Область техники
Предлагаемое изобретение относится к способу и устройству для улучшения качества внутренней поверхности стеклянных контейнеров.
Для того чтобы сохранять, например, медикаменты или дистиллированную воду в течение многих лет в стеклянных контейнерах, предпочтительно во флаконах из заводского стекла, эти стеклянные контейнеры должны изготавливаться из стекла гидролитического класса 1 (класс НС 1 в соответствии со стандартом ISO 4802, или тип I в соответствии с Ph. Eur. 5.0 [Pharmacopea Europaea Version 5.0]), там по пункту 3.2.1, или в виде стеклянных флаконов так называемого класса 2 (класс НС2 стандарта ISO 4802, или тип II по Ph. Eur. 5.0).
Уровень техники
Поскольку стекло класса 1 (НС 1 по стандарту ISO 4802, тип I согласно Ph. Eur. 5.0/3.02.01.00) является весьма дорогостоящим в производстве, стеклянные флаконы изготавливаются из стекла класса 3 (НС 3 по стандарту ISO 4802, тип III в соответствии с Ph. Eur. 5.0/3.02.01.00), и внутренняя поверхность этих емкостей обрабатывается для достижения характеристик класса 2 (НС 2 по ISO 4802, тип, II по с Ph. Eur. 5.0/3.02.01.00). При этом обработка внутренней поверхности нацелена на то, чтобы удалить из стекла на его поверхности, предпочтительно на внутренней поверхности стеклянного контейнера, натрий и тем самым снизить содержание катионов для того, чтобы повысить его гидролитическую сопротивляемость. Существуют различные способы для того, чтобы осуществить это так называемое облагораживание (улучшение качества) внутренней поверхности.
Так, на стекольных заводах уже с 1960-х годов для такого улучшения качества внутренней поверхности используются таблетки хлорида аммония. Таблетки диаметром предпочтительно около 7 мм и толщиной предпочтительно примерно 2,5 мм и весом 0,15 г раньше бросали вручную в отдельные стеклянные контейнеры, нагретые приблизительно до 600°C, при этом средство для улучшения качества поверхности (в данном случае хлорид аммония) испаряется под действием высокой температуры и осаждается на поверхностях внутреннего пространства стеклянного контейнера, повышая их качество.
С давнего времени для этого используются также машины, так называемые загрузчики таблеток. Однако с увеличением производительности машин по производству флаконов, даже загружая по две таблетки на каждый флакон, и этим не всегда удается гарантировать бездефектное улучшение качества внутренней поверхности.
Стоимость этих таблеток хлорида аммония была и остается очень высокой, так в 1985 г. она составляла приблизительно 40 немецких марок за один килограмм, уровень, который остается примерно таким же и сегодня. Расход, например, в случае бутылок для инфузий емкостью 50 мл составляет за минуту, при среднем количестве флаконов 150 флаконов в минуту, = 300 таблеток весом по 0,15 г (при двух таблетках в один флакон для улучшения надежности облагораживания). Это соответствует 64,8 кг за 24 часа. В результате такое улучшение качества внутренней поверхности при помощи таблеток становится весьма дорогим, тем не менее, к сожалению, недостаточно надежным, так как даже при загрузке удвоенного количества таблеток не всегда гарантируется то, что они действительно попадут через входное отверстие стеклянного контейнера внутрь каждого из стеклянных контейнеров. Следствие этого - рекламации и, тем самым, дополнительные расходы для производителей стекла.
Таким образом, недостаток настоящего способа улучшения качества поверхности состоит в очень высоких расходах при одновременно не всегда достаточно надежно гарантируемом качестве.
Для того чтобы иметь возможность улучшения качества внутренней поверхности также и небольших стеклянных контейнеров с малым внутренним диаметром входного отверстия (включая и контейнеры с узкой горловиной), возможно также использование хлорида аммония в виде «порошка». При этом на производственном конвейере горячие стеклянные контейнеры переводятся на небольшую присоединенную к нему ленту, двигающуюся вместе с ним, над которой при помощи шнекового транспортера постоянным потоком рассыпается порошок хлорида аммония.
Хотя качество облагораживания внутренней поверхности таких стеклянных контейнеров достаточное, оно, однако, находится на нижней границе допустимого.
