Изобретение относится к области аэродинамики и может быть использовано при изготовлении аэродинамических моделей (АДМ) транспортных средств, например самолетов, ракет, автомобилей, железнодорожного транспорта и т.д.
Известны традиционные способы изготовления АДМ, отвечающие требованиям технического задания на разработку АДМ. Поскольку аэродинамические нагрузки на АДМ во время испытаний в аэродинамической трубе велики, элементы конструкции АДМ, как правило, изготавливаются из высокопрочной стали, в отдельных случаях допускается применение алюминиевых сплавов.
Изготовление АДМ по традиционной технологии основано на механической обработке составляющих их деталей из высокопрочной стали и алюминиевых сплавов и является весьма трудоемким процессом. Цикл изготовления модели, соответствующей по заданным в техническом задании параметрам, составляет ~6 месяцев и сокращение этого цикла ограничено физическими условиями процесса резания на станочном механообрабатывающем оборудовании.
Изготовление АДМ по традиционной технологии защищено российскими и зарубежными патентами (см. а.с. СССР № 172520, МПК G01M 9/08, 1965 г.; а.с. №377663, МПК G01M 9/08, 1973 г.; патент РФ №2083967, МПК G01M 9/08, 1997 г.; заявка РФ №94023217, МПК G01M 9/08, 1996 г., патент США 6553823, MHK G01M 9/08, 2002 г.).
Наиболее близким к предлагаемому техническому решению является изобретение «Способ изготовления аэродинамической модели с использованием быстрого прототипирования» по патенту США №6796171, МПК G01M 9/08, 2004 г.
В этом способе изготовления АДМ с целью универсализации используют силовой каркас, выполненный в виде полой трубы, его соединяют с тензовесами, а всю собранную конструкцию при помощи штифтов соединяют с хвостовой державкой. Часть деталей данной АДМ получают методом быстрого прототипирования, а наиболее нагруженные при испытаниях детали изготавливают из традиционно используемых в производстве аэродинамических моделей материалов: стали и алюминиевых сплавов. Обводообразующие и прочие элементы конструкции крепят поверх несущего каркаса с помощью винтов, малонагруженные элементы наклеивают.
Недостатком способа является наличие большого количества операций, связанных с механообработкой металлических деталей и требующих больших затрат времени.
Задачей и техническим результатом изобретения является максимально возможное сокращение сроков изготовления АДМ, по своим параметрам отвечающей всем требованиям технического задания.
Решение поставленной задачи и технический результат достигаются тем, что в способе изготовления аэродинамической модели, заключающемся в том, что формы для изготовления таких элементов модели, как интегрированные фюзеляж с крылом, переднее горизонтальное и хвостовое оперения, а также детали с каналами слива пограничного слоя, детали с внутренними протоками каналов двигателей и носовой обтекатель, получают методом быстрого прототипирования, а интегрированные фюзеляж с крылом, переднее горизонтальное и хвостовое оперения формуют из углепластика в форме по следующей технологии:
- выкладывают в нижнюю и верхнюю половины формы необходимое количество слоев углепластика, пропитанных смолой;
- закладывают в нижнюю половину формы детали с каналами слива пограничного слоя и детали с внутренними протоками каналов двигателей для фюзеляжа с крылом или металлическую пластину для крепления оперения к силовому каркасу;
- закладывают промежутки между деталями в нижней форме смолой, смешанной с углепластиком;
- закрывают подготовленные нижнюю и верхнюю половины форм герметичным пакетом и вакуумным насосом из пакета откачивают воздух, создавая необходимое давление;
- вынимают из формы после затвердевания нижнюю и верхнюю половины интегрированного фюзеляжа с крылом, переднего горизонтального и хвостового оперений;
- соединяют между собой на стапеле до полного затвердевания полученные нижние и верхние половины переднего горизонтального и хвостового оперений при помощи эпоксидной смолы;
- соединяют на стапеле собранный силовой каркас, включающий непрофилированный сердечник с кронштейнами, со сформированными ранее верхней и нижней половинами интегрированных фюзеляжа с крылом, в качестве клея используют эпоксидную смолу;
- зачищают облой на интегрированном фюзеляже с крылом, переднем горизонтальном и хвостовом оперениях и начинают полную сборку аэродинамической модели, для чего сменный носовой обтекатель устанавливают по плотной посадке на сердечник, выступающий из фюзеляжа, а на собранный фюзеляж с крылом устанавливают на винтах переднее горизонтальное и хвостовое оперения, входные и выходные сопла.
