Изобретение относится к сварочному инструменту для устройства точечной сварки, в частности сварочным клещам, по меньшей мере, с одним держателем для электрода для контактной сварки и устройством позиционирования проводимого мимо электрода материала подложки, в частности ленты для производства изображения сварной точки, в частности ядра сварной точки сварной точки и с устройством обработки данных для анализа изображения сварной точки с оптическим блоком сбора данных, содержащим, по меньшей мере, состоящую из регистрирующего средства и объектива камеру.
Из US 6414261 В1 известен способ контроля качества точечной сварки, при котором анализ сварной точки происходит посредством оценки видеоданных, снятых видеокамерой. В нем верхняя сторона детали, на которой проводилась сварка, снимается видеокамерой, после чего проводится обработка отображаемой информации для оценки качества точечной сварки. Недостатком этого способа является отсутствие доминирования на участке места сварки на детали гомогенного освещения, так как верхняя сторона детали открывается наружу и освещение определяется, по меньшей мере, частично внешним светом. Кроме того, содержащуюся в видеоданных информацию портят или искажают отражения на блестящей или зеркальной поверхности металла и/или отбрасываемые устройством обработки данных или компонентов сварочного устройства тени, вследствие чего затруднена точная и дифференцированная оценка качества места сварки.
Существенным недостатком этого способа, а также ему подобных способов контроля качества точечной сварки, известных из уровня техники, является также то, что видеокамера не фиксирована на сварочных клещах для точечной сварки. В частности, видеокамеру следует позиционировать посредством соответствующего устройства позиционирования на соответствующей поверхности точечной сварки. В соответствии с этим деталь также можно позиционировать, например, под видеокамерой. Таким образом, анализ сварной точки при помощи таких систем связан со значительными издержками, а соответственно с потерей времени.
Кроме того, из WO 2004/022278 А1 известен способ контроля качества точечных сварок, при котором между электродами и свариваемыми листами металла вкладывается лента или фольга, причем лента или фольга выполнена так, что в процессе сварки на ленте или фольге возникает зеркальное, в частности пропорциональное изображение или отпечаток созданной на детали сварной точки. Затем это зеркальное изображение или этот отпечаток на ленте или фольге можно регистрировать и оценивать средством обработки данных, причем средство обработки данных или устройство управления и/или обработки данных сварочного аппарата по изображению или отпечатку может делать вывод о размере, форме и расположении сварной точки. Недостатком этого способа также является осуществление оптической регистрации изображения или отпечатка при помощи обычных камер или объективов, а вследствие этого на качестве снятого изображения могут значительно сказаться в негативном плане неравномерное или негомогенное внешнее освещение участка и отражения на отпечатке.
В US 5051872 А1 представлено осветительное устройство для оптического контроля предметов и поверхностей.
Таким образом, известные из уровня техники способы и устройства для контроля качества точечных сварок имеют недостаток, заключающийся в отсутствии возможности автоматизированной обработки данных результата сварки непосредственно после проведения сварки и при определенных и остающихся неизменными условиях освещенности или условиях внешней среды и независимо от детали.
Поэтому задачей данного изобретения является создание сварочного инструмента. Техническим результатом данного изобретения является повышение качества точечных сварных соединений оптическим контролем и повышение эффективности технологического процесса устройства точечной сварки с устройством контроля качества, в частности обеспечение возможности автоматизированного контроля качества на непосредственном участке места сварки.
Технический результат изобретения достигается посредством того, что блок сбора данных имеет осветительное устройство с диффузором для рассеянного и гомогенного освещения изображения точечной сварки на ленте. Преимуществом этого является то, что изображение на ленте освещено равномерно, поэтому возможна неискаженная и наиболее естественная запись изображения камерой для проведения затем электронной обработки изображений с целью оценки качества сварного соединения. Равномерное и рассеянное освещение изображения препятствует возникновению на участке изображения или участке записи камеры светлых и/или темных участков, в частности теней, и/или отражений. Диффузор создает возможность для такого, гомогенного высвечивания изображения, что, по существу, создаются остающиеся без изменений условия освещенности, а для оценки различных изображений на ленте можно использовать одинаковые масштабы или критерии анализа. Это дает возможность более объективно и более дифференцированно оценивать качество сварных соединений. Преимуществом данного инструмента является то, что изображение точечного сварного соединения может записывается или исследоваться непосредственно после проведения процесса сварки устройством обработки данных
Если осветительное устройство ориентировано в направлении камеры для освещения отраженным светом ленты, то простым способом можно создавать рассеянный свет, делающий возможным гомогенное освещение ленты.
Если осветительное устройство имеет источник света, предназначенный для освещения занимающей большую площадь ленты, причем диффузор имеет рефлектор, отражающий произведенные источником света на отражающей поверхности лучи света в направлении ленты, становится возможным рассеянное освещение ленты с высокой интенсивностью освещения. Так как источник света не излучает непосредственно на отражающую ленту, можно предотвратить отражения или возникновение светлых участков на поверхности ленты.
Наиболее эффективное освещение ленты делает возможным использовать рефлектор, выполненный из светонепроницаемого или непрозрачного материала, имеющего низкую степень абсорбции для видимого излучения, поскольку мощность падающего на рефлектор излучения и отраженного излучения, в известной мере, настолько одинаковы, что большая часть произведенной излучаемой энергии может использоваться для освещения ленты.
Наиболее экономичного и целесообразного выполнения можно достичь при выборе материала рефлектора из группы полимерных материалов.
