Изобретение относится к области строительства и предназначено для изготовления скважины прокатновинтовой сваи (в дальнейшем - ПВС) высокой несущей способности в грунтах осадочного происхождения под фундаменты и анкерные опоры зданий и сооружений.
Наиболее близкими аналогами изобретения являются способ изготовления буровинтовой сваи (патент РФ №2220256 от 27 дек. 2003 г.) и устройство для бурения скважины буровинтовой сваи (патент РФ №2261955 от 10 окт. 2005 г.). Они предназначены для изготовления скважины с помощью шнека, который бурит условноцилиндрическую скважину (УЦС), с дальнейшей нарезкой резьбы двумя резцами, а не прокаткой резьбы тремя роликами, как в предлагаемом изобретении. Недостатком их является весьма сложное, громоздкое и дорогое оборудование, которое не везде возможно изготовить и использовать, а также отсутствие уплотнения грунта в скважине, увеличенный выход грунта из нее и меньшая несущая способность буровинтовой сваи в сравнении с предлагаемым в изобретении.
Сущность изобретения заключается в новом способе изготовления скважины с помощью устройства для прокатки резьбы (в дальнейшем -УПР), которое оформляет резьбу для ПВС в предварительно пробуренной УЦС последовательной прокаткой и вдавливанием грунта в ней тремя стальными роликами разных диаметров и толщин, в форме усеченного конуса каждый, с расчетным шагом резьбы, который обеспечивает шаговое приспособление (далее - ШП) на шнеке, закрепленное на буровой машине, что и отличает изобретение от аналога.
Техническим результатом изобретения является более простое, доступное и менее дорогое изготовление скважины для ПВС с помощью имеющихся в большом количестве средств для бурения, а также уплотнение грунта в скважине роликами (до 40% ее объема) с одновременным оформлением резьбы, что существенно повышает несущую способность ПВС, снижает объемы земляных работ и снижает ее удельную стоимость, т.е. стоимость 1т несущей способности сваи, в сравнении с другими видами свай.
Перечень чертежей, приложенных далее имеет следующий вид:
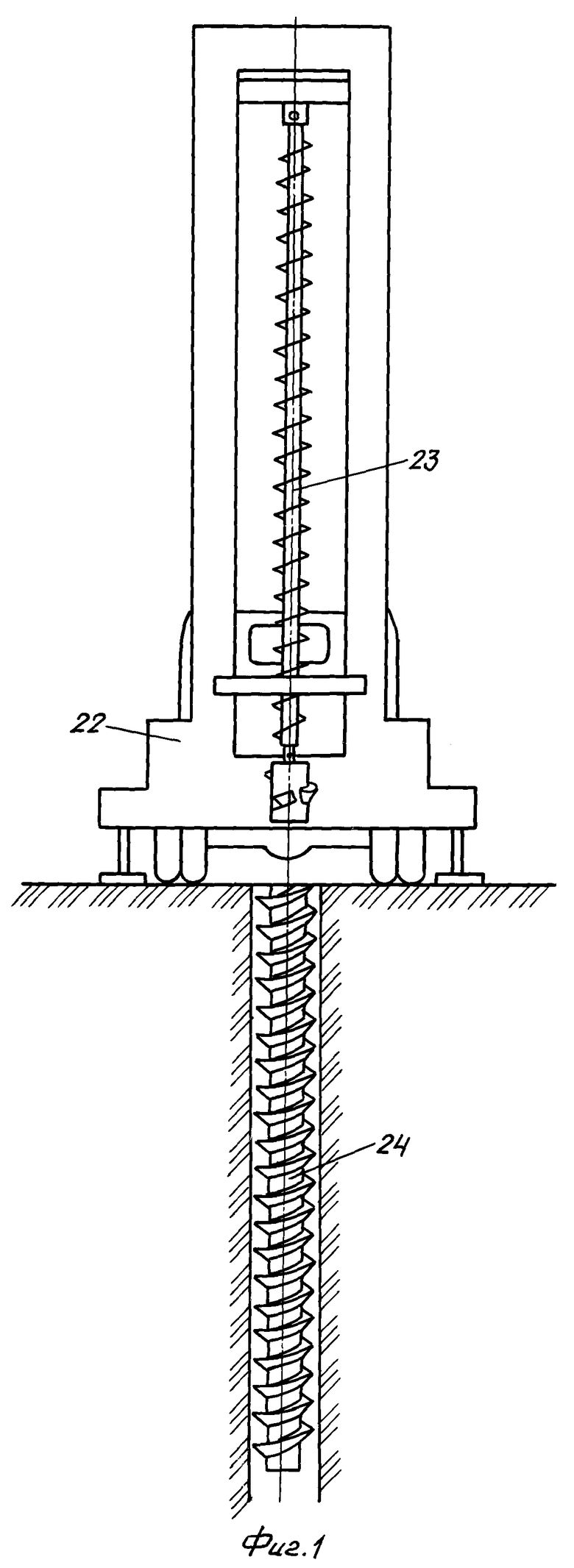
- на фиг.1 изображен вид УПР на буровой машине и форма готовой к бетонированию скважины, где 22 - буровая машина, 23 - УПР, 24 - готовая к бетонированию скважина.
