Настоящее изобретение относится к подошве утюга, более конкретно к подошве утюга, используемой в беспроводном утюге на основе индукционного нагрева.
Беспроводной утюг обеспечивает глажку без соединения утюга при помощи шнура с источником электропитания во время активных этапов глажки.
Такой утюг чаще всего содержит внутренний нагревательный элемент. Беспроводной утюг получает необходимую энергию при помощи катушки электромагнитной индукции, расположенной в подставке, на которой утюг находится тогда, когда глажка не осуществляется. Индукционная катушка нагревает утюг, и таким образом в утюге аккумулируется энергия, необходимая для последующего активного этапа глажки.
Имеющаяся в утюге энергия используется для нагревания подставки утюга. Если утюг приспособлен также для генерирования пара, то максимальная интенсивность генерирования пара определяется количеством энергии, которая может аккумулироваться в утюге. Обычно, при интенсивности генерирования пара, равной приблизительно 15-20 г/мин, половина энергии требуется для процесса глажки, а другая половина требуется для генерирования пара. Металлами, которые могут эффективно нагреваться в нагревательном устройстве на основе электромагнитной индукции, являются ферромагнитные металлы. Такие металлы обычно обладают низкой теплопроводностью. Это приводит к неравномерному распределению тепла. Кроме того, такие металлы, как чугун и нержавеющая сталь, имеют большой удельный вес, таким образом, делая беспроводной утюг тяжелым и затруднительным в использовании. Кроме того, данные металлы не могут отливаться под давлением, а это ограничивает использование стали для всей подошвы утюга.
JP01313100 описывает беспроводной утюг на основе индукции, в котором ферромагнитный слой соединен со слоем, который выполнен из материала, обладающего высокой теплопроводностью, такого как алюминий. Оба этих слоя в совокупности образуют подошву утюга. Ферромагнитный слой, который обращен от корпуса утюга и находится в контакте с одеждой, также образует гладильную поверхность утюга. Когда для выполнения гладильной поверхности используется ферромагнитный материал, упомянутая гладильная поверхность становится очень горячей вследствие неравномерной передачи тепла в металлический слой. Это та поверхность беспроводного утюга, на которой измеряется температура для регулирования энергии, подаваемой в утюг, когда утюг находится на подставке для подзарядки. Когда эта поверхность становится очень горячей вследствие неравномерной передачи тепла, подача энергии прекращается, что приводит к тому, что верхние части подошвы утюга остаются более холодными. В таком случае энергии, которая аккумулируется в утюге, может быть недостаточно для генерирования пара. Кроме того, когда гладильная поверхность становится очень горячей, выглаживаемая одежда прожигается вследствие перекаливания.
US20070292706 A1 относится к пластинчатому композиционному материалу из нескольких металлических слоев для изготовления кухонной посуды, пригодной для индукционных печей, посредством глубокой вытяжки, в котором композиционный материал содержит два металлических наружных слоя и, по меньшей мере, один металлический внутренний слой, расположенный между наружными слоями, причем, по меньшей мере, один из двух наружных слоев выполнен из алюминиевого сплава, а внутренний слой, расположенный рядом с данным наружным слоем, выполнен из ферромагнитного металла или ферромагнитного металлического сплава. Образованный таким образом композиционный материал может иметь покрытие на наружном слое, который состоит из алюминия или алюминиевого сплава, нанесенное простым и недорогим способом. Таким образом можно изготавливать недорогую высококачественную кухонную посуду, пригодную для индукционных печей, с требуемым покрытием. Однако данное изобретение относится к кухонной посуде, причем кухонная посуда непрерывно нагревается посредством электромагнитной индукции. Данный композиционный материал не предназначен для аккумулирования тепла для обеспечения работы беспроводного устройства.
Задачей настоящего изобретения является создание подошвы утюга, которая может эффективно нагреваться при помощи электромагнитной индукции и может аккумулировать тепло для обеспечения эффективной беспроводной работы любого устройства, предпочтительно утюга.
Данная задача решается посредством особенностей, изложенных в зависимом пункте формулы изобретения. Дополнительные усовершенствования и предпочтительные варианты осуществления настоящего изобретения описаны в зависимых пунктах формулы изобретения.