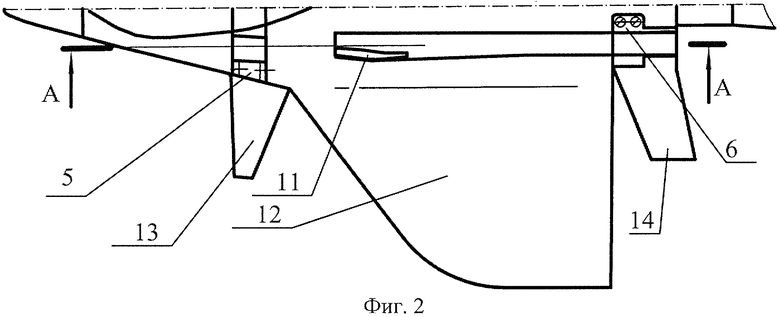
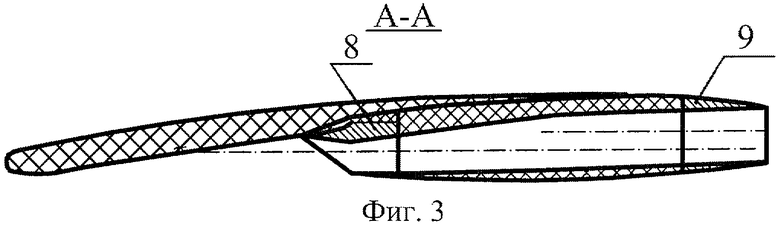
На фиг.1 представлен продольный разрез аэродинамической модели, на фиг 2 - вид сверху на модель, на фиг.3 - сечение по А-А (фиг.2).
Модель содержит силовой каркас, состоящий из непрофилированного металлического сердечника 1 (фиг.1) с прикрепленными к нему винтами кронштейнами 5 и 6 для установки переднего горизонтального оперения 13 и хвостового оперения 14 (фиг.2), кронштейнами 7 (фиг.1) для установки входного 8 (фиг.3) и выходного 9 сопл воздухозаборников. Силовой каркас соединен с хвостовой державкой 2 посредством штифта 4, на державке установлен защитный обтекатель 3 (фиг.1). Верхняя и нижняя половины интегрированных фюзеляжа с крылом 12 (фиг.1) получены в форме холодным способом при комнатной температуре (+20°C) с применением вакуумного насоса. В процессе формовки в интегрированные фюзеляж с крылом установлены детали с каналами слива пограничного слоя 11 (фиг.2) и детали с внутренними протоками каналов двигателей. Модель также содержит переднее горизонтальное оперение 13 и хвостовое оперение 14; сменный носовой обтекатель 10 (фиг.1).
Форму изготавливают методом быстрого прототипирования, затем для придания большей жесткости нижнюю, опорную поверхность формы заливают эпоксидной смолой и прикрепляют к металлической пластине.
Верхнюю и нижнюю половины переднего горизонтального оперения 13 и хвостового оперения 14 (фиг.2) также получают в форме холодным способом при комнатной температуре (+20°C) с применением вакуумного насоса. Сменный носовой обтекатель 10 (фиг.1) изготовлен методом быстрого прототипирования и установлен по плотной посадке на непрофилированный сердечник 1.
Из металлических материалов изготавливают только те детали, которые по условиям прочности не могут быть изготовлены из других материалов, к ним относятся:
непрофилированный (не имеющий аэродинамических поверхностей) металлический сердечник 1;
кронштейны для крепления переднего горизонтального оперения 5;
кронштейны для крепления хвостового оперения 6;
кронштейны 7 для крепления входных и выходных сопл воздухозаборников;
входные сопла 8 воздухозаборника;
выходные сопла 9 воздухозаборника.
Сборка модели осуществляется в следующем порядке:
- на сердечник 1 винтами присоединяют кронштейны 5 для крепления переднего горизонтального оперения и кронштейны 6 для крепления хвостового оперения, к нему также винтами присоединяют кронштейны 7 для крепления входных сопл 8 и выходных сопл 9 воздухозаборников.
