ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к поглощающему изделию, такому как прокладка, используемая при недержании, гигиеническая прокладка, предназначенная для повседневного использования прокладка для трусов или тому подобное, содержащему проницаемый для жидкостей верхний слой, предпочтительно не проницаемый для жидкостей нижний слой и поглощающую сердцевину, расположенную между верхним слоем и нижним слоем.
Изобретение также относится к способу изготовления поглощающего изделия, такого как прокладка, используемая при недержании, гигиеническая прокладка, предназначенная для повседневного использования прокладка для трусов или тому подобное, посредством которого изделие выполняют с проницаемым для жидкостей верхним слоем, предпочтительно не проницаемым для жидкостей нижним слоем и поглощающей сердцевиной, расположенной между верхним слоем и нижним слоем.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
При изготовлении поглощающих изделий, таких как гигиенические прокладки, предназначенные для повседневного использования прокладки для трусов и прокладки, используемые при недержании, обычно выполняют технологические операции, связанные с соединением вместе материалов различных видов. Например, к подобным операциям может относиться изготовление проницаемого для жидкостей поверхностного слоя, который может состоять из ламината со слоем нетканого материала, содержащим синтетические или натуральные волокна, который должен быть соединен вместе с ватным материалом. Поглощающую сердцевину обычно размещают под данным ламинатом. Не проницаемый для жидкостей нижний слой затем размещают под поглощающей сердцевиной ранее раскрытым образом.
В зависимости от того, какой тип поглощающего изделия должен быть изготовлен, различные слои материала могут быть обработаны различными способами. Например, верхний слой нетканого материала может быть перфорирован. Поглощающая сердцевина также может быть предусмотрена, если требуется, с материалом со сверхвысокой поглощающей способностью.
При изготовлении поглощающего изделия в соответствии с предшествующим уровнем техники также можно склеить поверхностный слой и нижний слой вместе. Это означает, что поглощающую сердцевину и ватный материал в этом случае размещают между поверхностным слоем и нижним слоем до осуществления данной технологической операции склеивания.
Кроме того, в определенных процессах, которые предназначены для изготовления поглощающих изделий, например, при соединении вместе двух или более слоев материала, используется ультразвуковая технология. Эта технология также раскрыта ранее и пригодна, например, для соединения вместе относительно тонких слоев материалов такого типа, которые используются в поглощающих изделиях. В случае подобного соединения вместе, которое также называют ультразвуковой сваркой, ламинат может быть образован из реальных слоев материала.
При изготовлении поглощающего изделия особое требование может заключаться в соединении вместе перфорированного слоя нетканого материала с ватным материалом для образования ламината вышеупомянутого вида. В этом случае технологическая операция данного вида может быть осуществлена посредством ультразвуковой сварки, то есть без склеивания. Для завершения изготовления изделия поглощающая сердцевина тогда должна быть размещена между вышеупомянутым поверхностным ламинатом и нижним слоем, после чего нижний слой надежно приклеивают к поверхностному ламинату.
В патентном документе WO 99/49825 раскрыт ламинат из материалов, который содержит первый слой материала, представляющего собой нетканый материал, и второй слой материала, который состоит из ватного материала. Данные два слоя материала соединяют вместе посредством ультразвуковой сварки.
В тех случаях, когда поглощающая сердцевина и ватный материал имеют размер, который существенно меньше размера поверхностного слоя и нижнего слоя, образуют поглощающее изделие с сердцевиной, которая является сравнительно жесткой, но в указанном изделии части поверхностного слоя и нижнего слоя, которые расположены сбоку от жесткой сердцевины, могут восприниматься как ослабленные и незакрепленные. Дополнительная проблема, связанная с подобным изделием, состоит в том, что герметичное соединение вдоль краев поверхностного ламината, не всегда идеально, если операция склеивания не выполнена в данной зоне. В целом готовое изделие может восприниматься носителем как менее привлекательное. Принимая во внимания факторы, обуславливающие вышеизложенное, можно установить, что существует потребность в усовершенствованных поглощающих изделиях, в которых вышеупомянутые проблемы могут быть устранены.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, главная цель настоящего изобретения состоит в решении вышеупомянутых проблем и в создании усовершенствованного поглощающего изделия и усовершенствованного способа изготовления поглощающих изделий.
Вышеуказанная цель достигается посредством изделия указанного во введении типа, в котором верхний слой соединен вместе с нижележащим принимающим материалом посредством ультразвуковой обработки, и ламинат, который образован верхним слоем и принимающим материалом в том случае, когда верхний слой и принимающий материал соединены вместе, включает в себя элемент усиления (элемент жесткости), образованный посредством ультразвуковой обработки по существу вдоль его периферийного края.
