Изобретение относится к строительству, а именно к созданию паркетных полов на фанерном основании.
Современные паркетные полы представляют собой многослойную конструкцию (Теличко А.А. Паркетные работы, М.: Рипол Классик, 2003, стр.122-124), каждый слой которой выполняет определенную функцию и является основанием для вышележащего слоя.
Количество и назначение слоев определяют исходя из конкретных условий эксплуатации, при этом четыре слоя всегда входят в состав конструкции паркетного пола по фанерному основанию. Рассмотрим их с учетом того, что в справочном приложении №3 СНиП 3.04.01-87 «Изоляционные и отделочные покрытия» приведены следующие определения слоев: «покрытие» - верхний эксплуатационный слой; «прослойка» - промежуточный слой пола, связывающий покрытие с нижележащим слоем; «стяжка» - (основание под покрытие) - слой пола, служащий для выравнивания поверхности нижележащего слоя пола или перекрытия. Далее будем использовать приведенные термины для элементов конструкции паркетного пола следующим образом.
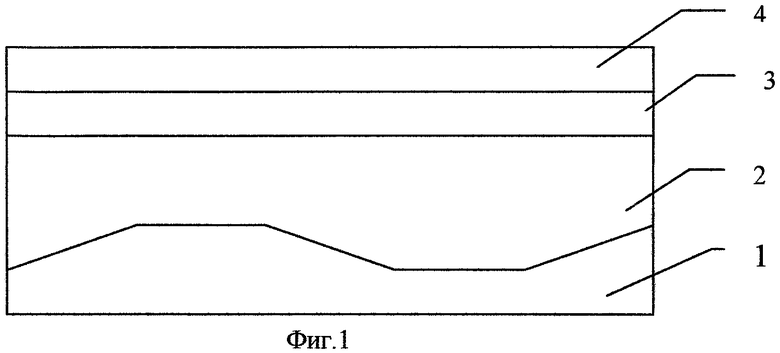
Первый нижний слой 1 (фиг.1) является силовым несущим основанием или перекрытием, предназначенным для восприятия всех возможных нагрузок в процессе строительства и эксплуатации здания. Расположенный на нем слой 2 (фиг.1) является формирующим основанием, которое задает пространственное положение паркетного покрытия в соответствии с проектом и обеспечивает при этом переход от грубой поверхности силового основания к ровной поверхности формирующего основания с нормированными геометрическими характеристиками. Следующий слой 3 (фиг.1) является чистовым основанием или прослойкой и предназначен для непосредственного размещения и крепления на нем паркетных планок, модулей, розеток и других паркетных элементов. Совокупность всех паркетных элементов, укрепленных на чистовом основании, образует последний верхний слой 4 (фиг.1), который и является собственно паркетным покрытием.
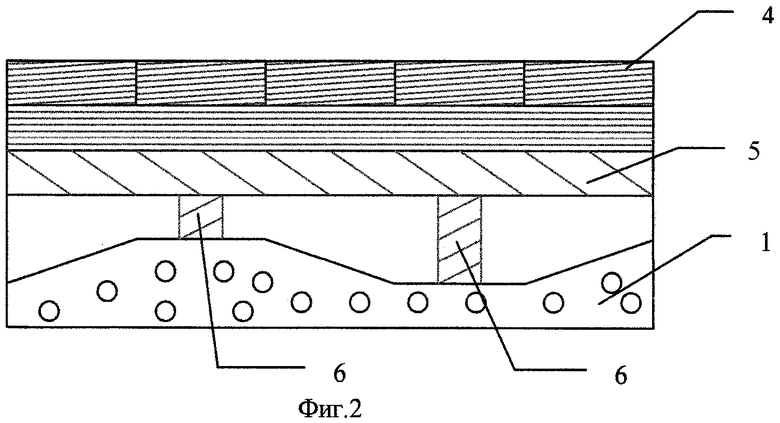
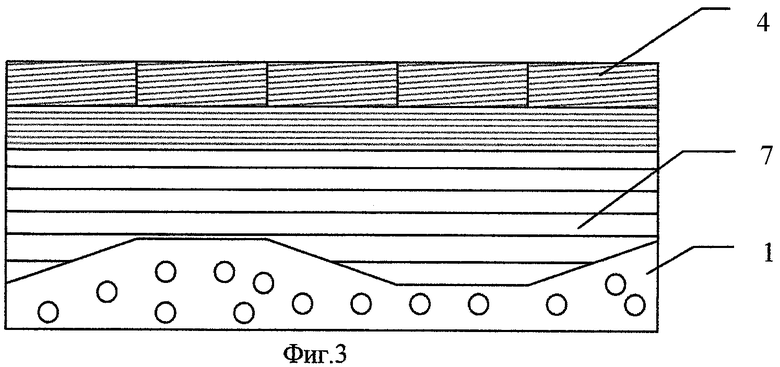
Создание паркетного пола начинают с чистового основания, которое формируют из отдельных модулей, выполненных, например, из фанеры. Фанерные модули укладывают на формирующее основание 2 (фиг.1), которое может быть выполнено в виде «чернового пола 5 (фиг.2) по лагам 6 (фиг.2) или в виде монолитной стяжки 7 (фиг.3), что определяет особенности конструкции фанерных модулей для каждого приведенного варианта.
Так для формирующего основания в виде «чернового пола по лагам» используют готовые фанерные листы стандартного размера, в которых выполняют крепежные отверстия под саморезы для монтажа на деревянную конструкцию этого основания фиг.2.
Для формирующего основания в виде монолитной стяжки используют специально отформатированные монтажные листы фанеры с размером от 40×40 см до 75×75 см (М.Ю.Сорочкин, «Все, что вы хотели знать о паркете», М.: Изд. дом, «Юность», 2005, стр.56), в которых также выполняют крепежные отверстия под саморезы для монтажа на стяжку с использованием дюбелей. При этом на стяжку предварительно наносят клей, а затем укладывают монтажные листы и притягивают их саморезами таким образом, чтобы они плотно и без пустот прилегали к этому основанию (фиг.3).