Кроме того, производственный процесс сопряжен с очень большим количеством пыли и грязи и поэтому крайне неудобен.
По вышеназванным причинам применяется другой способ улучшения качества внутренней поверхности. Стеклянные контейнеры помещаются в так называемую отжигательную печь, во внутреннюю атмосферу которой, герметично изолированную от окружающего пространства, примешивается газообразное облагораживающее средство, в качестве которого не обязательно приходится брать дорогостоящий хлорид аммония, требуемый для применения в форме таблеток (более дешевые средства для улучшения качества поверхности, как, например, сульфат аммония, являющийся очень гигроскопичным, для производства таблеток непригодны). Средство для улучшения качества поверхности осаждается на поверхности стеклянного контейнера, расположенного во внутреннем пространстве печи для отжига, и облагораживает эту поверхность с достаточным качеством (изнутри и снаружи).
При таком способе, конечно, удается избегать применения дорогостоящих таблеток хлорида аммония и достигать достаточного качества облагораживания, однако его недостатком является совершенное отсутствие гибкости относительно размеров партии улучшаемых изделий, так как применяемая для этого отжигательная печь может использоваться только для улучшения стеклянных контейнеров, поскольку средство для улучшения качества поверхности осаждается повсюду внутри печи и она, таким образом, не может больше применяться для партий, не требующих облагораживания. Но в результате этого становится необходимым из экономических соображений загружать соответствующую печь, требующую значительных капиталовложений, исключительно партиями стеклянных контейнеров, предназначенных для облагораживания. Таким образом, применение этого способа улучшения качества внутренней поверхности исключается для малых партий. Кроме того, способ имеет тот недостаток, что улучшению качества поверхности всегда подвергается весь стеклянный контейнер, а не только его внутренняя часть.
Несмотря на очевидные экономические и/или технические недостатки всех известных способов улучшения качества внутренней поверхности способ, исключающий все указанные выше недостатки, не был известен на протяжении многих десятилетий. Известные же способы, напротив, либо дороги, либо ненадежны или не приспосабливаемы к разным размерам партий.
Раскрытие изобретения
На фоне такого уровня техники задача настоящего изобретения заключается в том, чтобы предложить такой аппарат для улучшения качества внутренней поверхности, который позволяет избавиться от упомянутых выше недостатков, при этом обеспечивает надежное улучшение качества внутренней поверхности, позволяет целенаправленно применять недорогое облагораживающее средство и предоставляет возможность экономичного использования этого способа также и в отношении небольших партий.
Для решения задачи служит устройство для улучшения качества внутренней поверхности горячих стеклянных контейнеров с температурой от 350°C до 600°C согласно пункту 1 формулы изобретения.
Устройство согласно изобретению позволяет:
- дозировать сыпучее, например, зернистое, предпочтительно гранулированное или порошкообразное средство для улучшения качества поверхности, особенно предпочтительно сульфат аммония, в соответствии с размером облагораживаемого стеклянного контейнера и
- подавать образованную таким образом порцию при помощи дозировочного транспортера через входное отверстие стеклянного контейнера во внутреннее пространство стеклянного контейнера, предпочтительно еще горячее.
Под еще горячим внутренним пространством стеклянного контейнера следует понимать такое, при котором температура еще настолько высока, что внесение облагораживающего средства приводит к улучшению качества стеклянной поверхности во внутреннем пространстве стеклянного контейнера. В случае применения сульфата аммония в качестве средства для улучшения качества поверхности температура должна быть на таком уровне, чтобы происходила реакция, при которой сульфат аммония восстанавливает натрий на стеклянной поверхности внутреннего пространства контейнера, что приводит к понижению содержания катионов в ней и тем самым облагораживает стекло, при этом образуются бисульфат аммония и аммиак. Сможет ли такая реакция происходить в степени, достаточной для улучшения качества поверхности, зависит при этом, в частности, от температуры стеклянного контейнера к моменту внесения в стеклянный контейнер облагораживающего средства и от времени, еще остающегося для охлаждения после этого. В случае внесения при более низкой температуре требуется более продолжительное время последующего охлаждения, в случае более высокой температуры - более короткое время. То же самое относится и к возможному применению других средств улучшения качества поверхности, отличных от сульфата аммония.
