Изобретение относится к способу в соответствии с ограничительной частью пункта 1 формулы изобретения, а также к устройству в соответствии с ограничительной частью пункта 15 формулы изобретения.
В качестве одноразовой бочкотары для налитков, в частности для минеральной или столовой воды, известны большие по объему пластиковые емкости, которые изготовлены посредством способа формования раздувом из пластиковых или полиэтиленгликольтерефталатовых (ПЭТ) заготовок или полуфабрикатов и наполнены жидким фасуемым продуктом. Эти емкости имеют, к примеру, объем 10-20 л.
Задачей изобретения является создание способа, посредством которого такие бочкотары могут быть выполнены наиболее простым способом.
Задача решена посредством способа, охарактеризованного признаками пункта 1 формулы изобретения. Устройство для осуществления способа является предметом пункта 15 формулы изобретения.
Способ в соответствии с изобретением осуществляется предпочтительным образом в установке, в которой подготовка изготавливаемых из синтетического материала, предпочтительно из полиэтиленгликольтерефталата (ПЭТ), емкостей (обозначенных также как ПЭТ-кеги) производится посредством способа формования раздувом с использованием пластиковых заготовок, непосредственно перед их применением. Для способа в соответствии с изобретением имеются различные варианты касательно последовательности отдельных этапов способа, в частности:
Вариант 1
Выдувание емкостей, подача подготовленных емкостей к разливочной машине, наполнение емкостей жидким фасуемым продуктом и последующая подготовка и насаживание фитингов на емкости в разливочной машине, а также соединение фитингов и емкостей в разливочной машине.
Вариант 2
Выдувание емкостей, подача подготовленных емкостей к разливочной машине, наполнение емкостей жидким фасуемым продуктом, подготовка и насаживание фитингов на емкости в разливочной машине, а также последующее соединение фитингов и емкостей в отдельной, следующей за разливочной машиной, станции или машине.
Вариант 3
Выдувание емкостей, подача подготовленных емкостей к разливочной машине, наполнение емкостей жидким фасуемым продуктом и последующая подготовка и насаживание фитингов на емкости, а также соединение фитингов и емкостей в отдельной, следующей за разливочной машиной, станции или машине.
Фитинги выполнены предпочтительным образом как одноразовые фитинги, и при том состоящие из соединяемой с соответствующей емкостью посредством винтового соединения запрессовки или стопорения корпуса фитинга из пластмассы с изготовленной, к примеру, из специальной стали клапанной вставкой фитинга, причем фитинги предпочтительно выполнены таким образом, что охватывают емкость или ее горловину в виде колпачка лишь по внешней поверхности, и фиксация на емкости осуществляется также лишь на его внешней поверхности.
Вне зависимости от соответствующего варианта выполнения способа в соответствии с изобретением и от последовательности во времени отдельных этапов способа наполнение емкостей жидким фасуемым продуктом всегда происходит перед насаживанием и соединением фитингов с емкостями.
Принцип действия способа в соответствии с изобретением, при котором сначала происходит наполнение емкостей жидким фасуемым продуктом и лишь затем насаживание и соединение фитингов с емкостями, то есть происходит закрывание наполненных емкостей посредством фитингов, имеет, в частности, преимущество в том, что фитинги должны быть образованы лишь для дозирования текучего фасуемого продукта, вследствие чего возможна упрощенная конструкция фитингов, в частности, однако, возможно наполнение емкостей с использованием всего поперечного сечения венчика горловины емкости, вследствие чего наполнение может производиться с повышенной производительностью (количество наполненных емкостей в единицу времени). В частности, при монтаже или запрессовке фитингов емкости удерживаются предпочтительным образом в подвешенном положении, к примеру, за горловину емкости или за имеющийся там фланец, вследствие чего имеется возможность монтажа или запрессовки фитингов и при меньшей толщине стенок емкостей, по меньшей мере, это существенно упрощается.
Другие варианты выполнения, преимущества и возможности применения изобретения выявляются на основании последующего описания примеров осуществления изобретения и на основании чертежей. При этом все описанные и/или отображенные на чертежах признаки сами по себе или в любой комбинации являются, в принципе, предметом изобретения, вне зависимости от их комплектования в формуле изобретения или в ссылке на нее. Содержание формулы изобретения также является составной частью описания.