Выполнение всех последующих операций не зависит от используемой конструкции формирующего основания, а на поверхности полученного чистового фанерного основания проводят выявление недопустимых неровностей, которые удаляют, а затем производят окончательную циклевку для получения ровной поверхности под паркет.
Далее на фанерное основание приклеивают паркетные элементы и крепят их с помощью гвоздей таким образом, чтобы они плотно и без пустот прилегали к этому основанию. На полученном паркетном покрытии также выявляют и удаляют недопустимые неровности, а затем это покрытие циклюют и шлифуют до получения ровной поверхности под защитно-декоративное покрытие.
Готовый паркетный пол должен отвечать требованиям действующих нормативных документов. Так, в соответствии с пунктом 4.43 СНиП 3.04.01-87 «Изоляционные и отделочные покрытия», отклонения поверхности паркетного покрытия от плоскости при проверке контрольной двухметровой рейкой не должны превышать 2 мм.
За прототип принят способ по книге Б.К.Алинина «Паркетные полы», М.: Аделант, 2004, который состоит в том, что чистовое фанерное основание укладывают с учетом конструкции формирующего основания, а именно на монолитную стяжку крепят монтажные листы фанеры квадратной формы с размером 50×50 см или 40×40 см, а на формирующее основание в виде «чернового пола по лагам» крепят готовые листы фанеры стандартного размера. На поверхности полученного чистового фанерного основания выполняют ручное выявление недопустимых неровностей с помощью строительного двухметрового уровня. Места расположения неровностей обозначают на обследуемой поверхности рисованными индикаторными линиями, которые служат ориентиром для последующего их удаления. Это удаление выполняют путем местного сошлифовывания, после чего выполняют контрольное выявление недопустимых неровностей, результатом которого может быть нанесение индикаторных линий вновь для продолжения удаления еще сохранившихся неровностей. Затем на полученном чистовом фанерном основании выполняют укладку паркетных планок, модулей, розеток и других паркетных элементов в паркетное покрытие, поверхность которого также подвергают ручному выявлению и полному удалению недопустимых неровностей, затем выполняют циклевку, шлифовку и другие финишные операции и наносят защитно-декоративное покрытие.
Признаками прототипа являются - укладка и крепление фанеры на «черновой пол по лагам» в качестве чистового основания под паркет, укладка и крепление фанеры на монолитную стяжку в качестве чистового основания под паркет, выявление и удаление недопустимых неровностей на поверхности чистового фанерного основания, укладка паркетных элементов в паркетное покрытие на чистовое фанерное основание, выявление и удаление недопустимых неровностей на поверхности паркетного покрытия.
Принятый за прототип способ имеет ряд недостатков, таких как высокая трудоемкость изготовления и крепления монтажных фанерных листов к существующей стяжке, высокая трудоемкость первичного и повторного ручного выявления и удаления недопустимых неровностей на поверхности чистового фанерного основания и поверхности готового паркетного покрытия в соответствии с требованиями действующих нормативных документов (СНиП 3.04.01-87).
Трудоемкость изготовления состоит в том, что монтажные листы в виде квадратов с размерами 50×50 см получают из стандартного фанерного листа 1,5×1,5 м путем распиловки его на девять частей, а листы с размером 40×40 см получают из стандартного листа размером 2,4×1,2 м путем распиловки на 18 частей. В первом случае, например, операцию распиловки необходимо выполнить 8 раз, из них два распила выполняют на целом листе, затем еще по два на каждой полученной части листа, а во втором 17 раз, из которых пять распилов выполняют на целом листе, а затем по два распила на каждой из шести полученных частей листа. Перед укладкой на формирующее основание в них сверлят крепежные отверстия по следующей схеме. Четыре отверстия выполняют по углам листа и еще по два промежуточных отверстия вдоль каждой диагонали листа.
Распиловку фанеры на монтажные листы квадратной формы выполняют как на объекте, так и вне него в производственных условиях. Основной недостаток первого варианта состоит в трудности ручной доставки крупногабаритных стандартных листов фанеры внутри здания к месту укладки, особенно в случае отсутствия грузового лифта. Недостаток второго варианта состоит в том, что форма и слишком малый размер монтажных листов приводят к необходимости многократного выполнения ручного переноса этих листов.
Трудоемкость процесса крепления монтажных листов фанеры состоит в том, что после укладки листов фанеры на подготовленную стяжку с нанесенным клеем, через крепежные отверстия этих листов, в стяжке сверлят крепежные отверстия под дюбель. В полученное отверстие через фанеру забивают дюбель, затем в него устанавливают саморез, добивают эту систему так, чтобы дюбель прошел фанеру и полностью вошел в стяжку. Затем завинчивают саморезы с моментом, достаточным для плотного притягивания фанеры к монолитному основанию.
Следует отметить недостаток такого крепления. После завинчивания самореза его головка несколько утапливается в фанеру, что позволяет абразивной ленте на этапе циклевки фанеры проходить над саморезом, не задевая его. Но это выполняется только при малых неровностях. Значительные неровности требуют соответствующего по толщине удаления слоя фанеры, при этом абразивная лента может наезжать на головку самореза, что не позволяет достичь требуемого выравнивания, а в худшем случае может привести к повреждению абразивной ленты и барабана шлифовальной машины. Такие саморезы необходимо удалять, но не всегда их можно выявить заранее. Поэтому при циклевке необходимо соблюдать повышенное внимание для своевремнного обнаружения и последующего удаления опасно расположенных саморезов. Все это повышает трудоемкость процесса циклевки и увеличивает время на ее выполнение.
Названный недостаток проявляется таким же образом и при креплении фанеры на основание в виде «чернового пола по лагам».
