Область, к которой относится изобретение
Данное изобретение относится, в общем, как указывает название, к световозвращающей пленке или листовой детали и, более конкретно, к световозвращающей пленке, включающей состоящий из термопласта прозрачный слой, у которого имеется принимающая свет передняя поверхность и световозвращающая задняя поверхность.
Уровень техники
Световозвращающая пленка или листовая деталь включает состоящий из термопласта прозрачный слой, у которого имеется принимающая свет передняя поверхность и световозвращающая задняя поверхность. Свет, падающий на переднюю поверхность, проходит через прозрачный слой, состоящий из термопласта, падает на световозвращающую заднюю поверхность и отражается, выходя далее через переднюю поверхность в предопределенном направлении (например, в направлении, которое соответствует и/или параллельно направлению падающего света). Благодаря этому свойству, для высвечивания опознавательных знаков, надписей и других информационных объектов не требуется иного освещения, кроме света, падающего спереди. Световозвращающая поверхность может быть выполнена в виде решетки повторяющихся световозвращающих элементов, сформированных с помощью штамповки в состоящем из термопласта слое. Световозвращающие элементы могут представлять собой, например, уголковые отражатели, которые имеют три взаимно перпендикулярных плоских грани, примыкающих друг к другу по ребрам, сходящимся в вершине (см., например, патенты US 1906655, US 3332327, US 3541606, US 3833285, US 3873184 и/или US 3923378. См. также принадлежащий правообладателю данного изобретения патент US 6767102, содержание которого в полном объеме включается сюда посредством ссылки).
В течение многих лет световозвращающие детали включаются в изделия весьма широкого диапазона, например, в опознавательные знаки для транспортных средств, дорожные знаки и оградительные конусы для дорожных работ. Для таких изделий очень важным является свойство длительной устойчивости световозвращающих деталей к неблагоприятным погодным условиям, длительному освещению солнцем и другим жестким условиям окружающей среды. Требование обеспечить среднюю продолжительность службы изделий, равную двенадцати годам, не кажется чрезмерным применительно к световозвращающим деталям, используемым для оснащения дорожных сетей. Но и при использовании световозвращающих деталей в не столь жестких условиях, которые предъявляют менее высокие требования, предполагается, что световозвращающие детали будут физически и механически устойчивы, а их оптические компоненты сохранят высокие отражательные свойства в течение определенного времени (например, от одного года до пяти лет). Обычно изготовитель конечной продукции получает световозвращающий материал, представляющий собой пленку (или лист) от независимого производителя в виде рулонов. В процессе изготовления готового изделия рулон пленки разматывается, и пленка разделяется на отдельные детали, предназначенные для интегрирования в готовые изделия. При этом производитель световозвращающей пленки может не знать, в каких изделиях будет применяться световозвращающая пленка и/или в каких условиях будут эксплуатироваться готовые изделия, особенно если пленка используется не сразу, а через некоторое время. Кроме того (или альтернативно сказанному), для изготовителя готовых изделий, получающего световозвращающую пленку от многих поставщиков (что в некоторых компаниях диктуется рыночной политикой), может оказаться затруднительным определить производителя световозвращающей пленки, использованной в конкретных изделиях.
Раскрытие изобретения
Данное изобретение описывает световозвращающую листовую деталь, снабженные идентификатором, который позволяет получить информацию о пленке, из которой изготовлены световозвращающие детали. Например, идентификатор может позволить производителю световозвращающей пленки определить, поставлена ли данная световозвращающая пленка его компанией, и/или позволить производителю конечной продукции определить, каким именно производителем изготовлена пленка, использованная при изготовлении конкретного изделия. Такая информация может быть важной, например, если световозвращающая деталь окажется недостаточно прочной и/или ее оптические свойства, связанные с отражением, не сохранятся в течение предусмотренного срока эксплуатации. Данное изобретение позволяет провести такую идентификацию даже после нескольких лет эксплуатации изделия, включающего световозвращающие детали, в жестких условиях.
Более конкретно, данное изобретение описывает световозвращающую пленку и листовую деталь, снабженную идентификатором, сформированным на световозвращающей задней поверхности прозрачного слоя. Производитель пленки может выбрать для ее маркировки идентификаторы, отличные от идентификаторов, используемых другими производителями. Идентификатор может быть распознан при осмотре световозвращающей детали с близкого расстояния (например, 20 см или менее), но не влияет на световозвращающие свойства детали.