Изобретение поясняется чертежами, на которых представлено следующее:
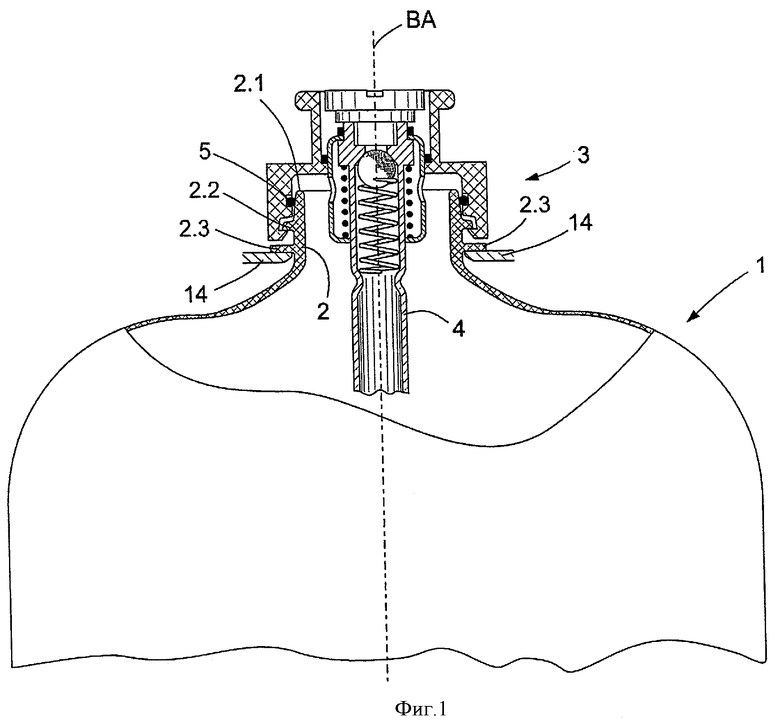
фиг.1 - часть емкости (ПЭТ-кег) в зоне венчика горловины кега вместе с расположенным на венчике горловины кега одноразовым фитингом, частично в разрезе;
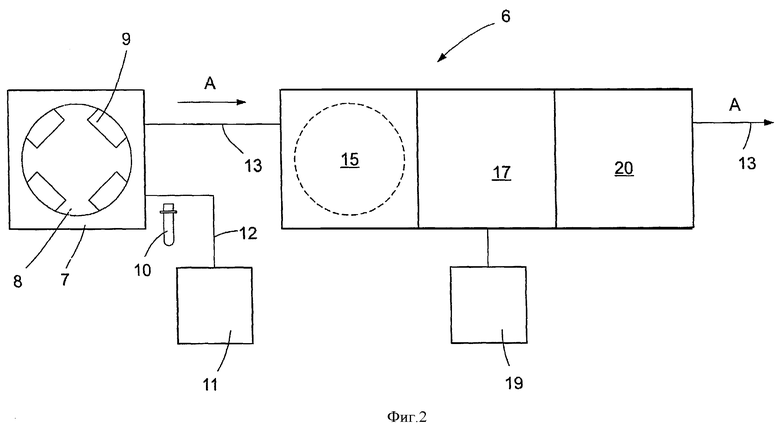
фиг.2 - устройство для формования, наполнения и последующего закрывания ПЭТ-кега, соответственно, фитингом для кега в виде блок-схемы;
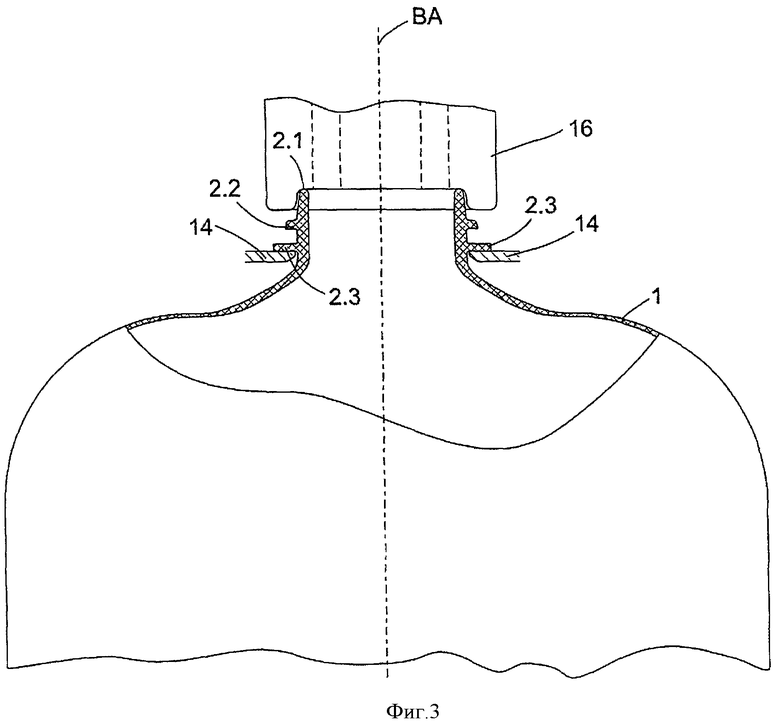
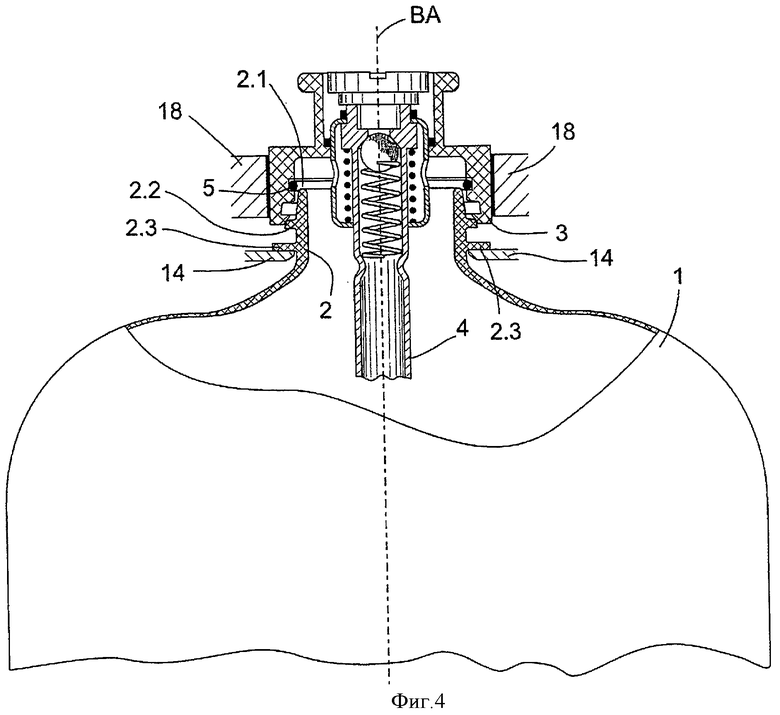
фиг.3-6 - емкость по фиг.1 на различных фазах обработки.
На чертежах позицией 1 обозначена емкость 1 большого объема, изготовленная посредством способа формования раздувом из полимерного материала, к примеру, из полиэтиленгликольтерефталата (ПЭТ), например, в виде одноразовой бочкотары с объемом от 10 до 20 л. Наполненная текучим фасуемым продуктом, к примеру минеральной водой, столовой водой, пивом или другим напитком, емкость 1 в зоне своего расположенного, в соответствии с фиг.1, вверху и образованного на горловине 2 емкости венчика 2.1 горловины емкости герметично закрыта посредством одноразового фитинга 3. В представленном варианте выполнения изобретения фитинг 3 состоит из полимера с фитинг-клапан-вставкой 4 из специальной стали, и при использовании уплотнительного кольца 5 продолжительное время удерживается в герметичном состоянии благодаря запрессовке или стопорению на фланце 2.2, сформированном на горловине 2 емкости.
Фиг.2 демонстрирует в упрощенном виде и в форме блок-схемы или функциональной схемы установку 6 для изготовления емкостей 1, соответственно, для установки фитинга 3 на каждой емкости 1 и для последующего наполнения каждого сосуда 1 текучим фасуемым продуктом через фитинг 3 или клапанную вставку 4.
