Предлагаемое изобретение относится к области антенной техники, в частности к волноводно-щелевым антенным решеткам (ВЩАР).
Известна конструкция ВЩАР, состоящая из пластин, из которых сформированы волноводные каналы, а между всеми смежными поверхностями соседних пластин помещен соединительный токопроводящий материал [“The art and science of manufacturing waveguide slot array antennas”, Microwave Journal, June, 1988, p.158, Fig.3]. Для обеспечения легкости и прочности конструкции материалом пластин обычно является листовой алюминиевый сплав.
Недостатком такой конструкции ВЩАР является наличие соединительного токопроводящего материала в рабочей зоне волноводных каналов, что искажает амплитудно-фазовое распределение (АФР) в апертуре ВЩАР. Кроме того, очень большое количество мест соединений пластин между собой и необходимость помещения между ними соединительного токопроводящего материала уменьшает надежность конструкции и повторяемость электрических характеристик от комплекта к комплекту.
Наиболее близкой по технической сущности является конструкция ВЩАР, содержащая волноводные корпуса, в которых выполнены волноводные каналы, и панели, между смежными поверхностями которых помещен соединительный токопроводящий материал [“The art and science of manufacturing waveguide slot array antennas”, Microwave Journal, June, 1988, p.158, Fig.2]. Для обеспечения легкости и прочности конструкции материалом волноводных корпусов обычно являются плиты алюминиевого сплава, а материалом панелей - листы такого же алюминиевого сплава.
Недостатком такой конструкции ВЩАР является наличие соединительного токопроводящего материала в рабочей зоне волноводных каналов, что искажает АФР в апертуре ВЩАР.
Известен способ сборки ВЩАР, при котором вводят между смежными поверхностями соседних волноводных корпусов и панелей соединительный токопроводящий материал и нагревают сборку; при этом предварительно на волноводные корпуса и панели из алюминиевого сплава наносят специальное металлическое покрытие, например никель-олово-висмут (Ni-Sn-Bi), а в качестве соединительного токопроводящего материала в этом случае используют легкоплавкий (мягкий) припой - обычно на основе олова и свинца (ПОС), который вносят между всеми соединяемыми поверхностями в виде пасты, фольги либо плакированием; затем сборка помещается в заполненную горячим маслом ванну с температурой среды около 240°С [“The art and science of manufacturing waveguide slot array antennas”, Microwave Journal, June, 1988, p.160-161]. Такой способ сборки называют пайкой мягкими припоями. Недостатком такого способа сборки является образование наплывов (галтелей) припоя на всех ребрах волноводных каналов, по которым производилась пайка; кроме того, при таком способе сборке возможно образование несанкционированных (случайных) наплывов припоя внутри волноводных каналов ВЩАР. Деформация формы волноводных каналов из-за галтелей и случайных наплывов припоя внутри волноводных каналов приводят к искажению АФР в апертуре ВЩАР и, как следствие, ухудшению параметров диаграммы направленности (ДН), а также возрастанию отражения от входа ВЩАР. Существенными недостатками пайки мягкими припоями являются также недостаточная надежность специального металлического покрытия и возможность его отслоения при механических и климатических воздействиях; такое отслоение может привести ВЩАР к полному выходу из строя.
Наиболее близким по технической сущности к предлагаемому способу является способ сборки ВЩАР, при котором вводят между смежными поверхностями соседних волноводных корпусов и панелей со щелями соединительный токопроводящий материал и нагревают сборку; при этом в качестве соединительного токопроводящего материала используют припой - сплав алюминия с кремнием, который вносят между всеми соединяемыми поверхностями в виде фольги, либо пасты, либо плакированием; затем сборку предварительно подогревают и опускают в ванну с разогретым флюсом; при этом температура флюса составляет примерно 600°С; затем вынимают сборку из ванны, производят охлаждение и очистку каналов сборки от солей флюса [“The art and science of manufacturing waveguide slot array antennas”, Microwave Journal, June, 1988, p.157-159]. Такой способ сборки ВЩАР является наиболее распространенным и называется пайкой в ванне с горячим флюсом или пайкой твердым припоем.