Световозвращающая задняя поверхность может представлять собой решетку повторяющихся световозвращающих элементов, сформированных на этой поверхности, причем часть таких элементов может иметь неплоские области, распределенные в указанной решетке таким образом, что они в совокупности образуют нужный идентификатор. Если, например, световозвращающие элементы являются уголковыми отражателями ("микрокубами"), то некоторые из уголковых отражателей, составляющие небольшую долю всех отражателей, могут иметь небольшие неплоские области на плоских, в целом, гранях. При практической реализации изобретения такой способ формирования идентификатора позволяет включать идентификатор в уже существующую матрицу для штамповки, еще не имеющую неплоских областей, которые формировали бы при штамповке соответствующие неплоские области на световозвращающих элементах. В частности, имеющаяся матрица для штамповки может, например, быть подвергнута травлению (например, травлению излучением лазера) с целью создания на матрице прообразов таких неплоских областей. Эти и другие особенности изобретения полностью описаны и выделены в формуле изобретения. В следующем далее описании, сопровождаемом чертежами, подробно описывается одно воплощение изобретения, взятое в качестве иллюстрации, которое указывает лишь один из возможных способов, которыми могут быть реализованы принципы данного изобретения.
Краткое описание чертежей
На фиг.1, 2 и 3 схематически изображены готовые изделия, которые включают световозвращающие детали, соответствующие данному изобретению; готовые изделия представлены соответственно транспортным средством, дорожным знаком и оградительным конусом для дорожных работ.
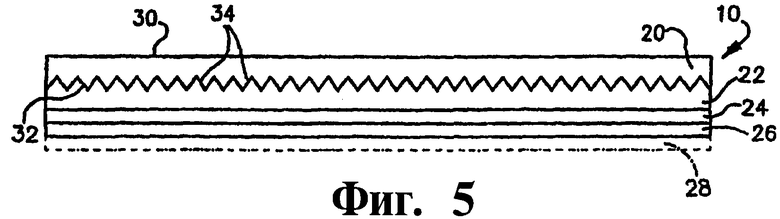
На фиг.4 и 5 представлены соответственно вид сверху и вид сбоку световозвращающей пленки до ее применения в готовых изделиях.
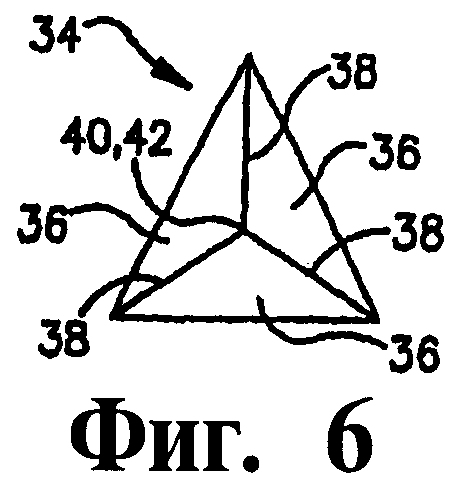
На фиг.6 представлен вид снизу, в увеличенном масштабе, световозвращающего элемента.
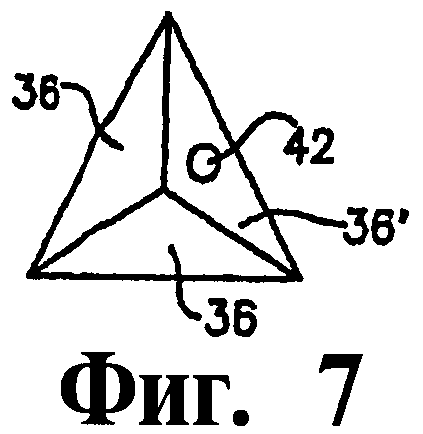
На фиг.7 представлен вид снизу, в увеличенном масштабе, световозвращающего элемента, имеющего неплоскую область на плоской, в целом, поверхности одной из граней.
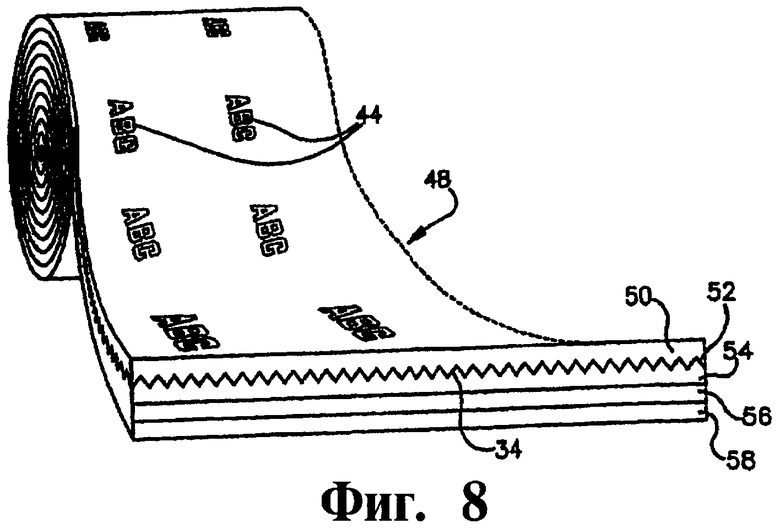
На фиг.8 изображен в перспективе рулон световозвращающей пленки; в таком виде пленка поставляется изготовителю конечной продукции, который изготовляет из пленки световозвращающие детали; эта пленка имеет состоящий из термопласта слой, сформированный штамповкой.