На фиг.2 позицией 7 обозначена машина для формования изделий раздувом, которая на выполненном с возможностью приведения во вращательное движение вокруг вертикальной оси машины роторе 8 имеет несколько выдувных форм 9, на которых, соответственно, посредством выдувания из заготовок 10 формируются отдельные емкости 1. Заготовки 10 из термопластичного полимера, а именно из полиэтиленгликольтерефталата, соответственно, по одной и предпочтительно в предварительно нагретом состоянии подаются к машине 7 для формования изделий раздувом или к расположенным там выдувным формам 9, и при том по участку транспортировки или по направляющей 11 для транспортировки. Изготовленные посредством способа формования раздувом емкости 1 от машины 7 для формования изделий раздувом подаются далее на элемент 13 транспортировки, на котором емкости 1, ориентированные своими осями ВА в вертикальном направлении и в положении с направленными вверх венчиками 2.1 горловин, удерживаются в подвешенном положении на образованном ниже фланца 2.2 также на горловине 2 емкости и выступающем за пределы горловины 2 емкости в направлении наружу фланце или ободке 2.3, как поясняется на фиг.1 посредством состоящего из двух частей держателя 14 для емкостей.
За счет использования подходящих средств транспортировки, к примеру, при использовании сжатого воздуха для пневмотранспорта емкости 1 подаются к станции 15 (стрелка А), которая выполнена в виде разливочной машины и в которой емкости 1, удерживаясь своим фланцем 2.3 на держателе 14 для емкостей в подвешенном положении, наполняются далее жидким фасуемым продуктом. Наполнение производится, к примеру, под противодавлением таким образом, что при этом емкости 1 своими венчиками 2.1 горловин с прижимом прилегают к наполняющему элементу 16, как представлено на фиг.3 в очень схематичной форме. Образующая станцию 15 разливочная машина является, к примеру, линейной разливочной машиной или же разливочной машиной вращающегося типа, и при том с большим количеством имеющих, соответственно, разливочный элемент 16, а также соответствующий держатель 14 для емкостей, разливочных позиций по периферии приводимого во вращательное движение вокруг вертикальный оси машины ротора.
Каждая наполненная емкость 1 далее снова, удерживаясь своим фланцем 2.3 на держателе 14 для емкостей в подвешенном положении, подается к станции 17, где на венчик 2.1 горловины каждой емкости насаживается фитинг 3 с центрирующим или передающим элементом 18. Фитинги подаются при этом к станции 17 по участку транспортировки от обслуживающего устройства 19.