Особенно хорошие результаты улучшения качества поверхности достигались с применением сульфата аммония при температуре стеклянного контейнера в диапазоне примерно от 350°C до 500°C, предпочтительно от 350°C до 500°C. Способ согласно изобретению применим, со вполне удовлетворительными результатами, при более высоких температурах порядка 600°C, предпочтительно при 600°C. При этом в качестве периода охлаждения до температуры примерно 80°С, предпочтительно до 80°C, предоставлялся промежуток времени около одного часа, предпочтительно один час.
Приближение стеклянного контейнера обнаруживается с помощью соответствующих детекторных средств, таких как, например, фотоячейки, или других сенсоров сближения, помещенных, например, на ленточном конвейере. Включаемая при этом детекторным средством необходимая синхронизация между дозировочным транспортером и стеклянным контейнером реализуется такт за тактом, например, с помощью пошагового управления. Для этого, например, определяется время, которое должно пройти между моментом обнаружения стеклянного контейнера - в частности, на ленточном конвейере с постоянной или измеряемой скоростью (измеренной, например, датчиком поворота на оси привода ленты) - и подходящим моментом для его наполнения - приблизительно тогда, когда стеклянный контейнер находится по возможности точно под дозировочным транспортером, - а также время, необходимое дозировочному транспортеру до следующего опорожнения, и затем тактовый режим настраивается - например, с помощью соответствующим образом установленного элемента задержки, - таким образом, что дозировочный транспортер всегда опорожняется только тогда, когда стеклянный контейнер, после его предшествующего обнаружения, попадает в ту позицию, в которой имеется возможность внести облагораживающее средство в его внутреннее пространство, то есть, например, насыпать это средство в него. Вместо подобного пошагового управления возможно также использование любого другого механизма управления или регулирования, который соответствующим образом синхронизирует момент опорожнения, т.е., например, электронное регулирование скорости дозировочного транспортера и/или ленточного конвейера, например, при помощи электронной синхронизации (так называемая электронный вал). Положение, в котором происходит обнаружение стеклянного контейнера, предпочтительно выбрать немного перед собственно местом опорожнения для того, чтобы оставалось достаточное количество времени для описанной выше синхронизации - независимо от того, каким образом она производится.
В предпочтительной форме исполнения устройства для улучшения качества внутренней поверхности в соответствии с настоящим изобретением дозировочный транспортер, предпочтительно используемый в качестве такового подающий диск, служит не только для подачи порций во внутреннее пространство стеклянного контейнера, но и для собственно дозирования, то есть как бы для составления определенного размера порции средства для улучшения качества поверхности. Это осуществляется благодаря тому, что заполняемый дозировочный резервуар выбирается по размеру в соответствии с размером облагораживаемого стеклянного контейнера, а в месте загрузки, предпочтительно под заполняющей воронкой и/или загрузочным каналом, предпочтительно воронкообразным, он принимает в себя средство для улучшения качества поверхности до своего максимального заполнения.
В случае применения подающего диска ограничение загрузки обеспечивается сбрасывателем или отделителем непосредственно над верхним краем дозировочного резервуара (на расстоянии, предпочтительно меньшем, чем размер зерна облагораживающего средства), и тем самым соответственно его полному объему, когда подающий диск поворачивает готовый для загрузки дозировочный резервуар, отводя его от места загрузки, в то время как отделитель вследствие вращения подающего диска сбрасывает средство для улучшения качества поверхности, возможно, излишне накопившееся при этом, предпочтительно по меньшей мере через желоб, например, в накопитель, предпочтительно в подающее устройство для повторной подачи в поток циркулирующего материала. При этом желоб предпочтительно образован также самим отделителем, например, выполненным в форме желоба по ходу своей длины.
В особенно предпочтительной форме исполнения подающий диск имеет дозировочные резервуары, расположенные по его окружности или параллельно ей, предпочтительно на одинаковых дуговых расстояниях, так, что в одно и то же время один из дозировочных резервуаров заполняется в месте загрузки, а другой как раз опорожняется в облагораживаемый стеклянный контейнер. Кроме того, предпочтительно в то же самое время несколько дозировочных резервуаров, будучи пустыми, перемещаются в направлении от места высыпания средства для улучшения качества поверхности в стеклянный контейнер к месту загрузки, а заполненные дозировочные резервуары транспортируются от места загрузки в направлении к месту высыпания средства для улучшения качества внутренней поверхности в стеклянный контейнер.