В соответствии с первым аспектом настоящего изобретения описана подошва утюга, содержащая металлический слой, неферромагнитный слой и ферромагнитный слой, который расположен между металлическим слоем и неферромагнитным слоем, причем неферромагнитный слой образует гладильную поверхность для контакта с одеждой во время активного этапа глажки. Индукционная катушка обычно расположена в подставке и используется для нагревания беспроводного утюга, когда утюг находится на подставке. Ферромагнитный слой не должен быть расположен рядом с индукционной катушкой, и перед ним расположен неферромагнитный слой, т.е. между ферромагнитным слоем и индукционной катушкой находится неферромагнитный слой. Неферромагнитный слой, который образует гладильную поверхность, обеспечивает равномерную передачу тепла в металлический слой для обеспечения высокой эффективности парообразования для эффективной глажки беспроводным утюгом. Поскольку неферромагнитный слой не накаляется, утюг может эффективно подзаряжаться, при этом гарантируется, что подошва утюга является достаточно горячей для последующей глажки. Энергия, которая аккумулируется в утюге, является достаточной для генерирования пара. Поскольку гладильная поверхность не перегревается, выглаживаемая одежда не прожигается вследствие перекаливания. Ферромагнитным материалом может быть любой материал, пригодный для индукционного нагрева. Ферромагнитный слой соединен с металлическим слоем посредством клепки и/или пайки твердым припоем и/или посредством диффузионной сварки с использованием пасты на металлической основе, обладающей высокой теплопроводностью, размещаемой между упомянутыми слоями. Эти альтернативные этапы обработки являются хорошо апробированными методами соединения различных металлов. Кроме того, металлонаполненные адгезивы обеспечивают соединение с высокой теплопроводностью и хорошим термическим контактом.
В соответствии с конкретным вариантом осуществления настоящего изобретения металлический слой имеет удельную теплоемкость, равную, по меньшей мере, 900 Дж/кг·К, и теплопроводность, равную, по меньшей мере, 150 Вт/м·К. Удельная теплоемкость металлического слоя увеличивает теплопроводящую способность при заданной температуре. Теплопроводность обеспечивает равномерное распределение тепла и устраняет участки перегрева. Она также обеспечивает эффективную передачу тепла в паровую камеру для устранения разбрызгивания пара. В этом отношении предпочтительно, если металлический слой содержит алюминий или магний. Эти металлы сочетают высокую теплопроводность и высокую удельную теплоемкость с хорошими технологическими свойствами.
В соответствии с другим вариантом осуществления неферромагнитный слой имеет толщину не более одной толщины скин-слоя, а ферромагнитный слой имеет толщину в три толщины скин-слоя. Толщина любого слоя определяется через толщину скин-слоя.
Толщина скин-слоя может быть вычислена по следующей формуле:
где
δ - толщина скин-слоя в метрах,
ρ - удельное сопротивление слоя в мкОм·м,
f - частота тока в катушке в Гц,
µ - абсолютная магнитная проницаемость слоя в Гн/м.
Толщина неферромагнитного слоя и ферромагнитного слоя выбирается таким образом, что электромагнитное поле от индукционной катушки может проходить за пределы неферромагнитного слоя и эффективно нагревать ферромагнитный слой. Электромагнитное поле от индукционной катушки проходит вверх в пространство. Максимальная эффективность индукционного нагрева обеспечивается тогда, когда большая часть поля принудительно проходит через ферромагнитный слой. Однако поскольку неферромагнитный слой находится между индукционной катушкой и ферромагнитным слоем, поле вынуждено проходить через данный слой, прежде чем оно сможет нагреть ферромагнитный слой. Следовательно, неферромагнитный слой не может полностью заключать в себе поле, т.е. он должен обеспечить прохождение поля через него таким образом, чтобы поле выходило за пределы его толщины и могло доходить до ферромагнитного слоя, расположенного выше. Тогда ферромагнитный слой будет почти полностью заключать в себе поле, т.е. он захватывает поле и вынуждает большую часть поля проходить через него для обеспечения максимальной эффективности нагрева. Поэтому неферромагнитный слой должен быть тонким, а ферромагнитный слой должен быть толстым. Такие толщины гарантируют, что магнитное поле почти полностью проходит через ферромагнитный слой, что является необходимым для эффективного индукционного нагрева.
Выбранные значения толщины ферромагнитного слоя и неферромагнитного слоя гарантируют также, что электромагнитное поле передает тепло в неферромагнитный слой и ферромагнитный слой в таком соотношении, чтобы восстановить энергию, потерянную каждым из них во время предыдущего цикла глажки. Например, неферромагнитный слой, который образует гладильную поверхность, может терять энергию при глажке одежды, а металлический слой, который находится в контакте с парогенератором, может терять энергию в процессе генерации пара.