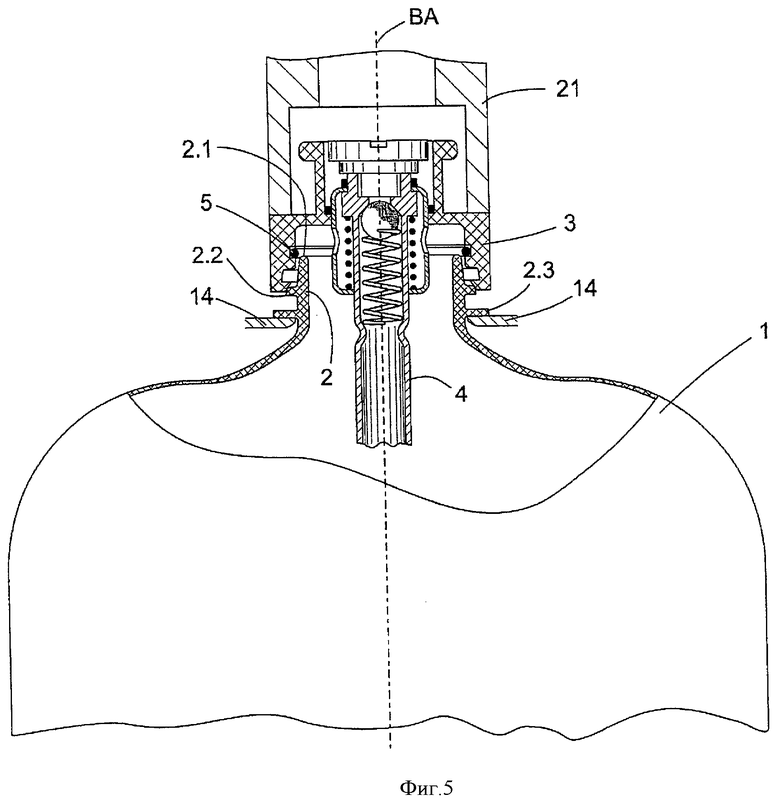
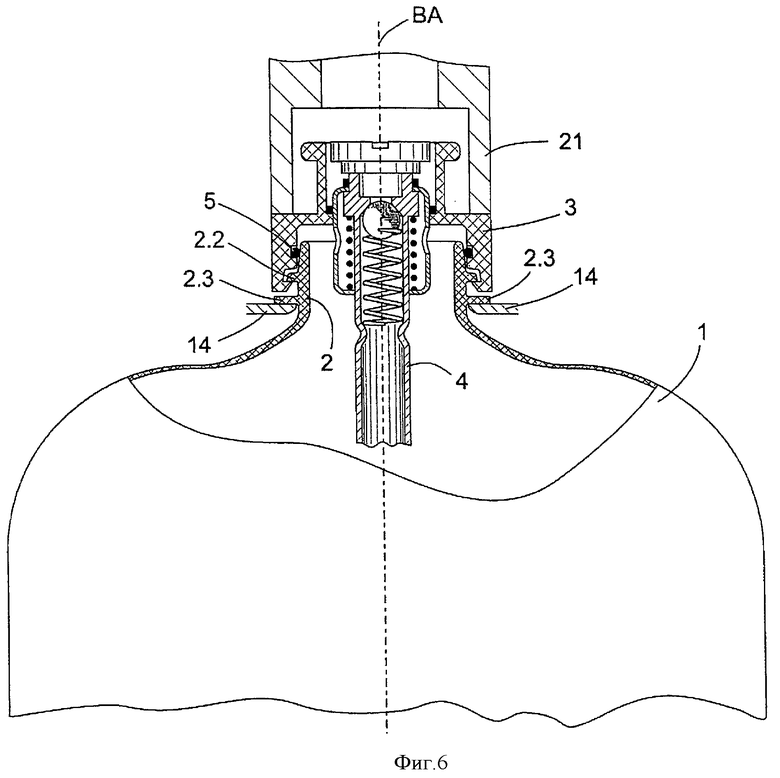
Каждая наполненная таким образом и затем снабженная фитингом емкость 1 в подвешенном своим фланцем 2.3 на держателе 14 для емкостей положении попадает далее на станцию 20, в которой, в соответствии с фиг.5 и 6, соответствующий, предварительно смонтированный с уплотнительным кольцом 5 фитинг 3 посредством запрессовки долговременно герметично закрепляется на венчике 2.1 горловины емкости. Запрессовка производится при помощи кольцеобразного укупорочного и прижимного инструмента 21, который может перемещаться, к примеру, в направлении оси ВА емкости, и посредством которого, за счет опускания, соответствующий фитинг 3 прижимается к отверстию 2.1 емкости до тех пор, пока он, в конце концов, не обхватит фланец 2.2 по внешней стороне горловины 2 емкости с геометрическим замыканием, то есть пока он не будет посредством стопорения удерживаться на горловине 2 емкости, и пока кольцевое уплотнение 5 не загерметизирует зазор между горловиной 2 емкости и фитингом 3. Укупорочный и прижимной инструмент 21 выполнен преимущественно аналогично центрирующему устройству, чтобы центрировать соответствующий фитинг 3 и посредством запрессовки закрепить его относительно оси ВА емкости на отверстии 2.1 емкости.
Станции 17 и 20 являются, к примеру, частью образующей станцию 15 разливочной машины, а в предпочтительном варианте - частью машины, следующей за разливочной машиной. Далее имеется также возможность для того, чтобы станция 17 являлась частью разливочной машины, а станция 20 была образована машиной, следующей за разливочной машиной.
Наполненные емкости 1 по транспортеру 22 подаются в направлении транспортировки для последующего использования и/или обработки, к примеру, к этикетировочной машине.
В частности тогда, когда насаживание фитингов 3 на наполненные емкости 1 и последующая запрессовка фитингов 3 производятся на независимой машине или устройстве, следующем за станцией 15 или за разливочной машиной, то эта машина, к примеру, снова выполняется как машина вращающегося типа, и при том с выполненным с возможностью приведения во вращательное движение вокруг вертикальной оси машины ротором и с большим количеством рабочих или запрессовочных позиций, соответственно, с запрессовочным инструментом на этом роторе.