Цель также достигается посредством способа упомянутого во введении типа, который включает в себя: соединение вместе верхнего слоя и нижележащего принимающего материала посредством ультразвуковой обработки и образование - посредством ультразвуковой обработки - элемента усиления (элемента жесткости), проходящего по существу вдоль периферийного края ламината, который образован верхним слоем и принимающим материалом, когда верхний слой и принимающий материал соединены вместе.
Определенные преимущества достигаются посредством изобретения. Во-первых, можно отметить, что получают привлекательное изделие без ослабленных и незакрепленных краев, то есть [без подобных краев] в зоне снаружи поглощающей сердцевины. Кроме того, обеспечивается высокоэффективное краевое герметичное соединение ламинатов, которые образованы верхним слоем и принимающим материалом, когда верхний слой и принимающий материл соединены вместе, при этом риск какой-либо утечки и растекания жидкости через их периферийный край может быть минимизирован или устранен. В том случае, в котором соединение вместе верхнего слоя и принимающего материала и герметичное соединение краев осуществляются на одной стадии, изобретение также может обеспечить существенные преимущества, связанные с технологией производства, при этом, в частности, конфигурация сварных швов для принимающего материала и краевого герметичного соединения «синхронизирована» (согласована) оптимальным образом. Другими словами, готовое изделие будет иметь высокую степень согласованности в отношении конфигурации сварного шва для ламинирования и конфигурации сварного шва для краевого герметичного соединения. Это, в свою очередь, обеспечивает дополнительные преимущества за счет того, что конфигурация сварного шва на поверхности и в краевом герметичном соединении может быть выполнена в виде непрерывной конфигурации, что может быть визуально привлекательным, что немаловажно. Изобретение также позволяет осуществлять контурное вырезание готового изделия более простым образом без каких-либо «незакрепленных» волокон.
Изобретение также обеспечивает преимущество по отношению к предшествующему уровню техники, в котором любое герметичное соединение между поверхностным материалом и принимающим материалом, которое может быть выполнено посредством операции склеивания ранее раскрытым образом, может быть менее эффективным в отношении впитывающих характеристик изделия.
Можно утверждать, что, как правило, изобретение обеспечивает преимущества за счет сочетания перспективной технологии и конструкции, поскольку оно может быть использовано для образования конфигураций сварных швов и тисненых зон, которые как технически оптимальны, например, с точки зрения прочности, так и визуально привлекательны. В то же время изобретение позволяет получить очень эффективный технологический процесс, принимая во внимание возможность выполнения двух стадий процесса одновременно.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение описано ниже в связи с предпочтительным иллюстративным вариантом осуществления и сопровождающими чертежами, в которых
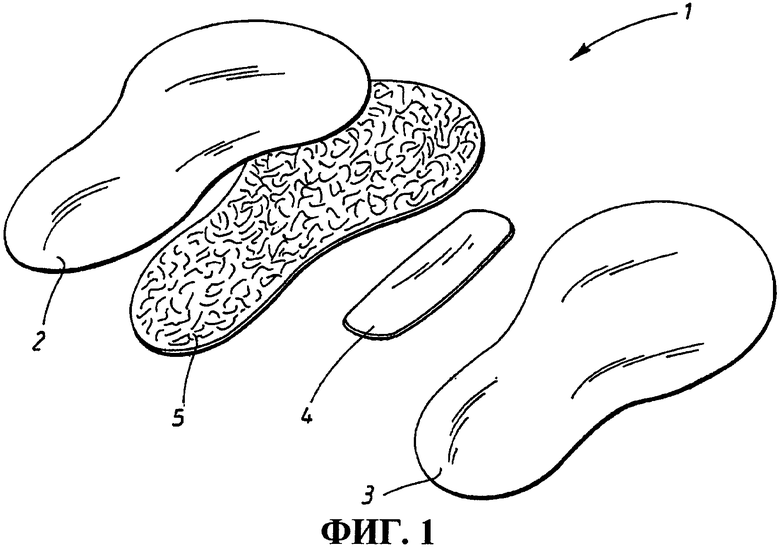
фиг.1 представляет собой вид в перспективе поглощающего изделия в соответствии с настоящим изобретением в разделенном состоянии;
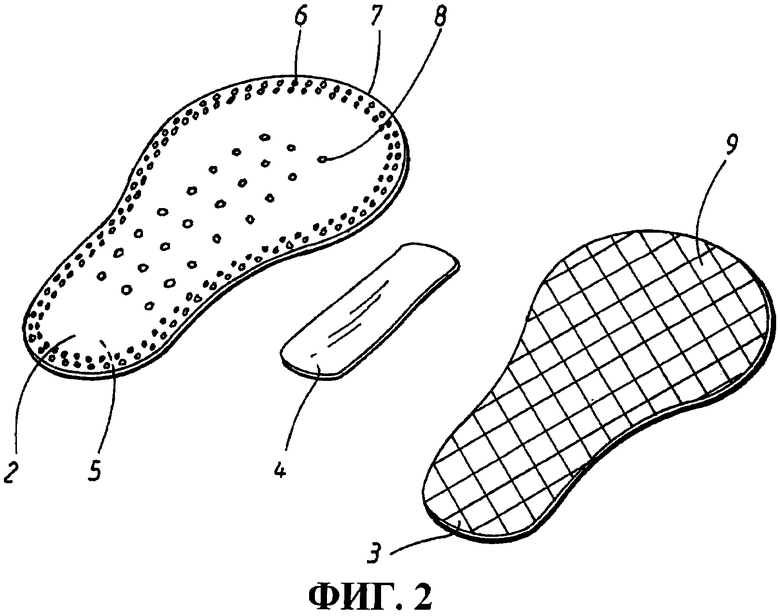