В соответствии с еще одним вариантом осуществления настоящего изобретения неферромагнитный слой имеет удельное электрическое сопротивление, равное, по меньшей мере, 0,4 мкОм·м, и относительную магнитную проницаемость, равную, по меньшей мере, 1. Предпочтительно, если неферромагнитный слой имеет такое удельное электрическое сопротивление и относительную магнитную проницаемость, чтобы обеспечить эффективный нагрев посредством электромагнитной индукции на типичных частотах. Чем выше удельное электрическое сопротивление, тем выше эффективность нагрева. Предпочтительно, если относительная магнитная проницаемость неферромагнитного слоя равна 1, что означает, что это по существу немагнитный материал. Неферромагнитный слой должен также аккумулировать тепло, необходимое для активных этапов глажки. Керамика или высокотемпературные пластмассы являются хорошими теплоизоляторами, поскольку они являются неметаллами и могут быть использованы в качестве неферромагнитных слоев. Неферромагнитный слой соединен с ферромагнитным слоем посредством обертывания с усилием листа вокруг ферромагнитного слоя. Могут быть также использованы другие методы механического соединения, такие как клепка. Между ферромагнитным слоем и неферромагнитным слоем размещается изолирующая паста или паста с низкой теплопроводностью для улучшения способности подошвы утюга удерживать тепло. В качестве изолирующих паст используются пасты на основе кремния или эпоксидной смолы.
В соответствии с другим вариантом осуществления ферромагнитный и неферромагнитный слои содержатся в листе плакированного металла. Подошва утюга выполнена посредством соединения доступного на коммерческой основе листа плакированного металла с металлическим слоем посредством клепки и/или пайки твердым припоем и/или посредством диффузионной сварки с использованием пасты на металлической основе, обладающей высокой теплопроводностью, размещаемой между упомянутым листом и упомянутым слоем. Плакированным металлом является легко доступный плакированный металл промышленного производства, оптимизированный для индукционного нагрева.
В соответствии с другим вариантом осуществления плакированный металл размещается между двумя слоями алюминия. Верхний слой алюминия обеспечивает хорошее полное сцепление с металлическим слоем. Это обусловлено когезией подобных материалов, а также сопоставимыми коэффициентами теплового расширения. Нижний слой алюминия, который обращен к одежде, является очень тонким, т.е. имеет толщину, измеряемую в микронах. Он является настолько тонким, что не влияет ни на передачу тепла в металлический слой, ни на теплоаккумулирующие свойства подошвы утюга.
В соответствии с другим вариантом осуществления нижний слой алюминия, который находится в контакте с одеждой во время активных этапов глажки, снабжен декоративным покрытием. Данный слой алюминия обеспечивает нанесение декоративного покрытия.
В соответствии с конкретным вариантом осуществления декоративным покрытием является тефлоновый или зольгелиевый слой. Данное покрытие, нанесенное на тонкий слой алюминия, обеспечивает скольжение утюга по одежде и улучшает эстетические качества утюга.
В соответствии с другим вариантом осуществления теплопроводная паста на металлической основе размещается между металлическим слоем и ферромагнитным слоем. Данная паста обеспечивает очень хороший тепловой контакт ферромагнитного слоя с металлическим слоем.
В соответствии с другим вариантом осуществления изолирующая паста размещается между ферромагнитным слоем и неферромагнитным слоем. Такие пасты, являющиеся плохими проводниками тепла, уменьшают потери тепла и улучшают аккумулирование тепла в подошве утюга. Предпочтительно, если изолирующие пасты включают пасты на основе кремния или эпоксидной смолы.
В другом варианте осуществления подошва утюга в соответствии с настоящим изобретением содержится в беспроводном утюге.
В другом варианте осуществления беспроводной утюг содержит средство управления для управления генерированием пара. Поскольку в беспроводном утюге энергия представляет большую ценность, пар не может генерироваться, когда утюг возвращен на подставку для подзарядки, что означает, что функция обработки паром используется только по требованию или основана на перемещении утюга. Это гарантирует, что когда утюг находится на подставке, потери энергии вследствие генерирования пара отсутствуют, и когда утюг находится на подставке, его подзарядка является эффективной. Пар генерируется только тогда, когда пользователь нажимает на кнопку для приведения в действие парогенератора.