Кроме того, с момента укладки монтажного листа на стяжку и до завершения процесса завинчивания всех саморезов на нем клей выдавливается через открытые монтажные отверстия на поверхность листа и загрязняет его. Эти загрязнения необходимо удалять, не допуская их засыхания, что может затруднить процесс циклевки, но важнее другое обстоятельство. При таком процессе укладки, в случае использования двухкомпонентного клея, не представляется возможным приступать к укладке очередного монтажного листа до полного закрепления предыдущего листа по всем крепежным отверстиям, то есть до того момента, когда саморезы закроют монтажные отверстия и тем самым перекроют доступ клея на поверхность фанерного листа. Завинчивание саморезов начинают выполнять сразу же после укладки каждого монтажного листа на стяжку, чтобы уменьшить количество клея, попадающего на поверхность, и позволить проход по свежеуложенному листу для выполнения операций укладки и крепления очередного листа. На это уходит значительное время, а так как время жизни двухкомпонентного клея ограничено примерно одним часом, то не удается использовать полностью весь клей, приготовленный из одной порции компонентов заводской дозировки. Поэтому производят приготовление меньшего количества клея, что является нарушением технологического процесса, так как в этом случае заводские порции каждого компонента делят для смешивания приблизительно - «на глаз», при этом сам процесс укладки и крепления монтажных листов требует еще большего времени. Это определяется тем, что необходимо дополнительное время как на выполнение самого процесса деления на части, так и на выполнение процесса смешивания для каждой полученной части.
После завинчивания всех саморезов на каждом листе проверяют монолитность полученной системы путем простукивания для выявления пустот под фанерным основанием.
Наличие таких пустот ведет к ослаблению конструкции пола, поэтому предпринимают меры для их устранения. Для этого, в местах обнаружения пустот, устанавливают дополнительные саморезы для локального притягивания фанеры. А если это не дает желаемый результат, то вывинчивают все саморезы, поднимают лист фанеры и дополнительно наносят клей в тех местах, где его не хватает. Фанеру крепят на прежнее место и вновь проверяют монолитность по всей поверхности листа. Все это повышает трудоемкость процесса укладки и крепления монтажных листов и увеличивает время на его выполнение.
Далее проводят выявление недопустимых неровностей на поверхности фанерного основания в соответствии с нормативными требованиями.
Высокая трудоемкость работ по проверке выполнения нормативных требований к геометрическим параметрам поверхности паркетного пола и к его промежуточным слоям объясняется как их высокими требованиями, так и ограниченным набором средств и методов для их достижения. Все эти работы сводятся к ручному выявлению и ручному обозначению выявленных участков превышения предельно допускаемых значений неровностей на обследуемой поверхности. Основным средством контроля геометрических параметров стяжки, фанерного основания и собственно паркетного пола является большой реечный строительный уровень (длина 2 м), а для обозначения участков с недопустимыми неровностями на обследуемой поверхности используют строительный карандаш.
Следует отметить, что СНиП 3.04.01-87 по п.4.43 «Требования к готовому покрытию пола» и по п.4.24 «Требования к промежуточным элементам пола» предъявляет одинаковые требования к готовому паркету, промежуточному фанерному основанию и к стяжке, а это значит, что в отдельных областях обследуемой поверхности возможно такое сочетание разнонаправленных предельно допускаемых отклонений от плоскости стяжки, что после установки и закрепления фанеры названные отклонения в этих местах будут переходить на поверхность фанеры с некоторым увеличением. Поэтому даже полное соответствие поверхности стяжки нормативным требованиям не является гарантией того, что поверхность фанерного основания также будет соответствовать этим требованиям. Поэтому фанерное основание всегда обследуют с целью выявления недопустимых неровностей.
Устранение отклонений от общей плоскости фанерного основания выполняют путем местного сошлифовывания возвышающихся неровностей, то есть именно тех, которые превышают предельно допускаемые нормативные значения.
Выявление этих неровностей выполняют вручную, путем перемещения большого реечного уровня по всей поверхности фанерного основания. На ровной поверхности реечный уровень занимает устойчивое равновесное положение, при котором его концы не имеют возможности вертикального перемещения.
Признаком того, что уровень находится на возвышающейся неровности, является его неустойчивое положение. В этом случае оценивают величину (высоту) неровности с помощью контрольного щупа, который подкладывают под уровень, а сам уровень приводят в горизонтальное положение.
Если в горизонтальном положении уровень опирается на контрольный щуп, рабочий размер которого соответствует допускаемому отклонению, а между уровнем и вершиной неровности имеется зазор, то это свидетельствует о допустимом отклонении от общей плоскости основания.
Если уровень в горизонтальном положении опирается на вершину неровности, то наличие зазора между щупом и уровнем свидетельствует о превышении допустимого значения неровности. Тогда, покачивая уровень в вертикальном направлении, определяют и отмечают на фанерном основании точку опоры уровня, которая соответствует вершине возвышающейся неровности.
Для выявления всей зоны локального возвышения уровень несколько смещают в поисках соседнего неустойчивого положения и на новом месте также определяют и отмечают новую вершину возвышающейся неровности. Эти действия повторяют до полного выявления всего участка недопустимых отклонений от общей плоскости фанерного основания, о чем свидетельствует переход уровня в устойчивое равновесное положение после его очередного смещения. Полученные точки соединяют рисованной контрастной линией, которая является центральной линией наибольших превышений над уровнем допускаемых отклонений в некоторой области. Здесь следует особо отметить, что границы этой области остаются не выявленными. Далее выявляют и отмечают центральные линии превышения допускаемых отклонений по всей поверхности данного основания.