Недостатками такого способа сборки ВЩАР является деформация формы волноводных каналов из-за наличия галтелей в углах волноводных каналов по всем местам пайки и коробление всей конструкции ВЩАР из-за высокой температуры, при которой производится пайка. В результате из-за деформации формы волноводных каналов и коробления конструкции ВЩАР в целом возникают искажения требуемого АФР в апертуре ВЩАР, а также возрастание отражения от входа ВЩАР, и электрические параметры ВЩАР получаются ниже потенциальных. Кроме того, при малых размерах сечения волноводных каналов при этом способе сборки возникают значительные трудности либо невозможность очистки волноводных каналов от солей флюса. К недостаткам такого способа сборки можно также отнести необходимость строгого соблюдения температурного режима в ванне с флюсом и времени погружения сборки ВЩАР в эту ванну. Несоблюдение любого из этих условий может привести к провисанию широких стенок волноводных каналов, а также к образованию непропаев, т.е. отсутствию контакта между соседними деталями на отдельных участках сборки, и утечке электромагнитной энергии через эти непропаи, которая вызывает дополнительное ухудшение электрических параметров ВЩАР. Для исключения непропаев при этом способе сборки необходимо также обеспечить хороший прижим всех деталей сборки друг к другу - с зазорами не более 0.1 мм.
Целью предлагаемого изобретения является снижение искажений АФР в апертуре ВЩАР и отражение от входа ВЩАР за счет уменьшения деформаций формы волноводных каналов и конструкции ВЩАР в целом.
Указанная цель достигается за счет того, что в волноводно-щелевой антенной решетке, содержащей волноводные корпуса с волноводными каналами и соединительный токопроводящий материал, боковые и торцевые стенки волноводных каналов, расположенных на тыльной стороне каждого предыдущего волноводного корпуса, выполнены со штырями, расстояние d между которыми не превышает d≤0.17λmin, где λmin - минимальная длина волны рабочего диапазона частот, а на лицевой стороне каждого последующего волноводного корпуса выполнены соответствующие штырям глухие отверстия, при этом соединительный токопроводящий материал расположен между стенками отверстий и штырей, а в способе сборки волноводно-щелевой антенной решетки, при котором вводят между волноводными корпусами соединительный токопроводящий материал и нагревают сборку, соединительный токопроводящий материал дискретно вводят в отверстия каждого последующего волноводного корпуса, затем в эти отверстия вводят штыри предыдущего волноводного корпуса, а в качестве соединительного токопроводящего материала используют токопроводный клей.
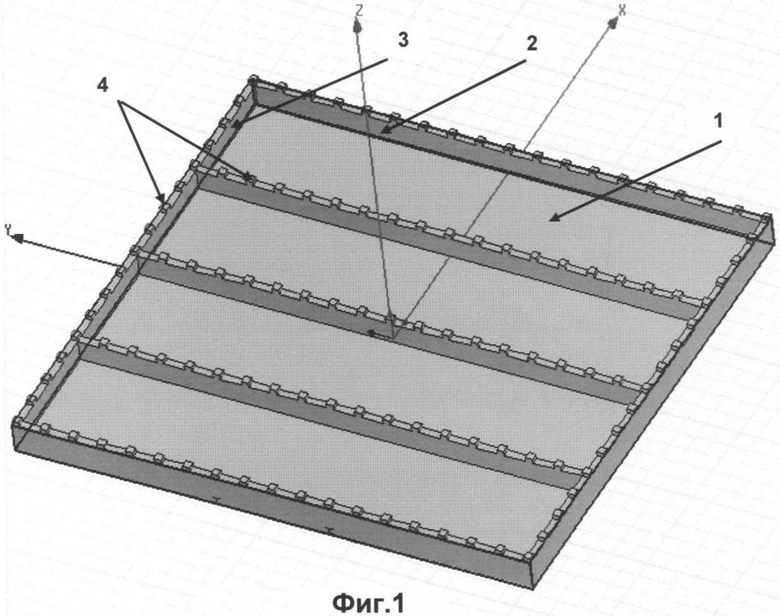
На Фиг.1 изображена тыльная сторона одного из волноводных корпусов ВЩАР, где 1 - волноводный канал, расположенный на тыльной стороне волноводного корпуса; 2 - боковая стенка волноводного канала; 3 - торцевая стенка волноводного канала; 4 - штыри на боковой и торцевой стенках волноводного канала.