Различные особенности, аспекты и преимущества будут понятны из приведенного ниже описания со ссылкой на прилагаемые чертежи, где:
фиг.1 изображает первый вариант осуществления подошвы утюга в соответствии с настоящим изобретением, используемой в беспроводном утюге;
фиг.2 изображает второй вариант осуществления подошвы утюга в соответствии с настоящим изобретением, используемой в беспроводном утюге;
фиг.3 изображает третий вариант осуществления подошвы утюга в соответствии с настоящим изобретением, используемой в беспроводном утюге; и
фиг.4 изображает устройство для глажки, содержащее беспроводной утюг, устройство для дозаправки водой и подставку с индукционной катушкой.
Ниже варианты осуществления беспроводного утюга будут описаны со ссылкой на чертежи.
На фиг.1 изображен беспроводной утюг 100, содержащий подошву 101 утюга, выполненную из множества слоев, где 102 - металлический слой, 104 - неферромагнитный слой, и 103 - ферромагнитный слой, способный нагреваться посредством индукции, который расположен между металлическим слоем 102 и неферромагнитным слоем 104. Паста 105 на металлической основе, обладающая высокой теплопроводностью, размещается между металлическим слоем 102 и ферромагнитным слоем 103. Изолирующая паста 106 размещается между ферромагнитным слоем 103 и неферромагнитным слоем 104. Утюг также содержит устройство 107 для приведения в действие парогенератора. Фиг.1 изображает также подставку 108, содержащую индукционную катушку 109.
В соответствии с вариантом осуществления настоящего изобретения подошва утюга 101 выполнена посредством размещения ферромагнитного слоя 103 между металлическим слоем 102, обладающим высокой удельной теплоемкостью и высокой теплопроводностью, и неферромагнитным слоем 104, обладающим высоким электрическим сопротивлением. Ферромагнитным материалом может быть любой материал, способный нагреваться посредством индукции, например нержавеющая сталь соответствующего сорта, такая как SS 430. Металлический слой 102 выполнен из металла с удельной теплоемкостью, равной, по меньшей мере, 900 Дж/кг·К, и теплопроводностью, равной, по меньшей мере, 150 Вт/м·К. Любой металлический слой, обладающий меньшей теплопроводностью, препятствует равномерному распределению тепла в боковом направлении, тем самым образуя участки перегрева. Он также препятствует передаче тепла в паровую камеру, что приводит к низкой эффективности генерирования пара или даже разбрызгиванию пара. Низкая удельная теплоемкость металлического слоя значительно снижает теплопередающую способность при заданной температуре. Алюминий и магний являются металлами, обладающими высокой теплопроводностью и высокой теплоемкостью, которые могут быть использованы в качестве металлических слоев. Кроме того, эти металлы облегчают массовое производство, такое как литье под давлением. Ферромагнитный слой 103 соединяется с металлическим слоем 102 посредством клепки и/или пайки твердым припоем и/или посредством диффузионной сварки с использованием пасты 105 на металлической основе, обладающей высокой теплопроводностью, размещаемой между упомянутыми слоями. Эта паста обеспечивает очень хороший тепловой контакт ферромагнитного слоя 103 с металлическим слоем 102. Пастами 105 на металлической основе, обладающими высокой теплопроводностью, обычно являются металлонаполненные пасты на основе эпоксидной смолы. Примерами таких паст являются Pyro-Duct™ 597-A и 597-C или Pyro-Duct™ 598-A и 598-С производства компании AREMCO. Это электропроводящие и теплопроводящие пасты с серебром или никелем в качестве наполнителя, используемые в качестве адгезивов или покрытий в температурном диапазоне 1000-1700°F.
Предпочтительно, если неферромагнитный слой 104 обладает удельным электрическим сопротивлением, равным, по меньшей мере, 0,4 мкОм·м и относительной магнитной проницаемостью, равной, по меньшей мере, 1. Данное значение удельного электрического сопротивления гарантирует эффективный нагрев посредством электромагнитной индукции на типичных частотах. Для изготовления неферромагнитного слоя используется аустенитная сталь, такая как SS 304, или титан или высокотемпературные пластмассы и керамика. Неферромагнитный слой 104 соединяется с ферромагнитным слоем 103 посредством обертывания с усилием листа вокруг ферромагнитного слоя. Могут быть также использованы другие методы механического соединения, такие как клепка. Изолирующая паста или паста с низкой теплопроводностью 106 расположена между ферромагнитным слоем и неферромагнитным слоем. В качестве изолирующих паст используются пасты на основе кремния или эпоксидной смолы. Примером изолирующей пасты является Durapot™ 866, химическое соединение, обладающее теплоизолирующими и электроизолирующими свойствами. Эти пасты улучшают теплоаккумулирующие свойства подошвы утюга.