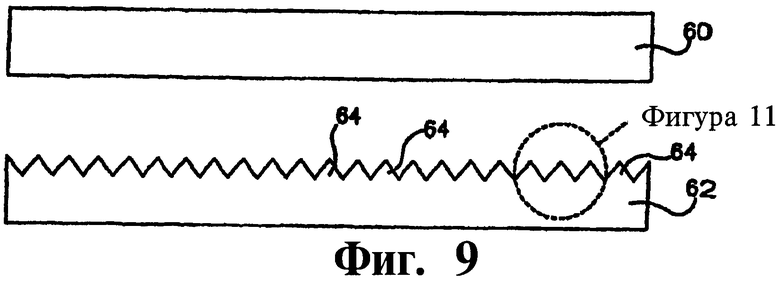
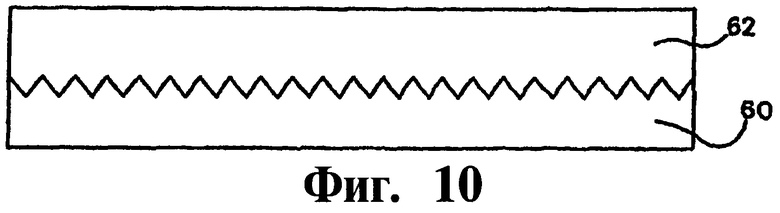
На фиг.9 и 10 схематично показан способ формирования состоящего из термопласта слоя с помощью штамповки.
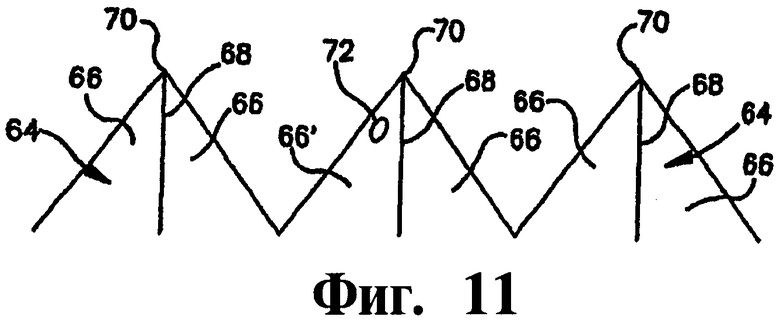
На фиг.11 дан вид сбоку, в увеличенном масштабе, имеющих форму пирамиды выступов на матрице для штамповки, применяемой при штамповке состоящего из термопласта слоя.
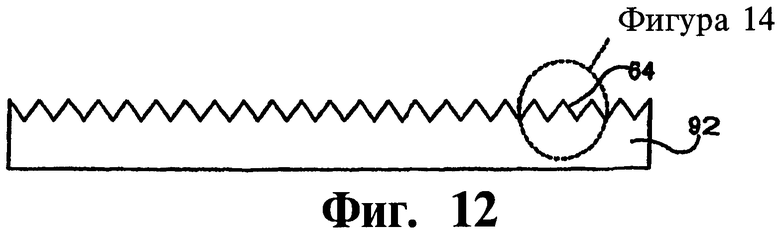
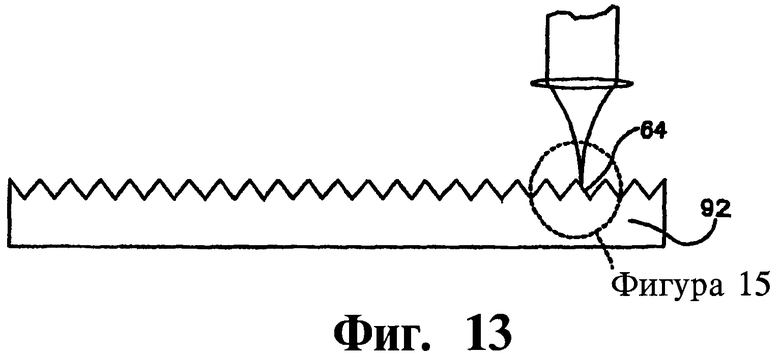
На фиг.12 и 13 схематически показан способ обработки матрицы для штамповки, предназначенной для штамповки состоящего из термопласта слоя.
