ОБЛАСТЬ ТЕХНИКИ
[0003] Изобретение относится к сборке группы батарей.
УРОВЕНЬ ТЕХНИКИ
[0004] Монтаж элементов литиевой батареи в металлическом корпусе известен в данной области техники, как можно видеть из патента США 6406815. Эти металлические корпуса обладают преимуществом защиты элементов от повреждения при манипуляции и вибрации. Они удобны также и по размерам, позволяя объединять множество корпусов в один большой блок, как это раскрыто в патенте США 6368743.
[0005] Вместе с тем, металлические корпуса дороги в изготовлении и для каждой отдельной конфигурации требуются новые штампы для производства различных компонентов и новые приспособления для сборки этих компонентов. Соответственно, разрабатывались технологии и материалы для монтажа элементов литиевой батареи в оболочки с созданием пакетных элементов литиевой батареи, один из типов которых можно найти в патенте США 6729908. К сожалению, эти пакетные оболочки не обеспечивают почти таких же конструкционной жесткости или защиты от повреждений при манипуляции и вибрации, как и металлические корпуса, а также они не могут быть объединены в группы элементов с постоянными размерами из-за отклонений толщины, присущих пакетным элементам литиевой батареи.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Рамка элементов зажимает герметизирующую оболочку пакетного элемента литиевой батареи по периметру с противоположных сторон, образуя сборку пакетного элемента литиевой батареи и рамки. Если герметизирующая оболочка относится к складывающемуся типу, то рамка может зажиматься на трех уплотняемых кромках герметизирующей оболочки и предусматривать вогнутость на четвертой или нижней кромке для поддержки и защиты нижнего края герметизирующей оболочки. Если герметизирующая оболочка изготовлена из двух отдельных частей и поэтому уплотняется по всем четырем сторонам, то рамка элемента может быть сконструирована зажимающейся на всех четырех уплотняемых кромках. Детали рамки имеют средство закрепления шины, которое надежно удерживает шину на месте для облегчения механического и электрического соединения с шиной всех выводов данной группы пакетных элементов литиевой батареи.
[0007] В другом аспекте настоящего изобретения две детали рамки могут быть идентичными, тем самым давая возможность их изготовления в одной формовочной полости пресс-формы.
[0008] В другом аспекте настоящего изобретения детали рамки имеют конфигурацию со штырем и гнездом на стороне, обращенной от зажимных поверхностей, для совмещения и выравнивания с одной или более дополнительными сборками пакетного элемента литиевой батареи и рамки с образованием группы пакетных элементов литиевой батареи.
[0009] В другом аспекте изобретения предусмотрен корпус, который заключает в себе по меньшей мере одну группу элементов. Корпус обеспечивает дополнительное сжимающее усилие на группу элементов. В одном варианте реализации корпус содержит верхнюю и нижнюю секции, которые скреплены друг с другом крепежными средствами. В альтернативном варианте реализации группу элементов прослаивает пара сжимающих пластин, причем эти сжимающие пластины скреплены друг с другом для обеспечения дополнительного сжимающего усилия на группу элементов. Еще в одном варианте реализации предусмотрена по меньшей мере одна обжимающая полоса. Обжимающая полоса охватывает группу элементов для приложения сжимающего напряжения.