Интегрированные фюзеляж с крылом 12, переднее горизонтальное 13 и хвостовое 14 оперения формуют из углепластика в форме по следующей технологии:
- выкладывают в нижнюю и верхнюю половины формы необходимое количество слоев углепластика, пропитанных смолой;
- закладывают в нижнюю половину формы детали с каналами слива пограничного слоя и детали с внутренними протоками каналов двигателей для фюзеляжа с крылом или металлическую пластину для крепления оперения к силовому каркасу;
- закладывают промежутки между деталями в нижней форме смолой, смешанной с углепластиком;
- закрывают подготовленные нижнюю и верхнюю половины форм герметичным пакетом и вакуумным насосом из пакета откачивают воздух, создавая необходимое давление;
- вынимают из формы после затвердевания нижнюю и верхнюю половины интегрированного фюзеляжа с крылом, переднего горизонтального и хвостового оперений;
- соединяют между собой на стапеле до полного затвердевания полученные нижние и верхние половины переднего горизонтального и хвостового оперений при помощи эпоксидной смолы;
- соединяют на стапеле собранный силовой каркас, включающий непрофилированный сердечник 1 с кронштейнами, со сформированными ранее верхней и нижней половинами интегрированных фюзеляжа с крылом при помощи эпоксидной смолы;
- зачищают облой на интегрированном фюзеляже с крылом 12, переднем горизонтальном 13 и хвостовом 14 оперениях и начинают полную сборку аэродинамической модели, для чего сменный носовой обтекатель 10 устанавливают по плотной посадке на сердечник 1, а на собранный фюзеляж 12 устанавливают на винтах переднее горизонтальное 13 и хвостовое 14 оперения, входные 8 и выходные 9 сопла;
- собранную АДМ соединяют с державкой 2 через фиксирующий штифт и обтекателем державки 3.
Для выполнения внешних обводов интегрированного фюзеляжа с крылом методом быстрого прототипирования (лазерной стереолитографии) изготавливается форма. Методом быстрого прототипирования сделаны также сменный носовой обтекатель 10, детали с каналами слива пограничного слоя 11, детали с внутренними протоками каналов двигателей и формы для изготовления переднего горизонтального 13 и хвостового 14 оперений. С целью экономии фотополимера внешние стороны половинок формы имеют ячеистую структуру, а для увеличения прочности они заливаются эпоксидной смолой и крепятся к металлической плите.
Модель после сборки была испытана на прочность на испытательной машине TIRA 2200 с суммарной статической нагрузкой 225 кгс на консоли крыла, при симметричном нагружении была приложена суммарная нагрузка 110 кгс, модель при испытаниях была установлена на державке. Нагружение консолей оперения проводилось путем приложения груза вблизи центра давления через площадку из мягкой резины при симметричном нагружении, на хвостовое оперение была приложена суммарная нагрузка 12 кгс, на переднее горизонтальное оперение - 10 кгс. Фюзеляж испытывался максимальной нагрузкой в 95 кгс. При проведении статических испытаний видимых деформаций и трещин обнаружено не было. После статических испытаний модель прошла полный цикл испытаний в аэродинамической трубе. После испытаний внешний осмотр не выявил повреждений, деформаций или нарушений целостности модели.
Средняя продолжительность изготовления аэродинамической модели маневренных самолетов по традиционной технологии с применением 3-х и 5-и координатных станков с ЧПУ оценивается в 2500-5500 нормочасов на одну модель в зависимости от размеров модели и сложности изготовления при отсутствии механизации. Для проведения полноценных испытаний требуется обычно несколько аэродинамических моделей, в том числе и с элементами механизации. Трудоемкость изготовления аэродинамической модели с элементами механизации оценивается в 6500-8000 нормочасов.
Трудоемкость изготовления аэродинамической модели маневренного самолета по новой технологии составила 500 нормочасов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Крупноразмерная аэродинамическая модель | 2015 |
|
RU2607675C1 |
| Способ исследования и оптимизации компоновки летательного аппарата и модель для его осуществления | 2020 |
|
RU2761543C1 |
| Комбинированная динамически-подобная аэродинамическая модель для разных видов аэродинамических испытаний | 2023 |
|
RU2808290C1 |
| АЭРОДИНАМИЧЕСКАЯ МОДЕЛЬ САМОЛЕТА ИЗ ФОТОПОЛИМЕРНОГО МАТЕРИАЛА | 2010 |
|
RU2453820C2 |
| СВЕРХЗВУКОВОЙ САМОЛЕТ (ВАРИАНТЫ) | 2007 |
|
RU2391254C2 |