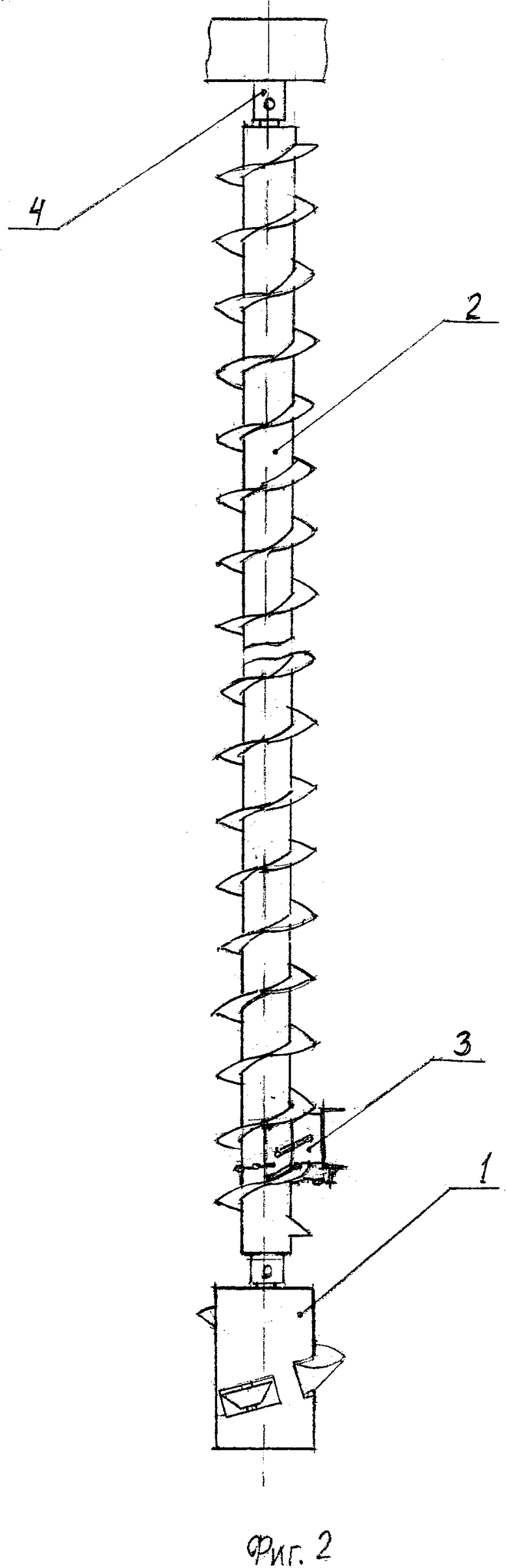
- на фиг.2 изображен общий вид УПР, где 1 - роликовый узел, 2 - шнек, 3 - шаговое приспособление (ШП), 4 - привод вращения механизма;
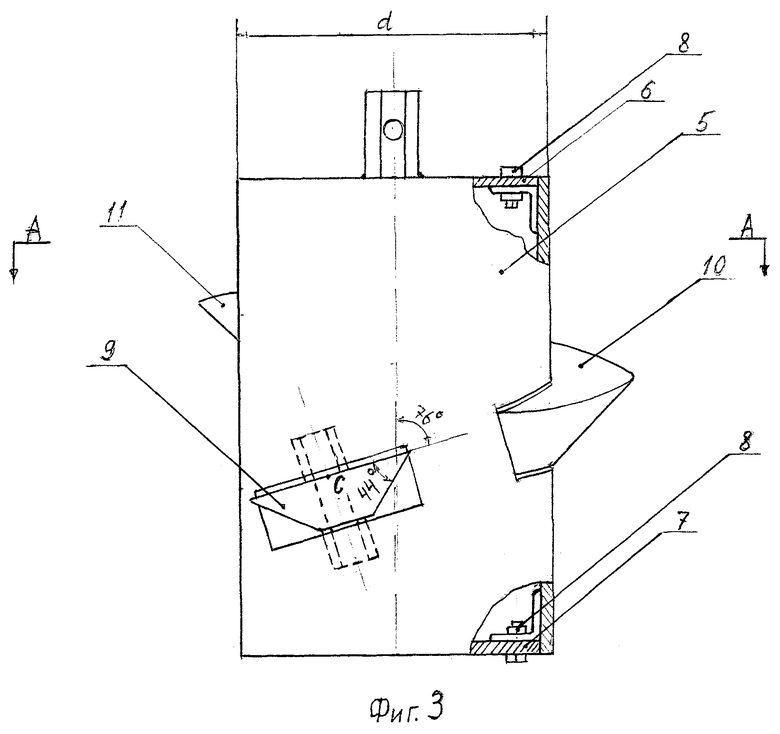
- на фиг.3 изображен роликовый узел, где 5 - стальная труба с диаметром d, 6 - крышка с хвостовиком, 7 - днище, 8 - болты, 9 - ведущий ролик, 10 - промежуточный ролик, 11 - оформляющий ролик;
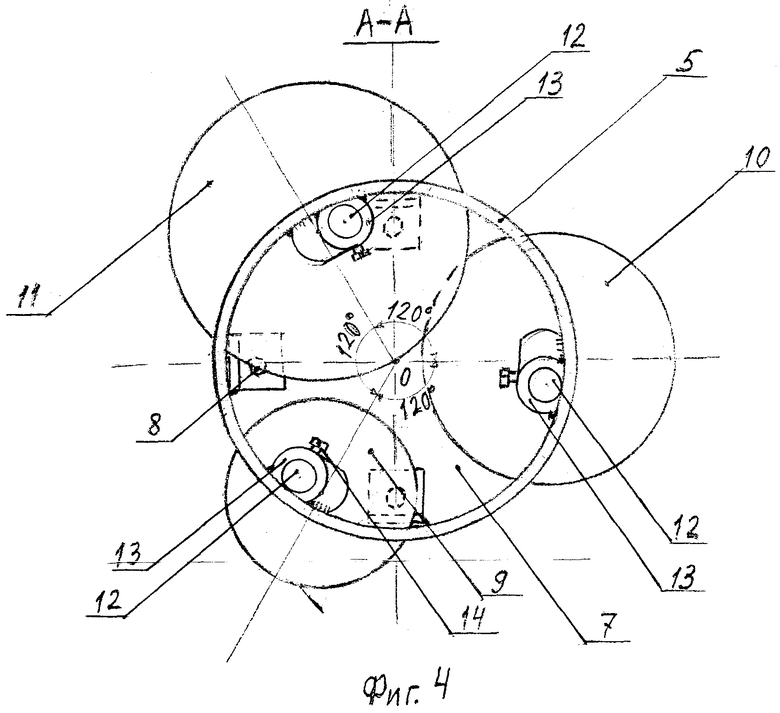
- на фиг.4 изображен разрез 1-1 роликового узла, где 12 - стальная ось, 13 - стальная втулка, 14 - болты;
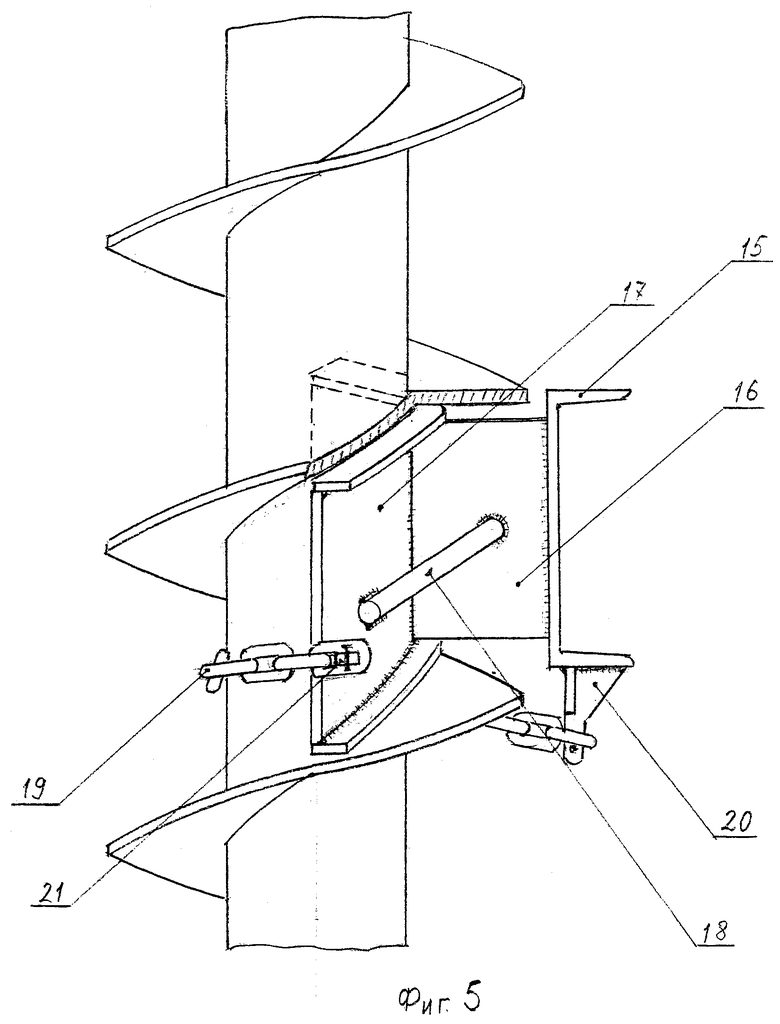
- на фиг.5 изображено ШП, где 15 - опорный швеллер, 16 - пластина из листовой стали, 17 - упорное седло, 18 - подпорка, 19 - цепная стяжка, 20, 21 - крепления для цепной стяжки.
Устройством для осуществления способа изготовления скважины для ПВС является УПР (фиг.2), которое состоит из роликового узла 1, шнека 2 и ШП 3. Роликовый узел (фиг.3, фиг.4) состоит из стальной трубы 5 с диаметром d с прорезями для роликов, к которой изнутри приварены втулки 13 для осей роликов 12, закрепленных болтами 14, а также - из ведущего ролика 9 диаметром 0,52 d, промежуточного ролика 10 диаметром 0,71 d, оформляющего ролика 11 диаметром 0,83 d, крышки с хвостовиком 6, днища 7, болтов крепления 8 для крышки и днища к трубе 5 с помощью приварных уголков. Шнек 2 (фиг.2, фиг.5) - сварная стальная конструкция, состоящая из трубы (ствол шнека), винтовой лопасти и мест присоединения к приводу вращения 4 (фиг.2) буровой машины и к роликовому узлу 1. ШП 3 (фиг.2, фиг.5) состоит из опорного швеллера 15, крепящегося к раме буровой машины, к которому приварена пластина из листовой стали 16 и упорное седло 17, опирающееся и скользящее по стволу шнека между двумя ребрами винтовой лопасти. К упорному седлу 17 с помощью креплений 20,21 зафиксирована цепная стяжка 19, держащая УПР во время вращения. Все три ролика - стальные, имеют форму усеченного