фиг.2 представляет собой вид в перспективе поглощающего изделия в частично собранном состоянии и
фиг.3 показывает вид сверху вышеупомянутого изделия в состоянии готовности.
СПОСОБ(-Ы) РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Фиг.1 представляет собой вид в перспективе поглощающего изделия 1 в соответствии с настоящим изобретением, показанного в его разделенном состоянии. Изделие 1 содержит первый покрывающий слой в виде проницаемого для жидкостей, верхнего слоя 2, который расположен с той стороны изделия 1, которая во время использования предназначена для того, чтобы быть обращенной к носителю. Изделие 1 также содержит второй покрывающий слой в виде не проницаемого для жидкостей нижнего слоя 3, который расположен с той стороны изделия 1, которая во время использования предназначена для того, чтобы быть обращенной в сторону от носителя. Изделие 1 также содержит поглощающую сердцевину 4, расположенную между верхним слоем 2 и нижним слоем 3.
Поглощающая сердцевина 4 изготовлена надлежащим образом из соответствующего волокнистого материала в виде натуральных или синтетических волокон с поглощающими свойствами или из смеси натуральных волокон и синтетических волокон или других поглощающих материалов ранее раскрытого типа, которые пригодны для использования, например, в гигиенических прокладках, прокладках, используемых при недержании, и предназначенных для повседневного использования прокладках для трусов. Поглощающая сердцевина 4 также может содержать заранее заданную долю, например 40-60%, материала со сверхвысокой поглощающей способностью, то есть полимерных материалов в виде частиц, волокон, хлопьев или тому подобного, которые обладают способностью поглощать и химически связывать жидкость в количестве, в несколько раз превышающем их собственную массу, с образованием водного геля. Это придает готовому изделию 1 очень большую способность к поглощению жидкостей.
Также следует отметить, что поглощающая сердцевина 4 может иметь различные формы, например, по существу удлиненную и прямоугольную форму, как можно видеть на фиг.1, или, альтернативно, даже более неправильную форму. Поглощающая сердцевина 4 также предпочтительно имеет скругленные края.
Проницаемый для жидкостей верхний лист 2 в соответствии с фиг.1 предпочтительно состоит из волокнистого материала, например, из мягкого нетканого материала, хотя альтернативно он может состоять из других материалов или ламинатов из материалов. Верхний слой 2 предпочтительно полностью или частично перфорирован, хотя альтернативно он может быть полностью неперфорированным. Верхний лист 2 может надлежащим образом состоять из перфорированной пластиковой пленки, например, из термопластичного пластика, такого как полиэтилен или полипропилен, или из сетчатого слоя из синтетического или текстильного материала. Синтетические волокна, такие как полиэтиленовые, полипропиленовые, полиэфирные, найлоновые или тому подобные, предпочтительно используются в качестве нетканого материала. Для вышеупомянутого нетканого материала также могут быть использованы смеси волокон разных типов. Тем не менее, изобретение не ограничено в принципе использованием только для верхних слоев, которые состоят из нетканого материала, но также может быть применено при обработке других материалов, например, пленок из термопластов, таких как полиэтилен или полипропилен.
