ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к поглощающему изделию типа трусов, содержащему базовую структуру, содержащую переднюю панель, имеющую передний концевой край и первый и второй боковые края, заднюю панель, имеющую задний концевой край и первый и второй боковые края, и промежностную панель, расположенную между передней и задней панелями, и компонент с сердцевиной, объединенный в одно целое с базовой структурой, при этом первый и второй боковые края передней панели соединены боковыми швами с соответствующими первым и вторым боковыми краями задней панели.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Поглощающие изделия типа трусов обычно включают в себя имеющую форму трусов базовую структуру и объединенный с базовой структурой компонент с поглощающей сердцевиной. При создании изделий типа трусов главная цель состоит в том, чтобы сделать их похожими на обычный предмет нижнего белья в как можно большей степени. Следовательно, поглощающие изделия, такие как подгузники-трусы, гигиенические трусы и трусы, используемые при недержании, выполнены с возможностью их удобного и плотного прилегания к пользователю. Также желательно, чтобы изделия были выполнены с возможностью натягивания их вверх и стягивания их вниз по бедрам пользователя для того, чтобы дать возможность пользователю или тому, кто осуществляет уход, легко снимать запачканное изделие и заменять его новым чистым изделием. По этим причинам базовую часть изделия обычно изготавливают из материала, который поддается эластичному растягиванию, по меньшей мере, вокруг талии и в зонах, предназначенных для «наложения» поверх бедер пользователя.
Традиционно базовую часть поглощающих изделий типа трусов изготавливали из слоев неэластичного термопластичного нетканого материала, имеющего эластичные элементы, такие как нити или ленты, размещенные между слоями для придания эластичности выбранным частям базовой части. В данных изделиях волокна и места соединений полотен нетканого материала остаются неразорванными во время изготовления базовой структуры и могут быть использованы для образования прочных и тем не менее поддающихся разъединению сварных соединений и швов между частями базовой части. Однако для удовлетворения спроса на изделия типа трусов, в большей степени похожие на предмет нижнего белья, традиционную эластификацию посредством эластичных элементов заменили ламинатами из эластичных нетканых материалов и пленки.
Один пример эластичного ламината, предназначенного для использования в поглощающих изделиях типа трусов, раскрыт в документе WO 03/047488. Ламинат состоит из эластичной пленки, расположенной между двумя слоями нетканого материала. Во время изготовления эластичного ламината слои нетканого материала были прикреплены к пленке, после чего ламинат был подвергнут активирующей обработке, предусматривающей пошаговое растягивание ламината, которое вызывает разрыв соединений и волокон в полотнах нетканого материала. В результате эластичность активированного ламината в значительной степени будет такой же, как эластичность эластичной пленки. Проблема, связанная с активированными ламинатами данного типа, состоящими из нетканого материала и пленки, состоит в том, что сварные швы, образованные в механически ослабленных материалах, имеют низкую прочность при растяжении. Это означает, что существует опасность того, что швы разорвутся преждевременно, когда изделие типа трусов надевают на пользователя или когда его носят.
Другие примеры эластичных ламинатов, используемых при создании изделий типа трусов, раскрыты в документах WO 2005/122984 и WO 2005/122985. Материалы в данных заявках отличаются от материалов, которые раскрыты в документе WO 03/041988, тем, что соединения и волокна, по меньшей мере, одного слоя нетканого материала в эластичном ламинате не были полностью разорваны. Вместо этого слой сохраняет некоторую остаточную прочность. В международных заявках согласно РСТ WO 2005/122984 и WO 2005/122985 описаны ламинаты, в которых было обеспечено сочетание эластичности с мягкостью и стойкостью ламинатов к прокалыванию. Тем не менее, сварные боковые швы в изделиях типа трусов, содержащих подобные ламинаты, по-прежнему демонстрируют низкую прочность при растяжении по сравнению со сварными швами традиционных трусов, изготовленных из слоев нетканого материала, которые были эластифицированы посредством эластичных нитей или полосок (лент).
Поглощающие изделия типа трусов обычно образуют со швами или соединениями на боковых сторонах базовой структуры для присоединения передней части изделия к задней части и для образования трусов, имеющих отверстие для талии и отверстия для ног. Обычно боковые соединения расположены так, что они будут находиться на бедрах пользователя во время использования поглощающих трусов, но также известно размещение боковых соединений в большей степени в передней части изделия.
Боковые швы предпочтительно выполняют такими, чтобы они придавали достаточную целостность базовой части при ее надевании и при ее ношении. Это означает, что боковые швы должны выдерживать растягивающие напряжения, которые возникают при натягивании изделия типа трусов вверх по бедрам пользователя, а также любое напряжение, которое может возникнуть в боковых швах в результате движений пользователя во время использования изделия. Тем не менее, было доказано, что обеспечивается значительное преимущество, если существует возможность разъединения боковых швов регулируемым образом после использования изделия с тем, чтобы можно было легко снять запачканное изделие с пользователя без необходимости стягивания его вниз вдоль ног. Поддающиеся разъединению боковые швы наиболее легко образуют посредством технологий сварки, таких как ультразвуковая сварка или термосварка термопластичных компонентов в материале базовой части. Проблема, связанная с эластичными многослойными материалами, используемыми для образования эластичной базовой структуры, заключается в том, что они, как правило, имеют плохую свариваемость, что приводит к непрочным боковым швам, которые будут разрываться при надевании изделия или при ношении изделия.
Соответственно, цель изобретения заключается в создании поглощающего изделия типа эластичных трусов, содержащего эластичные многослойные материалы и имеющего прочность, достаточную для того, чтобы выдерживать усилия, возникающие при надевании и ношении изделия.
Кроме того, цель изобретения заключается в том, чтобы предложить поглощающее изделие типа эластичных трусов, содержащее эластичные многослойные материалы и имеющее открывающиеся боковые швы.
Дополнительная цель изобретения заключается в разработке простого и эффективного способа изготовления поглощающего изделия типа эластичных трусов, имеющего боковые швы, демонстрирующие прочность, достаточную для того, чтобы выдерживать усилия, возникающие при надевании и ношении изделия.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с изобретением предложено поглощающее изделие типа трусов, содержащее базовую структуру, содержащую переднюю панель, имеющую передний концевой край и первый и второй боковые края, заднюю панель, имеющую задний концевой край и первый и второй боковые края, и промежностную панель, расположенную между передней и задней панелями, при этом, по меньшей мере, одна из указанных передней и задней панелей содержит эластичный ламинат из нетканого материала и пленки, и сердцевину, объединенную в одно целое с базовой структурой, при этом первый и второй боковые края передней панели соединены боковыми швами с соответствующими первым и вторым боковыми краями задней панели, причем каждый указанный боковой шов образован в поддающемся сварке соединительном элементе, при этом соединительный элемент содержит первую часть, прикрепленную к боковому краю на передней панели, и вторую часть, прикрепленную к соответствующему боковому краю на задней панели, причем указанные первая и вторая части указанного соединительного элемента соединены термосваркой для образования указанного бокового шва.
Для создания обладающего прочностью при сдвиге соединения между соединительным элементом и передней и задней панелями базовой структуры соединительный элемент может быть неразъемно прикреплен к передней и задней панелям. Под неразъемным креплением понимается то, что соединение между материалами настолько прочное, что материал, находящийся снаружи соединения, будет разрываться до разрушения или одновременно с разрушением соединения под действием растягивающего напряжения.
Соединительный элемент может быть прикреплен к передней и задней панелям посредством клея. Пригодными клеями являются термопластичные термоплавкие безрастворные клеи или латекс, при этом термоплавкие безрастворные клеи особенно предпочтительны. Клей может быть нанесен в виде сплошного покрытия, в виде рисунка, такого как рисунок в виде точек или рисунок в виде линий, и любым пригодным способом, например посредством распыления, нанесения покрытия с помощью сопла, посредством печати и т.д. Тем не менее, могут быть использованы другие способы крепления, такие как термосварка или ультразвуковая сварка.
Соединение между соединительными элементом и каждой из передней и задней панелей выполнено в пределах зоны перекрытия соединительного элемента и панели базовой структуры. Таким образом, соединительный элемент будет служить для соединения передней и задней панелей за счет крепления его к часто сравнительно непрочному эластичному многослойному материалу в данных панелях посредством соединения, занимающего сравнительно большую площадь, составляющую от около 200 мм2 до около 60000 мм2, которое будет подвергаться воздействию только напряжения сдвига, а не вызывающих расслаивание усилий, возникающих в боковых швах во время обычного использования изделия. Соответственно, соединительный элемент служит в качестве элемента, упрочняющего материал панели базовой структуры на боковых краях поглощающего изделия, а также обеспечивает наличие поддающегося сварке материала для образования прочного, предпочтительно поддающегося разъединению, сварного бокового шва.