конуса каждый, с изменяемым углом между диаметром большого круга и образующей (фиг.3), а прямая, совпадающая с линией диаметра большого круга каждого ролика, пересекающая ось вращения роликового узла, перпендикулярна образующей цилиндрической поверхности трубы в точке их пересечения. Плоскость посадки каждого ролика, т.е. плоскость пересечения оси вращения роликового узла 0 (фиг.4) с точкой пересечения оси вращения ролика и большого круга ролика С (фиг.3), находятся под углом 120 градусов к аналогичной плоскости посадки каждого из двух других роликов. Кроме этого следующие конструктивные параметры УПР, характеризующие изобретение лишь в частных случаях его выполнения и использования, изменены, и поэтому они включаются как зависимые пункты изобретения устройства для осуществления способа изготовления скважины для ПВС, а именно:
1) конструкция УПР такая же, за исключением того, что все три ролика имеют форму усеченного конуса с углом между диаметром большого круга и образующей 44 градуса и каждый из роликов имеет угол между плоскостью, в которой лежит большой круг ролика, и осью вращения роликового узла - 76 градусов:
2) конструкция УПР такая же, за исключением того, что все три ролика имеют форму усеченного конуса с углом между диаметром большого круга и образующей 43 градуса и каждый из роликов имеет угол между плоскостью, в которой лежит большой круг ролика, и осью вращения роликового узла - 77 градусов;
3) конструкция УПР такая же, за исключением того, что все три ролика имеют форму усеченного конуса с углом между диаметром большого круга и образующей 42 градуса и каждый из роликов имеет угол между плоскостью, в которой лежит большой круг ролика, и осью вращения роликового узла - 78 градусов;
4) конструкция УПР такая же, за исключением того, что все три ролика имеют форму усеченного конуса с углом между диаметром большого круга и образующей 41 градус;