Изобретение также может быть реализовано с верхним слоем, который состоит из ламинатов разных типов или из комбинаций ламинатов. Например, верхний слой может состоять только из одного ламината, простирающегося по всей поверхности изделия 1, или, альтернативно, из множества различных ламинатов, которые покрывают части изделия 1. В том случае, когда изделие 1 состоит из множества ламинатов, например, разделено на множество продольных частей, имеющих различные участки из ламинатов, эти различные участки из ламинатов могут состоять из разных материалов и могут иметь разные характеристики. Например, каждый участок из ламината может в этом случае может иметь различные типы перфорации, разное размещение отверстий, разные размеры, гидрофобность и т.д. В этом случае разные участки из ламинатов могут быть соединены вместе посредством ультразвуковой сварки ранее раскрытым способом, который не описан здесь более подробно.
Проницаемый для жидкостей верхний лист предпочтительно изготовлен из материала, который имеет такие свойства, как сухость и мягкость, в течение времени ношения поглощающего изделия 1, поскольку данный верхний слой находится в контакте с телом носителя. Также желательно, чтобы верхний слой имел мягкую и подобную текстилю поверхность, которая остается сухой даже в случае неоднократного смачивания. Верхний слой может состоять из нетканого материала, например, с мягкой и гладкой поверхностью, такого как нетканый материал фильерного способа производства, изготовленный из полипропиленовых волокон. Перфорированный гидрофобный нетканый материал может быть использован для обеспечения возможности поддержания поверхности, которая расположена ближе всего к телу носителя, в сухом состоянии, при этом в материале образуют отверстия, которые больше отверстий между волокнами в материале. Таким образом, жидкость может направляться вниз через перфорационные отверстия в верхнем слое в нижележащую поглощающую сердцевину. Другими примерами материалов для верхнего слоя являются перфорированные пластиковые пленки, такие как перфорированная полиэфирная пленка. Верхний слой может быть соединен вместе с нижележащим нижним слоем и поглощающей сердцевиной, например, посредством клея, ультразвуковой сварки или посредством термоскрепления какого-либо типа. Верхний слой предпочтительно представляет собой перфорированный нетканый материал с плотностью отверстий, составляющей 3-15, предпочтительно 6-12 и наиболее предпочтительно 7-9 отверстий на 1 см2.
В соответствии с одним предпочтительным вариантом осуществления верхний слой содержит небольшие перфорационные отверстия, которые окружают отверстия в верхнем слое для дополнительного увеличения впитывания жидкости и улучшения принимающих свойств. Перфорационные отверстия в верхнем слое обычно имеют плотность в диапазоне от 20 до 500, предпочтительно от 70 до 250 и наиболее предпочтительно от 120 до 170 перфорационных отверстий на 1 см2.
Желательно, чтобы толщина верхнего слоя была как можно большей, поскольку большая толщина положительно влияет на прием (впитывание). Тем не менее, требуется баланс с тем, чтобы не оказать отрицательного влияния на мягкость материала, и было установлено, что по этой причине подходящей является толщина в диапазоне от 1,3 до 1,7 мм и предпочтительно приблизительно 1,5 мм.
Верхний слой также может представлять собой трехмерный ламинат из нетканого материала и пластиковой пленки плотностью (массой 1 м2), составляющей 42,5 г/м2. Нетканый материал может представлять собой полученный кардочесанием, термоскрепленный материал, на 100% состоящий из полипропилена и имеющий плотность (массу 1 м2), составляющую 18 г/м2. Пластиковая пленка может быть гидрофильной, предварительно перфорированной (с малыми отверстиями) и может быть изготовлена из смеси полиэтилена и полипропилена и иметь плотность (массу 1 м2), составляющую 22,5 г/м2.
Нетканая часть верхнего слоя также может представлять собой нетканый материал фильерного способа производства, нетканый материал, полученный посредством пропускания воздуха насквозь, нетканый материал, полученный воздействием струй жидкости (гидроперепутыванием), нетканый материал, полученный аэродинамическим способом из расплава, или комбинацию данных материалов. Исходный материал может представлять собой полипропилен (ПП), полиэтилен (ПЭ), сложный полиэфир (PET), полиамид (ПА) или комбинацию данных материалов. В случае использования комбинации она может представлять собой смесь волокон из разных полимеров, хотя каждое волокно также может включать в себя разные полимеры (например, двухкомпонентные волокна из полипропилена и полиэтилена или сополимеры полипропилена и полиэтилена). В тех случаях, когда это целесообразно, пластиковая пленка может состоять из полиэтилена или полипропилена, сложного полиэфира, PLA или амила (или фактически из любого другого термопластичного полимера) или из смеси или сополимеров вышеупомянутых полимеров.