Индукционная катушка 109 обычно расположена в подставке 108 и используется для нагревания беспроводного утюга, когда он находится на подставке. Неферромагнитный слой 104 расположен между ферромагнитным слоем 103 и индукционной катушкой 109. Другими словами, неферромагнитный слой 104 образует самый нижний слой и находится в контакте с индукционной катушкой 109. Он также образует гладильную поверхность. Это обеспечивает более эффективную передачу тепла в металлический слой 102 для обеспечения высокой эффективности парообразования, а также более эффективного аккумулирования тепла. Керамика или высокотемпературные пластмассы являются хорошими теплоизоляторами, поскольку они являются неметаллами, и могут быть использованы в качестве неферромагнитных слоев, как указано выше. Способность аккумулирования тепла может быть дополнительно улучшена посредством размещения изолирующей пасты между ферромагнитным слоем и неферромагнитным слоем.
Толщина ферромагнитного слоя должна быть больше, чем 3 толщины скин-слоя, для обеспечения захвата всего поля, при этом толщина неферромагнитного слоя должна быть меньше, чем одна толщина скин-слоя, при расчетной частоте для обеспечения проницаемости поля.
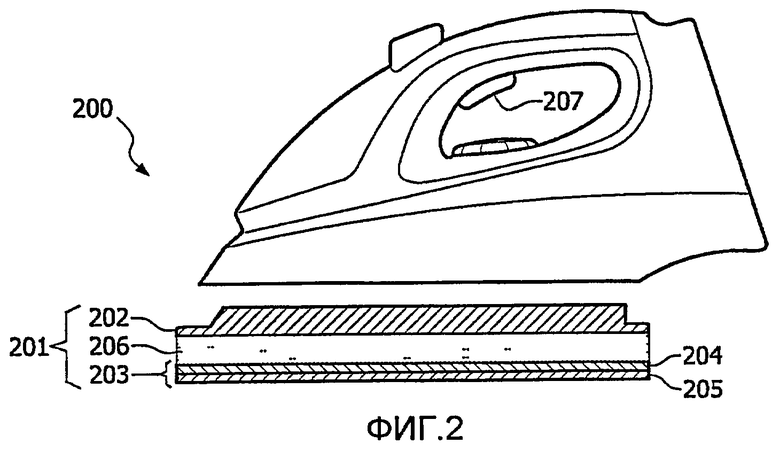
На фиг.2 изображен беспроводной утюг 200, содержащий подошву 201 утюга. Подошва утюга выполнена из множества слоев, где 202 - металлический слой и 203 - лист плакированного металла. Лист плакированного металла содержит ферромагнитный слой 204 и неферромагнитный слой 205. Паста 206 на металлической основе, обладающая высокой теплопроводностью, размещается между металлическим слоем 202 и листом плакированного металла 203. На беспроводном утюге 200 имеется устройство 207 для приведения в действие парогенератора.
В соответствии с другим вариантом осуществления подошва 201 утюга выполнена посредством соединения доступного на коммерческой основе листа плакированного металла 203 с металлическим слоем 202 посредством клепки и/или пайки твердым припоем и/или посредством диффузионной сварки с использованием пасты 206 на металлической основе, обладающей высокой теплопроводностью, размещаемой между листом и слоем. Плакированным металлом 203 является легко доступный плакированный металл промышленного производства, оптимизированный для индукционного нагрева, такой как ALCOR™ 7 Ply. Он сочетает износостойкость и эстетические качества неферромагнитных материалов с ферромагнитными материалами. ALCOR™ 7 обеспечивает комбинацию свойств, пригодных для индукционного нагрева. Магнитные или индукционные свойства ALCOR™ 7 обеспечиваются специальным ферромагнитным слоем, расположенным под тонким неферромагнитным наружным слоем.
