Изобретение относится к способам нанесения износостойких покрытий на режущий инструмент и может быть использовано в металлообработке.
Известен способ получения износостойкого покрытия для режущего инструмента (РИ), при котором на его поверхность вакуумно-дуговым методом наносят покрытие из нитрида титана (TiN) или карбонитрида титана (TiCN) (см. Табаков В.П. Работоспособность режущего инструмента с износостойкими покрытиями на основе сложных нитридов и карбонитридов титана. Ульяновск: УлГТУ, 1998. 122 с.). К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе покрытия, обладающие хорошей адгезией к инструментальному материалу, имеют относительно низкую твердость и уровень сжимающих напряжений, либо имеют высокую микротвердость, но недостаточную прочность сцепления с инструментальной основой. В результате этого покрытие легко подвергается абразивному износу, в нем быстро зарождаются и распространяются трещины, приводящие к разрушению покрытия, что снижает стойкость РИ с покрытием.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ, включающий вакуумно-плазменное нанесение многослойного покрытия, состоящего из нижнего слоя нитрида титана и циркония TiZrN и верхнего слоя нитрида титана, циркония и хрома TiZrCrN (см. Патент на изобретение RU 2297473 С1, С23С 14/24, С23С 14/06. - 20.04.2007. - Бюл. №11), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе многослойное покрытие содержит слои, имеющие низкие остаточные напряжения и высокую теплопроводность. В результате покрытие плохо сопротивляется процессам трещинообразования и практически не препятствует проникновению тепла вглубь инструмента.
Повышение в последнее время стоимости металлорежущего инструмента и ужесточение требований к точности обрабатываемых деталей сделало еще более актуальной проблему повышения стойкости РИ. Основной причиной износа РИ является возникновение трещин в его режущей части, являющихся причиной появления сколов и выкрашиваний, связанных с усталостным разрушением и явлением ползучести режущего клина РИ. Ползучесть, в свою очередь, вызвана проникновением тепла, образующегося при резании и трении стружки о поверхности инструмента, вглубь инструмента. Одним из путей повышения стойкости и работоспособности РИ с покрытием является нанесение покрытий многослойного типа. Наличие в покрытии слоев с определенными теплофизическими и механическими свойствами способно тормозить процессы образования и распространения трещин без снижения микротвердости, улучшить термонапряженное состояние РИ с покрытием и повысить стойкость РИ.
Технический результат - повышение работоспособности РИ и качества обработки.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе на рабочие поверхности РИ вакуумно-дуговым методом наносится трехслойное покрытие. Особенность заявляемого способа заключается в том, что в качестве нижнего слоя при давлении ацетилена в камере установки 7,5·10-4 Па и температуре 600°С наносят карбонитрид титана и циркония, в качестве промежуточного слоя при давлении ацетилена в камере установки 7,5·10-4 Па и температуре 550°С наносят такой же карбонитрид, легированный хромом, а в качестве верхнего слоя при давлении ацетилена в камере установки 4,3·10-3 Па и температуре 500°С наносят карбонитрид титана и хрома. Осаждение нижнего слоя покрытия при пониженном давлении газа и повышенной температуре позволяет получить более высокую прочность сцепления покрытия с инструментальной основой, а снижение температуры и увеличение давления газа при осаждении последующих слоев позволяет увеличить его микротвердость и остаточные сжимающие напряжения. Компоновка установки для нанесения покрытия включает один составной катод с корпусом из титанового сплава ВТ1-0 и вставкой из хрома и один катод из титана и один катод из циркония. При осаждении нижнего слоя используются катоды из титана и циркония с целью получения слоя TiZrCN, при осаждении промежуточного слоя используют все три катода, а при осаждении верхнего слоя катод, содержащий цирконий, отключают. Использование в качестве материалов слоев сложных нитридов с высокими остаточными сжимающими напряжениями способствует повышению трещиностойкости покрытия, кроме того, такие материалы имеют более низкую теплопроводность по сравнению, покрытиями типа TiN, TiCN, TiAlN. При этом в зависимости от области использования инструмента с покрытием его общая толщина может колебаться в пределах от 5 до 8 мкм, а доля нижнего слоя составлять 40-50% от общей толщины покрытия.