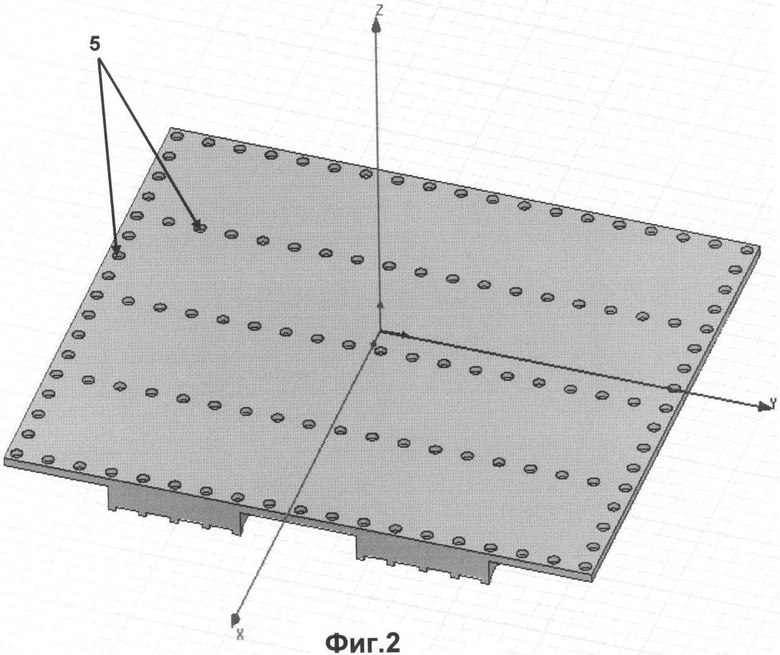
На Фиг.2 изображена лицевая сторона последующего волноводного корпуса, где 5 - отверстия, соответствующие штырям предыдущего волноводного корпуса, изображенного на Фиг.1.
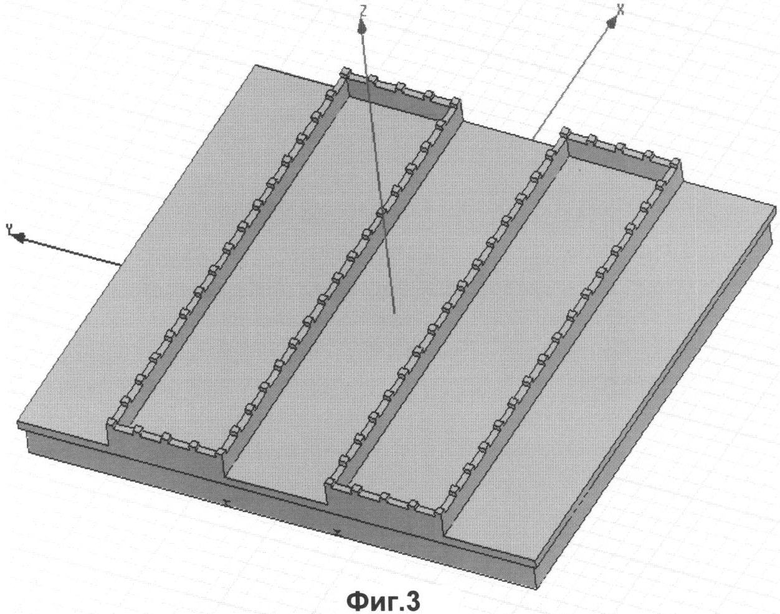
На Фиг.3 изображена сборка предыдущего волноводного корпуса (Фиг.1) и последующего волноводного корпуса (Фиг.2).
На Фиг.4 изображена часть сборки предыдущего волноводного корпуса (Фиг.1) и последующего волноводного корпуса (Фиг.2) в момент ввода штырей предыдущего волноводного корпуса в отверстия последующего волноводного корпуса.