Боковые соединения предпочтительно представляют собой поддающиеся разъединению боковые соединения, что означает, что они являются достаточно прочными для того, чтобы выдерживать напряжения во время надевания и ношения поглощающего изделия типа трусов, но при этом они могут быть расслоены или разорваны регулируемым образом при снятии изделия после использования. Предпочтительно боковые соединения могут быть разъединены в зоне сварных боковых швов. Тем не менее, также можно выполнить соединение между соединительным элементом и передней панелью, которое будет поддаваться разъединению и, возможно, повторному закрытию.
Соединительный элемент представляет собой поддающийся термосварке компонент. Следовательно, соединительный элемент может быть сварен посредством любого способа, предусматривающего нагрев и размягчение или расплавление материала, такого как скрепление с помощью нагретых инструментов, скрепление посредством механического сжатия с выделением тепла (скрепление под действием давления) или ультразвуковая сварка. Для того чтобы соединительный элемент поддавался термосварке, он должен содержать достаточное количество термопластичного материала. Примерами термопластичных полимеров, пригодных для использования в соединительном элементе, являются полиэтилен, сложные полиэфиры, полипропилен и другие полиолефиновые гомополимеры и сополимеры и смеси термопластичных полимеров. Соединительный элемент может содержать термопластичную пленку или полотно термопластичного нетканого материала, или ламинат из двух или более слоев пленки или нетканого материала. Особенно хорошо пригодными полотнами нетканого материала являются те, которые содержат термопластичные волокна, которые представляют собой смесь полипропиленовых и полиэтиленовых волокон. Поддающиеся термосварке полотна нетканого материала и пленки имеют высокое содержание термопластичного материала и содержат, по меньшей мере, 50% термопластичного материала и предпочтительно, по меньшей мере, 80% термопластичного материала.
В соответствии с предпочтительным вариантом осуществления изобретения соединительный элемент состоит из двух прямоугольных кусков материала, которые соединены вдоль общего края, будучи размещенными так, что они будут расположены «лицом к лицу». В данном варианте осуществления соединительный элемент представляет собой прямоугольный кусок материала, имеющий сварное соединение, простирающееся через кусок материала, предпочтительно параллельно боковым краям передней и задней панелей на базовой структуре, и образующее боковое соединение на поглощающем изделии типа трусов.
Прямоугольный соединительный элемент может иметь ширину в направлении, перпендикулярном боковому шву, составляющую 20-200 мм. Ширина соединительного элемента определяет перекрытие между соединительным элементом и материалом в передней и задней панелях. Для изделий малого размера, таких как подгузники для недоношенных младенцев, перекрытие величиной 10 мм может быть достаточным для обеспечения достаточной площади для надежного соединения. Однако для изделий большого размера, предназначенных для использования взрослыми, страдающими сильным недержанием, может быть необходимым иметь перекрытие с величиной до 100 мм.
Соединительный элемент может иметь длину в направлении, параллельном боковому шву, соответствующую, по меньшей мере, 25% длины бокового шва. Соответственно, соединительный элемент может быть расположен так, что он будет образовывать только часть бокового шва между отверстием для талии и отверстиями для ног. Как правило, соединительный элемент может быть расположен только вдоль тех частей соответствующих боковых краев передней и задней панелей, которые выполнены из материалов, имеющих плохую свариваемость, таких как эластичные ламинаты, представляющие собой часть базовой структуры изделия типа трусов. Если поглощающее изделие типа трусов снабжено эластичной поясной панелью, поясная панель может включать в себя слои поддающегося сварке материала, такого как неэластичный нетканый материал. Тем не менее, для того чтобы извлечь всю пользу от преимуществ, связанных с изготовлением и обеспечиваемых за счет отдельного изготовления соединительных элементов и образования сварных швов, соединительные элементы предпочтительно размещают так, что они образуют боковые швы на всей их длине. Таким образом, операцию сварки можно выполнить независимо от высокоскоростного основного технологического процесса, предназначенного для изготовления изделия типа трусов, и предварительно изготовленные соединительные элементы могут быть введены в высокоскоростной технологический процесс производства трусов, не принимая во внимание сравнительно низкоскоростную операцию сварки.
Поглощающее изделие типа трусов в соответствии с изобретением может быть снабжено эластичной поясной панелью, которая расположена на, по меньшей мере, одной из передней и задней панелей. Эластичная поясная панель может простираться непрерывно на всей протяженности между боковыми соединениями и может полностью окружать отверстие для талии в поглощающем изделии.
Поглощающая сердцевина может представлять собой компонент, который включен в базовую структуру отдельно или в виде части компонента с сердцевиной или «комплекта с сердцевиной», содержащего верхний лист, барьерный лист и поглощающую сердцевину, расположенную между верхним листом и барьерным листом.
В соответствии с изобретением также разработан способ изготовления поглощающего изделия типа трусов, при этом каждое изделие включает в себя базовую структуру, содержащую переднюю панель, имеющую передний концевой край и первый и второй боковые края, заднюю панель, имеющую задний концевой край и первый и второй боковые края, и промежностную панель, расположенную между передней и задней панелями, при этом указанная базовая структура имеет объединенный в одно целое с ней компонент с поглощающей сердцевиной, причем способ включает в себя процесс образования трусов, включающий в себя образование базовой структуры и присоединение первого и второго боковых краев передней панели к соответствующим первому и второму боковым краям задней панели, и объединение компонента с поглощающей сердцевиной с базовой структурой.
В соответствии с изобретением процесс образования трусов содержит следующие дополнительные операции:
а) изготовление непрерывного полотна из заготовок соединительных элементов посредством соединения двух непрерывных полотен поддающегося сварке материала, расположенных «лицом к лицу», вдоль спаренных линий сварки, проходящих в поперечном направлении через полотно из заготовок соединительных элементов;
b) разрезание полотна из заготовок соединительных элементов между каждыми двумя линиями сварки для образования отдельных заготовок соединительных элементов;
с) прикрепление указанных отдельных заготовок соединительных элементов к базовому полотну в заданных местах вдоль первого края указанного базового полотна, при этом указанные линии сварки расположены в поперечном направлении базового полотна;
d) сгибание указанного базового полотна по продольной линии сгиба для совмещения второго края указанного базового полотна с указанным первым краем указанного базового полотна;
е) прикрепление указанного базового полотна к указанным заготовкам соединительных элементов вдоль указанного второго края указанного базового полотна;
f) разрезание указанного базового полотна между указанными линиями сварки на указанных заготовках соединительных элементов для отделения отдельных изделий типа трусов от указанного базового полотна.
Заготовки соединительных элементов могут быть прикреплены к базовому полотну на операции с) и/или на операции е).
