Изобретение относится к нефтегазодобывающей промышленности, а именно к области строительства нефтяных и газовых скважин, и может быть использовано для центрирования муфтовых и безмуфтовых обсадных колонн нефтяных и газовых скважин любых типов.
Известен пружинный центратор, содержащий корпус с концевыми частями в виде колец и центрирующими ребрами, соединенными точечной контактной сваркой (см. патент РФ на полезную модель №20923,кл. E21B 17/10, опубл. 10.12.2001).
Низкая надежность крепления центрирующих ребер и высокая трудоемкость изготовления ограничивает его применение.
Известен упругий центратор, содержащий цельный корпус с центрирующими ребрами, непрерывно соединенными с концевыми частями в виде колец, каждое из которых имеет одно или несколько сварных соединений, причем в проекции на горизонтальную плоскость указанные ребра расположены по касательной к кольцам (см. патент GB №2201176, кл. E21B 17/10, опубл. 19.02.1988, фиг.9, 10, 11, 20).
Центратор имеет простую конструкцию, применим преимущественно на муфтовых обсадных трубах, но обладает низкой надежностью и эффективностью центрирования обсадной колонны, особенно на искривленных участках скважины в связи с несимметричностью конструкции.
Наиболее близким по назначению, конструкции и применяемым элементам является упругий центратор, содержащий цельный корпус с центрирующими ребрами, непрерывно соединенными с концевыми частями в виде колец, каждое из которых имеет несколько (от 4 до шести) сварных линейных соединений с длиной шва, равной высоте кольца, причем в проекции на горизонтальную плоскость оси указанных ребер расположены по радиусам колец (см. международную заявку WO 2009152223, кл. E21B 17/10, опубл. 17.12.2009 - прототип).
Известный центратор сложен по конструкции, применим преимущественно на муфтовых обсадных трубах. Высокая трудоемкость изготовления приводит к повышению стоимости, что ограничивает применение центратора. Центратор не обеспечивает безопасность применения в связи с тем, что имеется большое количество напряженных сварных швов.
Известен фиксатор центратора на обсадной трубе, выполненный в форме стержня, имеющего внешнюю резьбу для взаимодействия с резьбой отверстия в кольцевой части корпуса центратора и плоский торец для упора в обсадную трубу (см. патент WO 2008/134333, кл. E21B 17/10, опубл. 06.11.2008, фиг.9).
Недостаточная надежность крепления центратора ограничивает применение известных фиксаторов.
Известен фиксатор центратора на обсадной трубе, выполненный в форме шпильки с головкой под гаечный ключ, внешней резьбой для взаимодействия с резьбой отверстия в корпусе центратора и рабочим концом, имеющим углубление, образованное стенками в виде заостренного раструба для упора в обсадную трубу (см. патент РФ №2159839, кл. E21B 17/10, опубл. 27.11.2000).
Засорение небольшого углубления на торце фиксатора в условиях эксплуатации центратора приводит к образованию плоского торца и снижению степени заострения раструба, что снижает надежность крепления центратора на обсадной трубе.
Наиболее близким к предлагаемому является фиксатор центратора на обсадной трубе, включающий стержень, выполненный пустотелым с углублением воронкообразной формы, внешней резьбой и режущей кромкой по диаметру углубления на его торце для упора в обсадную трубу, причем указанный торец имеет внешний скос под углом от 45 градусов к оси стержня (см. патент на полезную модель РФ №91737, кл. Е21В 17/10, опубл. 27.02.2010 - прототип).
Выполнение торца с внешним скосом под углом 45 градусов к оси стержня не обеспечивает надежность фиксации центратора на обсадной трубе из-за недостаточных режущих свойств кромки.
Задачей настоящего изобретения является создание новой конструкции центратора и его фиксатора на обсадной трубе, лишенных приведенных выше недостатков.
Технический результат изобретения фиксатора пружинного центратора - в надежности крепления центратора на обсадной трубе (за счет обеспечения условий сохранения острой режущей кромки), снижении его материалоемкости и стоимости, простоте установки.
Технический результат достигается тем, что в пружинный центратор, содержащий цельный корпус с центрирующими ребрами, непрерывно соединенными с концевыми частями в виде верхнего и нижнего колец, введены фиксаторы пружинного центратора на обсадной трубе, выполненные с внешней резьбой, и трубки с развальцованными концами и внутренней резьбой, выполненные с возможностью взаимодействия с внешней резьбой указанных фиксаторов, по меньшей мере нижнее кольцо выполнено с отверстиями под установку трубок с развальцованными концами.