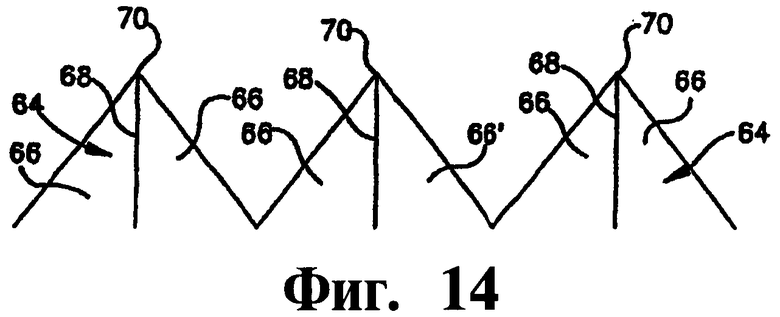
На фиг.14 дан вид сбоку, в увеличенном масштабе, части решетки пирамид на матрице для штамповки до операции травления лазерным лучом.
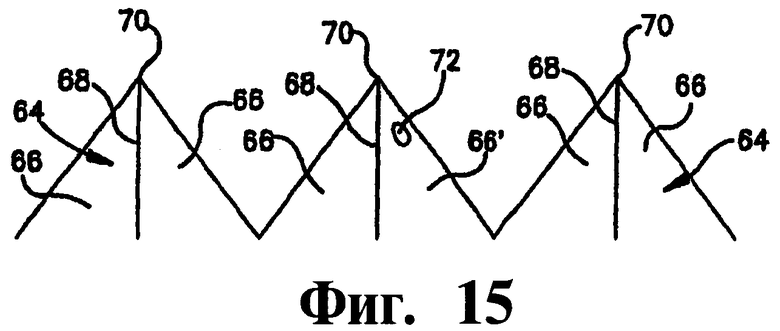
На фиг.15 дан вид сбоку, в увеличенном масштабе, части решетки пирамид на матрице для штамповки после операции травления лазерным лучом.
Осуществление изобретения
Обратимся теперь к чертежам, в первую очередь - к фиг.1, 2 и 3, на которых показаны световозвращающие детали 10, соответствующие данному изобретению, входящие в готовые изделия 12. В иллюстрирующих воплощениях готовые изделия 12 представлены соответственно транспортным средством, дорожным знаком и оградительным конусом для дорожных работ. Для таких готовых изделий 12 большую роль играет способность световозвращающих деталей 10 противостоять длительному, в течение предполагаемого срока эксплуатации, воздействию погодных условий, интенсивного солнечного света и другим видам воздействий среды. Однако применимость данного изобретения не огранивается условиями, характерными для открытого воздуха; готовое изделие 12 может быть любым изделием, включающим световозвращающие детали 10, соответствующие изобретению. Во всех случаях на изделии 12 имеется монтажная поверхность 14, к которой прикрепляется (предпочтительно - адгезивным способом) световозвращающая деталь 10.
Обратимся теперь к фиг.4 и 5, где представлена световозвращающая листовая деталь 10 до ее применения в готовом изделии 12. Световозвращающая листовая деталь 10 включает прозрачный слой 20, способствующий отражению слой 22, слой подложки 24 и адгезивный слой 26. На ней может также иметься легко удаляемый слой 28 (показан пунктиром), защищающий адгезивный слой 26 до прикрепления детали к изделию.
Прозрачный слой 20 может включать любой подходящий термопластический материал, совместимый с выбранной технологией (например, акрил, винил, полиметилакрилат, поликарбонат, полиуретан, полисульфон, полиарилат, полиэфиримид, циклоолефиновые сополимеры и/или сополимеры акрилонитрила и бутадиенстирола). Способствующий отражению слой 22 может представлять собой металлизированную пленку, частицы кремнезема или любой другой подходящий отражающий материал. Слой подложки 24 может служить в качестве прокладки, находящейся за слоем (слоями) 20/22 и/или как несущий слой для адгезивного слоя 26; для этих целей может быть выбрана подложка из бумаги, пластика, а также металлическая или иная подходящая подложка. Адгезивный слой 26 служит для прикрепления световозвращающей детали 10 к монтажной поверхности 14 изделия 12 и может содержать контактный или термоактивируемый адгезив.
Прозрачный слой 20 имеет принимающую свет переднюю поверхность 30 и световозвращающую заднюю поверхность 32, на которой сформирована решетка световозвращающих элементов 34. Свет падает на гладкую переднюю поверхность 30, проходит через состоящий из термопласта прозрачный слой 20, падает на световозвращающие элементы 34 и отражается, выходя далее через переднюю поверхность 30 в предопределенном направлении (которое, например, соответствует и/или параллельно направлению падающего света). Как хорошо видно на фиг.6, световозвращающие элементы 34 могут являться (и, предпочтительно, являются) уголковыми отражателями, каждый из которых имеет три плоских грани 36, попарно перпендикулярных и примыкающих друг к другу по ребрам 38, которые встречаются в вершине 40. Размер, форма и расположение граней 36 определяют оптические свойства элементов и могут варьироваться с целью изменения этих свойств. Площадь куба каждого световозвращающего элемента 34 (то есть площадь проекции куба, определенного пирамидой из трех граней 36 вместе с периметром ее основания, на главное направление преломленного луча) может составлять примерно 1 мм2 или менее.