Сущность изобретения заключается в следующем.
В процессе резания РИ работает в условиях трещинообразования, а также воздействия высоких температур. Для снижения интенсивности процессов 'износа и разрушения покрытия и самого инструмента наиболее эффективны покрытия сложного состава, а в условиях трещинообразования еще большую эффективность показывают многослойные покрытия со слоями сложного состава. При этом увеличение количества легирующих элементов в составе покрытия приводит к росту его твердости и износостойкости, а также трещиностойкости. Однако при этом часто снижается прочность сцепления покрытия с инструментальной основой. В то же время повысить прочность сцепления покрытия с основой можно путем снижения давления реакционного газа при его конденсации и увеличения температуры конденсации, правда при этом снижаются другие его эксплуатационные свойства (износостойкость и др.). Поэтому целесообразно применение трехслойного покрытия, в котором верхний слой должен обладать наивысшими износо- и трещиностойкостью, а нижний в первую очередь должен обеспечивать высокую прочность сцепления с инструментальной основой. В зависимости от условий резания толщина покрытия меняется от 5 до 8 мкм (меньшие значения - при прерывистом резании). При этом при уменьшении толщины покрытия доля нижнего слоя возрастает до 50%, чтобы обеспечить возможность получения сплошного слоя, способного полноценно выполнять свои функции (слои толщиной менее 1 мкм не функциональны). Пластины с покрытиями, полученные с отклонениями от указанных в формуле изобретения толщин слоев, показали более низкие результаты.
Для экспериментальной проверки заявленного способа было нанесено покрытие-прототип с соотношением слоев, соответствующим оптимальному значению, указанному в известном способе, а также трехслойное покрытие по предлагаемому способу. Покрытия наносили на твердосплавные пластины в вакуумной камере установки «Булат - 6», снабженной тремя вакуумно-дуговыми испарителями, расположенными горизонтально в одной плоскости. В качестве катодов испаряемого металла при нанесении нижнего слоя (TiZrCN) использовали два катода из титанового сплава ВТ1-0 и циркония. При нанесении промежуточного слоя (TiZrCrCN) используют указанные два катода плюс катод, содержащий корпус из титанового сплава ВТ1-0 со вставкой из хрома и расположенный между первыми катодами. При нанесении верхнего слоя использовали катод из титана и составной катод со вставкой из хрома. Покрытия наносили после предварительной ионной очистки.
Ниже приведен конкретный пример осуществления предлагаемого способа (покрытие TiZrCN-TiZrCrCN-TiCrCN толщиной 6 мкм).
Твердосплавные пластины МК8 (размером 4,7×12×12 мм) промывают в ультразвуковой ванне, протирают ацетоном, спиртом и устанавливают на поворотном устройстве в вакуумной камере установки «Булат-6», снабженной тремя испарителями, расположенными горизонтально в одной плоскости. Камеру откачивают до давления 6,65·10-3 Па, включают поворотное устройство, подают на него отрицательное напряжение 1,1 кВ, включают один испаритель и при токе дуги 100 А производят ионную очистку и нагрев пластин до температуры 560-580°С. Ток фокусирующей катушки 0,4 А. Затем снижают отрицательное напряжение до 150 В, ток катушек до 0,35 А, включают два противоположных испарителя (катода) из титана и циркония, подают в камеру реакционный газ - ацетилен и осаждают покрытие толщиной 2,0 мкм (слой TiZrCN) в течение 18 мин при давлении газа 7,5·10-4 Па. Температура конденсации при этом 600°С. Затем при напряжении до 120 В, токе фокусирующих катушек до 0,25 А включают третий катод (содержащий хром). В камеру подается реакционный газ (давление 7,5·10-4 Па) - ацетилен и осаждают второй слой покрытия (TiZrCrCN) толщиной 2,0 мкм в течение 18 мин. Температура конденсации при этом 550°С. Затем при напряжении до 120 В, токе фокусирующих катушек до 0,25 А, отключают катод, содержащий цирконий. В камеру подают реакционный газ (давление 4,3·10-4 Па) - ацетилен и осаждают третий слой покрытия (TiCrCN) толщиной 2,0 мкм в течение 18 мин. Температура конденсации при этом 500°С. Затем отключают испарители, подачу реакционного газа, напряжение и вращение приспособления. Через 15-20 мин камеру открывают и извлекают инструмент с покрытием.