В центраторе верхнее и нижнее кольца целесообразно выполнить с по меньшей мере одним сварным соединением длиной, равной высоте кольца.
Центрирующие ребра предпочтительно выполнить в виде упругих дугообразных планок.
В центраторе отверстия в по меньшей мере нижнем кольце предпочтительно выполнить с конусностью под развальцованные концы трубок.
В центраторе трубку с развальцованными концами целесообразно выполнить в виде пустотелой заклепки.
В центраторе толщина верхнего и нижнего колец должна удовлетворять условию Нк=(0,7…1,4)Sp, где Sp - толщина центрирующих ребер.
В центраторе отношение его высоты к ширине предпочтительно иметь не менее чем 2:1.
В центраторе фиксатор на обсадной трубе целесообразно выполнить в форме стержня с режущей кромкой, выполненной диаметром от 7 до 9 миллиметров на его торце для упора в обсадную трубу.
В фиксаторе центратора торец для упора в обсадную трубу предпочтительно выполнить с воронкообразным углублением, по большему диаметру которого выполнена режущая кромка.
В фиксаторе центратора указанный торец предпочтительно выполнить с внешним скосом под углом от 25-35 градусов к оси стержня и скосом под углом 45-65 градусов для образования воронкообразного углубления.
В центраторе фиксатор целесообразно выполнить с углублением на другом торце под инструмент для ввинчивания его в трубку с развальцованными концами.
В центраторе фиксатор предпочтительно выполнить с возможностью выхода за пределы внутренней поверхности нижнего кольца на расстояние 0,2-3 мм при упоре в обсадную трубу.
В центраторе фиксатор предпочтительно выполнить пустотелым.
Технический результат достигается тем, что в фиксаторе пружинного центратора на обсадной трубе, включающем по меньшей мере стержень, выполненный пустотелым с углублением воронкообразной формы, внешней резьбой и режущей кромкой по диаметру углубления на его торце для упора в обсадную трубу, указанный торец имеет внешний скос под углом от 25-35 градусов к оси стержня.
В фиксаторе указанный торец предпочтительно иметь со скосом под углом 45-65 градусов для образования воронкообразного углубления.
В фиксаторе режущую кромку предпочтительно выполнить диаметром от 7 до 9 миллиметров.
В фиксаторе стержень целесообразно выполнить с углублением на другом торце под инструмент для ввинчивания его в трубку с развальцованными концами.
При проведении патентных исследований не обнаружены решения, идентичные заявленному, а следовательно, предложенное решение соответствует критерию "новизна". Сущность изобретения не следует явным образом из известных решений, следовательно, предложенное изобретение соответствует критерию "изобретательский уровень".
На фиг.1 представлен пружинный центратор для безмуфтовых обсадных колонн (в разрезе).
Фиг.2 изображает увеличенный фрагмент А центратора на фиг.1 (с трубками, имеющими резьбу).
На фиг.3 показан фиксатор пружинного центратора на обсадной трубе (в разрезе).
На фиг.4 изображен фиксатор пружинного центратора на обсадной трубе (вид слева).
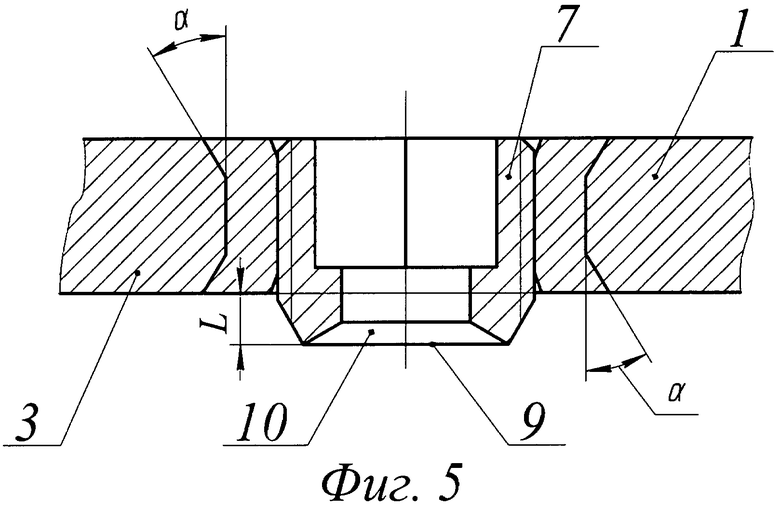
На фиг.5 показано соединение фиксатора с резьбой трубки в центраторе на фиг.1.