Выявленные таким образом превышения допускаемых отклонений удаляют, чтобы геометрические параметры обследуемой поверхности были приведены в соответствие с действующими нормативными требованиями. Для удаления обнаруженных неровностей выполняют местное сошлифовывание центральной линии наибольших превышений допускаемых отклонений от плоскости и ее окрестностей. Трудоемкость процесса удаления этих неровностей заложена в самой технологии его выполнения, так как, с одной стороны, неизвестны границы области, в которой следует срезать неровности, а с другой стороны, следует учитывать, что абразивная лента срезает недопустимые неровности вместе с нанесенными на них индикаторными линиями, то есть происходит удаление меток, указывающих на места расположения этих неровностей. Поэтому для контроля полученного результата необходимо вновь выявлять, отмечать и, при необходимости, вновь удалять неровности локальных областей фанерного основания. Эту трудоемкую операцию повторяют до получения соответствия геометрических параметров поверхности фанерного основания требованиям действующих нормативных документов. После чего приступают к выполнению операций по укладке паркета.
После завершения укладки паркета выполняют выявление недопустимых неровностей на поверхности паркетного покрытия в соответствии с требованиями действующих нормативных документов (СНиП 3.04.01-87). При необходимости, по результатам обследования, выполняют локальное удаление неровностей, превышающих допускаемые значения. Характер и трудоемкость этих операций ни чем не отличаются от соответствующих операций на предыдущем этапе выявления и удаления недопускаемых неровностей на поверхности чистового фанерного основания.
Цель изобретения состоит в снижении трудоемкости процесса крепления фанеры в чистовое фанерное основание под паркет на «черновой пол по лагам»; в снижении трудоемкости процесса распиловки, укладки и крепления фанеры в чистовое фанерное основание на монолитную стяжку, в снижении трудоемкости процесса выявления и удаления недопустимых неровностей на поверхности чистового фанерного основания и поверхности паркетного покрытия.
Для достижения поставленной цели выполняют изменение конструкции крепежных отверстий фанерных модулей. Изменение состоит в том, что эти отверстия дополнительно зенкуют, причем глубину зенкования выбирают такой, чтобы головки крепежных саморезов в завинченном состоянии были опущены вниз на безопасное расстояние от поверхности фанерного основания, а именно на такое, при котором устраняется возможность контакта самореза с абразивной лентой при циклевке.
Следующее изменение относится к конструкции крепежных отверстий монтажных листов, сверление которых выполняют на неполную толщину фанеры, оставляя внизу технологическую перегородку размером 1-2 мм. Тогда, после укладки монтажного листа на стяжку с клеем, эта перегородка не допускает попадания клея из-под фанеры на ее поверхность, а при сверлении стяжки легко разрушается.
Кроме того, выполняют изменение всей конструкции монтажного листа, которое состоит в том, что для чистового основания под паркет используют монтажные фанерные листы прямоугольной, вытянутой формы. Соотношение сторон для этих листов выбирают в диапазоне от 1:2 до 1:5, причем текстурные линии внешних слоев фанеры располагают вдоль короткой стороны, что обеспечивает повышенную гибкость листа вдоль длинной стороны листа. Такая гибкость обеспечивает хорошее прилегание к монолитному основанию (стяжке). Для удобства ручной работы при транспортировке и монтаже фанерных листов их размеры ограничивают следующем образом: ширина не более 0,5 м, а длина не более 2 м.
Такие листы получают, например, из стандартных листов фанеры с размерами 1,5×1,5 м и 2,4×1,2 м путем распиловки их без остатка на три и пять частей соответственно. Тогда монтажные листы будут иметь следующие примерные размеры: 0,5×1,5 м и 0,47×1,2 м, а для их получения достаточно выполнить 2 распила для первого формата и 4 для второго.
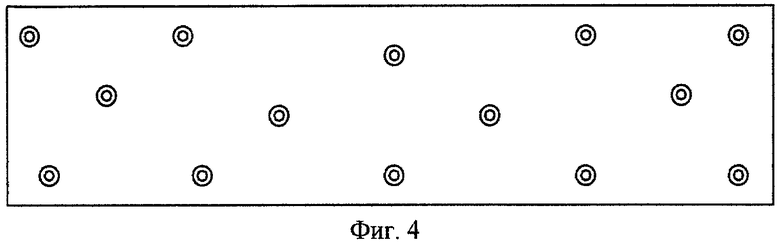
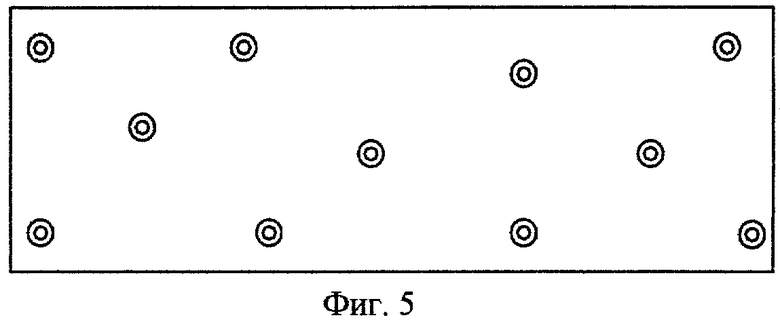
Сверление крепежных отверстий производят без разметки - «на глаз» в зонах сверления по следующей схеме. На монтажном листе размещают целое число примерно одинаковых зон во всю ширину листа таким образом, чтобы вдоль длинной стороны листа их размер не превышал 0,4 м, тогда крепежные отверстия размещают в центре каждой зоны и в ее углах, причем каждые два отверстия, расположенные в соседних углах двух зон вдоль общей границы, попарно объединяют в одно, тогда монтажные листы с размером 0,5×1,5 м будут разбиты на четыре (фиг.4), а листы 0,47×1,2 м на три (фиг.5) крепежные участка. Приведенная схема образования крепежных зон на монтажном листе с повышенной гибкостью вдоль длинной стороны делает этот лист в закрепленном состоянии эквивалентным отдельно закрепленным листам, число которых и их размеры равны числу и размерам крепежных зон.