5) конструкция УПР такая же, за исключением того, что все три ролика имеют форму усеченного конуса с углом между диаметром большого круга и образующей 40 градусов.
Работа устройства и способ изготовления скважины для ПВС заключаются в следующем. Сначала бурят УЦС с помощью шнека с режущей частью (долото, забурник), затем отсоединяют режущую часть и к шнеку присоединяют роликовый узел и ШП, потом включают вращение УПР, роликовый узел заводят в скважину и начинают оформление резьбы с помощью трех роликов разных диаметров и толщин, в форме усеченного конуса каждый, которые последовательно друг за другом прокатывают и вдавливают грунт в стенку скважины с углом наклона резьбы между плоскостью, в которой лежит большой круг каждого ролика, и осью вращения роликового узла 76 градусов, причем ведущий ролик осуществляет первичную прокатку резьбы, затем промежуточный ролик большего диаметра и толщины расширяет углубление, увеличивая размер резьбы и оформляющий ролик еще большего размера завершает уплотнение грунта в стенку скважины и прокатку резьбы, и ее шаг, который обеспечивает ШП на шнеке, за один полный оборот в 360 град. оформляющего ролика составляет 0,67 d, где d - диаметр трубы. ШП (фиг.5) обеспечивает строго определенный расчетный шаг резьбы, без которого нормальная работа ПВС невозможна, т.к. оно регулирует принудительное продольно-поступательное движение роликового узла в УЦС с шагом резьбы, который соответствует шагу одного витка винтовой лопасти шнека. ШП закреплено неподвижно на буровой машине относительно скважины, в процессе вращения шнека оно скользит по его стволу между двумя смежными ребрами винтовой лопасти и работает аналогично закрепленной гайке, в которую вкручивают болт. ШП работает только во время прокатки резьбы вместе с роликовым узлом и его снимают во время бурения скважины УЦС. Таким образом производят прокатку резьбы на всю глубину скважины, останавливают вращение механизма, включают обратное вращение и роликовый узел выводят