Способ в соответствии с изобретением может дополнительно включать в себя любые обычные технологические операции, используемые при образовании трусов, такие как разрезание базового полотна для образования отверстий для ног, прикрепление эластичных элементов у отверстий для ног и для талии и т.д.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет описано в дальнейшем более подробно со ссылкой на приложенные чертежи, на которых:
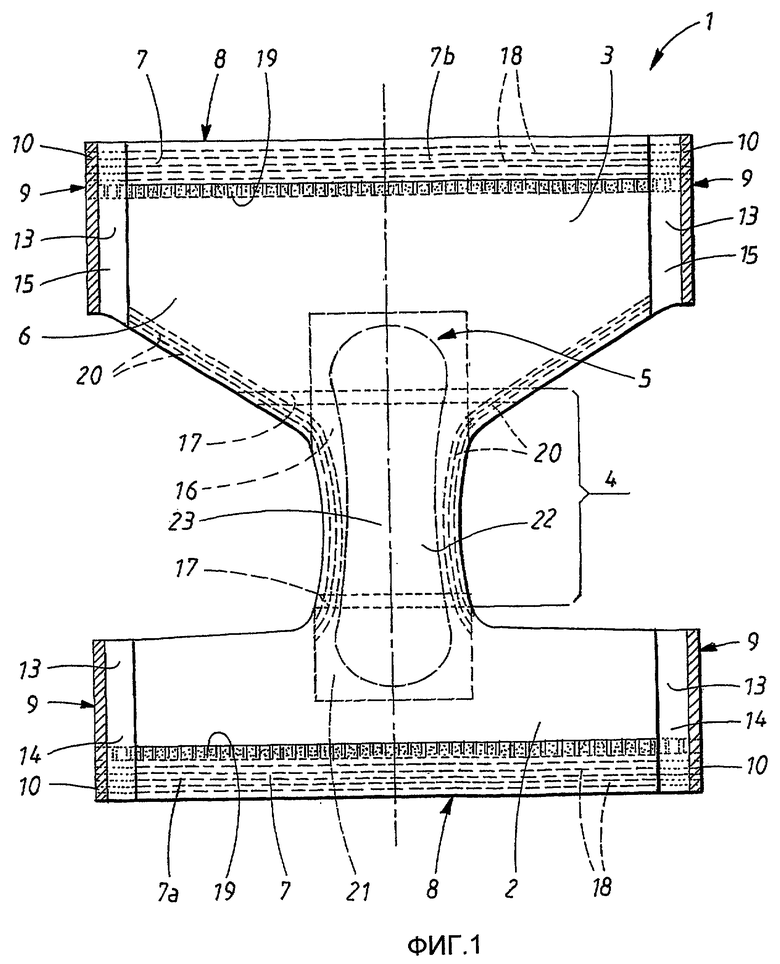
фиг.1 - вид подгузника типа трусов в соответствии с изобретением в плоском состоянии с разъединенными боковыми соединениями,
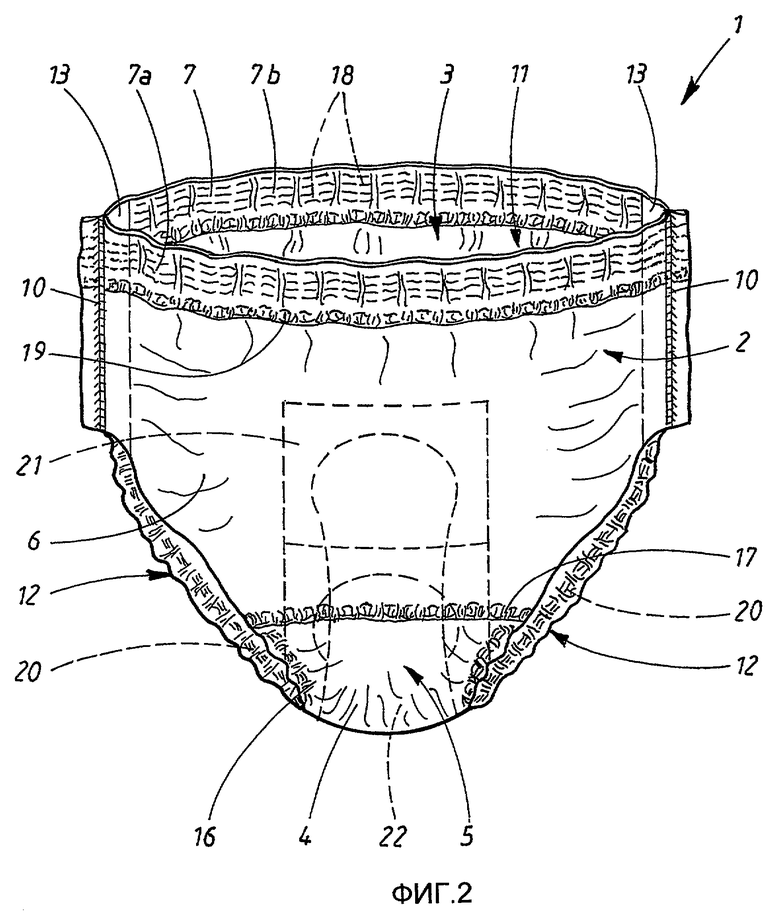
фиг.2 - вид подгузника с фиг.1 с закрытыми боковыми соединениями,
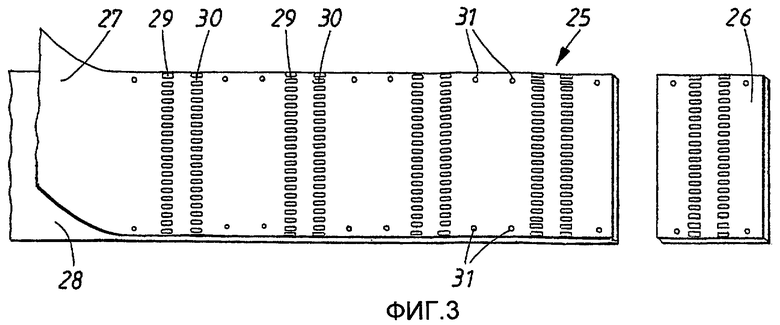
фиг.3 - вид полотна из заготовок соединительных элементов,
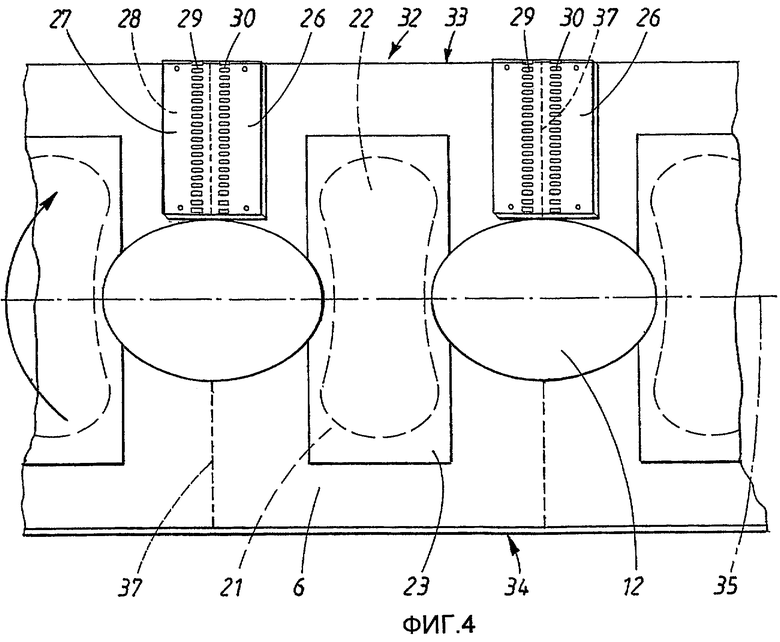
фиг.4 - вид отдельных заготовок соединительных элементов, прикрепленных к базовому полотну,
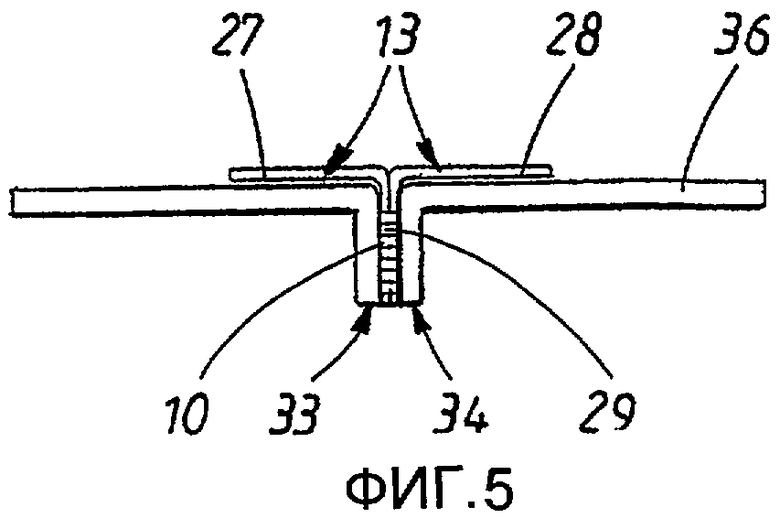
фиг.5 - деталь бокового соединения в изделии типа трусов,
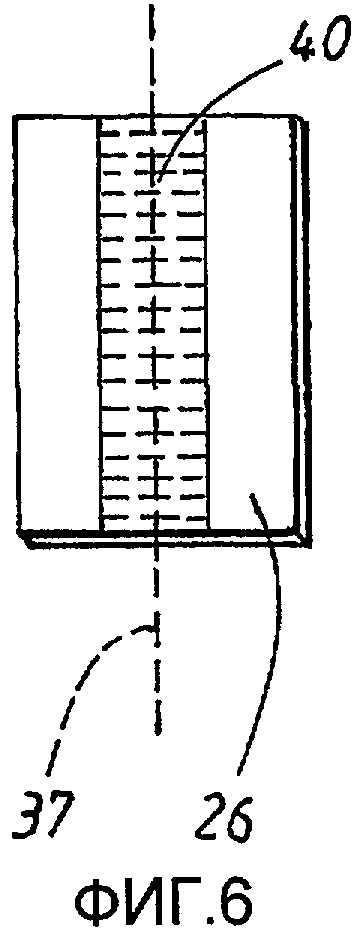
фиг.6 - альтернативный вариант осуществления заготовки соединительного элемента; и
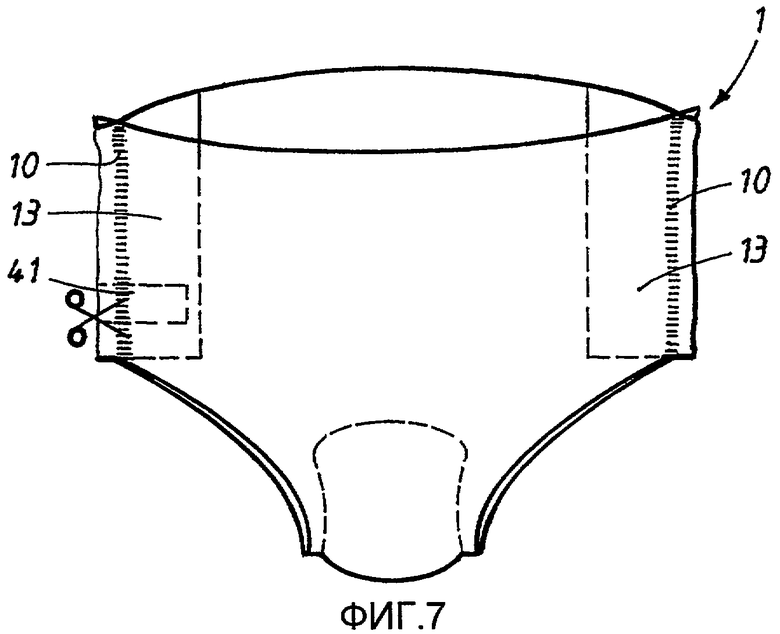
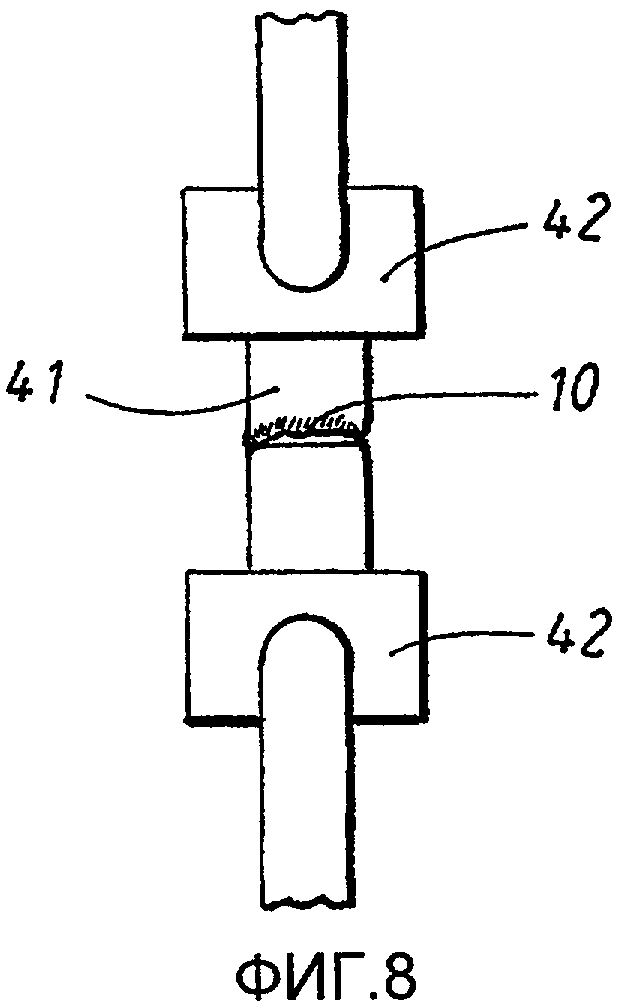
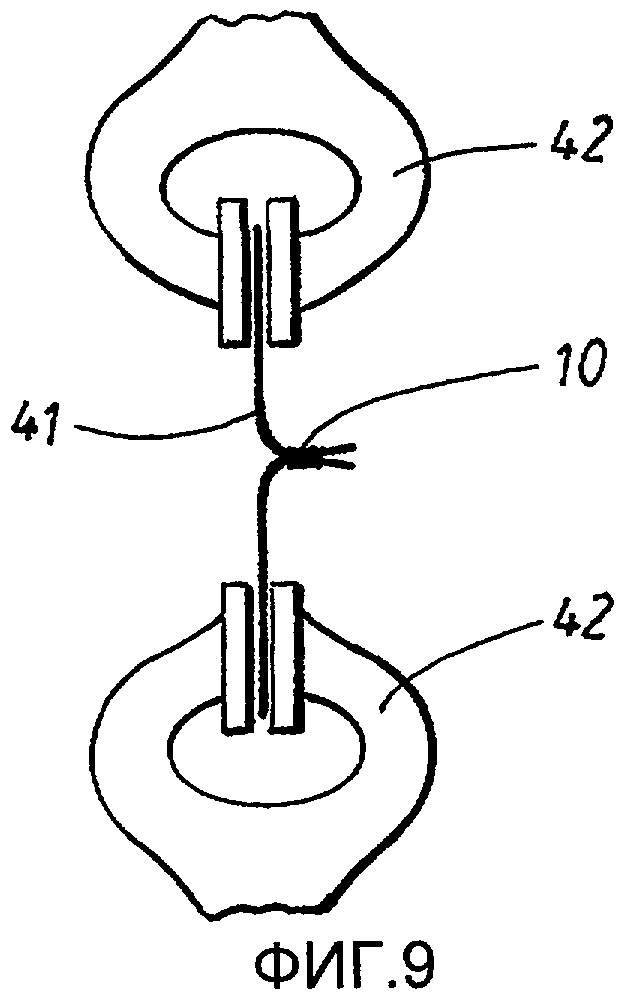
фиг.7-9 - схематические виды, иллюстрирующие способ определения прочности боковых соединений в изделии типа трусов в соответствии с настоящим изобретением.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Подгузник-трусы 1, показанный на фиг.1 и 2, предназначен для охватывания нижней части туловища пользователя подобно обычному предмету нижнего белья. На фиг.1 подгузник 1 показан с внутренней стороны, то есть со стороны, обращенной к пользователю при ношении изделия, и на фиг.2 подгузник показан с наружной стороны, или с обращенной к предмету одежды стороны, которая представляет собой сторону, обращенную от пользователя при ношении подгузника.
Подгузник 1 показан на фиг.1 в плоском состоянии с разъединенными боковыми соединениями и со всеми предварительно растянутыми эластичными компонентами, находящимися в растянутом состоянии. На фиг.2 подгузник показан в трехмерном состоянии так, как он будет выглядеть при ношении его пользователем.