Если отражающая поверхность покрашена светлой краской или имеет свойства отражения от светлого, становится возможным более естественное или не искажающее цвет освещение материала подложки.
Наиболее предпочтительно выполнение, в котором отражающая поверхность выполнена белой, в частности матово-белой, так как на белой поверхности отражается весь спектр видимого света, в частности белый свет, вследствие чего может происходить естественная цветопередача на поверхности ленты при одновременно высокой освещенности.
Отражающая поверхность, выполненная серебристой, в частности матово-серебристой, показала себя также предпочтительной вследствие подходящих качеств отражения.
Также предпочтительно, если отражающая поверхность имеет, по меньшей мере, на некоторых участках вогнутость и охватывает внутреннюю полость в виде купола. Тем самым лента, расположенная ниже отражающей поверхности, может освещаться с нескольких сторон или в полном объеме, вследствие чего становится возможным довольно гомогенное и лишенное отражения освещение ленты.
Также предпочтительно, если отражающую поверхность с вогнутостью ограничивает вырез в образующем купол корпусе. Вследствие этого корпус осветительного устройства одновременно может служить в качестве рефлектора или отражающей поверхности, причем подсветление снаружи корпуса полностью экранируется посредством купола. Таким образом, освещение изображения на ленте может происходить исключительно осветительным устройством, вследствие чего делается возможным контролируемое освещение и воспроизводимость результатов измерений. В данном случае оказалось наиболее предпочтительно, если купол имеет на нижней стороне, расположенной противоположно к отражающей поверхности, отверстие, на участке которого может проводиться лента.
Вследствие того, что купол выполнен, по существу, в форме полусферы, причем отражающая поверхность, находящаяся на стенке купола, продолжается предпочтительно, по существу, куполообразно, может быть создана наиболее компактная конструкция косвенного осветительного устройства посредством противоположной компоновки осветительных средств на боковом участке купола.
При этом купол предпочтительно имеет на нижней стороне, расположенной напротив к отражающей поверхности, отверстие, на участке которого может проводиться лента.
Предпочтителен вариант выполнения, в котором рефлектор образован материалом корпуса, вследствие простой и экономичной конструкции.
Независимых от свойств корпуса свойств освещения с возможностью их изменения или регулирования можно достичь вариантом выполнения, в котором рефлектор нанесен на внутреннюю сторону корпуса в виде покрытия или лакировки. Таким образом, для получения оптимального результата освещения рефлектор может быть специально подогнан к ленте.
Вследствие того, что источник света расположен напротив отражающей поверхности на участке вогнутости, становится возможным очень равномерное косвенное освещение ленты.
Преимущество выполнения, в котором источник света выполнен, по меньшей мере, одним светодиодом, предпочтительно кольцом СИД из нескольких светодиодов, заключается в необходимости редкого обслуживания осветительного устройства благодаря большому сроку службы светодиодов и в незначительном тепловыделении и потреблении мощности осветительным устройством.
Кроме того, возможна компактная конструкция осветительного устройства, причем, компактное и эффективное в светотехническом плане выполнение получается, в частности при помощи кольца СИД, по меньшей мере, с тремя расположенными по кругу светодиодами, размещенными на боковом участке купола.
Предпочтителен вариант выполнения, в котором блок сбора данных содержит объектив с микроотверстием или объектив с точечной диафрагмой. Таким образом, возможно, что только очень маленький участок, соответствующий поперечному сечению микроотверстия, например, внутри купола выполнен не отражающим, причем объектив с точечной диафрагмой может быть выполнен как часть диффузора. Относительно маленькое в поперечном сечении отверстие в объективе, в частности объектив с точечной диафрагмой, препятствует возникновению на изображении ленты затемнений, вызывающих искажения, причем затемнений, являющихся следствием зеркального отражения отверстия камеры. Таким образом, можно значительно повысить качество записанного камерой изображения, поскольку по сравнению с обычными линзовыми объективами затемнение на изображении, вследствие зеркального отражения камеры, бесконечно мало.
Благодаря тому что объектив имеет окружающий отверстие рефлектор, наиболее эффективно предотвращается зеркальное отражение камеры на изображении ленты.
Выполнение, в котором объектив камеры расположен на противоположной к материалу подложки верхней стороне купола, предпочтительно из-за неискаженной и пропорциональной регистрации изображения камерой, так как облегчается оценка записанной отображаемой информации.
Кроме того, предпочтителен вариант выполнения, в котором перед блоком сбора данных размещен прозрачный защитный элемент, например из полимерного материала или стекла, для защиты блока сбора данных от загрязнения. Благодаря ему загрязнение не может проникнуть во внутреннюю полость купола и отрицательно повлиять на свойства освещения во внутренней полости. Кроме того, тем самым отпадает необходимость очистки внутренней полости осветительного устройства.
Кроме того, предпочтительно выполнение, в котором устройство обработки данных размещено на внутренней стороне держателя, мимо которой транспортируется снабженная изображением лента после процесса сварки, так как лента может быть транспортирована вдоль поверхности от места сварки, а одновременно устройство обработки данных может осуществлять обработку изображения на ленте на соседнем от места сварки участке. Следовательно, может отсутствовать специальная позиция обработки для анализа изображения на ленте, вследствие чего процесс производства сварного соединения упрощается и снижаются производственные расходы.