наверх по оформленной резьбе, после чего механизм убирают, а скважину проверяют и бетонируют. В процессе работы оси роликов, сидящие во втулках, можно снимать и менять одновременно с заменой или сменой расположения роликов для изменения конструкции скважины и сваи, рассчитанной на вдавливающие или выдергивающие нагрузки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ БУРЕНИЯ СКВАЖИНЫ БУРОВИНТОВОЙ СВАИ | 2003 |
|
RU2261955C2 |
| Способ изготовления буровинтовой сваи. | 2001 |
|
RU2220256C2 |
| СПОСОБ УСТАНОВКИ ВИНТОВОЙ СВАИ В МНОГОЛЕТНЕМЕРЗЛЫХ ГРУНТАХ И БУРОВОЙ ШНЕК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2022 |
|
RU2786081C1 |
| РАСКАТЧИК СКВАЖИН | 2015 |
|
RU2601948C1 |
| ВИНТОВАЯ СВАЯ | 2014 |
|
RU2564714C1 |
| ПОЛЫЙ РАСКАТЧИК СКВАЖИН | 2015 |
|
RU2602526C1 |
| Устройство для погружения в грунтСТРОиТЕльНыХ элЕМЕНТОВ и МАТЕРиАлОВ | 1978 |
|
SU800284A1 |
| НАВЕСНОЙ РАБОЧИЙ ОРГАН ДЛЯ ВИНТОВОЙ РАСКАТКИ СКВАЖИН В ГРУНТЕ | 2002 |
|
RU2204659C1 |
| Способ устройства буроинъекционной сваи | 2023 |
|
RU2817842C1 |
| СПОСОБ ВОЗВЕДЕНИЯ НАБИВНОЙ СВАИ В ГРУНТЕ | 2023 |
|
RU2804651C1 |
Группа изобретений относится к области строительства и предназначено для изготовления скважины прокатновинтовой сваи высокой несущей способности в грунтах осадочного происхождения под фундаменты и анкерные опоры зданий и сооружений. Способ изготовления скважины для прокатновинтовой сваи, включающий бурение условно-цилиндрической скважины. К шнеку присоединяют роликовый узел и шаговое приспособление, включают вращение устройства для прокатки резьбы, роликовый узел заводят в скважину и начинают оформление резьбы с помощью трех роликов разных диаметров и толщин в форме усеченного конуса каждый, которые последовательно друг за другом прокатывают и вдавливают грунт в стенку скважины с углом наклона резьбы между плоскостью, в которой лежит большой круг каждого ролика и осью вращения роликового узла 76 градусов. Ведущий