Значительное большинство световозвращающих элементов 34 (например, более 80%, более 90%, более 95% и/или более 98%) имеют три грани 36, которые являются плоскими и не имеют каких-либо возвышений или углублений (см. также фиг.6). Но в немногих выбранных световозвращающих элементах 34 одна из граней 36 содержит неплоскую область 42, в которой имеет место отклонение поверхности грани 36 от плоскости (см. фиг.7). Световозвращающие элементы 34, имеющие неплоские области 42 на плоских, в целом, гранях, располагаются так, что в совокупности образуют изображение, соответствующее идентификатору 44. Например, в иллюстрирующем воплощении неплоские области 42 граней в совокупности образуют надпись "АВС", которая, например, может быть идентификатором производителя световозвращающей пленки (а именно, световозвращающей пленки 48, о которой будет сказано ниже), из которой изготовляются световозвращающие детали 10.
Предполагается, что производитель выбирает идентификатор 44 так, что он отличен от идентификаторов, принадлежащих другим поставщикам пленки.
В иллюстрирующем воплощении неплоские области 42 на гранях являются выступами и, более конкретно, выступами, имеющими округлую форму (форму кнопки). Но, разумеется, возможны выступы другой формы, также соответствующие данному изобретению. Кроме того, для создания идентификатора 44 можно на выбранных гранях 36 формировать вместо выступов 42 (или в дополнение к таким выступам) неплоские области, имеющие иную форму, например, сдвиги, канавки, щели, углубления и другие неплоские области, Неплоские области 42 поверхностей всех элементов 34, имеющих такие области, могут быть одинаковыми или различными.
Неплоская область 42 занимает лишь небольшую часть площади поверхности грани 36, принадлежащей соответствующему световозвращающему элементу 24, в котором имеется такая область (например, меньшую 30%, меньшую 20%, меньшую 10% и/или меньшую 5%). Таким образом, большая часть отражающей поверхности даже тех граней 36, в которых имеются неплоские области, остается плоской. Кроме того, предпочтительно, чтобы идентификатор 44, образуемый совокупностью всех неплоских областей 42, занимал на поверхности 32 слоя 20, состоящего из термопласта, суммарную площадь, меньшую 16 см2. Таким образом, идентификатор 44 можно будет прочитать при осмотре детали с близкого расстояния (например, 20 см или менее), но присутствие идентификатора не будет влиять на световозвращающие свойства детали 10 и ухудшать их. В дополнение к сказанному отметим, что могут применяться также идентификаторы 44 с большей относительной площадью неплоских областей, если отрицательное влияние этих областей на световозвращающие свойства деталей 10 приемлемо и/или желательно в конкретных применениях.
Обратимся теперь к фиг.8, где показана световозвращающая пленка 48, которая может использоваться для создания многих деталей 10. Обычно изготовитель готовых изделий 12 (или подсистем для них) получает светорассеивающую пленку 48 от независимого производителя в рулонах. При изготовлении конечной продукции 12 пленка 48 поступает с рулона и разделяется на отдельные детали 10, предназначенные для включения в готовые изделия 12. Пленка 48 такого назначения может включать состоящий из термопласта прозрачный слой 50, способствующий отражению слой 52, слой подложки 54, адгезивный слой 56 и легко удаляемый слой 58. Прозрачный слой 50 содержит повторяющуюся решетку световозвращающих элементов 34 и маркирован идентификатором 44, занимающим определенное положение и/или повторяющимся через определенные интервалы таким образом, что каждая изготовленная из пленки деталь 10 будет нести по крайней мере один такой идентификатор 44.