В предложенном изобретении соединение соседних волноводных корпусов между собой через соединительный токопроводящий материал производится только в местах расположения пар штырь-отверстие. Таким образом, осуществляется дискретное соединение соседних деталей ВЩАР вне зоны внутренних областей волноводных каналов. В этом случае при условии выполнения отверстий глухими реализуется возможность дозированного внесения соединительного токопроводящего материала в отверстия, что с одной стороны исключает появление соединительного токопроводящего материала во внутренних областях волноводных каналов, а с другой стороны гарантирует наличие контакта в каждой паре штырь-отверстие, поскольку глубина погружения каждого штыря в соответствующее отверстие с соединительным токопроводящем материалом составляет не менее (0.25-0.3)мм. При расстоянии между штырями, не превышающем 0.17λmin, где λmin - минимальная длина волны рабочего диапазона частот, паразитное электромагнитное излучение между штырями не возникает.
В предложенном изобретении в качестве соединительного токопроводящего материала используется токопроводный клей. Достоинствами современных токопроводных клеев являются, во-первых, возможность склеивания металлических и, в частности, алюминиевых деталей без нанесения дополнительного металлического покрытия, во-вторых, возможность производить полимеризацию таких клеев при разных температурных режимах - в диапазоне температур от 80°С до 200°С, в печи с воздушным заполнением и, наконец, высокая температура разрушения таких клеев, превышающая 350°С. Таким образом, процесс склеивания сборки ВЩАР производится при достаточно низких температурах, что исключает риск провисания стенок волноводных каналов и коробление конструкции ВЩАР в целом, а процесс разрушения клееной конструкции может произойти при значительно более высокой температуре. При этом значительные искажения АФР, которые могли бы возникнуть при попадании токопроводного клея в рабочую зону волноводных каналов, практически исключены для предложенного способа сборки ВЩАР.
Таким образом, вновь введенные признаки обеспечивают уменьшение деформаций формы волноводных каналов и конструкции ВЩАР в целом, что позволяет снизить искажения АФР в апертуре ВЩАР и отражение от входа ВЩАР. При этом, в конечном итоге, достигается улучшение основных электрических характеристик ВЩАР, включая параметры ДН и коэффициент отражения, а также повторяемость электрических параметров от комплекта к комплекту.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛНОВОДНО-ЩЕЛЕВАЯ АНТЕННАЯ РЕШЕТКА | 2003 |
|
RU2246156C1 |
| Резонансная волноводно-щелевая антенная решетка с параллельной распределительной системой на развязанных делителях мощности | 2015 |
|
RU2610824C1 |
| МОБИЛЬНОЕ УСТРОЙСТВО С ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКОЙ ВЫТЕКАЮЩЕЙ ВОЛНЫ | 2016 |
|
RU2622483C1 |
| АНТЕННОЕ УСТРОЙСТВО И УСТРОЙСТВО УПРАВЛЕНИЯ РАСПРЕДЕЛЕНИЕМ МОЩНОСТИ ПО РАСКРЫВУ АНТЕННЫ | 1999 |