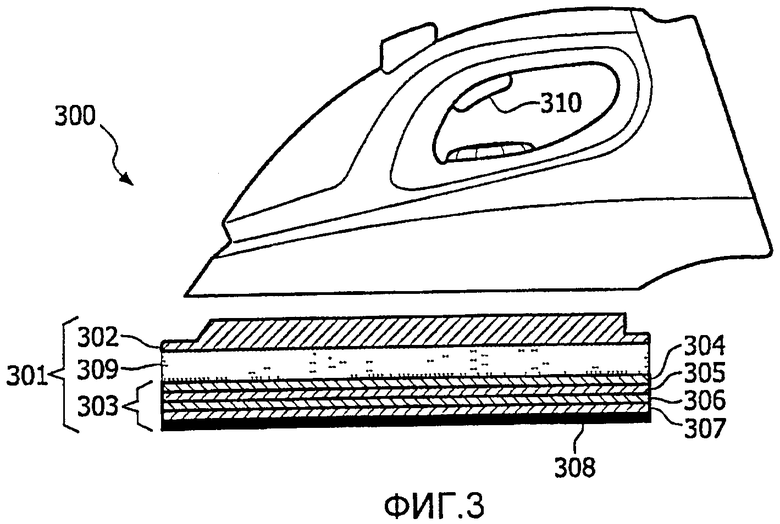
Фиг.3 изображает беспроводной утюг 300, содержащий подошву 301 утюга. Подошва утюга выполнена из множества слоев, где 302 - металлический слой и 303 - лист плакированного металла. Лист плакированного металла 303 содержит алюминиевый слой 304, ферромагнитный слой 305, неферромагнитный слой 306 и очень тонкий алюминиевый слой 307, который обеспечивает покрытие тефлоновым или зольгелиевым слоем 308. Паста 309 на металлической основе, обладающая высокой теплопроводностью, размещается между металлическим слоем и листом плакированного металла. На утюге имеется устройство 310 для приведения в действие парогенератора.
В соответствии с другим вариантом осуществления подошва 301 утюга выполнена посредством соединения листа плакированного металла 303 с металлическим слоем 302 посредством клепки и/или пайки твердым припоем и/или посредством диффузионной сварки с использованием пасты 309 на металлической основе, обладающей высокой теплопроводностью, размещаемой между листом и слоем. В данном варианте осуществления лист плакированного металла ALCOR™ 7, упомянутый во втором варианте осуществления, размещается между двумя алюминиевыми слоями. Алюминиевый слой 304, обращенный к металлическому слою, обеспечивает хорошее полное сцепление с металлическим слоем, обусловленное когезией подобных материалов, а также сопоставимыми коэффициентами теплового расширения. Очень тонкий слой алюминия 307, обращенный к одежде, обеспечивает нанесение на него покрытия тефлоновым или зольгелиевым слоем 308, для того чтобы обеспечить скольжение и эстетические качества.
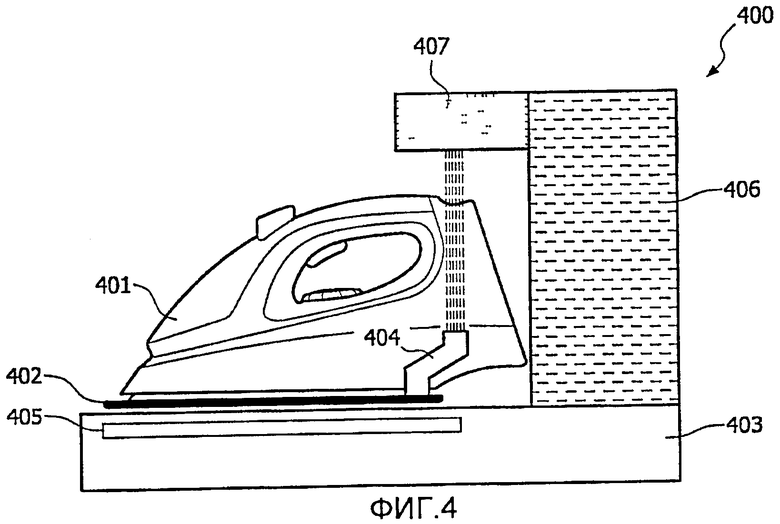
На фиг.4 изображено устройство для глажки 400, содержащее беспроводной утюг 401 и подставку 403. Беспроводной утюг 401 содержит подошву 402 утюга, описанную в соответствии с любым из вышеупомянутых чертежей. Утюг содержит емкость для воды 404. Подставка 403 содержит индукционную катушку 405, емкость для хранения воды 406 и кнопку дозаправки 407.
Емкость для хранения воды 406 может быть расположена в подставке 403 таким образом, что меньшая по размеру емкость 404 внутри утюга 401 может быть заполнена с использованием кнопки дозаправки 407. Это может быть ручное или автоматическое устройство для подачи воды.