[00010] Для простоты термин «элементы» использован в данном случае для обозначения одинарных элементов, сдвоенных элементов или любой другой базовой конструкции элементов батареи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00011] Теперь настоящее изобретение будет в качестве примера описано со ссылкой на сопровождающие чертежи, на которых:
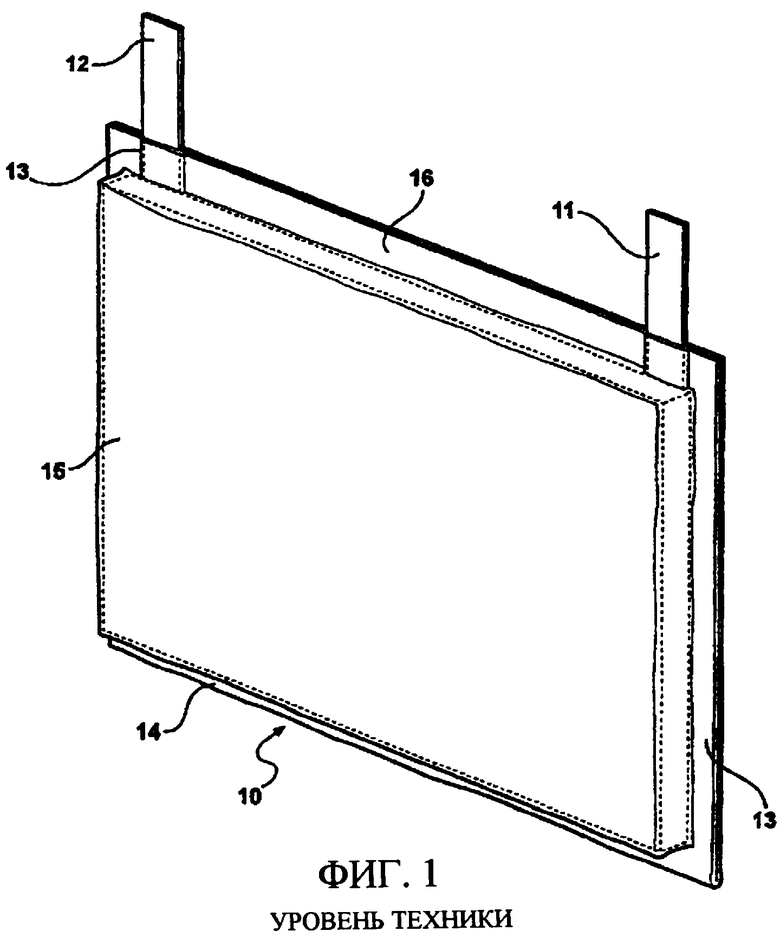
[00012] Фиг.1 изображает примерный элемент литиевой батареи предшествующего уровня техники, заключенный в герметизирующую оболочку с образованием пакетного элемента литиевой батареи.
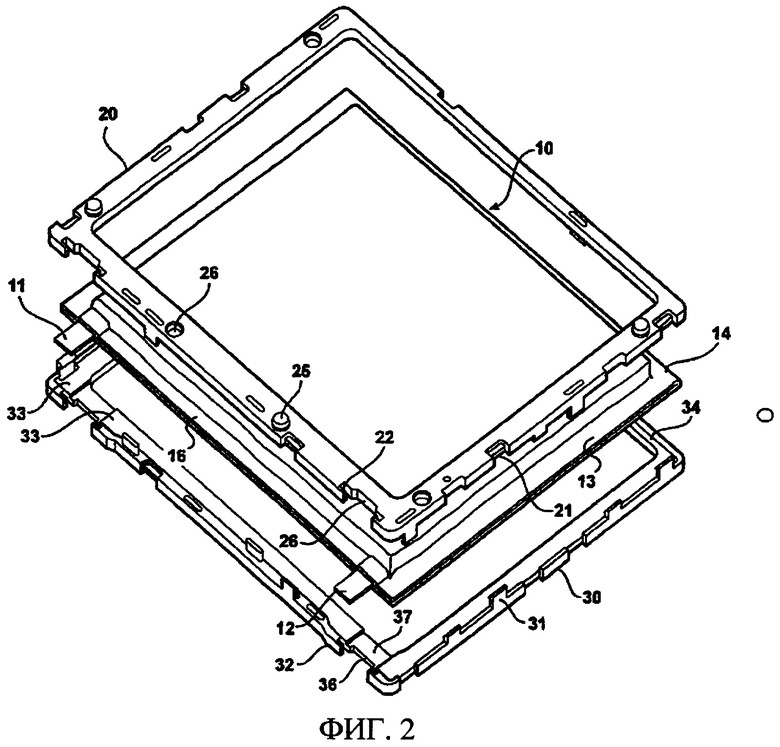
[00013] Фиг.2 изображает две детали рамки в положении перед зажимом на уплотняемых кромках пакетного элемента литиевой батареи.
[00014] Фиг.3 изображает составной блок пакетных элементов литиевой батареи с анодной и катодной шинами, образующий группу элементов литиевой батареи.
[00015] Фиг.4(a) и (b) показывают соответственно изображение в разобранном виде обеспечивающей внешнее сжимающее усилие конструкции, в которой половинки оболочки разделены и половинки оболочки после их скрепления вместе болтами.