|
RU2184411C2 |
| ДВУХДИАПАЗОННАЯ АНТЕННА | 2010 |
|
RU2435263C1 |
| Способ построения антенной решетки со ступенчатой апертурой | 2018 |
|
RU2691663C1 |
| СПОСОБ ПОСТРОЕНИЯ БОРТОВЫХ КОНИЧЕСКИХ АНТЕННЫХ РЕШЕТОК | 2019 |
|
RU2723909C1 |
| ДВУХДИАПАЗОННАЯ ВОЛНОВОДНО-ЩЕЛЕВАЯ АНТЕННАЯ РЕШЕТКА | 2015 |
|
RU2591033C1 |
| БЕСПИЛОТНЫЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ | 2019 |
|
RU2718739C1 |
| МОДУЛЬ ПРОХОДНОЙ ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКИ | 2010 |
|
RU2461930C2 |
Изобретение относится к области антенной техники, в частности к волноводно-щелевым антенным решеткам. Техническим результатом является снижение искажений амплитудно-фазового распределения в апертуре волноводно-щелевой антенной решетки за счет уменьшения деформаций формы волноводных каналов и конструкции волноводно-щелевой решетки в целом. Технический результат достигается за счет того, что соединение волноводных корпусов с волноводными каналами через соединительный токопроводящий материал производится в дискретных точках, расположенных вне зоны внутренних областей волноводных каналов. В этих дискретных точках штыри одного волноводного корпуса входят в отверстия другого волноводного корпуса, в которые предварительно введен соединительный токопроводящий материал; при этом обеспечивается возможность дозированного ввода в отверстия соединительного токопроводящего материала, в качестве которого использован токопроводный клей. 2 н.п. ф-лы, 4 ил.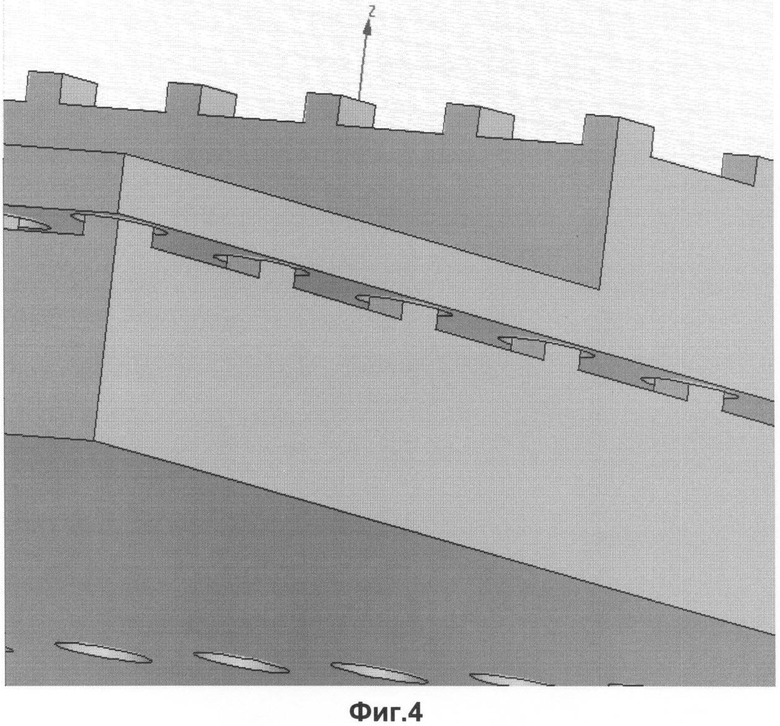
1. Волноводно-щелевая антенная решетка, содержащая волноводные корпуса с волноводными каналами и соединительный токопроводящий материал, отличающаяся тем, что в ней боковые и торцевые стенки волноводных каналов, расположенных на тыльной стороне каждого предыдущего волноводного корпуса, выполнены со штырями, расстояние d между которыми не превышает d≤0,17λmin, где λmin - минимальная длина волны рабочего диапазона частот, а на лицевой стороне каждого последующего волноводного корпуса выполнены соответствующие штырям глухие отверстия, при этом соединительный токопроводящий материал расположен между стенками отверстий и штырей.
2. Способ сборки волноводно-щелевой решетки, при котором вводят между волноводными корпусами соединительный токопроводящий материал и нагревают сборку, отличающийся тем, что соединительный токопроводящий материал дискретно вводят в отверстия каждого последующего волноводного корпуса, затем в эти отверстия вводят штыри предыдущего волноводного корпуса, а в качестве соединительного токопроводящего материала используют токопроводный клей.
| SIKORA LAWRENCE, JAMES WOMASCK The Art and Science of Manufacturing Waveguide Slot-Array Antennas in Microwave Journal, June, 1988, p.l58, fig.2, p.157-159 | |||
| Волноводная антенная решетка | 1991 |
|
SU1802383A1 |
| ВОЛНОВОДНО-ЩЕЛЕВАЯ АНТЕННАЯ РЕШЕТКА | 1994 |
|
RU2079190C1 |
| US 6995726 В1, 07.02.2006. | |||