ролик осуществляет первичную прокатку резьбы, затем промежуточный ролик большего диаметра и толщины расширяет углубление, увеличивая размер резьбы, и оформляющий ролик еще большего размера завершает уплотнение грунта в стенку скважины и прокатку резьбы. Шаг, который обеспечивает шаговое приспособление на шнеке за один полный оборот в 360 градусов оформляющего ролика, составляет 0,67 d, где d - диаметр трубы роликового узла, и шаг резьбы соответствует шагу одного витка лопасти шнека. Шаговое приспособление работает только во время прокатки резьбы вместе с роликовым узлом, и таким образом производят прокатку резьбы на всю глубину скважины, включают обратное вращение и роликовый узел выводят наверх по оформленной резьбе, после чего скважину проверяют и бетонируют. Устройство для осуществления способа содержит шнек для бурения условноцилиндрической скважины, устройство для прокатки резьбы, состоящее из роликового узла, шнека и шагового приспособления. Роликовый узел включает стальную трубу с диаметром d с прорезями для роликов, стальные втулки для осей роликов, ведущий ролик с диаметром 0,52 d, промежуточный ролик с диаметром 0,71 d, оформляющий ролик с диаметром 0,83 d, крышку с хвостовиком, днище. Все три ролика выполнены стальными и имеют форму усеченного конуса, а прямая, совпадающая с линией диаметра большого круга каждого ролика, пересекающая ось вращения роликового узла, перпендикулярна образующей цилиндрической поверхности трубы в точке их пересечения, и плоскость посадки каждого ролика, т.е. плоскость пересечения оси вращения роликового узла с точкой пересечения оси вращения ролика и большого круга ролика, находятся под углом 120 градусов к аналогичной плоскости посадки каждого из двух других роликов. Обеспечивает более простое, доступное и менее дорогое изготовление скважины для прокатновинтовой сваи высокой несущей способности с помощью средств для бурения скважин. 2 н. и 5 з.п. ф-лы, 5 ил.