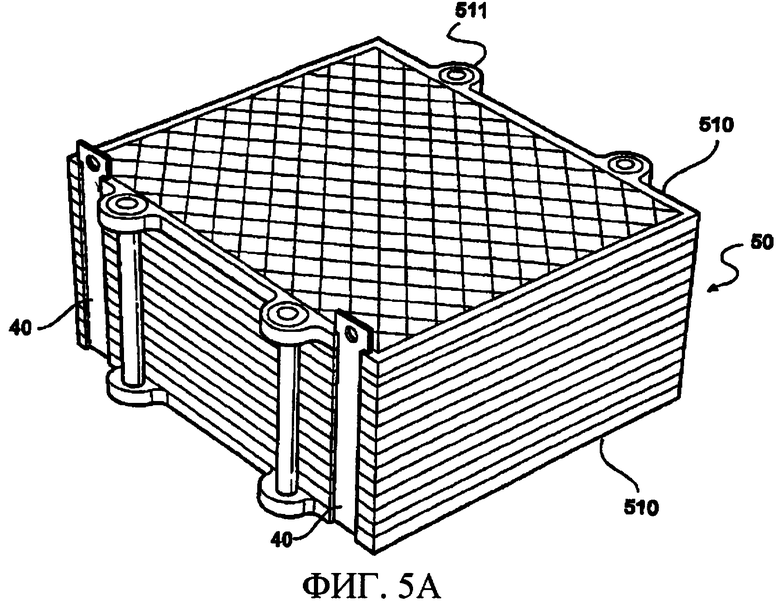
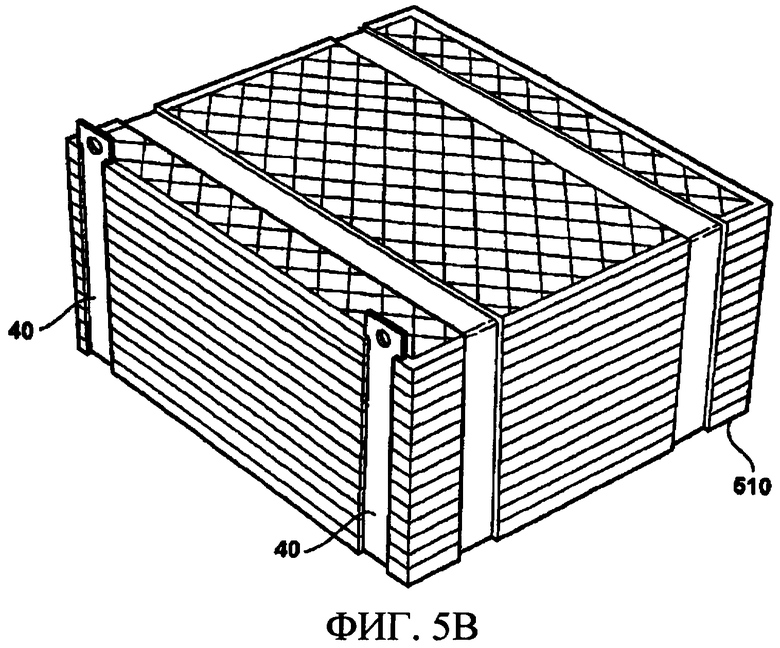
[00016] Фиг.5(a) показывает систему внутреннего сжатия, в которой используются сжимающие пластины и стягивающие болты, в то время как Фиг.5(b) показывает другую систему внутреннего сжатия, в которой используются обжимающие полосы, которые охватывают группу элементов.
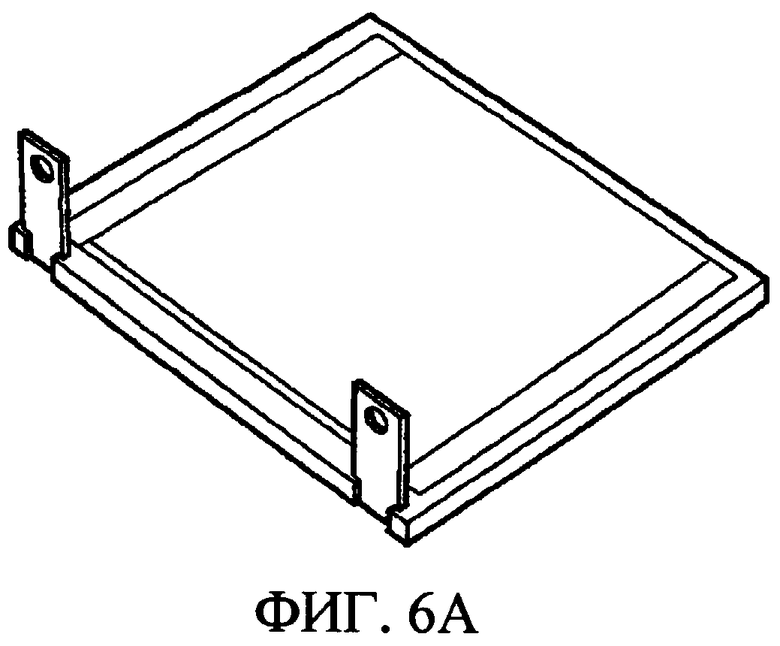
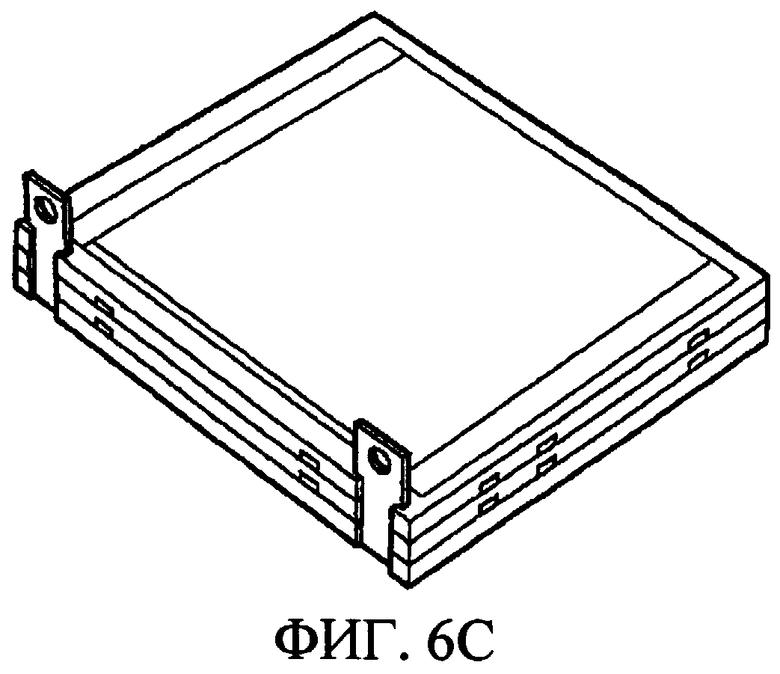
[00017] Фиг.6(a)-(d) показывают этапы примерной сборки обрамленного элементного модуля согласно изобретению.
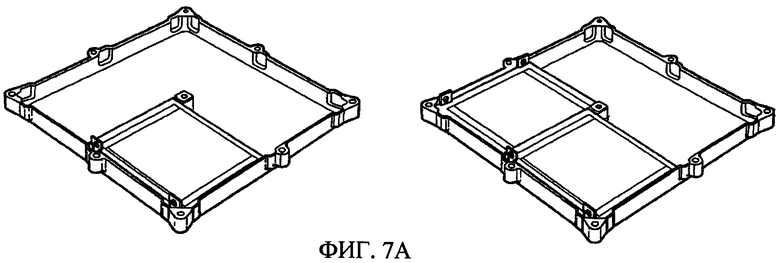
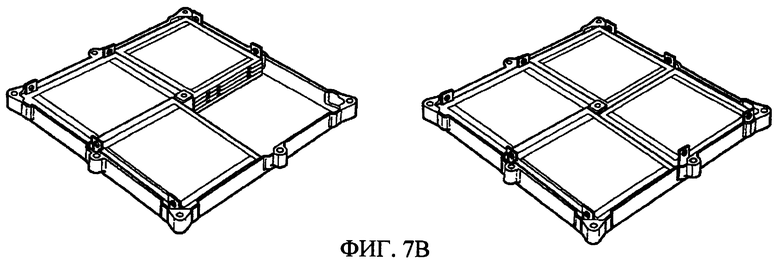
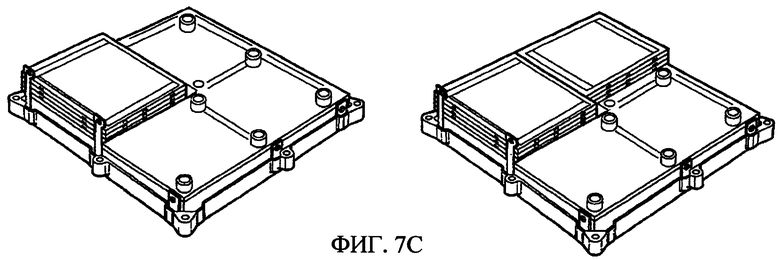
[00018] Фиг.7(a)-(d) показывают этапы примерного процесса сборки, показывающие вставку множества обрамленных элементов согласно изобретению во внешний защитный кожух.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[00019] Обращаясь к Фиг.1, там показан типичный пакетный элемент литиевой батареи, обозначенный в целом как 10. Из Фиг.1 видно, что этот пакетный элемент литиевой батареи включает в себя анодный вывод 11, катодный вывод 12, герметизирующую оболочку 15, уплотняемые боковые кромки 13, верхнюю уплотняемую кромку 16 и нижнюю кромку 14. Реальный узел анода и катода (элемент батареи) показан штриховыми линиями как скрытый внутри герметизирующей оболочки 15.