Также предпочтительно выполнение, где держатель выполнен самим по себе известным способом - в форме буквы L и имеет изгиб, а устройство обработки данных расположено на участке изгиба. Таким образом, устройство обработки данных расположено непосредственно на соседнем от электрода или от места сварки участке, причем компоновка устройства обработки данных почти не ограничивает свободу движения сварочного инструмента, так что устройство обработки данных на участке изгиба не создает никого ограничения для рабочей области сварочного инструмента, а непосредственная оценка сварных точек может проводиться после их производства. Благодаря тому что устройство позиционирования для расположения ленты выполнено на внутренней стороне держателя ниже устройства обработки данных, в частности ниже отверстия купола, после проведения процесса сварки анализ или обработка изображения на ленте может предпочтительным способом быть автоматизирована, что делает возможной экономичную и эффективную оценку качества точечного сварного соединения.
Данное изобретение более подробно описывается посредством приложенных схематичных чертежей.
На чертежах показаны:
фиг.1. Устройство точечной сварки с предложенным сварочным инструментом, имеющим предложенное устройство обработки данных, вид сбоку;
фиг.2. Сваренные друг с другом листы металла на участке сварной точки с частично разрезанным изображением, вид в перспективе;
фиг.3. Вариант выполнения предложенного устройства обработки данных, схематичное изображение в разрезе;
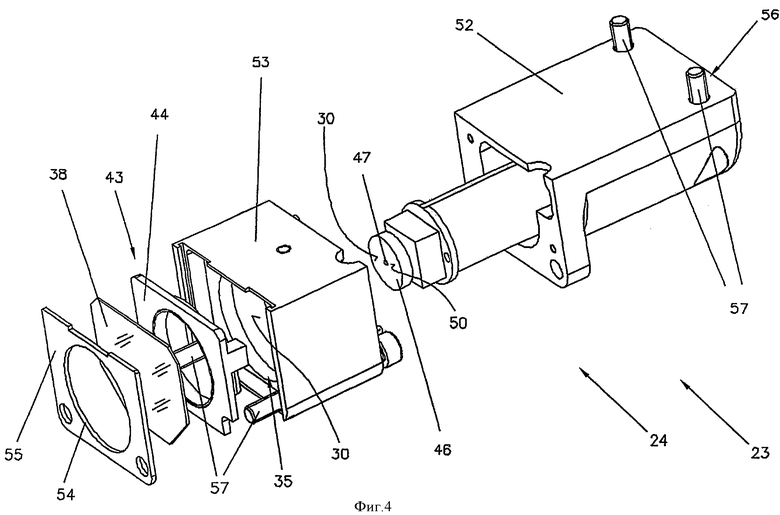
фиг.4. Вариант выполнения предложенного устройства обработки данных, изображение в разобранном, перспективном виде.
На фиг.1 показан сварочный инструмент 1 в виде сварочных клещей 2 устройства 3 точечной сварки для контактной сварки, по меньшей мере, с двумя конструктивными элементами, например листами 4, 5 металла. Сварочный инструмент 1 применяется предпочтительно для роботаризированного использования для автоматизированного производства точечных сварных соединений. Сварочный инструмент 1 имеет, например, два изогнутых или L-образных держателя 6 для приема соответственно по одному электроду 7, причем электрод 7 соединен с не показанным источником электропитания устройства 3 точечной сварки. Кроме того, сварочный инструмент 1 выполнен для приема и направления ленты 10, проводимой через, по меньшей мере, один держатель 6 мимо упорного центра 9 электрода 7. Лента 10 предпочтительно выполнена из фольги, деформируемой и перемещаемой вдоль поверхности 11 держателя 6 в его продольном направлении. Для перемещения или транспортирования ленты 10 сварочный инструмент 1 или сварочное устройство 3 имеет, например, описанное далее устройство позиционирования для транспортирования и/или для наматывания и сматывания проходящей мимо электрода 7 ленты 10.
Направление ленты 10 вокруг электрода 7 может происходить самыми разными способами, из-за чего в последующем кратко описывается лишь один пример выполнения. В нем диэлектрическая распорка 13 расположена вокруг электрода 7 на участке вершины 12 электрода или контактной поверхности электрода 7 с листом 4, 5 металла. Распорка 13 фиксирована, например, подвижно на электроде 7, так что он может нагружать дополнительным давлением листы 4, 5 металла посредством распорки 13. Кроме того, подвижным расположением распорки 13 достигают того, что она приподнимает ленту 10 после процесса сварки от электрода 7, то есть распорка 13 во время или после открытия сварочных клещей 2 самостоятельно приподнимает ленту 10 от упорного центра 9 или вершины 12 электрода, и, наоборот, при замыкании сварочных клещей 2 распорка 13 перемещается относительно электрода 7, вследствие чего лента 10 прилегает к электроду 7.
Кроме того, сварочный инструмент 1 может иметь опорный элемент 14 с направляющими каналами 15 для приема ленты 10. Между опорным элементом 14 и распоркой 13 расположен механизм 16 перемещения, в частности пружинный элемент, посредством которого распорка 13 с соответствующим нагружением давлением может перемещаться в направлении средней продольной оси 17 электрода 7. Для этого механизм 16 перемещения выполнен пластичным или упругим.
Во время всего процесса точечной сварки сварочным инструментом 1 механически сжимают листы 4, 5 металла при помощи электродов 7. В процессе точечной сварки соединяемый металл двух конструктивных элементов соединяют при двустороннем расплавлении и последующим застывании, причем посредством большого омического сопротивления между элементами при применении электрического тока высокая мощность преобразовывается в тепловую энергию, что приводит к плавлению металлов. После застывания расплавленного металла в месте 18 сварки листы 4, 5 металла соединены друг с другом сварной точкой 19 или ядром сварной точки, как это схематически показано на фиг.2.