Стойкостные испытания проводили на токарно-винторезном станке 16К20 при обработке конструкционной стали 5ХНМ. Испытывали твердосплавные пластины марки МК8, обработанные по известному и предлагаемому способам. Критерием износа служила фаска износа по задней поверхности шириной 0,4 мм.
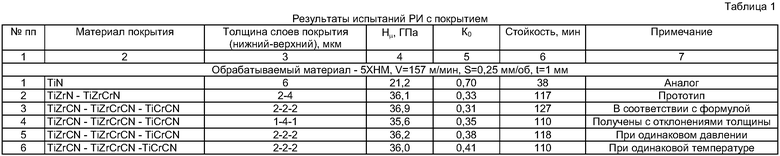
1. Нµ - микротвердость, ГПа (по Виккерсу).
2. К0 - коэффициент отслоения, уменьшение величины которого свидетельствует о росте прочности сцепления с инструментальной основой.
Как видно из приведенных в табл.1 данных, стойкость пластин, обработанных по предлагаемому способу, выше стойкости пластин, обработанных по способу-прототипу на 7-12%. При этом пп.4 иллюстрируют, что при нарушении требований по назначению толщин слоев стойкость пластин снижается. В пп.5 показано, что в случае применения покрытий со слоями, осажденными при одинаковом давлении газа, стойкость также снижается. В пп.6 показано, что в случае применения покрытий со слоями, осажденными при одинаковой температуре конденсации, стойкость также снижается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2444579C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2424361C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2424354C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2461662C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2414540C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2414536C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2424376C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2421541C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2414535C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2423548C1 |
Изобретение относится к нанесению износостойких покрытий на режущий инструмент и может быть использовано в металлообработке. Наносят трехслойное покрытие с использованием вакуумно-плазменной установки. В качестве нижнего слоя при давлении ацетилена в камере установки 7,5·10-4 Па и температуре 600°С наносят карбонитрид титана и циркония. В качестве промежуточного слоя при давлении ацетилена в камере установки 7,5·10-4 Па и температуре 550°С наносят такой же карбонитрид, легированный хромом. В качестве верхнего слоя при давлении ацетилена в камере установки 4,3·10-3 Па и температуре 500°С наносят карбонитрид титана и хрома. Получается покрытие, обеспечивающее повышенную работоспособность режущему инструменту и качество обработки. 1 з.п. ф-лы, 1 табл.
1. Способ получения многослойного покрытия для режущего инструмента, включающий нанесение трехслойного покрытия вакуумно-плазменной установкой, отличающийся тем, что в качестве нижнего слоя при давлении ацетилена в камере установки 7,5·10-4 Па и температуре 600°С наносят карбонитрид титана и циркония, в качестве промежуточного слоя при давлении ацетилена в камере установки 7,5·10-4 Па и температуре 550°С наносят такой же карбонитрид, легированный хромом, а в качестве верхнего слоя при давлении ацетилена в камере установки 4,3·10-3 Па и температуре 500°С наносят карбонитрид титана и хрома.
2. Способ по п.1, отличающийся тем, что в трехслойном покрытии наносят нижний слой толщиной 40-50% от общей толщины покрытия, а общая толщина покрытия составляет 5-8 мкм.
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2005 |
|
RU2297473C1 |
| Клапанное устройство для гидропневматических установок | 1940 |
|
SU59070A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| КАТУШКА РЫБОЛОВНОГО СПИННИНГА | 2003 |
|
RU2259715C2 |