[00020] В предпочтительном варианте реализации герметизирующая оболочка 15 выполнена монолитной из покрытой полимером алюминиевой фольги и согнута вокруг элемента литиевой батареи по нижней кромке 14 элемента, а затем уплотнена сама с собой по боковым уплотняемым кромкам 13 и по верхней уплотняемой кромке 16. Герметизирующая оболочка может быть также выполнена из двух или более отдельных частей и затем уплотнена по всем четырем кромкам.
[00021] На Фиг.2 показаны первая деталь 20 рамки и вторая деталь 30 рамки в положении перед зажимом на показанном расположенным между ними пакетном элементе 10 литиевой батареи согласно одному варианту реализации изобретения. Детали 20 и 30 рамки предпочтительно представляют собой пластмассовые рамки, например, из легкоформующейся пластмассы. Примером легкоформующейся пластмассы, которая относительно недорога и конструкционно пригодна, является акрилонитрилбутадиенстироловая (АБС) пластмасса. Если имеется потребность в огнестойкой пластмассе, то предпочтительно используется пластмасса со свойствами вспучивания при нагревании, такая как эластомерный вспучивающийся материал, раскрытый в патенте США № 6809129 на имя Abu-Isa.
[00022] Когда первая деталь 20 рамки и вторая деталь 30 рамки сжаты вместе, тем самым зажимаясь на боковых уплотняемых кромках 13 и верхней уплотняемой кромке 16 пакетного элемента 10 литиевой батареи, запирающие язычки 31 входят в зацепление с принимающими язычки углублениями 21 во многих точках по периметру соответственно деталей 30 и 20 рамки, защелкивая детали рамки друг с другом, тем самым закрепляя пакетный элемент 10 литиевой батареи в сборке рамки. Язычки 31 по периметру также служат средством выравнивания для литиевого элемента, когда он вставлен в рамку элемента. И первая деталь 20 рамки, и вторая деталь 30 рамки включают в себя зазор 37 под вывод, обеспечивая просвет на зажимной поверхности 33 в той части рамки, где из герметизирующей оболочки выступают выводы 11 и 12, так что зажимная поверхность 33 не будет зажата на выводах. В предпочтительном варианте реализации нижняя кромка 14 пакетного элемента 10 литиевой батареи удерживается на месте посредством углубления, которое сформировано двумя вогнутыми поверхностями 34, смыкающимися друг с другом при защелкивании друг в друга двух деталей рамки. Это углубление способствует защите нижней кромки 14 пакетного элемента 10 литиевой батареи.
[00023] На Фиг.2 показаны также анодный вывод 11 и катодный вывод 12 в прямом положении, как они были бы после защелкивания двух деталей 20 и 30 рамки друг в друга. На Фиг.2 дополнительно показаны средство 22 фиксации шины на первой детали 20 рамки и средство 32 фиксации шины на второй детали 30 рамки. Действие этих средств будет описано ниже в связи с Фиг.3.
[00024] Обращаясь к Фиг.3, там показано множество сборок пакетного элемента литиевой батареи и рамки, уложенных стопкой друг на друге с образованием группы 50 элементов литиевой батареи. Конструкция рамки облегчает это группирование за счет введения приспособлений со штырем 25 и гнездом 26 на сторонах деталей рамки, противоположных зажимным поверхностям 33. Штырь 25 и гнездо 26 скрепляют смежные обрамленные элементы друг с другом. Количество пакетных элементов литиевой батареи в группе 50 зависит от желаемых электрических параметров группы.
[00025] На Фиг.3 показаны также контактные шины 40, одна - для анодов и одна - для катодов, расположенные в средствах 22, 23 фиксации шины, показанных на Фиг.2. В предпочтительном варианте реализации выводы 11, 12 первой сборки пакетного элемента литиевой батареи и рамки загибаются в углубления 26, 36 под выводы и затем шины вставляются на требуемую длину в первую сборку пакетного элемента литиевой батареи и рамки. Выводы 11 и 12 затем предпочтительно привариваются ультразвуковой сваркой к соответствующим шинам 40. Затем выводы второй сборки пакетного элемента литиевой батареи и рамки загибаются в углубления 26, 36 и затем вторая сборка пакетного элемента литиевой батареи и рамки помещается на первую сборку пакетного элемента литиевой батареи и рамки таким образом, чтобы совместить шины 40 со средством фиксации шины во второй сборке пакетного элемента литиевой батареи и рамки и совместить штыри 25 и гнезда 26 первой сборки с соответствующими гнездами 26 и штырями 25 второй сборки. Естественно, геометрия, показанная для приспособлений со штырем и гнездом, не предназначена быть ограничивающей, так как могут быть использованы многочисленные другие формы совмещения для выполнения той же самой функции. Показанные цилиндрические формы использованы только в иллюстративных целях. Как отмечено выше, выводы 11, 12 второй сборки затем привариваются, например, ультразвуковой сваркой к соответствующим шинам 40. Этот процесс продолжается до тех пор, пока требуемое количество сборок пакетного элемента литиевой батареи и рамки не будет уложено стопкой друг на друга с образованием группы 50 элементов литиевой батареи.