Чтобы теперь произвести оценку качества сварной точки 13, предусмотрена лента 10, расположенная во время процесса сварки непосредственно над местом 18 сварки.
Возникающее при сваривании элементов излучение или действие, в частности тепло, выделяемое при геометрическом растяжении сварной точки 19, производит на ленте 10 зеркально отраженное изображение 20 сварной точки 19, причем изображение 20 на обращенной к листу 4, 5 металла стороне 21 расположено на участке упорного центра 9 электрода 7. После проведенной сварки перемещение ленты 10 может происходить посредством устройства позиционирования в его продольном направлении, так что анализ ленты 10 посредством устройства 22 обработки данных может происходить независимо от положения листов 4, 5 металла и места обработки. Подобный способ и относящиеся к нему устройства уже известны из WO 2004022278 A1 заявителя, поэтому для знакомства с более подробными деталями возможных выполнений сварочного устройства 3, сварочного инструмента 1 и технологических процессов способа, следует обратиться к этой заявке. По меньшей мере, детали описанного в WO 2004022278 A1 изобретения могут быть составной частью данного предмета изобретения.
На фиг.3 представлен возможный вариант предложенного устройства 22 обработки данных. Устройство 22 обработки данных является частью системы контроля качества точечных сварок. Эта система выполнена для анализа свойств сварных точек 19, например геометрических величин, таких как расположение, форма и размер сварных точек 19. Для анализа отображаемой информации используются записанные лентой 10 изображения 20, причем оптическая регистрация изображения 20 происходит посредством устройства 22 обработки данных. Устройство 22 обработки данных имеет блок 23 сбора данных, по меньшей мере, с камерой 24. Камера 24 имеет регистрирующее средство 25 и объектив 26, причем регистрирующее средство 25 представляет собой сенсор для преобразования световой информации в видеоданные, а объектив 26 выполнен для регулировки свойств изображения в изображении 20. Регистрирующее средство 25 предпочтительно выполнено полупроводниковым детектором, например, ПЗС (прибором с зарядовой связью) или КМОП (комплементарным металло-оксидным полупроводником) микросхемой камеры, регистрирующей изображение 20 сварной точки 19, оцифровываемое затем электронным блоком. Регистрирующее средство 25 и объектив 26 могут составлять общий конструктивный элемент, причем детально не представленный электронный блок камеры 24 может располагаться на другом месте в устройстве 22 обработки данных и соединяться с регистрирующим средством 25 по проводам, сетям, системам шин и т.д.. За счет этого можно получить более компактную конфигурацию устройства 22 обработки данных. Система контроля качества или устройство 22 обработки данных может иметь логическую схему обработки данных, осуществляющую анализ качества изображения 20, причем эта логическая схема обработки данных предпочтительно выполнена заложенной в запоминающем устройстве логической схемой программы. Например, логическая схема обработки данных установлена в компьютере, получающим отображаемую информацию по сети (интернет, инфранет) от блока 22 обработки данных. Такие логические схемы обработки данных известны специалисту, работающему в области промышленной обработки изображений, поэтому не будем останавливаться на ней более подробно.
Для проведения при помощи этих логических схем обработки данных точного и всестороннего определения качества сварных точек 19 необходимо контролируемое освещение ленты 10 или изображения 20. Этого достигают посредством предложенного - блока 23 сбора данных, причем это осветительное устройство 27 выполнено для рассеянного и гомогенного освещения или так называемого освещения на отражение изображения 20 точечной сварки на ленте 10. При рассеянном освещении сильно отражающей ленты 10 на изображении 20 происходит неотражающее и равномерное окрашивание, так что при записи камерой 24 не искажаются или не теряются никакие оптические сведения об изображении 20. Таким образом, по очень тонким оттенкам на изображении 20 и надежным способом можно делать вывод о качестве сварной точки 19.
Осветительное устройство 27 имеет для производства рассеянного света диффузор 28, рассеивающий падающее световое излучение в разных направлениях. В показанном варианте осветительное устройство 27 выполнено для освещения отраженным светом ленты 10, для чего диффузор 28 имеет рефлектор 29, отражающий падающие на отражающую поверхность 30 лучи света в направлении материала 8 подложки. Для этого рефлектор 29 выполнен из светонепроницаемого или непрозрачного материала, имеющего низкую степень поглощения электромагнитного излучения в диапазоне частот света. Например, материал рефлектора 29 выбран из группы полимерных материалов, причем полимерный материал предпочтительно имеет светлую окраску. В частности, материал рефлектора 29 может быть выполнен из белого или светло-серого полимерного материала, так что от рефлектора 29 в направлении ленты 10 отражается светлый или белый свет. Согласно следующему предпочтительному варианту выполнения рефлектор 29 выполнен серебристым. Кроме того, отражающая поверхность 30 рефлектора 29 может быть выполнена матовой или шероховатой, чтобы происходило усиленное рассеивание падающих лучей света.
Осветительное устройство 27 может быть также выполнено для освещения прямым светом ленты 10. При этом диффузор 28 может быть выполнен из полупрозрачной пластины или слоя, например из полимерного материала, матового стекла, или ему подобного, или прозрачной пластины с шероховатой поверхностью, облучаемой на верхней стороне светом, так что на нижней стороне в направлении ленты 10 излучается рассеянный свет.