Обратимся теперь к фиг.9 и 10, на которых схематично показан способ формирования слоя 50, состоящего из термопласта. При этом способе состоящая из термопласта пленка 60 подвергается штамповке с помощью матрицы 62 для штамповки и затем охлаждается для того, чтобы образовавшаяся при штамповке микроструктура затвердела. Размеры матриц 62, применяемых при этом способе, могут широко варьироваться, - например, длина/ширина матриц может лежать в пределах от пяти дюймов до шестидесяти дюймов (от 12,7 см до 152,4 см). Например, матрица 62 для штамповки может иметь ширину, равную тридцати дюймам (76,2 см), и длину, равную шестидесяти дюймам (152,4 см), или ширину, равную пяти дюймам (12,7 см), и длину, равную пяти дюймам (12,7 см). Как хорошо видно на фиг.11, геометрическая форма матрицы 62 для штамповки является обратной по отношению к рельефу решетки световозвращающих элементов 34. В частности, матрица 62 для штамповки имеет ряд выступов 64 в форме пирамид (или других многогранников), имеющих три грани 66, расположенных взаимно перпендикулярно и примыкающих друг к другу по ребрам 68, которые сходятся в вершине 70. Большинство граней 66 матрицы 62 для штамповки имеет совершенно плоские поверхности, так что при штамповке они формируют световозвращающие элементы 34 с тремя плоскими гранями 36 без выступов или углублений. Однако те грани 66' матрицы 62 для штамповки, которые в совокупности служат для формирования идентификатора 44, имеют неплоские области 72, форма которых является обратной по отношению к форме неплоских областей 42, которые желательно сформировать на гранях. Таким образом, если форма неплоских областей 42 должна быть, как показано, выступом, то неплоская область 72 должна быть углублением (аналогично, если желательная форма неплоской области 42 представляет собой углубление, то неплоская область 72 должна быть выступом).
Обратимся теперь к фиг.12-15, на которых схематично показан способ формирования матрицы 62 для штамповки. Для данного способа исходной является матрица 92, форма которой соответствует световозвращающим элементам 34, у которых все три грани 36 совершенно плоские (фиг.12). В частности, например, матрица 92 для штамповки может иметь ряд выступов 64 в форме пирамид, три плоских грани 66 которых расположены взаимно перпендикулярно и соприкасаются по ребрам 68, сходящимся в вершине 70. После выбора идентификатора 44 и способа его отображения в слое, состоящем из термопласта, может быть разработана схема расположения тех областей 66' граней, которые соответствуют неплоским областям 72.
Далее неплоские области 72 могут быть сформированы на каждой грани 66', в соответствии с разработанной схемой, подходящим способом, например, воздействием энергии, с помощью химических реакций или машинной обработки. Например, на определенной области грани 66 можно сфокусировать луч лазера (например, импульсного лазера на иттриево-алюминиевом гранате или лазера на CO2); этот луч расплавит поверхность и сформирует неплоскую область 72. Химические реакции особенно применимы для обработки таких пластических материалов, что нанесение капли растворителя на намеченную, в соответствии со схемой, область грани вызовет процесс травления поверхности, в результате которого будет сформирована неплоская область 72. Механическая обработка может представлять собой, например, микросверление.
Преимуществом данного изобретения является отсутствие необходимости создавать новую матрицу 62 для штамповки; скорее речь идет о незначительной модификации уже существующей матрицы 92.