Перфорированный верхний слой также может быть образован из одного слоя материала, такого как нетканый материал или пленка (как описано выше).
Верхний слой может иметь размер отверстий от 1,6 до 3,2 мм в направлении обработки в машине (продольном направлении) и от 0,9 до 2,3 мм в поперечном направлении. Диаметр отверстий может составлять от 0,1 до 6,0 мм.
Отверстия в верхнем слое могут быть овальными и слегка удлиненными в направлении обработки в машине. Отверстия могут быть круглыми/круговыми или овальными в направлении обработки в машине или в поперечном направлении.
Площадь пропускного сечения верхнего слоя может находиться в интервале от 2 до 60%, предпочтительно от 5 до 30% и особенно предпочтительно составляет приблизительно 14% от площади его поверхности.
Нижний слой 3 предпочтительно является не проницаемым для жидкостей (или, по меньшей мере, должен обладать высоким сопротивлением к пропусканию жидкости) и, таким образом, выполнен и расположен так, чтобы предотвратить любую утечку выделенной текучей среды из изделия 1. С другой стороны, нижний слой 3 может быть выполнен таким образом, что он будет паропроницаемым. Для этого нижний слой 3 может быть изготовлен из не проницаемого для жидкостей материала, который состоит соответственно из тонкой и не проницаемой для жидкостей пластиковой пленки. Например, для данной цели могут быть использованы пластиковые пленки из полиэтилена, полипропилена или сложного полиэфира. Альтернативно, ламинат из нетканого материала и пластиковой пленки или другие пригодные слои материала могут быть использованы в качестве не проницаемого для жидкостей нижнего слоя 3. Нижняя сторона нижнего слоя 3 может быть предусмотрена с каплями клея (непроиллюстрированного) раскрытым ранее образом или с некоторыми другими ранее раскрытыми средствами крепления, которые в этом случае могут быть использованы для крепления изделия 1 к предмету одежды. Изделие 1 также может быть предусмотрено с крылышками, то есть с перегибающимися клапанами, которые, как было раскрыто ранее, расположены вдоль сторон изделия 1 и могут быть использованы при креплении изделия 1.
Изделие 1 также включает в себя дополнительный слой материала в виде принимающего материала 5 (также называемого впитывающим материалом) в соответствии с вариантом осуществления в виде ватного материала, имеющего выбранные соответствующим образом толщину и эластичность, который предназначен для размещения в данном случае между поглощающей сердцевиной 4 и верхним слоем 2. Принимающий материл 5 имеет по существу такие же размеры, как верхний слой 2, однако за исключением его толщины, которая может отличаться от толщины верхнего слоя 2. Также можно указать, что принимающий материал 5 может состоять из материалов, отличных от ватных материалов. Например, он может состоять из материала, полученного так называемой пневмоукладкой, в основе которого обычно предусмотрены целлюлозные волокна. Принимающий материал 5 также может включать в себя волокнистые материалы для придания ему соответствующей, сбалансированной жесткости. Принимающий материал 5 также может включать в себя соответствующее количество термопластичных волокон для обеспечения возможности ультразвуковой сварки.
Принимающий материл соответственно может представлять собой пористый, эластичный, относительно толстый слой материала, например, в виде волокнистого ватного материала, волокнистой ваты, полученной кардочесанием, материала в виде жгутов или какого-либо другого вида объемного и/или упругого волокнистого материала с большой способностью мгновенно впитывать жидкость, который способен временно удерживать жидкость до того, как она будет поглощена нижележащей поглощающей сердцевиной. Принимающий материал также может иметь вид пористого вспененного материала. Он также может состоять из двух или более слоев материала. В соответствии с предпочтительным вариантом осуществления принимающий материал может простираться по направлению к боковым краям изделия, то есть он имеет по существу такую же форму, как верхний слой. Таким образом, могут быть обеспечены преимущества с точки зрения распределения жидкости, герметичного соединения краев и т.д.