Пружинный центратор (фиг.1) выполнен с фиксацией на обсадной трубе с помощью фиксаторов (фиг.3).
Пружинный центратор (фиг.1) для безмуфтовых обсадных колонн включает выполненный из одной штампованной заготовки цельный корпус с концевыми частями в виде нижнего и верхнего колец 1, 2 и центрирующими ребрами 3, выполненными в форме упругих дугообразных планок заданного профиля и сечения, количество которых может быть от 4 до 16. Центрирующие ребра 3 при этом непрерывно соединены с нижним и верхним кольцами 1, 2, т.е. выполнены как одно целое. На фиг.1 представлен центратор с шестью центрирующими ребрами 3. По меньшей мере нижнее кольцо 1 имеет сквозные отверстия 4 для установки специальных пустотелых заклепок - трубок 5 (фиг.2) с развальцованными концами и внутренней резьбой 6. Указанные отверстия 4 частично выполнены с конусностью под углом (α) 10-45 градусов под развальцованные концы трубки 5.
Центратор снабжен фиксаторами 7 (для его крепления на обсадной трубе) в форме пустотелого стержня, имеющего внешнюю резьбу 8 для взаимодействия с внутренней резьбой 6 трубок 5 с развальцованными концами и режущую кромку 9 на торце для упора в обсадную трубу. В фиксаторе 7 торец для упора в обсадную трубу выполнен с воронкообразным углублением 10, по большему диаметру которого выполнена режущая кромка 9 диаметром от 7 до 9 миллиметров, обеспечивающая надежное крепление центратора на обсадной трубе. Для образования режущей кромки 9 указанный торец имеет внешний скос под углом (β) от 25-35 градусов к оси стержня 6 и скос под углом (φ) 45-65 градусов для образования воронкообразного (конического) углубления 10. Фиксатор 7 выполнен с отверстием 11, в частности прямоугольной формы, на другом его торце под инструмент (в частности, ключ) для ввинчивания его в трубку 5 и имеет длину, обеспечивающую возможность выхода его торца с режущей кромкой 9 за пределы внутренней поверхности нижнего кольца 1 на расстояние (L) от 0,2 до 3 мм для упора в обсадную трубу. Фиксаторы 7 изготавливают из материала, в том числе стали, твердость которого больше, чем твердость материала обсадной колонны. На центраторах для обсадных колонн в зависимости от их диаметра устанавливаются от трех до шести фиксаторов 7. Пустотелость фиксатора 7 способствует его «самоочищению» и снижению возможности засорения воронкообразного углубления 10 на торце фиксатора 7 в условиях эксплуатации центратора, что позволяет обеспечить высокую остроту режущей кромки торца.
При этом в пружинных центраторах для безмуфтовых обсадных колонн нижние и верхние кольца 1, 2 выполнены с одним сварочным соединением, например с вертикально расположенным линейным сварочным швом 12, выполненным любым известным методом, в том числе сваркой встык. Для надежности корпуса центратора толщина указанных колец 1, 2 центратора должна удовлетворять условию Нк=(0,7…1,4)Sp, где Sp - толщина центрирующих ребер. Отношение высоты центратора к его ширине составляет не менее 2:1. Пружинные центраторы предназначены для качественного центрирования обсадной колонны (из обсадных труб диаметром от 73 до 508 мм) в процессе ее цементирования и изготавливаются из высококачественной листовой стали. Центрирование обсадной колонны обеспечивается за счет заданных пружинных свойств центрирующих ребер 3 в виде дугообразных планок центратора.