Освещение ленты 10 предпочтительно производится источником света, занимающим большую площадь, или занимающим большую площадь рефлектором 29, чтобы получить возможность наиболее гомогенного освещения материала 8 подложки.
Согласно показанному на фиг.3 и фиг.4 примеру выполнения отражающая поверхность 30 имеет вогнутость 31, окружающую внутреннюю полость 32 подобно куполу. Осветительное устройство 27 имеет корпус 33 с вырезом 34, образующим внутреннюю полость 32 с охваченным отражающей поверхностью 30 куполом 35. Купол 35 имеет на торцевом конечном участке 36 отверстие 37, которое, в частности, может закрываться пластинчатым защитным элементом 38, выполненным светопропускающим или прозрачным. Позиционируемый на тыльной от купола 35 нижней стороне 39 защитного элемента 38 ленты 10 освещается осветительным устройством 27, подсвечивающим внутреннюю полость 32 купола, так что из внутренней полости 32 видна поверхность 40 ленты 10, а изображение 20 может регистрироваться камерой 24.
Кроме того, может быть предусмотрено устройство для очистки, выполненное, например, в виде грязеснимателя, струи сжатого воздуха или им подобные и очищающие ленту 10 от загрязнения на участке изображения 20. Это может предохранять защитный элемент 38 от загрязнения, вследствие чего не нарушается светопроницаемость защитного элемента 38.
Осветительное устройство 27 имеет источник 41 света, предпочтительно выполненный, по меньшей мере, одним светодиодом 42 (светоизлучающим диодом, СИД). Предпочтительно, если несколько светодиодов 42 образуют кольцо 44 СИД. Кольцо 44 СИД может состоять, например, из двух расположенных диаметрально противоположно светодиодов 42. Предпочтительно, если кольцо 44 СИД имеет, по меньшей мере, три, в частности более пяти, светодиодов 42, расположенных вдоль окружности кольца 44 СИД на одинаковом расстоянии. Светодиоды 42 кольца 44 СИД выполнены предпочтительно для излучения белого света. Светодиоды 42 могут излучать также свет разных цветов, в частности красный, зеленый, или синий свет. Само собой разумеется, что кольцо 44 СИД также может быть выполнено, например, в виде матрицы 43 СИД.
Кольцо 44 СИД расположено на конечном участке 36 или на участке отверстия 37 купола 35 и продолжается в форме круга или кольцеобразно вдоль бокового участка 45 корпуса 33. При этом светодиоды 42 расположены так, что они излучают свет в направлении отражающей поверхности 30, в частности свет излучается светодиодами 42 в направлении, обращенном от материала подложки 8 или от отверстия 37. Соответствующими мероприятиями предотвращается боковое излучение, а вследствие этого - отражение на ленту 10 и одновременно с этим создается лучшее излучение светового конуса. Подобная экрану вогнутость 31 отражающей поверхности 30 создает рассеянное отражение света и гомогенное освещение внутренней полости 32 или расположенного под внутренней полостью 32 материала 8. подложки. Купол 35 предпочтительно выполнен в форме полусферы, в частности, по существу, полукруглым.
Кроме того, в предложенном примере выполнения предусмотрено, что объектив 26 камеры 24 был выполнен как объектив с микроотверстием или объектив 46 с точечной диафрагмой. Объектив 46 с точечной диафрагмой имеет отверстие 47 с небольшим диаметром 48, так чтобы в простую и компактную конфигурации можно было вместить формат изображения отображенного предмета или изображения 20. Диаметр 48 составляет предпочтительно только доли миллиметра или несколько миллиметров, в частности от 0,1 мм до 5 мм, так что в регистрирующем средстве 25 отображается исключительно изображение 20. Для этого объектив 46 с точечной диафрагмой расположен напротив ленты 10 и на некотором расстоянии 49. При этом расстояние 49 определяет коэффициент пропорциональности, с которым изображение 20 отображается на регистрирующем средстве 25. Кроме того, объектив 46 с точечной диафрагмой имеет нижнюю сторону 50, имеющую диффузно отражающие свойства. К тому же рефлектор 29 с отражающей поверхностью 30 продолжается на нижней стороне 50 объектива 46 с точечной диафрагмой, предпочтительно выполненный соответственно вышеуказанному описанию. Благодаря этому нижняя сторона 50 формирует участок отражающей поверхности 30, вследствие чего исключительно на участке отверстия 47, имеющем сравнительно незначительное поперечное сечение, не происходит отражение света, произведенного источником 41 света. К тому же этот неотражающий участок настолько мал, что на ленте 10 не возникает видимое или бесконечно маленькое отражение камеры 24 и имеет место гомогенное освещение изображения 20 на лентен 10.
В примере выполнения объектив 46 с точечной диафрагмой предпочтительно расположен на верхней стороне 51 или вершине купола 35, так что регистрирующее средство 25 может регистрировать изображение 20 ленты 10, расположенное под внутренней полостью 32. Благодаря такой вертикальной компоновке объектива 46 с точечной диафрагмой над изображением 20 на ленте 10 становится возможной неискаженная съемка изображения 20 в пропорциональной величине, что позволяет эффективно обрабатывать снятую отображаемую информацию.
Как показано на фиг.4, корпус 33 может состоять из нескольких элементов, в частности из основного корпуса 52 и корпуса 53 купола. Защитный элемент 38 или кольцо 44 СИД может фиксироваться к корпусу 53 купола прижимной рамкой 55, имеющей отверстие 54, посредством элементов 56 фиксации, в частности винтов 57.
