могут варьироваться в зависимости от того, в какой компонент поглощающего изделия включены термохромные волокна, если он, например, представляет собой материал заднего листа, покрывающий лист, задний лист или поглощающую структуру. Таким образом, остальные волокна могут представлять собой целлюлозные волокна, полиэтиленовые, полипропиленовые, полиэфирные, полилактидные, вискозные волокна и тому подобные. В одном варианте осуществления остальные волокна, с которыми смешаны термохромные волокна, изготовлены из того же полимерного материала, что и термохромные волокна. Таким образом, если термохромные волокна представляют собой полипропиленовые волокна, имеющий термохромный пигмент, включенный в них, данные термохромные волокна могут быть смешаны с другими полипропиленовыми волокнами, в которых отсутствует термохромный пигмент.
В том случае, когда используется волокнистый слой, состоящий из термохромных волокон в качестве единственного волокнистого компонента, подобный слой должен иметь плотность, составляющую, по меньшей мере, 7, предпочтительно, по меньшей мере, 10 и более предпочтительно, по меньшей мере, 15 г/м2.
Как упомянуто выше, в альтернативном варианте термохромные волокна могут быть нанесены, например посредством распыления, на компонент поглощающего изделия во время технологического процесса.
Два или более типов термохромных волокон могут быть использованы в одном и том же изделии. Данные разные термохромные волокна могут иметь разные цвета и/или разные температуры инициирования.
Время, которое требуется для того, чтобы произошло изменение цвета, может иметь важное значение, по меньшей мере, для некоторых случаев применения. Например, может оказаться желательным, чтобы изменение температуры произошло менее чем через 3 секунды, предпочтительно менее чем через 2 секунды и более предпочтительно - менее чем через 1 секунду после момента подвергания волокон воздействию температуры инициирования. Высокая температура (значительно выше температуры инициирования), воздействующая на термохромные волокна, обеспечит более быстрое изменение цвета, чем низкая воздействующая температура (близкая к температуре инициирования).
Термохромные волокна предпочтительно являются бесцветными или имеют тот же цвет, что и окружающий материал, то есть не контрастируют с окружающим материалом, при температуре, которая ниже определенной температуры, предпочтительно превышающей обычные температуры внутри помещения, при транспортировке и хранении, а также ниже, чем температуры, воздействию которых изделия подвергаются во время изготовления, за исключением операции инициирования. Когда определенное пороговое значение температуры будет перейдено, термохромные волокна изменяют цвет и становятся видимыми и контрастируют с окружающим материалом. Данная пороговая температура должна быть немного ниже температуры, воздействию которой подвергаются компоненты во время технологической операции инициирования. «Немного ниже» в данном контексте означает, по меньшей мере, на 10°С, предпочтительно на 10-30°С ниже, чем указанная температура, воздействию которой компоненты подвергаются во время операции инициирования.
Соответствующая пороговая температура может находиться в интервале от 45 до 150°С, предпочтительно от 50 до 130°С, более предпочтительно от 50 до 120°С и наиболее предпочтительно от 60 до 120°С. Как описано выше, выбор сольвентной реакционной среды термохромного пигмента определяет температуру, при которой происходит реакция окрашивания. Это описано, например, в патенте США 4826550 и патенте США 5197958.
Следует указать, что настоящее изобретение неограничено вариантами осуществления, описанными выше и показанными на чертежах, но возможно множество модификаций в пределах объема притязаний формулы изобретения.


Изобретение относится к медицине. Разработан способ изготовления поглощающего гигиенического изделия, содержащего множество компонентов, которые соединены вместе во время технологического процесса. Термохромные волокна включены в полотно компонента, компонент или его выбранную зону, при этом термохромные волокна выполнены с возможностью изменения цвета от контрастирующего цвета до менее контрастирующего цвета. Изменение цвета термохромных волокон инициируется во время одной операции технологического процесса, и наличие термохромных волокон, находящихся в их контрастирующем состоянии, обнаруживают посредством средства обнаружения. Инициируют некоторое действие при управлении процессом в ответ на обнаруженное наличие термохромных волокон в их контрастирующем состоянии. Изобретение позволяет повысить гибкость управления процессом при изготовлении изделия. 14 з.п. ф-лы, 4 ил.