[00026] Хотя рамки литиевых элементов согласно изобретению, окружающие эти элементы, и обеспечивают защиту группы 50 элементов при манипуляциях с ними будучи уложенными внутри пакетной батареи, дополнительная сжимающая сила помимо той, что обеспечивается запирающими приспособлениями 25 и 26 или другими средствами взаимного защелкивания, может не обеспечить достаточного сжимающего усилия по закреплению элементов для некоторых назначений применения. Относительное перемещение рамок и элементов может привести к поломке выводов, поскольку они обычно выполнены из слабой и тонкой металлической фольги.
[00027] Таким образом может потребоваться дополнительное сжимающее усилие для зажима литиевых элементов. Достаточное фиксирующее усилие обеспечивает небольшое относительное перемещение рамок и элементов или полное его отсутствие.
[00028] Изобретением предусматриваются такие компоновки, которые обеспечивают дополнительное сжимающее усилие на элементы, составляющие группу элементов. В одном варианте реализации группа 50 элементов может быть последовательно установлена во внешний защитный кожух, который может быть выполнен с размерами, чтобы поддержать группу в таком состоянии, чтобы надежно удерживались бы на месте все сборки пакетного элемента литиевой батареи и рамки, обеспечивая дополнительное сжимающее усилие на детали рамки, еще сильнее скрепляющее пакетные элементы литиевой батареи. Альтернативно, группа 50 элементов может надежно удерживаться подходящими внутренними конструкциями.
[00029] На Фиг.4(a) показано изображение в разобранном виде обеспечивающей внешнее сжимающее усилие конструкции, в которой половинки 410 и 420 оболочки отделены, в то время как на Фиг.4(b) показаны половинки 410 и 420 оболочки, скрепленные вместе с использованием болтов. Типичным материалом, используемым в оболочках пакетной батареи, является пластмасса. Если требуется дополнительная прочность, то могут применяться добавки к пластмассе для получения необходимых физических характеристик. Если добавки не обеспечивают достаточную прочность и жесткость оболочки, то для придания дополнительной прочности могут быть использованы композиты с металлическими и пластмассовыми компонентами.
[00030] Три группы 50 элементов на Фиг.4(a) показаны расположенными на половине 420 оболочки. Шины предпочтительно прикрепляют к центральной шинной конструкции, как видно на Фиг.4(a), прежде, чем закрывается крышка и сжимающее усилие прикладывается к стопкам элементов. Посадочные места 411 под болты вместе с болтами 412 оболочки батареи обеспечивают требуемое усилие, которое минимизирует или устраняет относительное перемещение рамок и элементов, составляющих группу 50 элементов. Хотя на Фиг.4(a) и (b) показаны болты 412, могут использоваться и другие крепежные средства.
[00031] В показанной на Фиг.4(a) оболочке пакетной батареи содержится 7 стопок элементов, соединенных последовательно. Показанный остающийся пустым квадрант может использоваться для укладки вспомогательного оборудования пакетной батареи, например защитной электроники, плавкого(их) предохранителя(ей), соединителя(ей) и внутренней проводной разводки. Оболочка пакетной батареи может также содержать средства подгонки вокруг стопок элементов, а предпочтительно также включает в себя те же самые приспособления с гнездами и штырями, которые будут взаимодействовать с внешними элементами.
[00032] Группы 50 элементов могут также быть сконфигурированы включающими в себя крепеж системы сжатия как часть внутреннего подузла батареи. В альтернативной обеспечивающей усилие конструкции, показанной на Фиг.5(a) и (b), для обеспечения сжимающего усилия используется внутренняя конструкция. Это может быть достигнуто с использованием самых различных конструкций. На Фиг.5(a) показана система внутреннего сжатия, в которой используются сжимающие пластины 510 и входящие в посадочные места 511 стягивающие болты (не показаны), которые минимизируют или исключают относительное перемещение рамок и элементов, составляющих группу 50 элементов. На Фиг.5(b) показана система внутреннего сжатия, в которой используются сжимающие пластины 510 в комбинации с обжимающими полосами 540. Хотя на Фиг.5(b) показаны две (2) полосы 540, возможно использование единственной полосы или более чем двух (2) полос.