Еще в одном особенно предпочтительном варианте исполнения согласно изобретению подающий диск выполнен в форме дозирующего колеса, предпочтительно вертикально стоящего, со встроенными по его окружности дозировочными резервуарами.
Описанное выше устройство согласно изобретению для улучшения качества внутренней поверхности может устанавливаться отдельно или, для улучшения надежности облагораживания, также в виде последовательной серии из двух или нескольких штук на ленточном конвейере линии по производству стекла и тем самым образовывать систему для улучшения качества внутренней поверхности, причем в случае применения двух установленных последовательно друг за другом аппаратов для улучшения качества внутренней поверхности согласно изобретению их подающие диски предпочтительно вращаются в противоположных направлениях, что при этом позволяет предпочтительным образом разместить отделители так, чтобы последние сбрасывали излишки средства для улучшения качества поверхности в общий, находящийся предпочтительно посредине между двумя аппаратами, накопитель, в частности, для их повторной подачи в поток циркулирующего материала.
Устройство для улучшения качества внутренней поверхности согласно изобретению предпочтительно предназначено для еще горячих стеклянных контейнеров (с температурой от 350°C до 500°C, но также до 600°C).
Данным изобретением обеспечивается качественное облагораживание внутренней поверхности, при котором создана возможность подачи в стеклянные контейнеры точно дозированного средства поточным методом на конвейерной ленте сразу после изготовления контейнеров. При этом для успешного осуществления метода улучшения качества внутренней поверхности обеспечивается правильная и постоянная дозировка вносимого средства для улучшения качества поверхности.