Изделие 1 предусмотрено таким, что верхний слой 2 и принимающий материал 5 должны быть соединены вместе для образования ламината при изготовлении готового изделия 1. Сначала со ссылкой на фиг.2 будут описаны принципы соединения вместе поглощающего изделия 1. Изобретение базируется на том, что при изготовлении изделия 1 используется обработка посредством ультразвуковой технологии и техники. Подобные ультразвуковые устройства раскрыты ранее и поэтому здесь подробно не описаны. Ультразвуковые устройства могут быть предназначены для обработки посредством ультразвуковой технологии, например, в виде сварки, тиснения, резки, перфорирования или ультразвуковой обработки какого-либо другого типа. В варианте осуществления, который теперь будет описан ниже, ультразвуковая обработка, которая используется, представляет собой ультразвуковую сварку, то есть соединение вместе двух или более слоев материала.
В варианте осуществления изобретения, описанном здесь, ультразвуковое устройство (непроиллюстрированное) используется для исходного соединения вместе, то есть для ламинирования, верхнего слоя 2 и принимающего материала 5. Данный соединенный ламинат, состоящий из верхнего слоя 2 и принимающего материала 5, показан на фиг.2 схематически. Нижний слой 3 также должен быть присоединен к нижней стороне ламината, который состоит из верхнего слоя 2 и принимающего материала 5, при этом поглощающая сердцевина 4 должна быть размещена в надлежащем месте поверх нижнего слоя 3. Тем не менее, перед выполнением этого выполняют операцию, которая представляет существенную часть настоящего изобретения, а именно операцию, при которой на ламинате, который был только что образован, то есть состоящем из верхнего слоя 2 и принимающего материала 5, также образуют краевой элемент 6 усиления (элемент жесткости), который предпочтительно проходит вокруг периферии 7 верхнего слоя 2 так, как показано схематически прерывистыми линиями на фиг.2. Данный краевой элемент 6 усиления, который также выполняет функцию герметичного соединения (шва) вдоль периферии 7, которая образована верхним слоем 2 и впитывающим (принимающим) материалом 5, выполняют с помощью вышеупомянутого ультразвукового устройства. Краевой элемент 6 усиления соответственно образуют в виде некоторого числа отдельных точечных сварных швов, которые образуют ранее раскрытым образом с помощью вышеупомянутого ультразвукового устройства, и указанный краевой элемент 6 усиления простирается от периферии 7 и внутрь изделия на определенное расстояние, например, порядка 2-6 мм.
Следует отметить, что краевой элемент 6 усиления предпочтительно выполняют одновременно с соединением вместе верхнего слоя 2 и принимающего материала 5 посредством ламинирования. Другими словами, ультразвуковое устройство предпочтительно используют таким образом, что соединение верхнего слоя 2 и принимающего материала 5 посредством ламинирования происходит на той же стадии технологического процесса, что и образование краевого элемента 6 усиления. Таким образом, на данной технологической операции образуются, с одной стороны, конфигурация (рисунок) 8 сварного соединения, которое предпочтительно простирается, по меньшей мере, на той части верхнего слоя 2 изделия 1, которая предназначена для покрытия поглощающей сердцевины 4, и, с другой стороны, конфигурация (рисунок) 6 сварного соединения, которое выполнено вдоль периферийного края 7 верхнего слоя 2. Краевой элемент 6 усиления также используется во время данного технологического процесса в качестве герметичного соединения в виде сварного шва, полученного ультразвуковой сваркой, который обеспечивает соединение вместе волокон в принимающем материале 5. Это обеспечивает преимущество изобретения, заключающееся в том, что материал в данных зонах является более жестким.
Изобретение может быть использовано во время технологических процессов изготовления поглощающих изделий как в тех случаях, когда принимающий материал 5 состоит из материала, который имеет ширину, которая больше ширины изделия 1 в его конечном виде (что соответственно требует того, чтобы ламинат, состоящий из верхнего слоя и принимающего материала, был вырезан по контуру вдоль соединения, полученного ламинированием), так и в тех случаях, когда принимающий материал имеет такую же форму, как верхний слой (что эквивалентно тому, что верхний слой и принимающий материл были образованы заранее с по существу одинаковой наружной формой).
Элемент 6 усиления, то есть конфигурация из точечных сварных швов, который(-ая) образован(-а) вдоль периферийного края 7 изделия 1, может быть однородным в той степени, в которой одинаковая ширина и характеристики сварного соединения в других отношениях применимы на всей периферии 7. Альтернативно, разные участки периферии 7 могут быть выполнены со сварными соединениями разных типов, например, со сварным соединением с большей шириной распространения в некоторых местах на периферии 7, чем в других местах на периферии 7. Аналогичным образом, например, разные конфигурации сварных соединений и разные значения глубины (проплавления) в сварных швах могут быть применены на разных участках периферии 7.