Подгузник имеет переднюю панель 2, заднюю панель 3 и промежностную панель 4, простирающуюся между передней и задней панелями 2, 3 и имеющую сравнительно небольшую ширину по сравнению с передней и задней панелями 2, 3. Передняя и задняя панели 2, 3 выполнены такими, чтобы они закрывали бедра пользователя и простирались поверх живота и спины пользователя для охватывания нижней части туловища пользователя.
Подгузник 1 дополнительно содержит зону 5 с сердцевиной, простирающуюся от промежностной панели 4 в переднюю панель 2 и заднюю панель 3. Передняя и задняя панели 2, 3 образуют ту часть базовой части 6, которая простирается с обращенной к предмету одежды стороны подгузника 1 и закрывает и окружает зону 5 с сердцевиной. Базовая часть 6 содержит переднюю панель 2, заднюю панель 3, промежностную панель 4 и эластичный пояс 7, прикрепленный к передней и задней панелям 2, 3. Каждая из передней и задней панелей 2, 3 имеет поясной край 8 и соответственно пару боковых краев 9.
Термин «панель» используется здесь для обозначения функциональной части базовой части подгузника, в то время как термины «зона» и «часть (участок)» используются для обозначения местоположения определенного элемента подгузника, такого как сердцевина, в базовой части или для описания предусмотренного местоположения определенной части подгузника относительно тела пользователя. Панель может представлять собой отдельный компонент или часть, составляющую одно целое с базовой частью. Зона или участок могут полностью или частично включать в себя одну или несколько панелей.
Когда компоненты соединены, присоединены или прикреплены друг к другу, они представляют собой отдельные части, которые были скреплены с помощью любого пригодного средства, например с помощью адгезионного сцепления, путем сшивания или посредством ультразвуковой сварки или термосварки. Термин «соединенные» также охватывает разделяемые соединения, такие как разделяемые боковые соединения и поддающиеся повторному закрытию соединения, такие как соединения в виде крючков и петель, соединения из поддающихся повторному скреплению лент, застежки-кнопки и т.д. Компоненты, которые были размещены друг на друге, необязательно должны быть скреплены, хотя в используемом здесь смысле термин «расположенные» следует понимать в широком смысле как также охватывающий скрепленные компоненты.