Устройство согласно данному изобретению представляет собой разработку, применение которой возможно в суровых условиях стекольного производства, позволяющую, помимо прочего, с успехом производить недорогое и в то же время рентабельное для небольших партий улучшение качества внутренней поверхности стеклянных контейнеров. Предпочтительно применяемое средство для улучшения качества поверхности - сульфат аммония, технически представленный в форме кристаллов. Сульфат аммония не является опасным веществом в смысле германского законодательства о химикатах. Стоимость этого материала составляет в настоящее время около 0,30 евро за килограмм.
При помощи данного изобретения возможна подача дозированного количества средства для улучшения качества поверхности (в том числе малыми или мельчайшими дозами) в форме сыпучего, например, зернистого, материала в любой отдельный стеклянный контейнер в свободном прохождении (без прикосновения).
Устройство согласно изобретению в случае его изготовления устанавливается в виде мобильного замкнутого блока на любой подготовленной производственной линии. Производительность устройства (аппарата) составляет предпочтительно около 600 флаконов в минуту. Возможна также простая настройка при смене модели: отмеряемую дозу легко изменить предпочтительно путем простой замены подающего диска, например соответствующего дозирующего колеса с новым/-и дозировочным/-и резервуаром(-ами) и нового размера.
Краткий комментарий к фигурам чертежей
Далее примеры осуществления, которые не следует понимать как ограничения, рассматриваются на основе фигур. На них показаны:
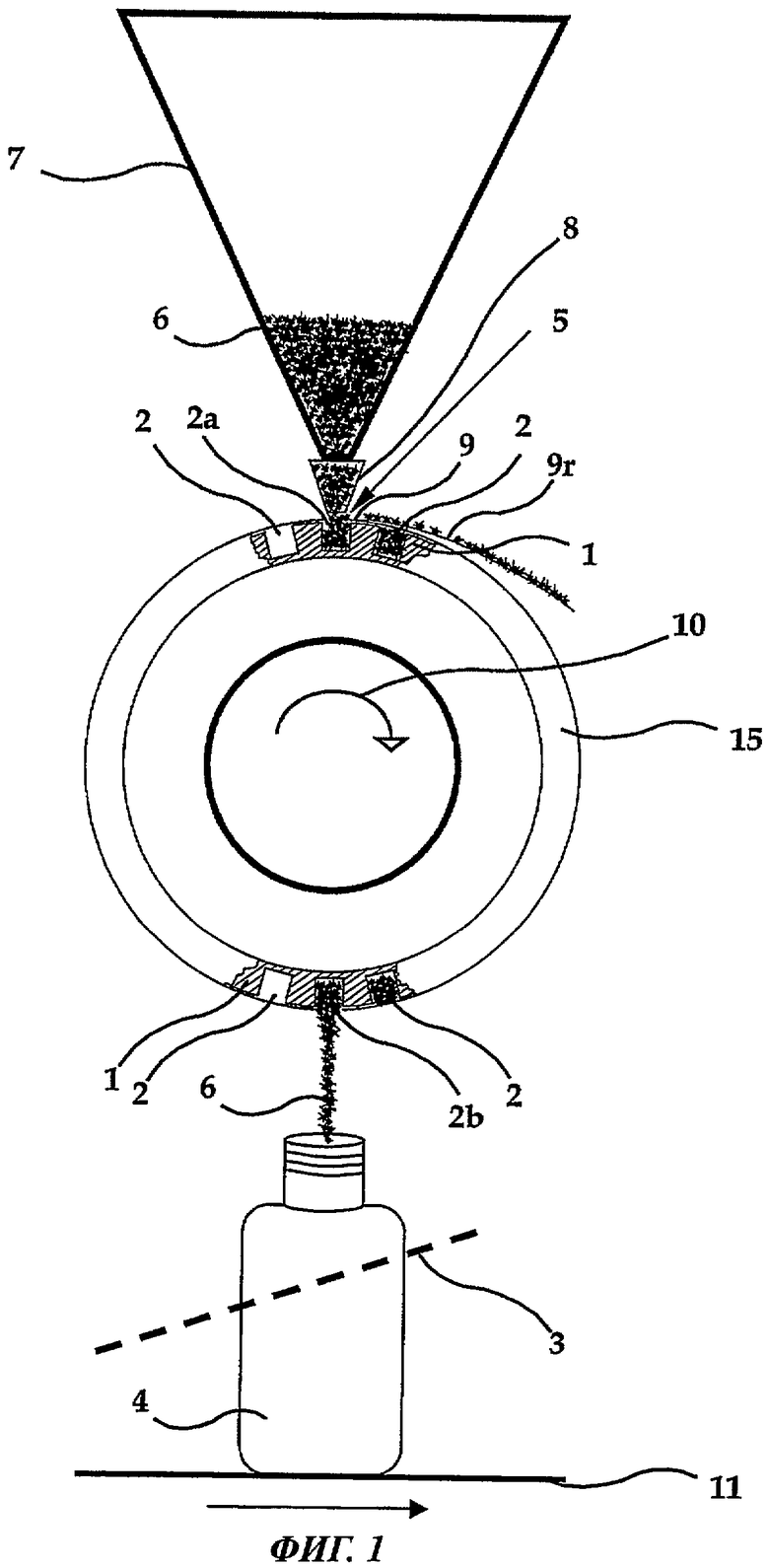