Для осуществления данного способа монтажные листы измененной конструкции укладывают в чистовое фанерное основание следующим образом. После нанесения клея на подготовленное формирующее основание на него укладывают монтажный лист фанеры. Далее выполняют сверления крепежных отверстий в стяжке через отверстия монтажного листа, в процессе которого происходит разрушение технологической перегородки. Само крепление монтажных листов выполняют с помощью заранее приготовленных элементов крепления «саморез + дюбель», которые комплектуют путем частичного ввинчивания самореза в дюбель. Этот элемент сразу после сверления устанавливают непосредственно в крепежное отверстие монтажного листа и забивают его так, чтобы дюбель прошел фанеру и полностью вошел в стяжку, после чего саморез затягивают таким образом, чтобы монтажные листы плотно и без пустот прилегали к этому основанию.
При использовании двухкомпонентного клея, который отличается коротким временем жизни, необходимо максимально сокращать время самой укладки фанеры. Тогда, для нанесения клея выбирают такой, максимально возможный, участок формирующего основания, чтобы в процессе укладки и крепления не возникала необходимость прохода по еще незакрепленным листам. Это может быть, например, один ряд монтажных листов вдоль одной из стен помещения. Тогда, после смешивания всего количества компонентов из емкости заводской расфасовки и нанесения приготовленного клея на выбранный участок укладывают первую партию монтажных листов. Потом выполняют предварительное крепление этих листов через два крепежных отверстия каждый, что фиксирует эти листы в неподвижном состоянии и обеспечивает возможность прохода по свежеуложенным листам для выполнения дальнейшего монтажа. Затем наносят новую порцию клея и укладывают следующую партию монтажных листов, которые также крепят в двух точках. Эти операции повторяют до полного израсходования приготовленного клея. После чего выполняют окончательное крепление уложенных монтажных листов по всем незадействованным крепежным отверстиям. После завершения укладки монтажных листов по всему формирующему основанию (стяжке) получают чистовое фанерное основание, на котором в дальнейшем проводят выявление и удаление недопустимых неровностей в соответствии с требованиями действующих нормативных документов.
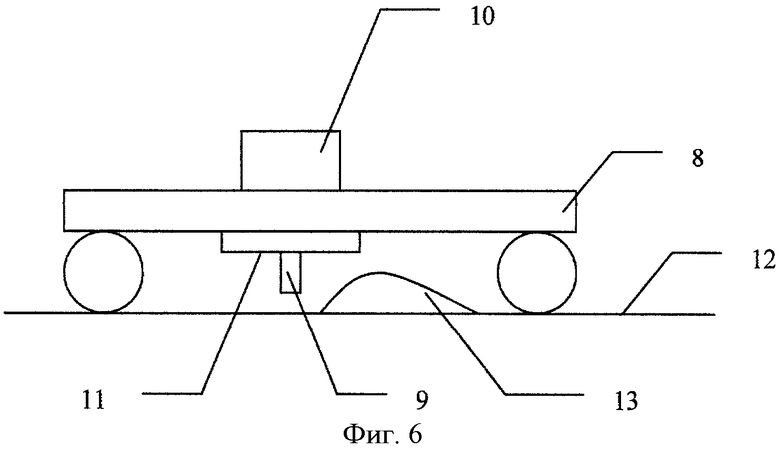
Достижение поставленной цели осуществляют также путем снижения трудоемкости процесса выявления недопустимых поверхностных неровностей. Для этого используют специально разработанный механизированный индикатор поверхностных неровностей. Он состоит из индикаторной тележки 8 (фиг.6) с размещенным на ней режущим элементом 9 (фиг.6), который приводится в действие электроприводом 10 (фиг.6), снабжен узлом регулирования 11 (фиг.6) положения режущего элемента 9. Выявление участков неровностей, превышающих допускаемые значения, происходит в движении, при работающем электроприводе 10 (фиг.6), который приводит в действие режущий элемент 9. При этом, заранее, с помощью регулятора 11 (фиг.6) устанавливают расстояние от нижней кромки режущего элемента 9 (фиг.6) до обследуемой поверхности 12 (фиг.6) в соответствии с допускаемым значением неровностей. Для выявления недопустимых неровностей индикаторную тележку вручную перемещают по обследуемой поверхности, тогда режущий элемент на пути своего движения будет прорезать верхнюю часть возвышающейся неровности 13 (фиг.6) на величину превышения допускаемого значения.
После прохода тележки на обследуемой поверхности, в местах превышения допускаемых неровностей, остается рельефная индикаторная отметка в виде хорошо различимой прорези, глубина и длина которой равна превышению допускаемого значения неровности и ее протяженности соответственно. Конструкция поверхностного индикатора позволяет использовать различные режущие элементы, например для фанерного основания используют пильный диск циркулярной пилы, а для паркетного покрытия - пазовую торцевую фрезу.
Для обследования фанерного основания индикаторную тележку с дисковым режущим элементом прокатывают последовательно по всей его поверхности. Для этого произвольно выбирают некоторое направление, например вдоль одной из стен, и перемещают тележку по всей длине помещения, в непосредственной близости от стены. Затем несколько смещают тележку в поперечном направлении, то есть отступают от стены и вновь прокатывают в прежнем направлении. Эти действия повторяют до тех пор, пока тележка не приблизится к противоположной стене. Здесь меняют направление движения тележки с продольного на поперечное. После чего ее опять перемещают со смещением после каждого прохода от одной стены до другой. Тогда каждая область превышения уровня допускаемых возвышений будет заполнена группой рельефных индикаторных отрезков линий. Концевые точки этих отрезков для каждой группы определяют собой границу соответствующей области недопустимых неровностей.
Отмеченные таким образом участки поверхности по отдельности подвергают местной шлифовке, причем после каждого прохода абразивной ленты индикаторные линии уменьшаются, но сохраняются до тех пор, пока недопустимое возвышение не будет полностью срезано. Таким образом, удаление индикаторных линий является признаком того, что поверхность фанерного основания приведена в соответствие с требованиями нормативных документов и готова к укладке паркета.