Другое независимое решение предложенной задачи заключается в сварочном инструменте 1 для устройства 3 точечной сварки, в частности в сварочных клещах 2. Сварочный инструмент 1 имеет держатели 6 для электродов 7 для контактной сварки и устройство позиционирования для направления или транспортирования ленты 10, проводимой мимо электрода 7, причем на ленте 10 в процессе точечной сварки производится изображение 20 ядра сварной точки, анализируемое устройством 22 обработки данных. Устройство 22 обработки данных выполнено, по меньшей мере, частично в соответствии с вышеуказанным описанием. Устройство 22 обработки данных предпочтительно расположено непосредственно в одном из держателей 6, причем снабженная изображением 20 лента 10 проводится мимо устройства 22 обработки данных или проводится через него для оценки. Согласно фиг.1 держатель 6 имеет образованный закруглением или изломом изгиб 58, причем держатель 6 выполнен, в частности, L-образно. Устройство 22 обработки данных размещено на расположенном на внутренней стороне 60 держателя 6 участке 59 изгиба 58. После процесса сварки снабженная изображением 20 лента 10 проводится мимо внутренней стороны 60, так что непосредственно после процесса сварки может проводиться оценка результата сварки. Само собой разумеется, устройство 22 обработки данных можно приспосабливать к любой геометрии держателей 6, так что предложенное устройство 22 обработки данных дает возможность для оптического контроля качества точечных сварных соединений. Например, также имеется возможность интегрировать устройство 22 обработки данных в одном или даже в обоих держателях 6, а лента 10 проводится в соответствии с этим опять же мимо устройства 22 обработки данных. При этом предпочтительно, если устройство 22 обработки данных никаким образом не ограничивает возможность доступа или свободу движения устройства 3 точечной сварки.
Кроме того, сварочный инструмент 1 или устройство 3 точечной сварки имеет устройство 61 позиционирования для ленты 10. Устройство 61 позиционирования выполнено согласно показанному примеру выполнения для перемещения направляемой вокруг электрода 7 ленты 10, причем это перемещение происходит, например, пошагово на определенную подачу, после каждого проведенного процесса сварки. Для этого устройство 61 позиционирования имеет привод 62, в частности с возможностью управления посредством устройства управления устройства 3 точечной сварки. При перемещении ленты 10 она передвигается в направлении стрелок 63а или 63b, так что лента 10 направляется мимо устройства 22 обработки данных. Лента 10 может располагаться, например, под отверстием 37 купола 35, так что камера 24 может записывать изображение 20. При этом лента 10 проводится через направляющий канал 15 или другие направляющие элементы плотно к поверхности 11 держателя 6. После проведения ленты 10 мимо устройства 22 обработки данных, она может транспортироваться дальше любым способом, например, вдоль поверхности 11 держателя 6 или посредством направляющей поперек, через держатель 6, как это показано на фиг.1 пунктирными линиями.
Предпочтительно, если съемка изображения происходит таким образом, что устройство 61 позиционирования проводит ленту 10 мимо устройства 22 обработки данных, причем камера 24 осуществляет автоматическую съемку изображения 20. Имеется в виду, что лента 10 проводится только лишь мимо камеры 24 и одновременно непрерывно происходит съемка поверхности ленты 10, а вместе с этим и сварной точки 19. Вследствие этого больше не требуется точное позиционирование сварной точки 19 перед камерой 24, так как логическая схема обработки данных использует для анализа оптимальную картину сварной точки 19, полученную на основе отображаемой информации.
Таким образом, непосредственно после проведения процесса сварки, может проводиться анализ ленты 10, причем это может происходить полностью автоматически. Для этого материал 8 подложки не должен доставляться к позиции обработки, выполненной отдельно от сварочного инструмента 1, а материал подложки 8 может непосредственно подводиться после процесса сварки и проведенного анализа к своему следующему месту назначения.
Кроме того, устройство 22 обработки данных может быть расположено в отдельном устройстве/позиции обработки, а не устанавливаться, по меньшей мере, в одном из держателей 6. Для проведения оценки сварной точки 19 лента 10 после полного использования извлекается из сварочных клещей 2 и вкладывается в устройство/позицию обработки, после чего затем оцениваются отдельные изображения. Размещение сварных точек 19 задано очередностью точечных сварок, так что в любое время можно идентифицировать и обработать сварные точки 19, имеющие дефекты.
В целом следует заметить, что каждый из держателей 6 может быть оснащен собственным устройством 22 обработки данных, так чтобы, например, каждый держатель 6 в отдельности при помощи соответствующего устройства 22 обработки данных мог обрабатывать разные материалы 8 подложки, которые могут быть подобраны для разных материалов листов 4, 5 металла. Однако в показанном примере выполнения сварочный инструмент 1 имеет только одно устройство 22 обработки данных, осуществляющее оценку ленты 10, соответствующей листу 4 металла.