1. Способ изготовления поглощающего гигиенического изделия, такого как подгузник, подгузник-трусы, гигиеническая прокладка, защитное приспособление, используемое при недержании, содержащего множество компонентов, которые соединяются вместе во время технологического процесса, включающий в себя следующие операции:
a) введение в указанном процессе термохромных волокон в полотно компонента, компонент или их зону, при этом указанные термохромные волокна выполнены с возможностью изменения цвета от контрастирующего цвета до менее контрастирующего цвета относительно окружающих частей изделия;
b) обеспечение изменения цвета термохромных волокон во время одной операции технологического процесса;
c) определение посредством средства (27, 28) обнаружения наличия термохромных волокон, находящихся в состоянии, при котором их контрастирующий цвет может быть обнаружен;
d) регулирование технологического процесса в ответ на наличие термохромных волокон в их состоянии с контрастирующим цветом.
2. Способ по п.1, отличающийся тем, что изменение цвета термохромных волокон обеспечивают перед операцией определения, при этом цвет термохромных волокон будет изменяться на контрастирующий, который может быть определен средством (27, 28) обнаружения.
3. Способ по п.2, отличающийся тем, что изменение цвета является обратимым и исчезнет после определения посредством средства (27, 28) обнаружения.
4. Способ по п.1, отличающийся тем, что термохромные волокна, включенные в указанное изделие, имеют контрастирующий цвет, который может быть определен средством (27, 28) обнаружения, и изменение цвета термохромных волокон обеспечивают после операции определения.
5. Способ по п.4, отличающийся тем, что изменение цвета является необратимым и таким, что термохромные волокна станут менее контрастирующими по отношению к окружающим зонам изделия.
6. Способ по п.1, отличающийся тем, что данные передаются от средства (27, 28) обнаружения к средствам (29, 30) управления для управления технологической операцией и/или параметром процесса, при этом управление указанной технологической операцией и/или параметром процесса осуществляют в ответ на данные, переданные от средства обнаружения.
7. Способ по п.1, отличающийся тем, что положение и/или конфигурация цветной обнаруженной зоны (25, 26), созданной посредством термохромных волокон, сравнивают посредством средств (29, 30) управления с заданным значением и/или определенным местоположением компонента указанного изделия, при этом средства управления обеспечивают регулирование одной(-го) или более технологических операций и/или технологических параметров, когда положение и/или конфигурация цветной обнаруженной зоны отклоняется от заданного значения и/или определенного местоположения.
8. Способ по п.7, отличающийся тем, что цветная обнаруженная зона представляет собой узорный элемент, полученный термоскреплением, узорный элемент (25, 26), полученный сваркой, клеевой узорный элемент, в котором процесс скрепления вызвал изменение цвета в скрепленных зонах.
9. Способ по п.7 или 8, отличающийся тем, что выбирают технологические операции и/или параметры процесса, включая температуру, местоположение компонента изделия и/или технологического оборудования, скорость процесса, натяжение рулонного материала.
10. Способ по п.1, отличающийся тем, что положение цветной обнаруженной зоны (25, 26), созданной посредством термохромных волокон, используют как синхронизирующую метку для соединения двух или более компонентов изделия вместе в выбранных зонах.
11. Способ по п.1, отличающийся тем, что положение и/или конфигурация цветной обнаруженной зоны (25, 26), созданной посредством термохромных волокон, сравнивают посредством средств (29, 30) управления с заданным значением и/или определенным местоположением компонента указанного изделия и аварийный сигнал (34, 35) генерируют, когда положение и/или конфигурация цветной обнаруженной зоны отклоняется от заданного значения и/или выявленного местоположения.
12. Способ по п.1, отличающийся тем, что термохромные волокна изменяют цвет при температуре, составляющей от 45 до 150°С.
13. Способ по п.1, отличающийся тем, что термохромные волокна изменяют цвет при температуре, составляющей от 50 до 130°С.
14. Способ по п.1, отличающийся тем, что термохромные волокна изменяют цвет при температуре, составляющей от 50 до 120°С.
15. Способ по п.1, отличающийся тем, что термохромные волокна изменяют цвет при температуре, составляющей от 60 до 120°С.
| ЕР 1199057, 24.04.2002 | |||
| WO 95030019, 02.02.1995 | |||
| WO 9821136, 22.05.1998 | |||
| RU 2003135217, 27.03.2005. |