1. Способ изготовления скважины для прокатно-винтовой сваи, включающий бурение условно-цилиндрической скважины, отличающийся тем, что к шнеку присоединяют роликовый узел и шаговое приспособление, включают вращение устройства для прокатки резьбы, роликовый узел заводят в скважину и начинают оформление резьбы с помощью трех роликов разных диаметров и толщин, в форме усеченного конуса каждый, которые последовательно друг за другом прокатывают и вдавливают грунт в стенку скважины с углом наклона резьбы между плоскостью, в которой лежит большой круг каждого ролика и осью вращения роликового узла 76º, причем ведущий ролик осуществляет первичную прокатку резьбы, затем промежуточный ролик большего диаметра и толщины расширяет углубление, увеличивая размер резьбы, и оформляющий ролик еще большего размера завершает уплотнение грунта в стенку скважины и прокатку резьбы, кроме того, шаг, который обеспечивает шаговое приспособление на шнеке за один полный оборот в 360° оформляющего ролика, составляет 0,67 d, где d -диаметр трубы роликового узла, и шаг резьбы соответствует шагу одного витка лопасти шнека, к тому же шаговое приспособление работает только во время прокатки резьбы вместе с роликовым узлом, и таким образом производят прокатку резьбы на всю глубину скважины, включают обратное вращение и роликовый узел выводят наверх по оформленной резьбе, после чего скважину проверяют и бетонируют.
2. Устройство для осуществления способа изготовления скважины для прокатно-винтовой сваи, содержащее шнек для бурения условно-цилиндрической скважины, отличающееся тем, что имеет устройство для прокатки резьбы, состоящее из роликового узла, шнека и шагового приспособления, где роликовый узел включает в себя: стальную трубу с диаметром d с прорезями для роликов, стальные втулки для осей роликов, ведущий ролик с диаметром 0,52 d, промежуточный ролик с диаметром 0,71 d, оформляющий ролик с диаметром 0,83 d, крышку с хвостовиком, днище, причем все три ролика выполнены стальными и имеют форму усеченного конуса, а прямая, совпадающая с линией диаметра большого круга каждого ролика, пересекающая ось вращения роликового узла, перпендикулярна образующей цилиндрической поверхности трубы в точке их пересечения, и плоскость посадки каждого ролика, т.е. плоскость пересечения оси вращения роликового узла с точкой пересечения оси вращения ролика и большого круга ролика, находятся под углом 120° к аналогичной плоскости посадки каждого из двух других роликов.
3. Устройство по п.2, отличающееся тем, что угол между диаметром большого круга и образующей усеченного конуса каждого ролика составляет 44°, а угол между плоскостью, в которой лежит большой круг каждого ролика, и осью вращения роликового узла составляет 76°.
4. Устройство по п.2, отличающееся тем, что угол между диаметром большого круга и образующей усеченного конуса каждого ролика составляет 43°, а угол между плоскостью, в которой лежит большой круг каждого ролика, и осью вращения роликового узла составляет 77°.
5. Устройство по п.2, отличающееся тем, что угол между диаметром большого круга и образующей усеченного конуса каждого ролика составляет 42°, а угол между плоскостью, в которой лежит большой круг каждого ролика, и осью вращения роликового узла составляет 78°.
6. Устройство по п.2, отличающееся тем, что угол между диаметром большого круга и образующей усеченного конуса каждого ролика составляет 41°.
7. Устройство по п.2, отличающееся тем, что угол между диаметром большого круга и образующей усеченного конуса каждого ролика составляет 40°.
| УСТРОЙСТВО ДЛЯ БУРЕНИЯ СКВАЖИНЫ БУРОВИНТОВОЙ СВАИ | 2003 |
|
RU2261955C2 |
| Устройство для бурения скважин и погружения винтовых свай | 1973 |
|
SU606929A1 |
| RU 2073084 С1, 10.02.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОНАБИВНОЙ СВАИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2076173C1 |
| Способ изготовления буровинтовой сваи. | 2001 |
|
RU2220256C2 |
| US 3842608 А, 22.10.1974. | |||