фиг.1: вариант осуществления устройства согласно изобретению для улучшения качества внутренней поверхности в виде принципиальной схемы, вид спереди,
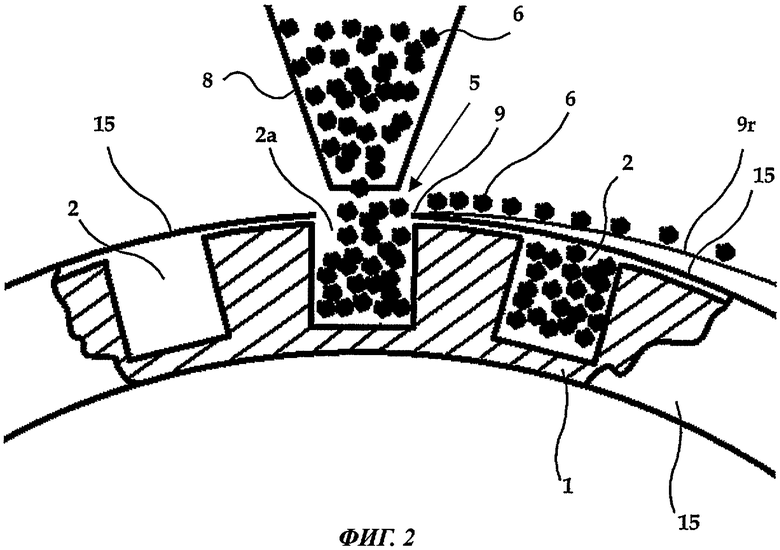
фиг.2: увеличенная деталь изображения согласно фиг.1 в области загрузки у верхнего края подающего диска,
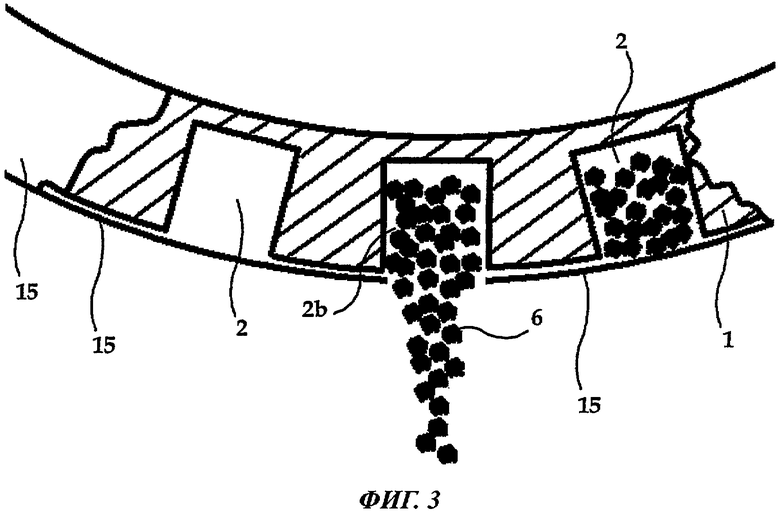
фиг.3: аналогично увеличенная деталь изображения согласно фиг.1, здесь в области места опорожнения у нижнего края подающего диска,
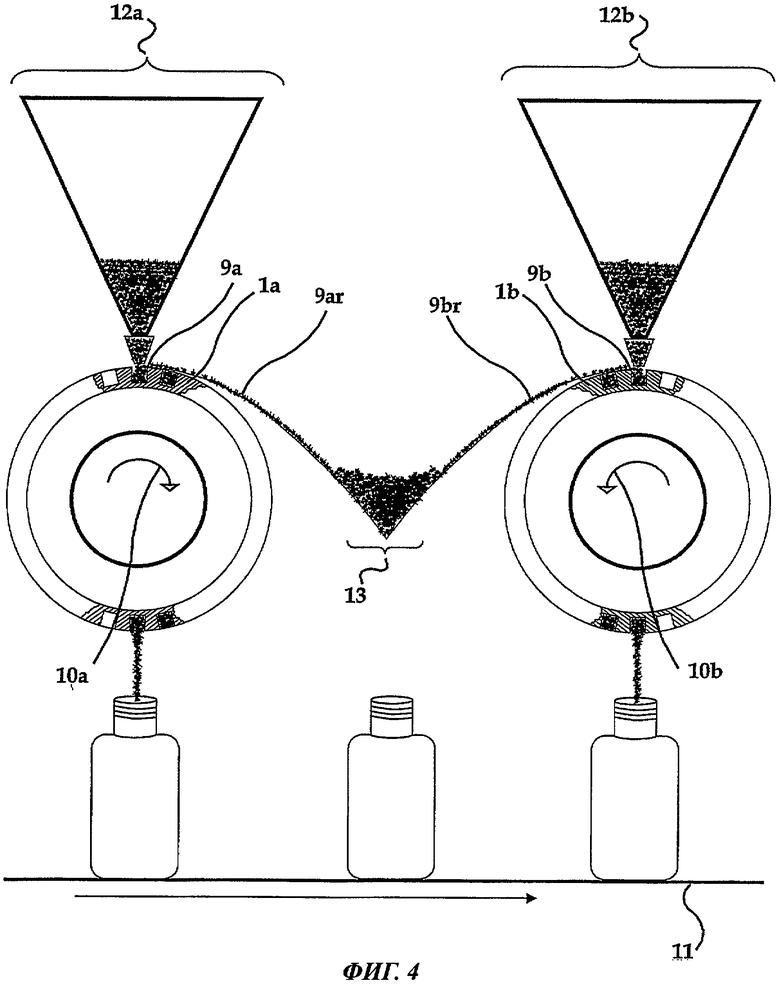
фиг.4: принципиальная схема системы согласно изобретению для улучшения качества внутренней поверхности, вид спереди, с двумя аппаратами для улучшения качества внутренней поверхности, которые расположены последовательно в линии по производству стекла, с соответствующими каждому из них отделителями, сбрасывающими излишки средства для улучшения качества поверхности в общий накопитель, предпочтительно для повторного возврата в поток циркулирующего материала, и подающие колеса которых вращаются в противоположных направлениях, и
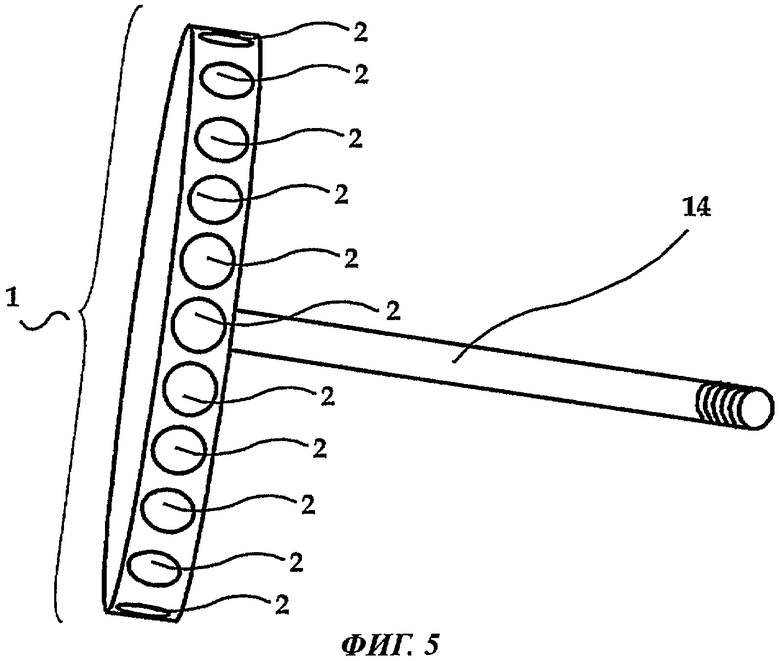
фиг.5: вариант осуществления круглого подающего диска согласно данному изобретению, в форме вертикально стоящего дозирующего колеса со встроенными по его окружности дозировочными резервуарами, вид сбоку в аксонометрическом изображении.
Осуществление изобретения
На фиг.1 показан вариант осуществления устройства для улучшения качества внутренней поверхности согласно изобретению в схематичном изображении с передней стороны. По свойству схематичного изображения представленные здесь соотношения размеров деталей не обязательно совпадают с фактическими пропорциями, что относится также и к остальным фигурам. Представленное