Пружинные центраторы (фиг.1) с креплением на обсадной трубе с помощью фиксаторов 7 работают следующим образом. Пружинный центратор устанавливают на обсадную трубу в заданном месте. Закрепляют нижнее кольцо (обечайку) 1 пружинного центратора. Вставляют ключ, например четырехгранный, в соответствующее квадратное отверстие 11 фиксатора 7 и делают несколько оборотов, завинчивая их в отверстия трубок 5 до врезания острой режущей кромки 9 в материал обсадной трубы. Переставляют ключ к отверстию 11 следующего фиксатора 7. Таким образом проводят равномерное заворачивание всех фиксаторов 7. Выполнение фиксатора 7 пустотелым с более острой, чем в прототипе, режущей кромкой позволяет надежно фиксировать центратор на обсадной безмуфтовой колонне. Верхнее кольцо (обечайка) 2 не фиксируется. Пружинные центраторы спускают вместе с колонной труб в участок скважины, где требуется обеспечить цементирование. Выполнение конструкции центратора с удлиненной обтекаемой формой и потайным соединением всех элементов его цельного корпуса позволяет осуществить спуск без посадок, т.е. обеспечить высокую проходимость, поскольку центратор при спуске перемещается, как бы скользя в скважине.
Применение центраторов позволяет получить равномерный зазор между обсадной трубой и стенками скважины, что исключает возможность появления межпластовых перетоков (полная изоляция цементным камнем, без разрывов), а значит, существенно продлевает срок службы скважины. Возможно применение предлагаемых центраторов в скважинах с интенсивностью искривления ствола скважины более 5 градусов на 10 метров. Кроме того, малая ширина и профиль центрирующих ребер обеспечивают наиболее полное замещение бурового раствора цементным в затрубном пространстве на всей его длине.
Пружинные сварные центраторы изготавливаются из высококачественной листовой стали методом лазерного раскроя листа с последующей поэтапной обработкой полученной заготовки на листогибочных машинах. Автоматический лазерный раскрой листа позволяет получить отличную заготовку, не нуждающуюся в дополнительной механической обработке. Поэтапная обработка заготовок на листогибочных машинах обеспечивает высокую прочность и точность изделия. Окончательная сварка и термообработка изделия позволяет добиться равнопрочности всей конструкции.
Предлагаемый пружинный центратор имеет низкую стоимость, простую безопасную конструкцию, а также высокую эффективность работы в скважинах любого типа, в том числе с искривленным профилем, так как качественное центрирование исключает возможность прилегания труб к стенкам ствола скважины. Время установки центратора на обсадную колонну не более 1 минуты. Центратор и его фиксатор на обсадной трубе имеют оптимальную металлоемкость, обеспечивают создание равномерного цементного кольца вокруг обсадной трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРУЖИННЫЙ ЦЕНТРАТОР | 2010 |
|
RU2430235C1 |
| ЦЕНТРАТОР ОБСАДНОЙ КОЛОННЫ | 2011 |
|
RU2475618C1 |
| Центратор обсадной колонны для ее вращения при цементировании | 2020 |
|
RU2731723C1 |
| ЦЕНТРАТОР ДЛЯ ЦЕНТРИРОВАНИЯ ДОПОЛНИТЕЛЬНОЙ ОБСАДНОЙ КОЛОННЫ ВНУТРИ ОСНОВНОЙ ОБСАДНОЙ КОЛОННЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2379463C1 |
| ЦЕНТРАТОР СКВАЖИННЫЙ ДЛЯ СПУСКА УСТАНОВКИ ЭЛЕКТРОЦЕНТРОБЕЖНОГО НАСОСА | 2023 |
|
RU2818221C1 |
| ЦЕНТРАТОР ДЛЯ ЦЕНТРИРОВАНИЯ ДОПОЛНИТЕЛЬНОЙ ОБСАДНОЙ КОЛОННЫ ВНУТРИ ОСНОВНОЙ ОБСАДНОЙ КОЛОННЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2387793C1 |
| ПЕРФОРАТОР ГИДРОМЕХАНИЧЕСКИЙ ЩЕЛЕВОЙ | 2014 |
|
RU2550629C1 |
| УСТРОЙСТВО ДЛЯ ЦЕМЕНТИРОВАНИЯ ДОПОЛНИТЕЛЬНОЙ ОБСАДНОЙ КОЛОННЫ | 2008 |
|
RU2382873C1 |
| ГИДРОМЕХАНИЧЕСКИЙ ЩЕЛЕВОЙ ПЕРФОРАТОР | 2013 |
|
RU2538554C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2012 |
|
RU2499881C2 |
Предложенная группа изобретений относится к нефтегазодобывающей промышленности, в частности к центрирующим устройствам обсадных колонн. Техническим результатом является повышение надежности и эффективности применения пружинного центратора. Пружинный центратор содержит цельный корпус с центрирующими ребрами. При этом центратор дополнительно включает фиксаторы, выполненные с внешней резьбой, и трубки с развальцованными концами и внутренней резьбой, выполненные с возможностью взаимодействия с внешней резьбой указанных фиксаторов. 2 н. и 15 з.п. ф-лы, 5 ил.