[00033] Вышеописанные Фиг.4(a), (b) и 5(a) и (b) являются только примерами некоторых предпочтительных конструкций обеспечения сжимающего усилия. Специалистам в данной области техники должно быть ясно, что возможны многочисленные вариации этой конструкции по изобретению.
[00034] На Фиг.6(a)-(d) показаны этапы сборки примерного обрамленного элементного модуля согласно изобретению, имеющего четыре (4) элемента для формирования модуля на 4 В. На этапе (a) первую сборку элемент/рамка помещают поверх шины. Сварные контакты элемента предпочтительно приваривают к шине ультразвуковой сваркой. На этапах (b)-(d) последовательные сборки элемент/рамка помещают поверх шины, затем каждую приваривают к шине ультразвуковой сваркой с образованием обрамленного модуля на 4 В.
[00035] На Фиг.7(a)-(d) показаны этапы примерного процесса сборки, демонстрирующие вставку множества обрамленных элементов согласно изобретению во внешний защитный кожух. На Фиг.7(a) первую стопку элементов в рамке вставляют в нижнюю половину внешней рамки. На Фиг.7(b) показаны четыре стопки, вставленные в нижнюю половину внешней рамки. На Фиг.7(c) показана получающаяся конструкция после размещения центральной пластины-шины на четырех стопках, показанных на Фиг.7(b), и после помещения дополнительных трех стопок на эту шину. На Фиг.7(d) показана получившаяся в результате сборка батареи после закрепления всех шинных болтов и конечной шины. Показанная на Фиг.7(d) сборка является такой же, что и показанная вставленной в нижнюю половину рамки, показанной на Фиг.4(a).
[00036] Хотя рассмотренный и описанный здесь подробно конкретный СПОСОБ И АППАРАТ ДЛЯ ЗАКРЕПЛЕНИЯ ЭЛЕМЕНТОВ БАТАРЕИ вполне способен обеспечить достижение вышеописанных целей изобретения, следует понимать, что он является лишь предпочтительным в настоящее время вариантом реализации настоящего изобретения и таким образом является репрезентативным для той сущности, которая в широком смысле предусматривается настоящим изобретением, что объем настоящего изобретения полностью охватывает другие варианты реализации, которые могут быть очевидными для специалистов в данной области техники, и что объем настоящего изобретения не должен соответственно ограничиваться ничем, кроме приложенной формулы изобретения, в которой упоминание какого-либо конкретного элемента в единственном числе не означает исключительно «один и только один», если это явно не оговаривается, а скорее означает «один или более». Все конструктивные и функциональные эквиваленты элементов вышеописанного предпочтительного варианта реализации, которые известны или позднее станут известны специалистам в данной области техники, в явном виде включены сюда посредством ссылки и предполагаются охваченными данной формулой изобретения. Более того, не обязательно, чтобы устройство или способ решали каждую или любую проблему, считающуюся решаемой данным изобретением, для того чтобы это охватывалось данной формулой изобретения. Кроме того, никакой элемент, компонент или этап способа в данном раскрытии не предназначен быть посвященным публике независимо от того, указан ли этот элемент, компонент или этап способа явным образом в формуле изобретения. Никакой элемент формулы изобретения не должен быть рассмотрен согласно положениям §35 Свода законов США, раздел 112, шестой абзац, если только этот элемент явно не указан с использованием выражения «средство для».






Изобретение относится к сборке группы элементов батареи. Техническим результатом изобретения является упрощение технологии и снижение стоимости изготовления. Согласно изобретению обрамленная группа элементов литиевой батареи включает в себя первую деталь рамки и вторую деталь рамки. Детали рамки защелкиваются друг с другом, зажимая пакетный элемент литиевой батареи на поверхностях уплотняемых кромок, тем самым обеспечивая конструктивную жесткость и защиту от повреждения вследствие манипуляций и вибрации. Каждая из деталей рамки имеет многочисленные штыри и гнезда на стороне, противоположной зажимной поверхности, для облегчения выравнивания и укладки стопкой многочисленных сборок пакетного элемента литиевой батареи и рамки с образованием группы элементов литиевой батареи. Каждая из деталей рамки включает в себя средство фиксации шины со вставленной в него шиной (40) для электрического соединения всех выводов данной группы пакетных элементов литиевой батареи с шиной. 2 н. и 8 з.п. ф-лы, 15 ил.