Для всех описанных вариантов выполнения изобретения общим является следующее:
- емкости 1 лишь непосредственно перед использованием, а именно непосредственно перед наполнением жидким фасуемым продуктом, изготавливаются посредством способа формования раздувом,
- емкости 1 после их изготовления во время всего процесса (наполнение емкостей 1, насаживание фитингов 3 и монтаж или фиксация фитингов 3) постоянно удерживаются в подвешенном положении на своих фланцах 2.3, то есть емкости имеют заданную ориентацию,
- перед насаживанием и соединением фитингов 3 с емкостями 1 сначала производится наполнение емкостей, и
- соединение фитингов 3 с емкостями 1 производится, соответственно, посредством насаживания фитингов на венчики 2.1 горловин емкостей и посредством последующей запрессовки.
Как при наполнении, так, в частности, и при монтаже или запрессовке фитингов 3 емкости 1 опираются на горловину 2 емкости или на имеющийся там фланец 2.3, то есть на зону емкости, которая и после раздува емкости 1, ввиду большей толщины стенки, имеет повышенную прочность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ, ОБРАБАТЫВАЮЩАЯ СТАНЦИЯ И ОБРАБАТЫВАЮЩАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕГО ПРОСТРАНСТВА КЕГОВ, И УПЛОТНЕНИЕ, ИСПОЛЬЗУЕМОЕ В ТАКОЙ ОБРАБАТЫВАЮЩЕЙ СТАНЦИИ | 2016 |
|
RU2693523C1 |
| ФИТИНГ ДЛЯ ПЭТ КЕГА | 2019 |
|
RU2691286C1 |
| ФИТИНГ ДЛЯ ПЭТ КЕГА | 2019 |
|
RU2691300C1 |
| Устройство для хранения и транспортировки жидкости, находящейся под давлением | 2015 |
|
RU2664951C2 |
| РАЗЛИВОЧНОЕ УСТРОЙСТВО | 2019 |
|
RU2795427C2 |
| ЕМКОСТЬ И СПОСОБ НАПОЛНЕНИЯ ЕМКОСТИ | 2009 |
|
RU2466926C1 |
| УТОР ДЛЯ ПЛАСТИКОВОГО КЕГА | 2022 |
|
RU2783092C1 |
| КЕГ (ВАРИАНТЫ) | 2007 |
|
RU2450967C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СОСУДОВ | 2008 |
|
RU2433043C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УМЕНЬШЕНИЯ ОБЪЕМА ОДНОРАЗОВЫХ ЕМКОСТЕЙ | 2007 |
|
RU2420398C2 |
Изобретение относится к способу и устройству для формирования упаковочных единиц, состоящих из закрытой посредством фитинга для кега и наполненной жидким фасуемым продуктом емкости. В способе формирования подготавливают соответствующую емкость из пластика, наполняют емкость жидким фасуемым продуктом, подают и вставляют соответствующий фитинг в отверстие емкости, а также формируют герметичное соединение между емкостью и фитингом. Такая последовательность действий позволяет удешевить процесс изготовления и заполнения бочкотары, а также обеспечивает возможность использования упрощенных фитингов, предназначенных только для дозирования. 2 н. и 20 з.п. ф-лы, 6 ил.
1. Способ формирования упаковочных единиц, состоящих из закрытой посредством фитинга (3) для кега и наполненной жидким фасуемым продуктом емкости (1), отличающийся тем, что выполняют следующие этапы:
- подготавливают соответствующую емкость (1) из пластика,
- наполняют емкость (1) жидким фасуемым продуктом,
- подают и вставляют соответствующий фитинг (3) в отверстие (2.1) емкости,
а также
- формируют герметичное соединение между емкостью (1) и фитингом (3).
2. Способ по п.1, отличающийся тем, что емкость (1) при вставке и соединении фитинга (3) опирают на горловину (2) емкости и/или на фланец (2.3) емкости.
3. Способ по п.1 или 2, отличающийся тем, что емкость (1) выполнена в виде одноразового кега, и/или фитинг (3) выполнен в виде одноразового фитинга (3).
4. Способ по п.1 или 2, отличающийся тем, что емкости выполнены в виде больших по объему емкостей (1), в частности емкостей с объемом от 10 до 20 л.