Передняя и задняя панели 2, 3 соединены друг с другом вдоль их боковых краев 9 посредством боковых швов 10, как показано на фиг.2. Эластичный пояс 7 состоит из передней поясной панели 7а и задней поясной панели 7b, которые прикреплены соответственно к передней панели 2 и задней панели 3. Передняя и задняя поясные панели 7а, 7b также соединены друг с другом посредством боковых швов 10. Посредством соединения передней и задней панелей 2, 3 и поясных панелей 7а, 7b подгузник-трусы 1 будет образован с отверстием 11 для талии и двумя отверстиями 12 для ног.
Боковые швы 10 выполнены в соответствии с изобретением и включают в себя соединительный элемент 13. Соединительный элемент 13 содержит поддающийся сварке термопластичный материал и имеет первую часть 14, которая постоянно прикреплена вдоль бокового края 9 с внутренней стороны передней панели 2, и вторую часть 15, которая постоянно прикреплена вдоль соответствующего бокового края 9 с внутренней стороны задней панели 3. Первая и вторая части 14, 15 каждого из соединительных элементов 13 соединены в боковых швах 10 посредством термосварки или ультразвуковой сварки.
Фиг.1 показывает подгузник 1 в плоском состоянии, при этом боковые швы 10 разъединены и любые эластичные компоненты, которые были прикреплены к базовой части 6 в состоянии, когда они находились под действием растягивающей нагрузки, вытянуты до полных размеров базовой части 6. Фиг.2 показывает подгузник-трусы 1 в том виде, как он выглядит, когда боковые швы 10 не тронуты и была обеспечена возможность релаксации всех растянутых эластичных элементов и собирания в сборки материала базовой части для образования эластифицированных отверстий 11, 12 для ног и талии.
Передняя и задняя панели 2, 3 предпочтительно образованы из эластичного рулонного материала, такого как эластичный ламинат, содержащий слои эластичной пленки и нетканого материала. Эластичный ламинат может быть такого типа, как раскрытый в международной заявке на патент № WO 03/047488. Подобный ламинат получен посредством пошагового растягивания слоя эластичной пленки между двумя неэластичными подобными ткани слоями. Пошаговое растягивание выполняют посредством пропускания ламината между введенными в зацепление зубчатыми роликами.
Активация эластичных ламинатов посредством пошагового растягивания также раскрыта в патентах США № 5143679, 5156793, 5167897, 5422172, 5592690, 5634216 и 5861074. Неэластичные подобные ткани слои полностью или частично разрушаются или разрываются во время процесса активации, так что эластичность ламината после активации главным образом определяется эластичностью слоя эластичной пленки.
Передняя и задняя панели 2, 3 предпочтительно поддаются эластичному растягиванию, по меньшей мере, в направлении поясных краев 8, но также могут поддаваться эластичному растягиванию в направлении, перпендикулярном поясным краям 8, в направлении боковых краев 9.
Эластичная пленка в эластичном ламинате предпочтительно перфорирована для придания воздухопроницаемости ламинату. Это может быть обеспечено непосредственно в процессе ламинирования, если, например, один или два полотна нетканого материала прикрепляют к эластичной пленке посредством нанесения покрытия методом экструзии. Операцию перфорирования можно выполнить посредством пропускания соединенных эластичного слоя и нетканого материала над вакуумным барабаном для ламинирования в то время, когда эластичный слой находится в расплавленном или полурасплавленном состоянии. Подобный способ раскрыт в патенте США № 5733628 и приводит к тому, что эластичная пленка преобразуется в трехмерный слой ламината с отверстиями.
Промежностная панель 4 образована из материала 16 промежностной части, который был присоединен к передней и задней панелям 2, 3 в промежностных швах 17. Следовательно, материал 16 промежностной части, который может представлять собой неэластичный материал, такой как неэластичный нетканый материал, расположен в зоне 5 изделия, предусмотренной с сердцевиной, и перекрывает эластичные переднюю и заднюю панели 2, 3 в незначительной степени. Соединение может быть выполнено любым пригодным способом, например посредством ультразвуковой сварки, посредством адгезионного сцепления или аналогичным образом. Альтернативно, наружный нетканый материал может простираться непрерывно по передней и задней панелям 2, 3 и промежностной панели 4, так что не потребуется никаких швов или соединений 17 между панелями 4, 2, 3.
В показанном примере эластичный пояс 7 содержит первый и второй слои из по существу неэластичного нетканого материала, который эластифицирован посредством одного или нескольких удлиненных эластичных элементов 18, таких как эластичные нити или ленты. Первый и второй слои могут быть образованы из одного слоя материала, который был загнут на него самого, или могут быть образованы из двух отдельных полосок материала. Эластичные элементы 18 размещены в поясе 7 в растянутом состоянии так, что они стягиваются и обеспечивают собирание нетканого материала в складки в поясе 7, когда обеспечивается возможность их релаксации, как показано на фиг.2.
Эластичный пояс 7 прикреплен к передней и задней панелям 2, 3 с эластичными элементами 18, находящимися в растянутом состоянии, и с материалом передней и задней панелей, расположенным между слоями нетканого материала в поясе. Альтернативно, эластичный пояс 7 может представлять собой компонент, который изготовлен предварительно и присоединен к наружной стороне или внутренней стороне соответственно передней и задней панелей 2, 3. Поясное соединение 19 между поясом 7 и передней и задней панелями 2, 3 может быть выполнено любым пригодным способом, например посредством ультразвуковой сварки, термосварки или посредством адгезионного сцепления. Дополнительная опция заключается в образовании пояса 7 из одного или нескольких слоев неэластичного нетканого материала, которые также представляют собой части передней и задней панелей 2, 3 и образуют их непрерывные выступающие части. Также можно образовать эластичный поясной элемент посредством сложения вдвое участков вдоль поясных краев 8 эластичных передней и задней панелей 2, 3 и возможного добавления дополнительных эластичных элементов к сложенным участкам.
Эластичные элементы 20 также расположены у краев отверстий 12 для ног и служат для придания эластичности зонам отверстий 12 для ног. Эластичные элементы у отверстий 12 для ног могут представлять собой обычные эластичные элементы любого типа, такие как эластичные нити, ленты, полоски из вспененного материала или аналогичные элементы.
Удлинение зоны 5 с сердцевиной в плоскости образовано непроницаемым для жидкостей барьерным листом 21, расположенным между поглощающей сердцевиной 22 и базовой частью 6. Непроницаемый для жидкостей барьерный лист 21 имеет прямоугольную форму, и поглощающая сердцевина 22 имеет форму песочных часов. Проницаемый для жидкостей верхний лист 23 расположен поверх сердцевины 22 и непроницаемого для жидкостей барьерного листа 21. Следовательно, непроницаемый для жидкостей барьерный лист 21 расположен под поглощающей сердцевиной 22 и соседними зонами, расположенными непосредственно снаружи поглощающей сердцевины 22.
Проницаемый для жидкостей верхний лист 23 может состоять из любого материала, известного как используемый для данной цели, такого как слой нетканого материала, перфорированная пластиковая пленка, сетчатый материал, жгут или тому подобное. Верхний лист 23, само собой разумеется, также может состоять из ламината из двух или более листов из одного и того же материала или разных материалов.
Непроницаемый для жидкостей барьерный лист 21 может состоять из не проницаемой для жидкостей пластиковой пленки, листа нетканого материала, который был покрыт материалом, образующим барьер для жидкостей, или листа какого-либо другого гибкого материала, который обладает способностью препятствовать проникновению жидкостей. Тем не менее, может быть предпочтительным, если непроницаемый для жидкостей барьерный лист 21 является воздухопроницаемым, то есть обеспечивает возможность прохода водяного пара через лист 21.
Поглощающая сердцевина 22 может быть выполнена из поглощающего материала, такого как вспушенная измельченная целлюлоза, тонкая бумага, поглощающий вспененный материал и т.д. Поглощающая сердцевина также может содержать суперабсорбенты, то есть полимерные материалы, которые способны поглощать выделяемую организмом текучую среду в количестве, во много раз превышающем их собственный вес, и образовывать гидрогель. Подобные суперабсорбенты обычно присутствуют в виде частиц, но также возможны волокна, хлопья, гранулы и пленки. Кроме того, поглощающая сердцевина 22 может содержать непоглощающие компоненты, такие как придающие жесткость элементы, придающие форму элементы, связующие и т.д. Различные типы принимающих жидкости, пористых структур, такие как волокнистая вата, открытопористый вспененный материал или тому подобное, также могут быть включены в сердцевину.