Отдельные выполнения, показанные на чертежах 1-4, могут являться предметом независимых согласно изобретению решений. Соответствующие изобретению задачи и решения следуют из подробных описаний этих чертежей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ВЫВОДА СВЕТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2589338C2 |
| ЭСКАЛАТОР ИЛИ ДВИЖУЩИЙСЯ ТРОТУАР С ОСВЕЩЕНИЕМ СВЕТОДИОДАМИ | 2009 |
|
RU2509048C2 |
| ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО, ВКЛЮЧАЮЩЕЕ В СЕБЯ НЕСКОЛЬКО ИСТОЧНИКОВ СВЕТА И ОДНУ ОТРАЖАТЕЛЬНУЮ СИСТЕМУ, И БЛОК ОТРАЖАТЕЛЯ | 2010 |
|
RU2539976C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОВЕРКИ ЛИСТОВОГО МАТЕРИАЛА, В ЧАСТНОСТИ БАНКНОТ ИЛИ ЦЕННЫХ БУМАГ | 1996 |
|
RU2169393C2 |
| УСТРОЙСТВО ДЛЯ ДЕТЕКТИРОВАНИЯ СВОЙСТВ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2211488C2 |
| ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО | 2004 |
|
RU2333536C2 |
| УСТРОЙСТВО И СПОСОБ ТЕКУЩЕГО КОНТРОЛЯ ЗОНЫ СВАРКИ, А ТАКЖЕ СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ СВАРКОЙ | 2003 |
|
RU2312745C2 |
| СПЕКТРАЛЬНЫЙ ДАТЧИК ДЛЯ ПРОВЕРКИ ЦЕННЫХ ДОКУМЕНТОВ | 2010 |
|
RU2552188C2 |
| УСТРОЙСТВО ДЛЯ ОТОБРАЖЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ПОЛОГО ПРОСТРАНСТВА В ИЗДЕЛИИ | 2012 |
|
RU2626966C2 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ ПРИ ПОМОЩИ ТЕНЕВОЙ ДЕФЕКТОСКОПИИ | 2005 |
|
RU2358259C2 |


Изобретение относится к сварочному устройству точечной сварки, в частности к сварочным клещам. Устройство содержит держатель для электрода для контактной сварки, устройство позиционирования проводимой мимо электрода ленты для производства изображения (20) сварной точки, и для анализа изображения (20) предусмотрено устройство (22) обработки данных. Устройство (22) выполнено с оптическим блоком (23) сбора данных, содержащим, по меньшей мере, состоящую из регистрирующего средства (25) и объектива (26) камеру (24). Блок (23) сбора данных содержит осветительное устройство (27) с диффузором (28) для рассеянного и гомогенного освещения изображения (20) точечной сварки на ленте (10). В результате достигается точность контроля за сварной точкой, обеспечена возможность автоматизированного контроля на непосредственном участке места сварки. 22 з.п. ф-лы, 4 ил.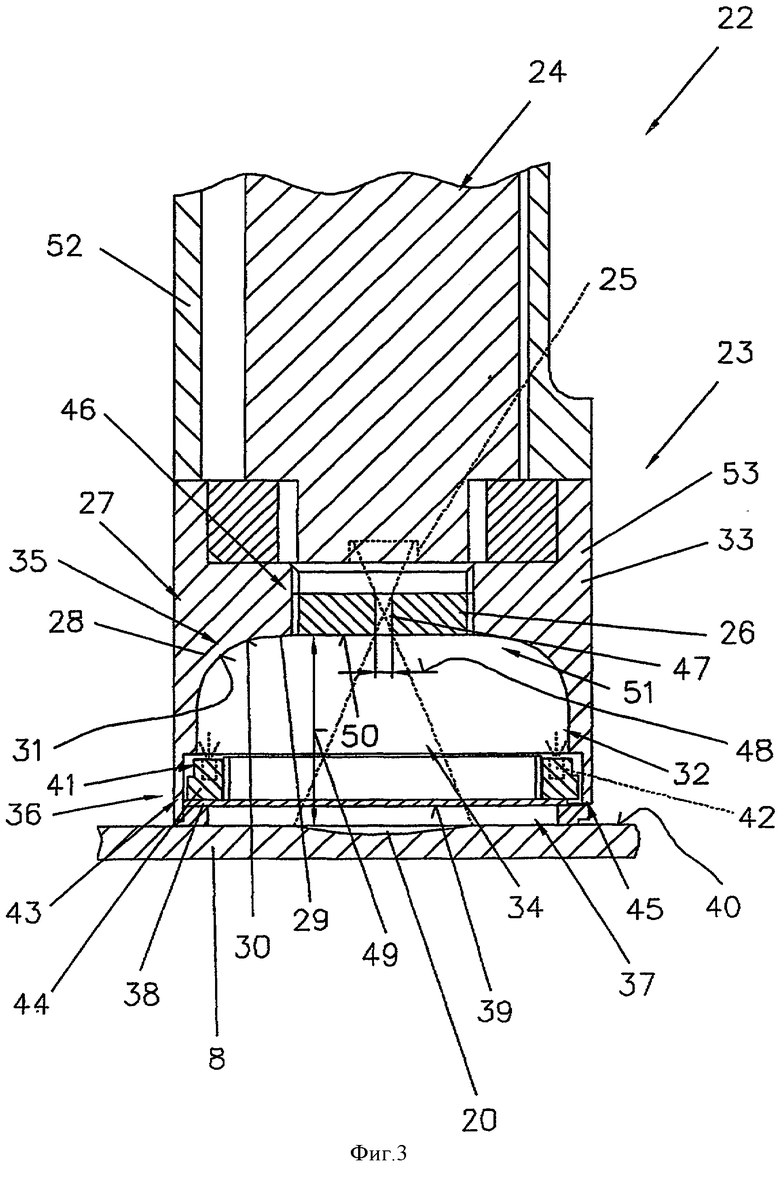
1. Сварочный инструмент (1) для устройства (3) точечной сварки, в частности сварочные клещи (2), по меньшей мере, с одним держателем (6) для электрода (7) для контактной сварки и устройством (61) позиционирования проводимой мимо электрода (7) ленты (10) для производства изображения (20) сварной точки (19), причем для анализа изображения (20) предусмотрено устройство (22) обработки данных с оптическим блоком (23) сбора данных, содержащим, по меньшей мере, состоящую из регистрирующего средства (25) и объектива (26) камеру (24), отличающийся тем, что блок (23) сбора данных содержит осветительное устройство (27) с диффузором (28) для рассеянного и гомогенного освещения изображения (20) точечной сварки на ленте (10).