Изобретение не ограничено выполнением соединения верхнего слоя 2 и принимающего материала 5 посредством ламинирования на одной стадии технологического процесса, но также может быть реализовано таким образом, что это будет происходить в виде двух или более последовательных стадий технологического процесса.
На последней стадии изготовления изделия 1 нижний слой 3 приклеивают к верхнему слою 2 и принимающему материалу 5, при этом слой клея 9 сначала наносят на верхнюю сторону нижнего слоя 3. Изделие 1 в целом затем сдавливают вместе, при этом нужно обеспечить меры предосторожности для гарантирования того, что поглощающая сердцевина 4 будет размещена надлежащим образом. Фиг.3 показывает готовое изделие 1, которое было изготовлено в соответствии с базовыми принципами настоящего изобретения. Из фиг.3 можно понять, что в этом случае нижний слой 3 был соединен вместе с ламинатом, который, в свою очередь, содержит верхний слой 2 и принимающий материал 5, при этом поглощающая сердцевина 4 расположена между принимающим материалом 5 и нижним слоем 3. Вместо вышеупомянутой операции склеивания в качестве альтернативы могут быть использованы другие технологии соединения, например, различные типы механического соединения.
Изделие 1 в соответствии с данным вариантом осуществления специально предназначено для использования в качестве прокладки, используемой при недержании, хотя, как упомянуто выше, принципы изобретения не ограничены только данным типом изделия. Например, изобретение также пригодно для применения при изготовлении изделий в виде гигиенических прокладок и предназначенных для повседневного использования прокладок для трусов. Что касается физической формы изделия 1 в соответствии с изобретением, можно утверждать, что оно предпочтительно имеет форму, которая асимметрична относительно воображаемой осевой линии, которая проходит поперек продольного направления изделия 1. Это эквивалентно тому, что центральная часть изделия 1 будет иметь меньшую ширину, чем его задняя часть 1а (см. фиг.3) и его передняя часть 1b, и тому, что его задняя часть 1а будет иметь меньшую ширину, чем его передняя часть 1b.
Данную асимметричную форму можно четко видеть на фиг.3. Альтернативно, изделие 1 в соответствии с изобретением может иметь форму, напоминающую песочные часы, то есть с меньшей шириной в его центральной зоне, чем соответственно в его передней и задней частях, или по существу Т-образную форму. Изделию 1 также может быть придана физическая форма, которая приспособлена для использования носителем предмета нижнего белья типа «танга».
Изобретение обеспечивает преимущества, в частности, в случае асимметричной формы в том смысле, что краю передней части 1b изделия 1 приданы усиливающие свойства, поскольку передняя часть 1b фактически имеет ширину, которая превышает ширину задней части 1а, и может иметь тенденцию становиться нескрепленной и ослабленной. В свою очередь, это может привести к недостаткам, упомянутым во введении.
Что касается размеров изделия 1, то также справедливо то, что относительно небольшое поглощающее изделие обычно имеет длину менее 22 см и ширину, составляющую 8,5 см. Тем не менее, изобретение не ограничено какими-либо определенными размерами, но оно может быть адаптировано в отношении размеров изделия к рассматриваемому применению. В одном соответствующем варианте осуществления в виде предназначенной для повседневного использования прокладки для трусов длина изделия 1 составляет порядка 13-20 см, и его ширина (в его центральной части) составляет порядка 4-6 см. Изделие 1 может иметь большие размеры, например, в варианте осуществления в виде прокладки, используемой при недержании.
Подводя итог вышесказанному, можно указать, что изобретение базируется на образовании поверхностного ламината посредством соединения вместе слоя перфорированного нетканого материала, который образует верхний слой 2, и принимающего материала 5 посредством ультразвуковой сварки. Данный поверхностный ламинат также предусмотрен с краевым элементом 6 усиления. В данном случае следует отметить, что верхний слой 2 может состоять из одного или нескольких слоев материала и должен обладать способностью к сварке его посредством ультразвуковой сварки. Это, в свою очередь, требует наличия определенного минимального количества термопластичного материала для обеспечения возможности выполнения сварочной операции. Затем нижний слой 3 приклеивают в заданном месте, при этом поглощающая сердцевина 4 должна быть расположена надлежащим образом.
Как упомянуто выше, ламинат, который образован верхним слоем 2 и принимающим материалом 5, должен включать в себя термопластичный материал для обеспечения возможности ультразвуковой сварки. Кроме того, сварка ламината, который образован верхним слоем 2 и принимающим материалом 5, обеспечивает преимущество в том смысле, что может быть минимизирован риск наличия не соединенных герметично краевых участков и расслаивания.