здесь устройство для улучшения качества внутренней поверхности имеет дозировочный транспортер 1, выполненный в виде подающего диска с дозировочными резервуарами 2, 2а, 2b, в котором при каждом обнаружении детекторным средством 3, в данном случае световым затвором, появления стеклянного контейнера 4 на конвейерной ленте 11 в области под подающим диском 1 за счет вращения последнего один из дозировочных резервуаров 2, 2а, 2b опорожняется в стеклянный контейнер 4. Для этого дозировочные резервуары 2, 2а, 2b расположены по окружности подающего диска 1 - предпочтительно на одинаковых дуговых расстояниях, - вследствие чего в одно и то же время один дозировочный резервуар 2а заполняется в месте 5 загрузки, а другой дозировочный резервуар 2b опорожняется в облагораживаемый в это время стеклянный контейнер 4. При этом круглый подающий диск 1 выполнен в форме вертикально стоящего дозирующего колеса, по окружности которого встроены, например, в виде просверленных несквозных отверстий, дозировочные резервуары 2, 2а, 2b и которое вращается внутри обшивки 15, как в кожухе. Обшивка 15 имеет на месте 5 загрузки и внизу, на месте опорожнения дозировочных резервуаров 2b, отверстия 5 для загрузки и для опорожнения, предпочтительно обращенные вверх и вниз, как здесь показано, чтобы через них проходило средство 6 для улучшения качества поверхности. На изображении видны не все части дозировочного колеса 1. Только заштрихованные, то есть «разрезанные» на изображении для наглядности показания их функции, части обшивки 15 дают возможность видеть расположенное за ними колесо 1 и в нем дозировочные резервуары 2, 2а, 2b, частично загруженные облагораживающим средством 6, частично в незагруженном состоянии.