2. Сварочный инструмент по п.1, отличающийся тем, что осветительное устройство (27) ориентировано в направлении камеры (24) для освещения отраженным светом ленты (10).
3. Сварочный инструмент по п.2, отличающийся тем, что осветительное устройство (27) снабжено источником (41) света для освещения, занимающего большую площадь ленты (10), причем диффузор (28) содержит рефлектор (29), отражающий произведенные источником (41) света на отражающей поверхности (30) лучи света в направлении ленты (10) подложки.
4. Сварочный инструмент по п.3, отличающийся тем, что рефлектор (29) выполнен из светонепроницаемого или непрозрачного материала, имеющего низкую степень абсорбции для видимого излучения.
5. Сварочный инструмент по п.4, отличающийся тем, что материал рефлектора (29) выбран из группы полимерных материалов.
6. Сварочный инструмент по п.3, отличающийся тем, что отражающая поверхность (30) покрашена светлой краской или имеет свойства отражения от светлого.
7. Сварочный инструмент по п.3, отличающийся тем, что отражающая поверхность (30) выполнена белой, в частности матово-белой.
8. Сварочный инструмент по п.3, отличающийся тем, что отражающая поверхность (30) выполнена серебристой, в частности матово-серебристой.
9. Сварочный инструмент по п.3, отличающийся тем, что отражающая поверхность (30) имеет, по меньшей мере, на некоторых участках вогнутость (31) и охватывает внутреннюю полость (32) в виде купола.
10. Сварочный инструмент по п.9, отличающийся тем, что отражающая поверхность (30) с вогнутостью (31) ограничивает вырез (34) в образующем купол (35) корпусе (33).
11. Сварочный инструмент по п.10, отличающийся тем, что купол (35) выполнен, по существу, в форме полусферы, причем отражающая поверхность (30), находящаяся на стенке купола (35), продолжается предпочтительно, по существу, куполообразно.
12. Сварочный инструмент по п.10 или 11, отличающийся тем, что купол (35) предпочтительно имеет на нижней стороне (39), расположенной напротив к отражающей поверхности (30), отверстие (37), на участке которого может проводиться лента (10).
13. Сварочный инструмент по п.10, отличающийся тем, что рефлектор (29) образован материалом корпуса (33).
14. Сварочный инструмент по п.10, отличающийся тем, что рефлектор (29) нанесен на внутреннюю сторону корпуса (33) в виде покрытия или лакировки.
15. Сварочный инструмент по п.3, отличающийся тем, что источник (41) света расположен напротив отражающей поверхности (30) на участке вогнутости (31).
16. Сварочный инструмент по п.3, отличающийся тем, что источник света выполнен, по меньшей мере, одним светодиодом, предпочтительно кольцом СИД из нескольких светодиодов.
17. Сварочный инструмент по п.16, отличающийся тем, что кольцо (44) СИД выполнено, по меньшей мере, тремя расположенными по кругу светодиодами (42), размещенными на боковом участке (45) купола (35).
18. Сварочный инструмент по п.1, отличающийся тем, что блок (23) сбора данных в иконографической форме содержит объектив (46) с микроотверстием или объектив (46) с точечной диафрагмой.
19. Сварочный инструмент по п.18, отличающийся тем, что отверстие (47) объектива (46) с точечной диафрагмой окружено рефлектором (29) с отражающей поверхностью (30).
20. Сварочный инструмент по п.10, отличающийся тем, что объектив (26) камеры (24) расположен на противоположной к ленте (10) верхней стороне (51) купола (35).
21. Сварочный инструмент по п.1, отличающийся тем, что перед блоком (23) сбора данных в иконографической форме размещен прозрачный защитный элемент (38), например, из полимерного материала или стекла для защиты блока (23) сбора данных от загрязнения.
22. Сварочный инструмент (1) по одному из пп.1-21, отличающийся тем, что устройство обработки данных (22) размещено на внутренней стороне (60) держателя (6), мимо которой транспортируется снабженная изображением (20) лента (10) после процесса сварки.
23. Сварочный инструмент (1) по п.22, отличающийся тем, что держатель (6) выполнен в форме буквы L и имеет изгиб (58), а устройство обработки данных расположено на участке этого изгиба (58).
| WO 2004022278 A1, 18.03.2004 | |||
| US 6414261 A, 02.07.2002 | |||
| US 5051872 A, 24.09.1991 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ЗЕРКАЛЬНО ОТРАЖАЮЩЕЙ СТРУКТУРЫ И СТРУКТУРА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2003 |
|
RU2235802C1 |
| ОТРАЖАТЕЛЬ ДЛЯ ФАР ТРАНСПОРТНЫХ СРЕДСТВ | 1995 |
|
RU2141075C1 |
| СВЕТООТРАЖАЮЩЕЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2157948C2 |