Изобретение не ограничено тем, что указано выше, но в пределах объема притязаний формулы изобретения возможны различные варианты осуществления. Например, изобретение не ограничено применением его для какого-либо определенного типа поглощающего изделия. Кроме того, изобретение также может быть реализовано с материалами и комбинациями материалов многих типов. Например, верхний слой 2 может состоять из нетканого материала или из пленочного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2005 |
|
RU2393831C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2005 |
|
RU2391080C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2012 |
|
RU2604021C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2004 |
|
RU2351301C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ ТИПА ТРУСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОГЛОЩАЮЩЕГО ИЗДЕЛИЯ ТИПА ТРУСОВ | 2006 |
|
RU2403000C2 |
| ВЕРХНИЙ СЛОЙ ДЛЯ ПОГЛОЩАЮЩЕГО ИЗДЕЛИЯ | 2006 |
|
RU2405517C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2599239C2 |
| АДСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ СЛОЙ ПЕРЕДАЧИ ЖИДКОСТИ | 2006 |
|
RU2394544C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГЛОЩАЮЩЕГО ПРЕДМЕТА ОДЕЖДЫ И ПОГЛОЩАЮЩИЙ ПРЕДМЕТ ОДЕЖДЫ, ИЗГОТОВЛЕННЫЙ В СООТВЕТСТВИИ С ДАННЫМ СПОСОБОМ | 2007 |
|
RU2441634C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГЛОЩАЮЩЕГО ПРЕДМЕТА ОДЕЖДЫ И ПОГЛОЩАЮЩИЙ ПРЕДМЕТ ОДЕЖДЫ, ИЗГОТОВЛЕННЫЙ В СООТВЕТСТВИИ С ДАННЫМ СПОСОБОМ | 2007 |
|
RU2437641C1 |

Изобретение относится к медицине, а именно к поглощающему изделию, содержащему проницаемый для жидкостей верхний слой, предпочтительно не проницаемый для жидкостей, нижний слой и поглощающую сердцевину, расположенную между верхним слоем и нижним слоем. При изготовлении верхний слой соединяют вместе с нижележащим принимающим материалом посредством ультразвуковой обработки, при этом ламинат, который образован верхним слоем и принимающим материалом, когда верхний слой и принимающий материал соединены вместе, включает в себя элемент усиления (элемент жесткости), выполненный посредством ультразвуковой обработки по существу вдоль его периферийного края. Изобретение позволяет улучшить герметичность соединения вдоль краев ламината за счет ультразвуковой обработки. 4 з.п. ф-лы, 3 ил.
1. Поглощающее изделие (1), такое, как прокладка, используемая при недержании, гигиеническая прокладка, предназначенная для повседневного использования прокладка для трусов, содержащее проницаемый для жидкостей верхний слой (2), не проницаемый для жидкостей нижний слой (3) и поглощающую сердцевину (4), расположенную между верхним слоем (2) и нижним слоем (3), при этом верхний слой (2) соединен вместе с нижележащим принимающим материалом (5) посредством ультразвуковой обработки, отличающееся тем, что ламинат, который образован соединенными вместе верхним слоем (2) и принимающим материалом (5), включает в себя элемент (6) усиления, проходящий от периферийного края (7) и по направлению внутрь поглощающего изделия (1) на расстояние 2-6 мм, выполненный посредством ультразвуковой обработки в форме краевого герметичного соединения ламината, по существу, вдоль его периферийного края (7), так что риск какой-либо утечки и вытекания жидкости через периферийный край (7) минимизирован или устранен.
2. Поглощающее изделие (1) по п.1, отличающееся тем, что верхний слой (2) состоит, по меньшей мере, частично из перфорированного нетканого материала.
3. Поглощающее изделие (1) по п.1 или 2, отличающееся тем, что вышеупомянутая поглощающая сердцевина (4) содержит материал со сверхвысокой поглощающей способностью.
4. Поглощающее изделие (1) по п.1 или 2, отличающееся тем, что принимающий материал (5) состоит из ватного материала.
5. Поглощающее изделие (1) по п.1 или 2, отличающееся тем, что оно выполнено с асимметричным контуром или, альтернативно, с контуром, по существу, имеющим форму песочных часов.
| Прицепная машина для квадратно-гнездовой посадки картофеля | 1955 |
|
SU103626A1 |
| RU 2002103342, 10.03.2004 | |||
| US 5681300, 28.10.1997 | |||
| WO 2005068188, 28.07.2005. | |||