| БПЛА из унифицированных деталей и узлов, изготовленных методом литья под давлением, и способ его изготовления | 2023 |
|
RU2814641C1 |
| ГИБРИДНЫЙ ЭЛЕКТРОСАМОЛЕТ КОРОТКОГО ВЗЛЕТА И ПОСАДКИ | 2014 |
|
RU2558168C1 |
| КОНСТРУКТИВНО-СИЛОВАЯ СХЕМА ПЛАНЕРА МАЛОЗАМЕТНОГО ОДНОДВИГАТЕЛЬНОГО САМОЛЕТА | 2022 |
|
RU2798303C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИМИТАТОРА ЛЬДА | 2011 |
|
RU2470278C1 |
| МЕХАНИЧЕСКИ РАСПРЕДЕЛЕННАЯ СИЛОВАЯ УСТАНОВКА И СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ ЛЕТАТЕЛЬНОГО АППАРАТА | 2019 |
|
RU2743903C2 |
Изобретение относится к области аэродинамики и может быть использовано при изготовлении аэродинамических моделей (АДМ) транспортных средств, например самолетов, ракет, автомобилей, железнодорожного транспорта и т.д. Способ заключается в изготовлении элементов модели, включая интегрированные фюзеляж с крылом, переднее горизонтальное и хвостовое оперения, а также детали с каналами слива пограничного слоя, детали с внутренними протоками каналов двигателей и носовой обтекатель формуют из углепластика в форму с разделением ее на верхнюю и нижнюю части. При этом в нижнюю половину формы закладывают детали с каналами слива пограничного слоя и детали с внутренними протоками каналов двигателей для фюзеляжа с крылом или металлическую пластину для крепления оперения к силовому каркасу. После затвердевания полученные нижние и верхние половины соединяют между собой на стапеле до полного затвердевания полученные нижние и верхние половины переднего горизонтального и хвостового оперений при помощи эпоксидной смолы. Затем соединяют на стапеле собранный силовой каркас, включающий непрофилированный сердечник с кронштейнами, со сформированными ранее верхней и нижней половинами интегрированных фюзеляжа с крылом при помощи эпоксидной смолы и осуществляют полную сборку аэродинамической модели, сменный носовой обтекатель устанавливают по плотной посадке на сердечник, а на собранный фюзеляж устанавливают на винтах переднее горизонтальное и хвостовое оперения, входные и выходные сопла. Технический результат заключается в сокращении сроков создания АДМ. 3 ил.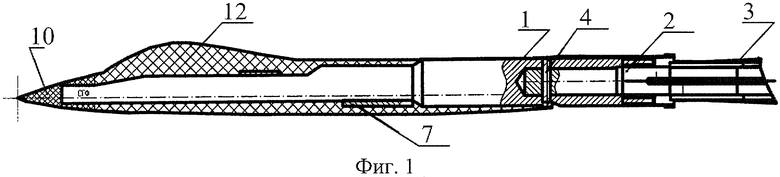
Способ изготовления аэродинамической модели, заключающийся в том, что формы для изготовления таких элементов модели, как интегрированные фюзеляж с крылом, переднее горизонтальное и хвостовое оперения, а также детали с каналами слива пограничного слоя, детали с внутренними протоками каналов двигателей и носовой обтекатель получают методом быстрого прототипирования, отличающийся тем, что интегрированные фюзеляж с крылом, переднее горизонтальное и хвостовое оперения формуют из углепластика в форме по следующей технологии:
выкладывают в нижнюю и верхнюю половины формы необходимое количество слоев углепластика, пропитанных смолой;
закладывают в нижнюю половину формы детали с каналами слива пограничного слоя и детали с внутренними протоками каналов двигателей для фюзеляжа с крылом или металлическую пластину для крепления оперения к силовому каркасу;
закладывают промежутки между деталями в нижней форме смолой, смешанной с углепластиком;
закрывают подготовленные нижнюю и верхнюю половины форм герметичным пакетом и вакуумным насосом из пакета откачивают воздух, создавая необходимое давление;
вынимают из формы после затвердевания нижнюю и верхнюю половины интегрированного фюзеляжа с крылом, переднего горизонтального и хвостового оперений;
соединяют между собой на стапеле до полного затвердевания полученные нижние и верхние половины переднего горизонтального и хвостового оперений при помощи эпоксидной смолы;
соединяют на стапеле собранный силовой каркас, включающий непрофилированный сердечник с кронштейнами, со сформированными ранее верхней и нижней половинами интегрированных фюзеляжа с крылом при помощи эпоксидной смолы;
зачищают облой на интегрированном фюзеляже с крылом, переднем горизонтальном и хвостовом оперениях и осуществляют полную сборку аэродинамической модели, для чего сменный носовой обтекатель устанавливают по плотной посадке на сердечник, а на собранный фюзеляж устанавливают на винтах переднее горизонтальное и хвостовое оперения, входные и выходные сопла.
| US 6796171 B2, 28.09.2004 | |||
| УНИВЕРСАЛЬНАЯ АЭРОДИНАМИЧЕСКАЯ МОДЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2083967C1 |
| УНИВЕРСАЛЬНАЯ АЭРОДИНАМИЧЕСКАЯ МОДЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2083967C1 |
| RU 94023217 A1, 10.03.1996. | |||