После укладки паркетных элементов по всему фанерному основанию получают паркетное покрытие, которое также обследуют с целью выявления недопустимых отклонений возвышающихся неровностей этого покрытия. В этом случае используют индикаторную тележку с фрезерным режущим элементом, а сама процедура выявления и удаления недопустимых неровностей ни чем не отличается от такой же процедуры для фанерного основания. Обработанная таким образом поверхность паркетного покрытия готова к завершающим операциям шлифовки и нанесения защитно-декоративного покрытия.
Устройство паркетных полов по предлагаемому способу позволяет снизить трудоемкость процесса устройства чистового фанерного основания под паркет за счет следующих изменений.
Изменение конструкции крепежных отверстий фанерных модулей путем выполнения дополнительной, углубленной зенковки под головку крепежного самореза избавляет от необходимости затрачивать время на постоянный и внимательный просмотр поверхности в ходе ее циклевки для выявления и последующего удаления опасно расположенных саморезов, так как их глубокое размещение устраняет возможность их контакта с абразивной лентой при циклевке.
Изменение процесса укладки монтажных листов путем введения предварительного крепления каждого листа в двух точках (через два крепежных отверстия), а также изменение конструкции крепежных отверстий путем введения временной технологической перегородки позволяет разделить во времени процесс укладки монтажных листов на два этапа. Первый этап, это непосредственная раскладка монтажных листов на покрытую клеем поверхность формирующего основания и предварительное крепление по двум точкам. Второй этап, это окончательное крепление уложенных на клей монтажных листов по всем незадействованным крепежным отверстиям. Такое разделение обеспечивает более раннее вступление клея в контакт с монтажными листами, то есть в тот период, когда клей еще имеет хорошую адгезию. Тогда, после нанесения всего клея, приготовленного из полной порции компонентов заводской дозировки, и укладки на него соответствующего количества монтажных листов эти листы уже имеют хорошее сцепление с формирующем основанием через клеевую прослойку. Но клей в этой прослойке еще значительное время сохраняет подвижность, что и позволяет саморезами, по еще незадействованным крепежным отверстиям, притянуть фанеру к формирующему основанию и выполнять тем самым окончательное крепление монтажных листов. Все это позволяет уменьшить потери самого клея, уложить большее количество монтажных листов и сократить общее время укладки.
Изменение формы и размеров монтажных листов позволяет в три-четыре раза, в зависимости от размеров заготовки, уменьшить необходимое число распилов для изготовления монтажных листов, что существенно снижает трудоемкость при изготовлении. Например, при использовании листа заготовки размером 1,5×1,5 число необходимых распилов уменьшается с восьми до двух.
Изменение формы и размера монтажных листов позволяет снизить трудоемкость их ручной транспортировки, так как эти листы в вертикальном положении свободно размещаются даже в малом пассажирском лифте. Небольшая ширина листов (0,5 м) позволяет одному человеку легко удерживать и переносить одновременно два-три листа, причем соизмеримая с человеческим ростом длина листа позволяет при необходимости временно опускать и поднимать его, не меняя положения своего тела. Это также снижает трудоемкость транспортировки и монтажа.
Предлагаемая многозонная схема расположения крепежных отверстий на монтажном листе с учетом ориентированного вдоль короткой стороны расположения текстурных линий обеспечивает улучшенное прилегание фанеры к монолитному формирующему основанию. Это в значительной мере устраняет возможность образования пустот под монтажным листом, а также уменьшает трудоемкость процесса укладки за счет существенного уменьшения возможного количества дополнительных саморезов для устранения пустот между фанерой и стяжкой. Кроме того, по этой схеме выполняют меньшее количество крепежных отверстий, например на монтажном листе с размерами 0,5 м × 1,5 м размещают всего четырнадцать отверстий по четырем крепежным зонам, тогда как в случае раздельного крепления четырех самостоятельных листов по одинаковой схеме расположения крепежных отверстий и одинаковой суммарной площади потребовалось бы выполнить двадцать крепежных отверстий. Следовательно, такое расположение крепежных отверстий позволяет существенно уменьшить расход крепежных материалов, расходного инструмента и соответствующие трудозатраты.
Использование механизированного индикатора поверхностных неровностей позволило существенно снизить трудоемкость процесса выявления и удаления недопустимых неровностей на поверхности чистового фанерного основания и на поверхности паркетного покрытия в соответствии с требованиями нормативных документов за счет изменения технологического процесса. При этом стал возможным переход от ручного индивидуального выявления каждой точки недопустимого превышения нормативного уровня с последующими построениями индикаторных линий, соединяющих эти точки, к сплошному и непрерывному механическому сканированию всей поверхности. Причем режущий элемент этого индикатора выполняет функции как чувствительного элемента, так и регистрирующего устройства. Получаемые рельефные индикаторные отметки обладают значительно большей информативностью и позволяют сразу получить представление о месторасположении и размере каждой области недопустимых неровностей и величине превышения допускаемого значения неровности. Большое значение имеет свойство сохранности самих рельефных отметок, которые уменьшаются в процессе удаления выявленных превышений, но позволяют контролировать получаемый результат сошлифовывания после каждого прохода абразивной ленты, что не требует повторного выявления недопустимых неровностей.
В приложении приведены фотоматериалы для иллюстрации отдельных элементов описания.