1. Обрамленная группа элементов литиевой батареи, содержащая:
первую деталь рамки, включающую в себя четыре боковые детали таких размеров, чтобы перекрывать по меньшей мере три уплотняемые кромки пакетного элемента литиевой батареи, причем упомянутая первая деталь рамки имеет проем таких размеров, чтобы обеспечить пространство для обрамляемого пакетного элемента литиевой батареи;
вторую деталь рамки, включающую в себя четыре боковые детали таких размеров, чтобы перекрывать упомянутые по меньшей мере три уплотняемые кромки упомянутого элемента литиевой батареи, причем упомянутая вторая деталь рамки имеет проем таких размеров, чтобы обеспечить пространство для упомянутого обрамляемого элемента литиевой батареи;
упомянутые первая и вторая детали рамки имеют взаимно защелкивающиеся конструкции для совмещения друг с другом и со смежными сборками рамки с образованием обрамленной группы элементов;
при этом по меньшей мере одна из упомянутой первой детали рамки и упомянутой второй детали рамки включает в себя средство фиксации шины, и
шину, закрепленную упомянутым средством фиксации шины, причем упомянутая шина электрически соединена с по меньшей мере одними из всех анодов и всех катодов упомянутых элементов литиевой батареи, составляющих упомянутую группу элементов.
2. Обрамленная группа элементов литиевой батареи по п.1, в которой по меньшей мере одна из упомянутых первой и второй деталей рамки дополнительно содержит зазор под вывод для контактного вывода упомянутого пакетного элемента литиевой батареи.
3. Обрамленная группа элементов литиевой батареи по п.1, в которой упомянутые взаимно защелкивающиеся конструкции содержат приспособление со штырем и гнездом, причем упомянутые штырь и гнездо совмещаются друг с другом с выравниванием упомянутых смежных сборок рамки.
4. Обрамленная группа элементов литиевой батареи по п.1, дополнительно содержащая корпус, заключающий в себе по меньшей мере одну из упомянутых групп элементов, причем упомянутый корпус обеспечивает дополнительное сжимающее усилие на упомянутую группу элементов.
5. Обрамленная группа элементов литиевой батареи по п.4, в которой упомянутый корпус содержит верхнюю и нижнюю секции, причем упомянутые верхняя и нижняя секции скреплены друг с другом крепежными средствами.
6. Обрамленная группа элементов литиевой батареи по п.1, дополнительно содержащая пару сжимающих пластин, прослаивающих упомянутую группу элементов, причем упомянутые сжимающие пластины скреплены друг с другом для обеспечения дополнительного сжимающего усилия на упомянутую группу элементов.
7. Обрамленная группа элементов литиевой батареи по п.1, дополнительно содержащая по меньшей мере одну обжимающую полосу для обертывания вокруг упомянутой группы элементов, причем упомянутая обжимающая полоса прикладывает сжимающее усилие к упомянутой группе элементов.
8. Обрамленная группа элементов литиевой батареи по п.1, в которой упомянутая первая деталь рамки и упомянутая вторая деталь рамки имеют одинаковые размеры.
9. Способ изготовления группы элементов литиевой батареи, содержащий этапы:
обеспечения множества сборок пакетного элемента литиевой батареи и рамки;
электрического соединения контактных выводов одинаковой полярности первой из упомянутого множества сборок пакетного элемента литиевой батареи и рамки со второй из упомянутого множества сборок пакетного элемента литиевой батареи и рамки, причем этот этап электрического соединения содержит:
размещение контактных выводов первой сборки пакетного элемента литиевой батареи и рамки в положение, параллельное с углублением под вывод, расположенным в сборке рамки;
обеспечение средства поддержания шины в каждой из упомянутых сборок пакетного элемента литиевой батареи и рамки;
обеспечение шины для каждой полярности;
вставку упомянутой шины в упомянутое средство поддержания шины;
прикрепление упомянутых контактных выводов к упомянутым шинам, и
укладывание стопкой второй сборки пакетного элемента литиевой батареи и рамки смежно с упомянутой первой сборкой при скольжении упомянутой шины в упомянутое средство поддержания шины упомянутой второй сборки пакетного элемента литиевой батареи и рамки.
10. Способ по п.9, в котором по меньшей мере одна упомянутая вторая деталь рамки дополнительно содержит приспособление со штырем и гнездом, облегчающее скрепленное выравнивание упомянутых смежных сборок рамки, дополнительно содержащий этап ориентации упомянутых смежных сборок выравниванием упомянутых приспособлений со штырем и гнездом каждой сборки.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Прибор для разлива в измеренных количествах жидкости | 1932 |
|
SU28410A1 |
| US 4627717 A, 22.05.1990 | |||
| US 4502211 A, 05.03.1995. | |||