1. Пружинный центратор, содержащий цельный корпус с центрирующими ребрами, непрерывно соединенными с концевыми частями в виде верхнего и нижнего колец, отличающийся тем, что введены фиксаторы пружинного центратора на обсадной трубе, выполненные с внешней резьбой, и трубки с развальцованными концами и внутренней резьбой, выполненные с возможностью взаимодействия с внешней резьбой указанных фиксаторов, по меньшей мере, нижнее кольцо выполнено с отверстиями под установку трубок с развальцованными концами.
2. Центратор по п.1, отличающийся тем, что верхнее и нижнее кольца имеют по меньшей мере одно сварное соединение с длиной, равной высоте соответствующего кольца.
3. Центратор по п.1, отличающийся тем, что центрирующие ребра выполнены в виде упругих дугообразных планок.
4. Центратор по п.1, отличающийся тем, что отверстия в по меньшей мере нижнем кольце выполнены с конусностью под развальцованные концы трубок.
5. Центратор по п.1, отличающийся тем, что трубка с развальцованными концами представляет собой пустотелую заклепку.
6. Центратор по п.1, отличающийся тем, что толщина верхнего и нижнего колец должна удовлетворять условию Нк=(0,7…1,4)Sp, где Sp - толщина центрирующих ребер.
7. Центратор по п.1, отличающийся тем, что отношение его высоты к ширине не менее чем 2:1.
8. Центратор по п.1, отличающийся тем, что его фиксатор на обсадной трубе выполнен в форме стержня с режущей кромкой, выполненной диаметром от 7 до 9 мм на его торце для упора в обсадную трубу.
9. Центратор по п.8, отличающийся тем, что в фиксаторе торец для упора в обсадную трубу выполнен с воронкообразным углублением, по большему диаметру которого выполнена режущая кромка.
10. Центратор по п.8, отличающийся тем, что в фиксаторе указанный торец имеет внешний скос под углом от 25-35° к оси стержня и скос под углом 45-65° для образования воронкообразного углубления.
11. Центратор по п.8, отличающийся тем, что фиксатор выполнен с углублением на другом торце под инструмент для ввинчивания его в трубку с развальцованными концами.
12. Центратор по п.8, отличающийся тем, что фиксатор выполнен с возможностью выхода за пределы внутренней поверхности нижнего кольца на расстояние 0,2-3 мм при упоре в обсадную трубу.
13. Центратор по п.8, отличающийся тем, что фиксатор выполнен пустотелым.
14. Фиксатор пружинного центратора на обсадной трубе, включающий, по меньшей мере, стержень, выполненный пустотелым с углублением воронкообразной формы, внешней резьбой и режущей кромкой по диаметру углубления на его торце для упора в обсадную трубу, отличающийся тем, что указанный торец имеет внешний скос под углом от 25-35° к оси стержня.
15. Фиксатор по п.14, отличающийся тем, что указанный торец имеет скос под углом 45-65° для образования воронкообразного углубления.
16. Фиксатор по п.14, отличающийся тем, что режущая кромка выполнена диаметром от 7 до 9 мм.
17. Фиксатор по п.14, отличающийся тем, что стержень выполнен с углублением на другом торце под инструмент для ввинчивания его в трубку с развальцованными концами.
| RU 91737 U1, 21.02.2010 | |||
| Центратор | 1970 |
|
SU441393A1 |
| Способ электролитического выделения иода | 1926 |
|
SU8403A1 |
| Патрон для нарезки резьбы плашками | 1930 |
|
SU20923A1 |
| ЦЕНТРАТОР-ТУРБУЛИЗАТОР ДЛЯ ОБСАДНОЙ КОЛОННЫ | 1998 |
|
RU2159839C2 |
| WO 2008134333 A1, 06.11.2008. | |||