ПРИЛОЖЕНИЕ
Перечень фотографий
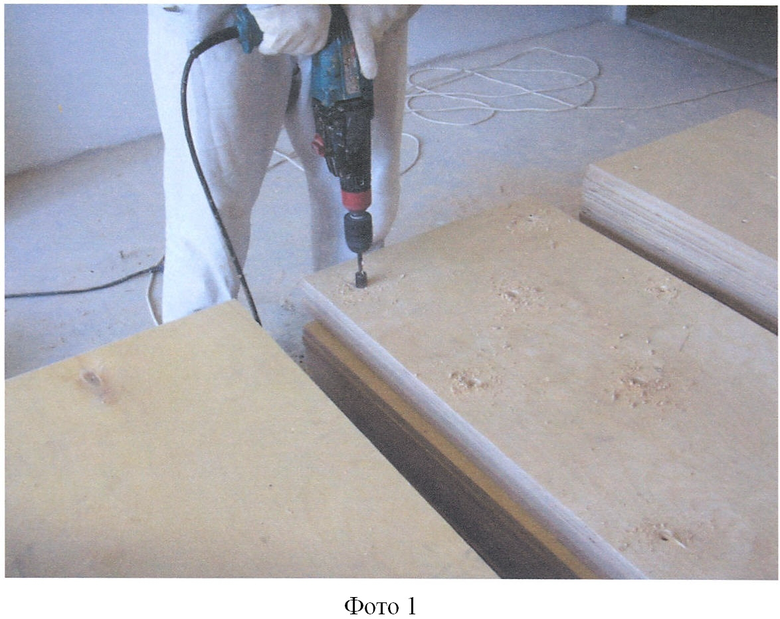
Фото 1. Сверление крепежных отверстий в монтажных листах. Одновременно со сверлением выполняют зенкование отверстий. Для этого на сверле установлен зенкер, что хорошо видно на фотографии.
Фото 2. Укладка монтажных листов. На переднем плане контейнер с элементами крепления «саморез + дюбель». В правой верхней части видны установленные, но еще не завинченные саморезы.
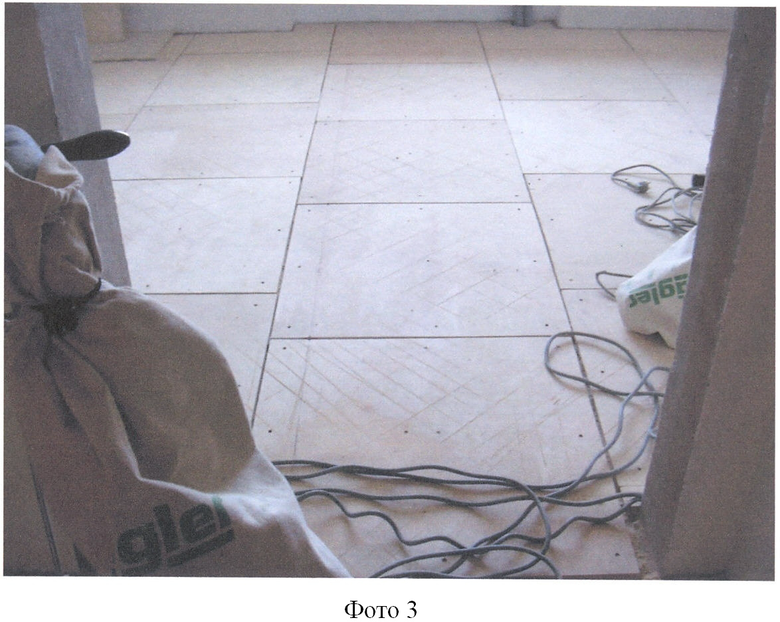
Фото 3. Выявление недопустимых неровностей на поверхности фанерного основания. На фотографии хорошо видны группы рельефных индикаторных отрезков линий, которые обозначают области недопустимых неровностей для последующего удаления.
Фото 4. Выявление недопустимых неровностей на поверхности паркетного покрытия. Рельефные индикаторные отрезки линий обозначают области недопустимых неровностей для последующего удаления.
Фото 5. Укладка паркетных элементов в паркетное покрытие на чистовом фанерном основании. На переднем плане хорошо видны темные и светлые с темным ореолом пятна, которые образованы на месте нахождения недопустимых неровностей, после их удаления. Темные пятна соответствуют удалению одного слоя фанеры, а светлые пятна внутри темных соответствуют удалению двух слоев фанеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УКЛАДКИ МОНТАЖНЫХ ЛИСТОВ ФАНЕРЫ ПОД ПАРКЕТНОЕ ПОКРЫТИЕ | 2013 |
|
RU2564039C2 |
| СПОСОБ УКЛАДКИ ШТУЧНОГО ПАРКЕТА | 2008 |
|
RU2378466C2 |
| СПОСОБ ВЫПОЛНЕНИЯ ПАРКЕТНОГО НАСТИЛА | 1997 |
|
RU2127352C1 |
| СПОСОБ УКЛАДКИ ХУДОЖЕСТВЕННОГО ПАРКЕТА | 2008 |
|
RU2374407C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРКЕТНЫХ ЩИТОВ | 1994 |
|
RU2074935C1 |
| Строительная панель с соединительными боковыми кромками | 2023 |
|
RU2808776C1 |
| СПОСОБ УСТРОЙСТВА ПОЛА ПО ЛАГАМ | 2004 |
|
RU2330924C2 |
| СПОСОБ НАНЕСЕНИЯ НАСТИЛА В ВИДЕ ПАКЕТНОГО НАБОРА ИЛИ РИСУНКА | 1999 |
|
RU2146749C1 |
| СИСТЕМА ЧЕРНОВОГО ПРИПОДНЯТОГО ПОКРЫТИЯ ПОЛА | 2012 |
|
RU2506383C1 |
| СТРУКТУРА ПАРКЕТА И МЕТОД ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2069723C1 |


Изобретение относится к строительству, а именно к созданию паркетных полов на фанерном основании. Технический результат изобретения состоит в снижении трудозатрат при укладке чистового фанерного основания под паркет на монолитную стяжку и при выявлении недопустимых неровностей фанерного основания и паркетного покрытия за счет изменения соответствующих технологических процессов. Способ создания паркетных полов заключается в использовании фанерных монтажных листов в форме вытянутых прямоугольников, крепление которых выполняют по многозонной крепежной схеме, а в конструкцию крепежных отверстий введена временная технологическая перегородка для защиты от проникновения клея на чистовую поверхность листа. Это позволяет разделить процесс крепления монтажных листов на два этапа. На первом этапе до тех пор, пока клей еще обладает свойством высокой адгезии, выполняют раскладку листов и их предварительное крепление. На втором этапе, когда клей утрачивает свойство адгезии, но сохраняет свойство подвижности, выполняют окончательное крепление монтажных листов. 6 ил., 5 фото.