Верхний лист 23, барьерный лист 21 и поглощающая сердцевина 22 могут быть образованы в виде отдельного компонента или «комплекта с сердцевиной» (“core pack”), который впоследствии был включен в базовую часть подгузника как одно целое. Различные компоненты, включенные в комплект с сердцевиной, могут быть соединены друг с другом любым обычным способом, например посредством адгезионного сцепления, ультразвуковой сварки или термосварки. Само собой разумеется, комплект с сердцевиной может содержать дополнительные компоненты помимо описанных здесь компонентов. Комплект с сердцевиной может содержать, например, транспортирующий жидкости лист, эластичные элементы, элементы для стабилизации формы, элементы для придания формы или тому подобное.
Помимо компонентов, описанных в связи с подгузником по фиг.1 и 2, поглощающее изделие типа трусов в соответствии с изобретением может содержать любые другие признаки и элементы, известные в данной области техники. Примерами подобных дополнительных признаков (элементов) являются средства для удаления в виде лент для удаления или карманов для удерживания использованного изделия в свернутом или сложенном состоянии, различные виды барьеров, такие как выступающие, эластифицированные боковые барьеры, барьерные листы вдоль поясных краев и т.д., а также дополнительные скрепляющие элементы, которые могут быть использованы для повторного скрепления изделия, которое было раскрыто посредством разрыва боковых швов.
Фиг.3 показывает непрерывное полотно 25 из заготовок соединительных элементов и заготовку 26 соединительного элемента, которая была отрезана от непрерывного полотна 25. Непрерывное полотно 25 образовано посредством соединения двух непрерывных полотен 27, 28 поддающихся сварке материала, расположенных «лицом к лицу», вдоль спаренных линий 29, 30 сварки, проходящих в поперечном направлении через полотно из заготовок 26 соединительных элементов. В соответствии с дополнительным альтернативным вариантом осуществления изобретения, показанным на фиг.6, линии сварки могут быть объединены в одну линию 40 сварки, имеющую ширину, соответствующую суммарной ширине отдельных линий 29, 30 сварки и не подвергнутого сварке зазора между отдельными линиями 29, 30 сварки, показанными на фиг.3. Линии 29, 30, 40 сварки могут быть образованы из отдельных, дискретных мест соединения, как показано на фиг.3 и 6. Отдельные места соединения могут быть выполнены в виде пятен, пунктирных линий или других фасонных элементов, расположенных вдоль линий 29, 30, 40 сварки. Как вариант, линии сварки могут представлять собой соединения в виде непрерывных линий.
Отдельные заготовки 26 соединительных элементов отрезают от непрерывного полотна 25 из заготовок соединительных элементов посредством разрезания полотна 25 между каждыми двумя линиями 29, 30 сварки или между каждой широкой линией 40 сварки или в зоне каждой широкой линии 40 сварки для образования отдельных заготовок соединительных элементов, каждая из которых содержит группу из двух отдельных линий 29, 30 сварки или одну широкую линию 40 сварки.
В варианте осуществления, показанном на фиг.3 и 4, непрерывное полотно 25 из заготовок соединительных элементов было выполнено с возможными соединениями 31 для транспортировки в виде небольших непрочных точечных соединений, расположенных вдоль краев полотна 25. Соединения 31 для транспортировки обеспечивают удерживание не скрепленных в других местах участков слоев 27, 28 с обеих сторон от линий 29, 30 сварки от отделения друг от друга во время последующих технологических операций. Соединения 31 для транспортировки предпочтительно образуют одновременно с соединениями вдоль линий 29, 30 сварки посредством термоскрепления или ультразвуковой сварки.
Затем отдельные заготовки 26 соединительных элементов вводят в процесс образования трусов для образования поглощающего изделия типа трусов, и один из слоев 28 в каждой заготовке 26 соединительного элемента постоянно или с возможностью отсоединения прикрепляют к базовому полотну 32, как показано на фиг.4. Базовое полотно 32 схематически показано на фиг.4 с вырезами для отверстий 12 для ног и границами между отдельными базовыми структурами 6, показанными пунктирными линиями 37. Компонент с сердцевиной, включающий в себя сердцевину 22, верхний лист 23 и задний лист 21, показан как размещенный между вырезами 12 для ног. Заготовки 26 соединительных элементов прикрепляют в заданных местах вдоль первого края 33 базового полотна 32, соответствующих тем, в которых боковые швы 10 будут расположены в готовом поглощающем изделии типа трусов. Заготовки 26 соединительных элементов прикрепляют так, чтобы линии 29, 30 или 40 были расположены в поперечном направлении базового полотна 32. Заготовки 26 соединительных элементов могут быть прикреплены к базовому полотну 32 или перед образованием вырезов 12 для ног, или после образования вырезов 12 для ног на полотне 32. Кроме того, вырезы 12 для ног могут быть образованы, пока полотно 32 находится в состоянии, показанном на фиг.4, или могут быть образованы позднее в процессе образования трусов после сгибания базового полотна 32 вдоль продольной линии 35 сгиба. Если заготовки 26 соединительных элементов присоединяют к базовому полотну 32 перед образованием вырезов 12 для ног, вырезы для ног могут быть частично образованы на части заготовок 26 соединительных элементов.
Крепление предпочтительно обеспечивают посредством клея, такого как термопластичный термоплавкий безрастворный клей или латекс. Тем не менее, существует возможность использования других типов крепления, таких как термосварка, ультразвуковая сварка или сшивание. Крепление может быть постоянным или может быть выполнено с возможностью разъединения. Место соединения между базовым полотном 32 и каждой заготовкой 26 соединительного элемента занимает сравнительно большую площадь, что обеспечивает прочное, надежное соединение. Во время обычного использования изделия типа трусов место соединения будет подвергаться только воздействию напряжения сдвига между материалом в базовом полотне и соединительным элементом.
После крепления заготовок 26 соединительных элементов к первому краю базового полотна 32 базовое полотно 32 сгибают вдоль продольной линии 35 сгиба для совмещения второго края 34 базового полотна 32 с первым краем 33 базового полотна 32 и для закрытия заготовок 26 соединительных элементов.
После этого базовое полотно 32 постоянно или с возможностью разъединения прикрепляют к другому слою 27 заготовок 26 соединительных элементов вдоль второго края 34 базового полотна 32.
В завершение, сложенное, «скомплектованное» базовое полотно 32 разрезают в поперечном направлении вдоль линии 37 между линиями 29, 30 сварки в заготовках 26 соединительных элементов для отделения отдельных изделий типа трусов от базового полотна 32. В варианте осуществления, в котором каждая из заготовок 26 соединительных элементов содержит одну широкую линию 40 сварки, отдельные изделия типа трусов образуют посредством разрезания полотна по линии 40 сварки, предпочтительно по центру линии 40 сварки, по ее центральной линии 37, как показано на фиг.6.
Само собой разумеется, технологический процесс может содержать дополнительные операции, такие как наложение эластичного элемента для пояса, наложение эластичного элемента для ног, барьерного эластичного элемента и т.д. Для поглощающих изделий типа трусов эластичный элемент для пояса можно непрерывно накладывать на базовое полотно в виде предварительно образованного эластичного пояса или в виде непрерывных или прерывистых эластичных элементов, накладываемых на компонент, представляющий собой базовую часть, у одного или обоих краев 33, 34 базового полотна 32. Эластичный элемент для пояса может быть наложен на базовое полотно 32 перед присоединением или после присоединения заготовок соединительных элементов к полотну.
В готовом поглощающем изделии типа трусов каждая линия 29, 30 сварки или каждая часть объединенной более широкой линии 40 сварки образует боковой шов 10. Следовательно, в соответствии с изобретением предложен способ предварительного образования боковых швов и включения предварительно образованных боковых швов в поглощающее изделие типа трусов. Это является существенным преимуществом в технологическом процессе образования трусов, поскольку операция сварки представляет собой сравнительно медленную технологическую операцию, которая ограничивает производительность. За счет изготовления заготовок 26 соединительных элементов отдельно, заготовки 26 соединительных элементов впоследствии могут быть введены в процесс образования трусов со значительно более высокой скоростью, чем было бы возможно в противном случае. Каждая заготовка 26 соединительного элемента образует два соединительных элемента 13, которые включают в боковые швы в следующих друг за другом поглощающих изделиях, которые вырезают или отрезают от базового полотна.
Фиг.5 показывает боковой шов 10 с участком бокового края базовой структуры 36 и соединительным элементом 13. Боковой шов 10 образован посредством технологии скрепления, в результате использования которой получают соединение, которое имеет прочность, достаточную для того, чтобы выдерживать любое напряжение, вызываемое обычным использованием поглощающего изделия, и которое предпочтительно может быть разъединено посредством расслаивания или разорвано регулируемым образом, когда изделие снимают с пользователя. За счет выбора материала, имеющего высокое содержание термопласта, для соединительного элемента можно использовать технологии термосварки для получения соединения, имеющего необходимое сопротивление расслаиванию, но в котором сопротивление расслаиванию можно регулировать для обеспечения возможности разъединения соединения вручную.