Теперь можно по достоинству оценить данное изобретение, которое предлагает световозвращающую листовую деталь 10, маркированную идентификатором 44, позволяющим производителю пленки определить, выпущена ли данная пленка его компанией и/или позволяющий изготовителю конечной продукции определить, каким именно производителем была изготовлена пленка, использованная в конкретном изделии. Хотя изобретение было описано и проиллюстрировано применительно к некоторым предпочтительным воплощениям, очевидно, что специалистам в данной области после чтения и изучения настоящего описания могут представиться очевидными и другие модификации и вариации изобретения. Данное изобретение охватывает все такие модификации и вариации и ограничено только содержанием следующей далее формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕТОВОЗВРАЩАЮЩЕЕ ПОКРЫТИЕ (ВАРИАНТЫ) | 2006 |
|
RU2422862C2 |
| СВЕТОВОЗВРАЩАЮЩЕЕ ИЗДЕЛИЕ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И НОМЕРНОЙ ЗНАК | 2006 |
|
RU2386987C2 |
| Световозвращающая пленка с метками радиочастотной идентификации | 2017 |
|
RU2672641C1 |
| ФОРМОВАННЫЙ СВЕРХГИБКИЙ КОМПОЗИТНЫЙ СВЕТОВОЗВРАЩАЮЩИЙ ЛИСТОВОЙ МАТЕРИАЛ С КУБИЧЕСКИМИ УГОЛКОВЫМИ ЭЛЕМЕНТАМИ, ИМЕЮЩИЙ ЗАДАННЫЕ ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2173471C2 |
| СВЕТОВОЗВРАЩАЮЩИЙ ЗНАК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2187152C2 |
| ГИБКИЙ СВЕТОВОЗВРАЩАЮЩИЙ МАТЕРИАЛ | 2000 |
|
RU2183336C2 |
| СВЕТОВОЗВРАЩАЮЩИЙ МАТЕРИАЛ | 1996 |
|
RU2131136C1 |
| Гибкий многослойный тонкопленочный световозвращающий материал, способ получения световозвращающего материала и устройство для его получения | 2017 |
|
RU2660048C1 |
| СВЕТОИЗЛУЧАЮЩИЙ СВЕТОВОЗВРАЩАЮЩИЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2204154C2 |
| ФЛУОРЕСЦИРУЮЩИЕ ИЗДЕЛИЯ, ИМЕЮЩИЕ МНОЖЕСТВО ПЛЕНОЧНЫХ СЛОЕВ | 2003 |
|
RU2299231C2 |
Световозвращающая листовая деталь содержит прозрачный слой, имеющий принимающую свет переднюю поверхность и световозвращающую заднюю поверхность, установленные с возможностью прохождения света от передней поверхности на заднюю световозвращающую поверхность и обратного отражения от нее. По меньшей мере часть элементов имеет по меньшей мере одну грань, содержащую неплоскую область, в которой нарушается плоская форма грани, причем грани, содержащие неплоские области, расположены на световозвращающей поверхности с образованием выбранного для маркировки идентификатора, причем большая часть грани, содержащей неплоскую область, выполнена плоской. При этом идентификатор выполнен видимым и с возможностью визуального распознавания при наблюдении с расстояния не более 20 см. Технический результат - обеспечение возможности идентификации детали при ее невидимости с расстояния более 20 см и отсутствии негативного воздействия на световозвращающие свойства детали. 7 н. и 13 з.п. ф-лы, 15 ил.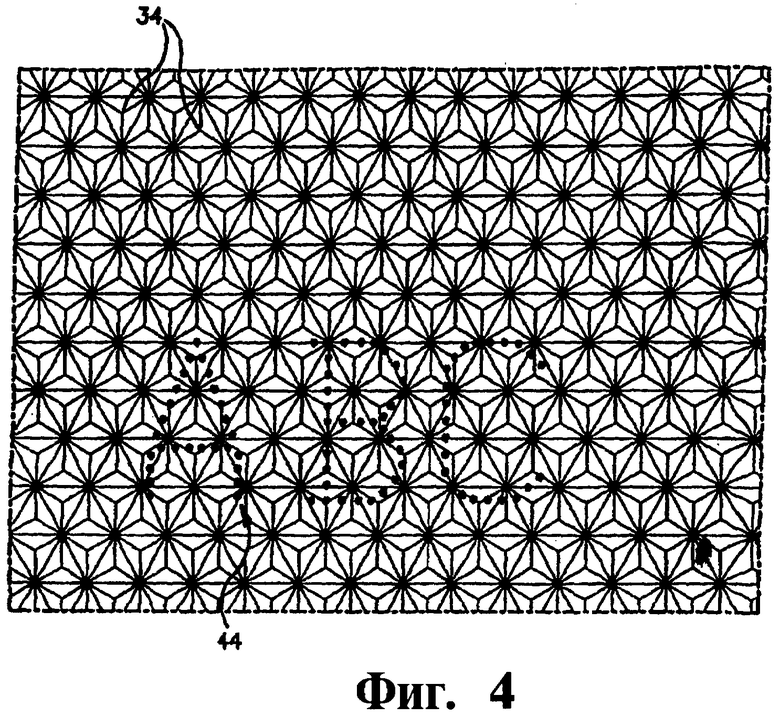
1. Световозвращающая листовая деталь (10), содержащая прозрачный слой (20), имеющий принимающую свет переднюю поверхность (30) и световозвращающую заднюю поверхность (32), установленные с возможностью прохождения света от передней поверхности (30) через прозрачный слой (20) на заднюю световозвращающую поверхность (32) и обратного отражения от нее через переднюю поверхность (30) в заданном направлении, при этом значительное большинство световозвращающих элементов (34) имеют три плоские грани (38), а по меньшей мере часть остальных элементов (34) имеет по меньшей мере одну грань (36'), содержащую неплоскую область (42), в которой нарушается плоская форма грани (36), причем грани (36'), содержащие неплоские области, расположены на световозвращающей поверхности (32) с образованием выбранного для маркировки идентификатора (44), причем большая часть грани (36'), содержащей неплоскую область, выполнена плоской, отличающаяся тем, что идентификатор выполнен видимым и с возможностью визуального распознавания при наблюдении с расстояния не более 20 см.
2. Деталь (10) по п.1, отличающаяся тем, что световозвращающая задняя поверхность (32) прозрачного слоя (20) имеет сформированную на ней решетку повторяющихся световозвращающих элементов (34).
3. Деталь (10) по п.2, отличающаяся тем, что световозвращающие элементы (34) являются уголковыми отражателями, каждый из которых имеет три грани (36), расположенные взаимно перпендикулярно и примыкающие друг к другу по ребрам (38), сходящимся в вершине (40).