Способ создания паркетных полов, включающий укладку и крепление фанеры в чистовое фанерное основание под паркет на «черновой пол по лагам», укладку и крепление фанеры в чистовое фанерное основание под паркет на монолитную стяжку, выявление и удаление недопустимых неровностей на поверхности чистового фанерного основания, укладку паркетных элементов в паркетное покрытие на чистовое фанерное основание, выявление и удаление недопустимых неровностей на поверхности паркетного покрытия, отличающийся тем, что перед креплением фанеры на «черновой пол по лагам» в фанерных листах выполняют зенковку крепежных отверстий таким образом, чтобы устранить в закрепленном положении возможность контакта самореза с абразивной лентой при циклевке, а перед укладкой и креплением на монолитную стяжку фанеру нарезают на монтажные листы прямоугольной формы с примерным соотношением сторон в диапазоне от 1:2 до 1:5, с ограничением размеров по ширине до 0,5 м, по длине до 2 м, причем текстурные линии внешних слоев фанеры располагают вдоль короткой стороны, крепежные отверстия на монтажном листе располагают по многозонной схеме, а именно на листе размещают целое число примерно одинаковых зон во всю ширину листа таким образом, чтобы вдоль длинной стороны листа их размер не превышал 0,4 м, тогда крепежные отверстия размещают в центре каждой зоны и в ее углах, причем каждые два отверстия, расположенные в соседних углах двух зон вдоль общей границы, попарно объединяют в одно, а само сверление крепежных отверстий выполняют на неполную толщину фанеры, оставляя внизу временную технологическую перегородку толщиной 1-2 мм, кроме этого, выполняют зенковку крепежных отверстий таким же образом, как и в случае крепления фанеры на «черновой пол по лагам», а для выполнения укладки монтажных листов предварительно выбирают максимально возможный участок для нанесения клея таким образом, чтобы не возникала необходимость прохода по свежеуложенным листам, например, один ряд, тогда после нанесения части приготовленного клея на весь этот участок, укладывают соответствующую партию монтажных листов фанеры, потом выполняют предварительное крепление каждого листа по двум крепежным отверстиям, для этого производят сверление, в ходе которого разрушается временная технологическая перегородка и выполняется сверление стяжки под дюбель, затем с помощью дюбелей и саморезов притягивают к стяжке монтажный лист по этим двум точкам, что обеспечивает неподвижное положение листа, а остальные временные технологические перегородки не допускают проникновение клея из-под монтажного листа на его поверхность, что обеспечивает возможность прохода по свежеуложенному ряду для нанесения клея на следующий участок и укладки на него очередной партии монтажных листов, которые также крепят в двух точках, эти операции повторяют до полного израсходования приготовленного клея, после чего выполняют крепление всех уложенных монтажных листов по всем незадействованным еще крепежным отверстиям, а для выявления участков недопустимых неровностей на поверхности чистового фанерного основания используют специально разработанный механизированный индикатор неровностей, который состоит из индикаторной тележки с размещенным на ней режущим элементом в виде пильного диска циркулярной пилы, который снабжен электроприводом и регулятором вертикального положения, с помощью последнего режущий элемент устанавливают в положение, соответствующее предельно допускаемому значению возвышающихся неровностей, затем с помощью электропривода приводят в действие режущий элемент и начинают перемещение тележки по обследуемой поверхности, тогда при наезде на участок возвышающейся неровности режущий элемент прорезает ее и на обследуемой поверхности остается рельефная индикаторная линия в виде хорошо различимой прорези, глубина и длина которой равны значению превышения возвышающейся неровности над допускаемым значением и ее протяженности в направлении движения тележки соответственно, тогда для выявления всех участков недопустимых неровностей на поверхности чистового фанерного основания индикаторную тележку многократно перемещают по всей длине этой поверхности в данном направлении с некоторым смещением в поперечном направлении при каждом очередном проходе, до тех пор, пока не будет завершен проход индикаторной тележки по всей поверхности фанерного основания, затем повторяют такое же многократное перемещение тележки по всей поверхности в измененном направлении, после этих двух проходов каждый участок недопустимых неровностей будет отмечен группой рельефных отрезков линий, концевые точки которых определят его границы, затем приступают к удалению выявленных недопустимых неровностей, для чего используют паркетную шлифовальную машину, с помощью которой выполняют по отдельности для каждого обозначенного участка местное сошлифовывание, причем после каждого прохода абразивной ленты индикаторные линии уменьшаются, но сохраняются на поверхности до тех пор, пока они не уменьшатся до полного исчезновения, что свидетельствует о том, что недопустимое возвышение срезано полностью, таким же образом удаляют недопустимые неровности на всех остальных обозначенных участках, а затем после укладки паркетных элементов в паркетное покрытие приступают к выявлению и удалению недопустимых неровностей на поверхности паркетного покрытия, в этом случае также используют механизированный индикатор неровностей, с тем отличием, что в качестве режущего элемента применяют торцевую пазовую фрезу, а все действия и порядок их выполнения полностью соответствует процедуре выявления и удаления недопустимых неровностей на поверхности чистового фанерного основания.
| АЛИНИН Б.К | |||
| Паркетные полы | |||
| - М.: ООО Аделант, 2000, с.91-92 | |||
| Пылеугольная горелка | 1947 |
|
SU73898A1 |
| Устройство для печатания и выдачи проездных билетов с автоматической кассой | 1940 |
|
SU70277A1 |
| ЕР 1371465 А2, 17.12.2003. | |||