Кроме того, поскольку в беспроводном утюге энергия представляет большую ценность, функции генерирования пара может быть отключена, когда утюг возвращен на подставку для подзарядки. Это означает, что функция генерирования пара используется только по требованию или основана на перемещении утюга. Это гарантирует, что когда утюг находится на подставке, потери энергии вследствие генерирования пара отсутствуют, и когда утюг находится на подставке, подзарядка утюга является эффективной. Пар генерируется только тогда, когда пользователь нажимает на имеющуюся на утюге кнопку 107 или 207 или 310, в зависимости от выбранного варианта осуществления, для приведения в действие парогенератора. Генерирование пара обеспечивается посредством механического управления уровнем дозирования, или посредством механического управления вентиляционным отверстием, или посредством электронного управления (например, с использованием насоса) в сочетании с электронным датчиком захвата рукой. Электронный датчик захвата рукой обнаруживает руку на ручке утюга и приводит в действие насос для запуска нагнетания.
Эффективность беспроводного утюга повышается с увеличением веса подошвы утюга. Однако очень тяжелый утюг причиняет неудобство пользователю. Подошва утюга, имеющая вес в диапазоне 800-1000 г, является идеальной, поскольку обеспечивает более длительное независимое использование без подставки.
Предпочтительно, если мощность индукционной катушки является такой высокой, чтобы энергия эффективно передавалась из индукционной катушки в утюг в течение короткого периода подзарядки, и температура подошвы утюга восстанавливалась для обеспечения длительной автономной глажки. Мощность индукционной катушки может находиться в пределах 1000-3000 Вт.
Подошва утюга, описанная в вышеупомянутых вариантах осуществления, может быть использована в любом устройстве, использующем индукционный нагрев. Она используется в утюгах с функцией генерирования пара или без функции генерирования пара, а может также использоваться в утюгах с соединительным проводом. Она может быть также использована в утюге устройства, в котором пар подается в утюг через шланг, соединяющий утюг и парогенератор, который генерирует пар, а подошва утюга нагревается при помощи индукционной катушки, когда утюг находится на подставке.
Эквиваленты и модификации, не описанные выше, могут быть также использованы без отхода от объема настоящего изобретения, который определен в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПАРОМ | 2014 |
|
RU2651482C2 |
| ПОДОШВА ДЛЯ УТЮГА | 2007 |
|
RU2420620C2 |
| ГЛАДИЛЬНЫЙ БАШМАК | 2007 |
|
RU2444584C2 |
| ПОКРЫТИЕ ДЛЯ ГЛАДИЛЬНОЙ ДОСКИ | 2012 |
|
RU2607533C2 |
| БЫТОВОЙ ЭЛЕКТРОПРИБОР, СОДЕРЖАЩИЙ АНТИМИКРОБНЫЙ АГЕНТ | 2010 |
|
RU2549066C2 |
| ИНДУКЦИОННАЯ СИСТЕМА ДЛЯ ГЛАЖЕНИЯ | 2007 |
|
RU2419698C2 |
| ПАРОВАЯ СТАНЦИЯ С РЕЗЕРВУАРОМ ДЛЯ ВОДЫ | 2020 |
|
RU2776975C1 |
| ГЛАДИЛЬНАЯ ПРОКЛАДКА | 2007 |
|
RU2423569C2 |
| ИНДУКЦИОННАЯ СИСТЕМА ДЛЯ ГЛАЖЕНИЯ | 2014 |
|
RU2559549C1 |
| ГЛАДИЛЬНЫЙ БАШМАК С ТЕПЛОПРОВОДЯЩЕЙ ВЫСТУПАЮЩЕЙ КОНСТРУКЦИЕЙ | 2019 |
|
RU2741891C1 |