Соединительный элемент может состоять из термопластичной пленки или включать в себя термопластичную пленку, но предпочтительно выполнен из полотна неэластичного волокнистого нетканого материала, содержащего термопластичные волокна. Примерами термопластичных полимеров, пригодных для использования в полотнах нетканого материала и термопластичных пленках, являются полиэтилен, сложные полиэфиры, полипропилен и другие полиолефиновые гомополимеры и сополимеры. Особенно хорошо пригодными полотнами нетканого материала являются те, которые содержат термопластичные волокна, которые представляют собой смесь полипропиленовых и полиэтиленовых волокон. Полотна, поддающиеся сварке, нетканого материала имеют высокое содержание термопластичных волокон и содержат, по меньшей мере, 50% термопластичных волокон и предпочтительно, по меньшей мере, 80% термопластичных волокон.
ОПИСАНИЕ МЕТОДОВ ИСПЫТАНИЙ
Испытание на эластичность
Способ позволяет определить то, как эластичный материал ведет себя при неоднократных циклах нагружения и снятия нагрузки. Образец растягивают до заданного относительного удлинения и выполняют циклическое движение от 0 до указанного заданного относительного удлинения. Заданные усилия при нагружении и снятии нагрузки регистрируют. Измеряют остаточное, то есть остающееся, удлинение материала, подвергнутого релаксации.
Используется прибор для испытаний на растяжение, Lloyd LRX, обладающий способностью выполнять циклические движения и оснащенный принтером/плоттером или программным обеспечением для представления данных. Образец готовят посредством вырезания его с шириной 25 мм и длиной, которая предпочтительно на 20 мм больше расстояния между зажимами в приборе для испытаний на растяжение.
Прибор для испытаний на растяжение калибруют в соответствии с инструкциями для устройства. Параметры, необходимые для испытания (усилия при нагружении и снятии нагрузки), отрегулированы до следующих значений:
Скорость ползуна: 500 мм/мин
Расстояние между зажимами: 50 мм
Предварительная нагрузка: 0,05 Н
Образец размещают в зажимах в соответствии с метками и обеспечивают то, чтобы образец был сцентрирован и закреплен перпендикулярно в зажимах. Прибор для испытаний на растяжение запускают и выполняют три цикла от 0 до заранее заданного удлинения, соответствующего наибольшей заданной первой нагрузке. Перед последним циклом образец удерживают в ненапряженном состоянии в течение 1 минуты и затем измеряют остаточное удлинение посредством растягивания образца до тех пор, пока не будет определено усилие, составляющее 0,1 Н, и регистрируют удлинение.
Эластичный материал определен как материал, имеющий остаточное удлинение после релаксации, составляющее менее 10%, после подвергания материала относительному удлинению на 30% в вышеописанном испытании. Относительное удлинение, составляющее 30%, означает удлинение до длины, которая на 30% больше исходной длины образца.
Неэластичный материал представляет собой материал, который имеет остаточное удлинение после релаксации, составляющее более 10%, после подвергания материала удлинению на 30%.
Прочность при растяжении, боковые соединения
Прочность боковых соединений при растяжении определяют в соответствии со следующим способом (Ссылка: ASTM D 882 (ASTM - American Society of Testing Materials - Американское общество по испытанию материалов)
УСТРОЙСТВО:
Прибор для испытаний на растяжение, соединенный с компьютером
Скорость ползуна: 500 м/мин
Расстояние между зажимами: 50 мм
Инструмент для вырезания образцов или режущий инструмент, точность ±0,1 мм
ПОДГОТОВКА ОБРАЗЦА
Образцы 41 для испытаний вырезают из поглощающего изделия 1 типа трусов, как показано на фиг.7, в зонах, которые снабжены соединительным элементом 13 в соответствии с изобретением. Ширина образцов 41 для испытаний составляет 25,4 мм и длина, если это возможно, должна быть на 50 мм больше расстояния между зажимами в приборе Instron 4301 для испытаний на растяжение. Фиг.8 и 9 показывают, как образцы 41 для испытаний закреплены в зажимах 42.
Следует проверить, что лезвие режущего устройства не повреждено, поскольку важно, чтобы края образца были ровными и не имели разрывов и надрезов. Образцы выдерживают в течение, по меньшей мере, 4 часов при относительной влажности 50±5% и температуре 23±1°С перед испытанием.
МЕТОДИКА
Прибор для испытаний на растяжение калибруют в соответствии с инструкциями для устройства и устанавливают на ноль. Предотвращают проскальзывание материала посредством использования зажимов, покрытых галуном или аналогичным материалом. Образец закрепляют в зажимах и обеспечивают то, чтобы он не был закреплен наклонно или неровно, и запускают прибор для испытаний на растяжение. Прибор для испытаний на растяжение запускают и останавливают после разрыва материала (в случае отсутствия автоматического регулирования). Образцы для испытаний, которые разрушились преждевременно, например, путем разрыва у зажимов или вследствие повреждения при подготовке образцов, следует игнорировать, если это возможно.
Нижеприведенные результаты отображаются посредством прибора для испытаний на растяжение/компьютера:
- Максимальное усилие, Н/25,4 мм
- Относительное удлинение при максимальном усилии, %
- Разрывающее усилие, Н/25,4 мм
- Относительное удлинение при разрывающем усилии, %
- Точка загиба характеристики Н/%
Прочность каждого бокового соединения при растяжении регистрируют как усилие, требуемое для разрыва соединения.
Прочность боковых соединений при растяжении в направлении, поперечном к боковым швам 10, предпочтительно должна превышать 5 Н/25,4 мм, более предпочтительно минимальная прочность при растяжении превышает 10 Н/25,4 мм или 12 Н/25,4 мм и может в среднем составлять, по меньшей мере, 15 Н/25,4 мм или 12 Н/25,4 мм, при этом прочность на разрыв покрывающих материалов в поглощающем изделии типа трусов в поперечном направлении предпочтительно превышает прочность при растяжении для боковых швов, образованных в соединительном элементе 10, и соединений между соединительным элементом и материалом в передней и задней панелях изделия.
Изобретение относится к поглощающему изделию типа трусов, содержащему базовую структуру, содержащую переднюю панель, имеющую передний концевой край и первый и второй боковые края, заднюю панель, имеющую задний концевой край и первый и второй боковые края, и промежностную панель, расположенную между передней и задней панелями. По меньшей мере, одна из указанных передней и задней панелей содержит эластичный ламинат из нетканого материала и пленки, и сердцевину, объединенную в одно целое с базовой структурой. Первый и второй боковые края передней панели соединены боковыми швами с соответствующими первым и вторым боковыми краями задней панели. Каждый боковой шов образован, по меньшей мере, частично в поддающемся сварке соединительном элементе. Соединительный элемент содержит первую часть, прикрепленную к боковому краю на передней панели, и вторую часть, прикрепленную к соответствующему боковому краю на задней панели. Изобретение также относится к способу изготовления поглощающего изделия типа трусов. Изобретение позволяет создать поглощающее изделие типа эластичных трусов, содержащее эластичные многослойные материалы и имеющее прочность, достаточную для того, чтобы выдерживать усилия, возникающие при надевании и ношении изделия. 3 н. и 19 з.п. ф-лы, 9 ил.
1. Способ изготовления поглощающего изделия типа трусов, причем каждое изделие включает в себя базовую структуру (6), содержащую переднюю панель (2), имеющую передний концевой край (8) и первый и второй боковые края (9), заднюю панель (3), имеющую задний концевой край (8) и первый и второй боковые края (9), и промежностную панель (4), расположенную между передней и задней панелями (2, 3), при этом указанная базовая структура (6) имеет объединенный в одно целое с ней компонент (22) с поглощающей сердцевиной, при этом способ включает в себя процесс образования трусов, согласно которому образуют базовую структуру (6) и присоединяют первый и второй боковые края (9) передней панели (2) к соответствующим первому и второму боковым краям (9) задней панели (3), и объединяют компонент (22) с поглощающей сердцевиной с базовой структурой (6), отличающийся тем, что при образовании трусов:
a) изготавливают непрерывное полотно (25) из заготовок (26) соединительных элементов посредством соединения двух непрерывных полотен (27, 28) поддающегося сварке материала, расположенных «лицом к лицу», вдоль спаренных линий (29, 30) сварки, проходящих в поперечном направлении через полотно (25) из заготовок (26) соединительных элементов;
b) разрезают полотно (25) из заготовок (26) соединительных элементов между каждыми двумя линиями (29, 30) сварки для образования отдельных заготовок (26) соединительных элементов;
c) прикрепляют указанные отдельные заготовки (26) соединительных элементов к базовому полотну (32) в заданных местах вдоль первого края указанного базового полотна (32), при этом указанные линии (29, 30) сварки расположены в поперечном направлении базового полотна (32);
d) сгибают указанное базовое полотно (32) по продольной линии (35) сгиба для совмещения второго края (34) указанного базового полотна (32) с указанным первым краем (33) указанного базового полотна (32);
e) прикрепляют указанное базовое полотно (32) к указанным заготовкам (26) соединительных элементов вдоль указанного второго края (34) указанного базового полотна (32);
f) разрезают указанное базовое полотно (32) между указанными линиями (29, 30) сварки на указанных заготовках (26) соединительных элементов для отделения отдельных изделий (1) типа трусов от указанного базового полотна (32),
при этом указанные заготовки (26) соединительных элементов неразъемно прикрепляют к указанному базовому полотну на операции с) и/или на операции е).