5. Способ по п.1 или 2, отличающийся тем, что подготовку емкостей (1), наполнение емкостей (1), подачу и насаживание фитингов (3) на емкости (1), а также соединение фитингов (3) с емкостями (1) осуществляют в одной установке (6) по времени непосредственно следом друг за другом.
6. Способ по п.1 или 2, отличающийся тем, что подготовку емкостей (1) осуществляют посредством формования раздувом этих емкостей.
7. Способ по п.1, отличающийся тем, что наполнение емкостей (1), осуществляют соответственно в разливочной машине (15).
8. Способ по п.7, отличающийся тем, что внутри разливочной машины (15) осуществляют подачу и насаживание фитингов (3) на емкости (1).
9. Способ по п.7 или 8, отличающийся тем, что внутри разливочной машины (15) осуществляют соединение фитингов (3) с емкостями (1).
10. Способ по п.7 или 8, отличающийся тем, что соединение фитингов (3) с емкостями (1) осуществляют на станции (17, 20) или машине, следующей за разливочной машиной.
11. Способ по п.7 или 8, отличающийся тем, что подачу и насаживание фитингов (3) на емкости (1), а также соединение фитингов (3) с емкостями (1) осуществляют на станции (17, 20) или машине, следующей за разливочной машиной.
12. Способ по п.1 или 2, отличающийся тем, что соединение между емкостями (1) и фитингами (3) осуществляют посредством навинчивания фитингов на емкости (1).
13. Способ по п.1 или 2, отличающийся тем, что соединение фитингов (3) с емкостями (1) осуществляют посредством запрессовки и/или стопорения фитингов (3) на емкостях (1).
14. Способ по п.1 или 2, отличающийся тем, что фитинги (3), которые в виде колпачков охватывают емкости (1) в зоне венчиков горловин исключительно по наружной поверхности емкостей, стопорятся или фиксируются на этой наружной поверхности на соответствующей емкости.
15. Устройство для формирования упаковочных единиц, состоящих из закрытой посредством фитинга (3) для кега и наполненной жидким фасуемым продуктом емкости (1), по меньшей мере, с одной разливочной позицией с наполняющим элементом (16), к которому предназначенная для наполнения и удерживаемая на держателе (14) для емкостей емкость прижимается своим венчиком (2.1) горловины для осуществления наполнения посредством относительного движения между наполняющим элементом (16) и держателем (14) для емкостей, отличающееся тем, что содержит, по меньшей мере, один инструмент (21) на следующей за разливочной позицией позиции для осуществления соединения между емкостью (1) и фитингом (3) после осуществления наполнения.
16. Устройство по п.15, отличающееся тем, что разливочная позиция образована разливочной машиной (15).
17. Устройство по п.15 или 16, отличающееся тем, что инструмент (21) для формирования соединения между емкостью (1) и фитингом (3) является составной частью следующей за разливочной машиной станции (20) или машины для долговременного герметичного соединения фитинга (3) и емкости (1), предпочтительно машины вращающегося типа.
18. Устройство по п.15 или 16, отличающееся тем, что, по меньшей мере, один инструмент (19) выполнен в виде прижимного или запрессовочного инструмента (19) для формирования соединения между фитингами (3) и емкостями (1) посредством запрессовки и/или стопорения.
19. Устройство по п.15 или 16, отличающееся тем, что содержит, по меньшей мере, один инструмент для винтового соединения между емкостями (1) и фитингами (3).
20. Устройство по п.15 или 16, отличающееся тем, что разливочная машина имеет линейную конструкцию.
21. Устройство по п.15 или 16, отличающееся тем, что разливочная машина выполнена в виде разливочной машины вращающегося типа.
22. Устройство по п.15 или 16, отличающееся тем, что содержит средства для подачи и насаживания фитингов (3) на емкости (1) на разливочной машине или на следующей за разливочной машиной (15) станции (17) или машине.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DE 19928325 A1, 28.12.2000 | |||
| Водяные или песочные часы | 1932 |
|
SU32383A1 |
| Устройство для защиты от пропадания фазы в трехфазной электроустановке | 1974 |
|
SU528659A1 |
| RU 2070536 C1, 20.12.1996. | |||