4. Деталь (10) по п.3, отличающаяся тем, что уголковые отражатели являются пирамидами, имеющими площадь проекций кубов, соответствующих пирамидам, равную приблизительно 1 мм2 или меньше.
5. Деталь (10) по любому из пп.1-4, отличающаяся тем, что по меньшей мере 80% световозвращающих элементов (34) имеют три плоские грани (36).
6. Деталь (10) по любому из пп.1-4, отличающаяся тем, что идентификатор (44) занимает на световозвращающей задней поверхности (32) площадь менее 16 см2.
7. Изделие (12), включающее световозвращающую деталь (10) по любому из пп.1-4, отличающееся тем, что оно содержит монтажную поверхность (14), к которой прикреплена световозвращающая деталь (10).
8. Изделие (12) по п.7, отличающееся тем, что световозвращающая деталь (10) прикреплена к монтажной поверхности (14) посредством адгезива.
9. Изделие (12) по п.7, отличающееся тем, что оно представляет собой транспортное средство, дорожный знак или оградительный конус для дорожных работ.
10. Способ изготовления изделия (12), включающего световозвращающую деталь (10) по любому из пп.1-4, включающий получение пленки (48), содержащей прозрачный слой (50), являющийся прозрачным слоем (20) изготовленных деталей (10), и идентификаторы (44), разделение пленки (48) на отдельные детали (10), содержащие по меньшей мере один идентификатор (44), интегрирование отдельных деталей (10) в изделие (12), отличающийся тем, что идентификатор (44) выполняют посредством нарушения по меньшей мере одной плоской формы грани (36'), причем оставляют большую часть указанной грани (36') плоской.
11. Пленка (48) для изготовления световозвращающих деталей (10) по любому из пп.1-4, отличающаяся тем, что она содержит прозрачный слой (50), являющийся прозрачным слоем (20) деталей (10), и идентификаторы (44), расположенные на деталях (10), причем каждая деталь (10) содержит по меньшей мере один идентификатор (44).
12. Способ изготовления прозрачного слоя (50) световозвращающей пленки (48) по п.11, отличающийся тем, что пленку (60) из термопласта обрабатывают штамповкой посредством матрицы (62) для штамповки, а затем охлаждают обработанную штамповкой пленку (60) из термопласта, причем матрица (62) для штамповки имеет форму, обратную по отношению к форме световозвращающих элементов (34) и идентификатора (44).
13. Матрица (62) для штамповки пленки (60) из термопласта и формирования прозрачного слоя (50) световозвращающей пленки (48) по п.11, отличающаяся тем, что она имеет форму, обратную по отношению к форме световозвращающих элементов (34) и идентификатора (44).
14. Матрица (62) по п.13, отличающаяся тем, что она содержит группу выступов (64) в форме пирамид, каждая из которых имеет три грани (66), расположенные взаимно перпендикулярно и примыкающие друг к другу по ребрам (68), сходящимся в вершине (70).
15. Матрица (62) по п.14, отличающаяся тем, что значительное большинство граней (66) имеют плоские поверхности, а по меньшей мере часть остальных граней (66) имеет сформированные на них неплоские области (72), расположенные с образованием идентификатора (44).
16. Способ изготовления матрицы (62) для штамповки по п.15, отличающийся тем, что выбирают идентификатор для маркировки (44), изменяют форму матрицы (92) для штамповки, форма которой является обратной по отношению к световозвращающим элементам (34), не имеющим идентификатора (44), и получают матрицу, в которой присутствуют неплоские области, форма которых является обратной по отношению к неплоским областям, образующим идентификатор (44).
17. Способ по п.16, отличающийся тем, что форму матрицы изменяют посредством создания с помощью операции травления неплоских областей, форма которых является обратной по отношению к форме неплоских областей, образующих идентификатор (44).
18. Способ по п.17, отличающийся тем, что осуществляют травление лазерным излучением поверхности неплоских областей, форма которых является обратной по отношению к форме неплоских областей, образующих идентификатор (44).
19. Способ по любому из пп.16-18, отличающийся тем, что форма матрицы (92) для штамповки имеет группу пирамид (64), имеющих три грани (66), расположенные взаимно перпендикулярно и примыкающие друг к другу по ребрам (68), которые сходятся в вершине (70).
20. Способ по п.19, отличающийся тем, что изменение формы матрицы осуществляют посредством создания неплоских областей (72) на выбранных гранях (66).
| US 5940212 А, 17.08.1999 | |||
| Заказнов Н.П., Кирюшин С.И., Кузичев В.И | |||
| Теория оптических систем | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - М.: Машиностроение, 1992, стр.190 | |||
| US 6221496 B1, 24.04.2001. | |||