2. Способ по п.1, отличающийся тем, что неразъемное крепление образуют посредством клея.
3. Способ изготовления поглощающего изделия типа трусов, причем каждое изделие включает в себя базовую структуру (6), содержащую переднюю панель (2), имеющую передний концевой край (8) и первый и второй боковые края (9), заднюю панель (3), имеющую задний концевой край (8) и первый и второй боковые края (9), и промежностную панель (4), расположенную между передней и задней панелями (2, 3), при этом указанная базовая структура (6) имеет объединенный в одно целое с ней компонент (22) с поглощающей сердцевиной, причем способ включает в себя процесс образования трусов, согласно которому образуют базовую структуру (6) и присоединяют первый и второй боковые края (9) передней панели (2) к соответствующим первому и второму боковым краям (9) задней панели (3), и объединяют компонент (22) с поглощающей сердцевиной с базовой структурой (6), отличающийся тем, что при образовании трусов:
a) изготавливают непрерывное полотно (25) из заготовок (26) соединительных элементов посредством соединения двух непрерывных полотен (27, 28), поддающегося сварке материала, расположенных «лицом к лицу», вдоль одной линии (40) сварки, проходящей в поперечном направлении через полотно (25) из заготовок (26) соединительных элементов;
b) разрезают полотно (25) из заготовок (26) соединительных элементов между каждой одной линией (40) сварки для образования отдельных заготовок (26) соединительных элементов;
c) прикрепляют указанные отдельные заготовки (26) соединительных элементов к базовому полотну (32) в заданных местах вдоль первого края указанного базового полотна (32), при этом указанная линия (40) сварки расположена в поперечном направлении базового полотна (32);
d) сгибают указанное базовое полотно (32) по продольной линии (35) сгиба для совмещения второго края (34) указанного базового полотна (32) с указанным первым краем (33) указанного базового полотна (32);
e) прикрепляют указанное базовое полотно (32) к указанным заготовкам (26) соединительных элементов вдоль указанного второго края (34) указанного базового полотна (32);
f) разрезают указанное базовое полотно (32) по указанной линии (40) сварки на указанных заготовках (26) соединительных элементов для отделения отдельных изделий (1) типа трусов от указанного базового полотна (32),
при этом указанные заготовки (26) соединительных элементов неразъемно прикрепляют к указанному базовому полотну на операции с) и/или на операции е).
4. Способ по п.3, отличающийся тем, что неразъемное крепление образуют посредством клея.
5. Способ по любому из пп.1-4, отличающийся тем, что непрерывное полотно (25) из заготовок (26) соединительных элементов содержит термопластичную пленку.
6. Способ по п.5, отличающийся тем, что непрерывное полотно (25) из заготовок (26) соединительных элементов содержит, по меньшей мере, 50% и предпочтительно, по меньшей мере, 80% термопластичного полимерного материала.
7. Способ по любому из пп.1-4, отличающийся тем, что непрерывное полотно (25) из заготовок (26) соединительных элементов содержит полотно термопластичного нетканого материала.
8. Способ по п.7, отличающийся тем, что непрерывное полотно (25) из заготовок (26) соединительных элементов содержит, по меньшей мере, 50% и предпочтительно, по меньшей мере, 80% термопластичного полимерного материала.
9. Поглощающее изделие (1) типа трусов, изготовленное в соответствии со способом по любому из пп.1-6, содержащее базовую структуру (6), содержащую переднюю панель (2), имеющую передний концевой край (8) и первый и второй боковые края (9), заднюю панель (3), имеющую задний концевой край (8) и первый и второй боковые края (9), и промежностную панель (4), расположенную между передней и задней панелями (2, 3), при этом, по меньшей мере, одна из указанных передней и задней панелей (2, 3) содержит эластичный ламинат из нетканого материала и пленки, и сердцевину (22), объединенную в одно целое с базовой структурой (6), при этом первый и второй боковые края (9) передней панели (2) соединены боковыми швами (10) с соответствующими первым и вторым боковыми краями (9) задней панели (3), отличающееся тем, что каждый указанный боковой шов (10) образован посредством полученного термосваркой соединения, образованного в поддающемся сварке, соединительном элементе (13), при этом соединительный элемент (13) содержит первую часть (27), прикрепленную к боковому краю (9) на передней панели (2), и вторую часть (28), прикрепленную к соответствующему боковому краю (9) на задней панели (3), причем указанные первая и вторая части (27, 28) указанного соединительного элемента (13) соединены посредством указанного полученного термосваркой соединения, при этом указанный соединительный элемент (13) неразъемно прикреплен к передней и задней панелям.
10. Поглощающее изделие (1) типа трусов по п.9, отличающееся тем, что соединительный элемент (13) прикреплен к передней и задней панелям (2, 3) посредством клея.
11. Поглощающее изделие (1) типа трусов по п.10, отличающееся тем, что боковые швы (10) представляют собой открывающиеся боковые швы.
12. Поглощающее изделие (1) типа трусов по п.9, отличающееся тем, что боковые швы (10) представляют собой открывающиеся боковые швы.
13. Поглощающее изделие (1) типа трусов по любому из пп.9-12, отличающееся тем, что соединительный элемент (13) содержит термопластичную пленку.
14. Поглощающее изделие (1) типа трусов по любому из пп.9-12, отличающееся тем, что соединительный элемент (13) содержит полотно термопластичного нетканого материала.
15. Поглощающее изделие (1) типа трусов по любому из пп.9-12, отличающееся тем, что соединительный элемент (13) содержит, по меньшей мере, 50% и предпочтительно, по меньшей мере, 80% термопластичного полимерного материала.
16. Поглощающее изделие (1) типа трусов по любому из пп.9-12, отличающееся тем, что соединительный элемент (13) представляет собой прямоугольный кусок материала, имеющий сварное соединение (29, 30), проходящее по куску материала, предпочтительно параллельно боковым краям (9) передней и задней панелей (2, 3) на базовой структуре (6), и образующее боковой шов (10) на поглощающем изделии (1) типа трусов.
17. Поглощающее изделие (1) типа трусов по п.16, отличающееся тем, что соединительный элемент (13) имеет ширину в направлении, перпендикулярном боковому шву (10), составляющую 20-200 мм.
18. Поглощающее изделие (1) типа трусов по п.17, отличающееся тем, что соединительный элемент (13) имеет длину в направлении, параллельном боковому шву (10), соответствующую, по меньшей мере, 25% длины бокового шва (10).
19. Поглощающее изделие (1) типа трусов по п.16, отличающееся тем, что соединительный элемент (13) имеет длину в направлении, параллельном боковому шву (10), соответствующую, по меньшей мере, 25% длины бокового шва (10).
20. Поглощающее изделие (1) типа трусов по любому из пп.9-12 или 17-19, отличающееся тем, что эластичная поясная панель (7а, 7b) расположена на, по меньшей мере, одной из передней и задней панелей (2, 3).
21. Поглощающее изделие (1) типа трусов по п.20, отличающееся тем, что эластичная поясная панель (7а, 7b) проходит непрерывно между боковыми краями (10).
22. Поглощающее изделие (1) по любому из пп.9-12, 17-19 или 21, отличающееся тем, что поглощающая сердцевина (22) представляет собой часть компонента с сердцевиной, содержащего верхний лист (23), барьерный лист (21) и поглощающую сердцевину (22), расположенную между верхним листом (23) и барьерным листом (21).
| US 20060271009 A1, 30.11.2006 | |||
| US 20030135184 A1, 17.07.2003 | |||
| US 20040102757 A1, 27.05.2004 | |||
| US 20040034327 A1, 19.02.2004. |