Изобретение относится к подошве утюга, используемой в беспроводном утюге. Подошва (101) утюга содержит металлический слой (102), неферромагнитный слой (104) и ферромагнитный слой (103), расположенный между металлическим слоем (102) и неферромагнитным слоем (104). Подошва (101) утюга используется в беспроводном утюге (100) на основе индукционного нагрева. Электромагнитное поле, создаваемое индукционной катушкой (109), расположенной в подставке (108), на которой утюг размещается и подзаряжается, может проходить за пределы неферромагнитного слоя (104) и эффективно нагревать ферромагнитный слой (103). Техническим результатом изобретения является повышение эффективности парообразования для эффективной глажки беспроводным утюгом. 2 н. и 12 з.п. ф-лы, 4 ил.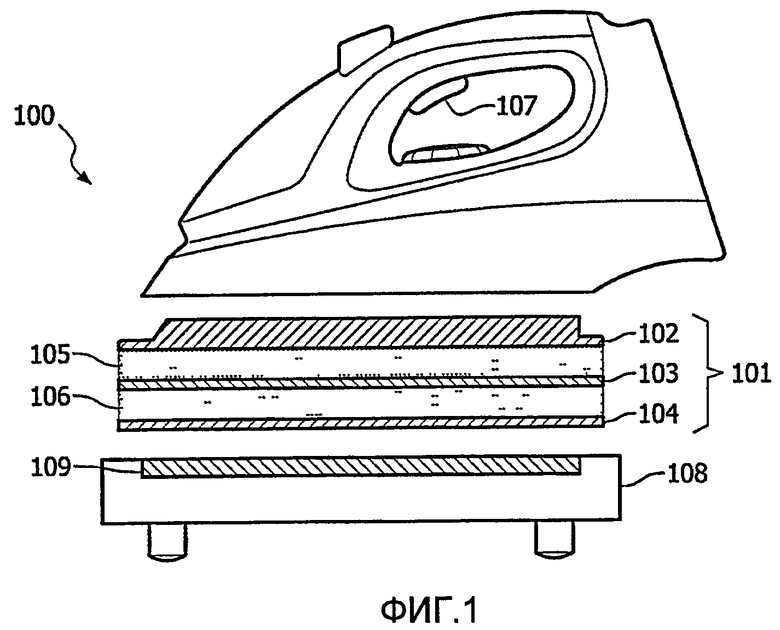
1. Подошва утюга (101, 201, 301), содержащая металлический слой (102, 202, 302), неферромагнитный слой (104, 205, 306) и ферромагнитный слой (103, 204, 305), расположенный между упомянутым металлическим слоем (102, 202, 302) и упомянутым неферромагнитным слоем (104, 205, 306), при этом упомянутый неферромагнитный слой (104) образует гладильную поверхность для контакта с одеждой во время активного этапа глажки.
2. Подошва утюга (101, 201, 301) по п.1, в которой упомянутый металлический слой (102, 202, 302) имеет удельную теплоемкость, равную, по меньшей мере, 900 Дж/кг·К, и теплопроводность, равную, по меньшей мере, 150 Вт/м·К.
3. Подошва утюга (101, 201, 301) по п.1, в которой упомянутый неферромагнитный слой (104, 205, 306) имеет толщину, равную не более одной толщине скин-слоя, и упомянутый ферромагнитный слой (103, 204, 305) имеет толщину, равную, по меньшей мере, трем толщинам скин-слоя.
4. Подошва утюга (101, 201, 301) по п.1, в которой упомянутый неферромагнитный слой (104, 205, 306) имеет удельное электрическое сопротивление, равное, по меньшей мере, 0,4 мкОм·м, и относительную магнитную проницаемость, равную, по меньшей мере, 1.
5. Подошва утюга (201, 301) по п.1, в которой упомянутый ферромагнитный (204, 305) и упомянутый неферромагнитный (205, 306) слои содержатся в листе плакированного металла (203, 303).
6. Подошва утюга (301) по п.5, в которой упомянутый плакированный металл (303) расположен между двумя слоями алюминия (304, 307).
7. Подошва утюга (301) по п.6, в которой один из упомянутых слоев алюминия (307), который находится в контакте с одеждой во время активного этапа глажки, снабжен декоративным покрытием (308).
8. Подошва утюга (301) по п.7, в которой упомянутым декоративным покрытием (308) является тефлон или золь-гель.
9. Подошва утюга (101, 201, 301) по п.1, в которой паста (105, 206, 309) на металлической основе, обладающая высокой теплопроводностью, размещается между упомянутым металлическим слоем и упомянутым ферромагнитным слоем.
10. Подошва утюга (101, 201, 301) по п.9, в которой упомянутой пастой (105, 206, 309) является металлонаполненная паста на основе эпоксидной смолы.
11. Подошва утюга (101) по п.1, в которой изолирующая паста (106) размещается между упомянутым ферромагнитным слоем и упомянутым неферромагнитным слоем.
12. Подошва утюга (101) по п.11, в которой упомянутой изолирующей пастой (106) является паста на основе кремния или эпоксидной смолы.
13. Беспроводной утюг (100, 200, 300, 400), содержащий подошву утюга по п.1.
14. Беспроводной утюг (100, 200, 300, 400) по п.13, в котором имеется средство управления (107, 207, 310) для управления генерированием пара.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гладильное устройство | 1990 |
|
SU1759969A1 |
| Гладильное устройство | 1987 |
|
SU1514850A1 |
| DE 3538544 A1, 07.05.1987 | |||
| US 6122849 A, 26.09.2000. | |||