Круглый подающий диск 1, выполненный здесь в форме дозирующего колеса, служит не только для перемещения порций во внутреннее пространство стеклянного контейнера 4, но также и для собственно дозирования средства 6 для улучшения качества поверхности.
Это достигается благодаря тому, что размер наполняемого дозировочного резервуара 2а выбирается в соответствии с размером облагораживаемого стеклянного контейнера 4, и в месте 5 загрузки, предпочтительно под загрузочной воронкой 7 и загрузочным каналом 8, предпочтительно также воронкообразным, средство для улучшения качества поверхности 6 набирается в него до максимально возможного количества загрузки.
В случае применения подающего диска ограничение загрузки облагораживающего средства 6 в соответствующий дозировочный резервуар 2а в месте 5 загрузки обеспечивается к тому же отделителем 9 непосредственно над уровнем верхнего края подающего диска 1 и тем самым на уровне, соответствующем полному объему дозировочного резервуара 2а, когда подающий диск 1 поворачивает готовый для загрузки дозировочный резервуар 2а, проводя его мимо места 5 загрузки, в то время как отделитель 9 вследствие вращения 10 подающего диска 1 сбрасывает средство для улучшения качества поверхности 6, возможно, излишне накопившееся при этом, через желоб 9r, здесь образованный самим отделителем, предпочтительно в накопитель, например, для повторного использования.
Расстояние между уровнем верхнего края дозирующего колеса 1, образующего подающий диск, и отделителем 9 при этом выбирается таким, что оно меньше размера зерна - например, среднего размера зерна, предпочтительно минимального размера зерна - используемого средства 6 улучшения качества поверхности. В данном случае конец отделителя 9 образует острый угол с краем верхнего отверстия обшивки 15, благодаря чему образуется клин, особенно эффективно отсекающий лишние частички средства 6, причем детали дополнительно показаны, в частности, также на фиг.2, масштаб которой позволяет более крупное изображение отдельных деталей. Здесь отделитель 9 и обшивка 15 предпочтительно жестко связаны друг с другом по линии их соприкосновения, например сварены или склеены, или же изготовлены в виде цельного элемента.
Отделитель 9 снимает излишек облагораживающего средства 6 через желоб 9r, который образован дальнейшем продолжением самого отделителя, в не показанный здесь накопитель, который служит предпочтительно для возврата материала в оборот, при этом надо отметить, что устройство для улучшения качества внутренней поверхности согласно изобретению оснащено - в особенности для этой цели - наряду с загрузочной воронкой 7 и другими загрузочными резервуарами, например, большей по размеру загрузочной воронкой (здесь не видна).
На фиг.2 показана увеличенная деталь изображения согласно фиг.1 в области места 5 загрузки на верхнем краю подающего диска 1. Приведенные условные обозначения соответствуют описанию фиг.1, на которую здесь и делается ссылка относительно дальнейшего описания.
На фиг.3 показана увеличенная деталь изображения согласно фиг.1, здесь в области места опорожнения, на нижнем краю подающего диска 1. Приведенные условные обозначения соответствуют описанию фиг.1. Здесь также делается ссылка на фиг.1, к которой относится дальнейшее описание.
На фиг.4 показана в виде спереди принципиальная схема системы для улучшения качества внутренней поверхности согласно изобретению с двумя аппаратами 12а, 12b для улучшения качества внутренней поверхности, установленными последовательно, друг за другом, на ленточном конвейере 11 линии для производства стеклянных изделий и имеющими соответственно отделители 9а, 9b, которые через желоба 9ar, 9br сбрасывают излишки средства для улучшения качества внутренней поверхности в общий накопитель 13, предпочтительно для повторной подачи в оборот материала, а их /т.е. аппаратов/ подающие колеса 1а, 1b вращаются навстречу друг другу в направлениях 10а, 10b.
На фиг.5 показан вариант осуществления дозировочного транспортера в форме круглого подающего диска 1 согласно данному изобретению в виде стоящего вертикально дозирующего колеса со встроенными по окружности колеса дозировочными резервуарами 2 в аксонометрическом изображении, в виде сбоку, причем дозирующее колесо 1 здесь имеет ось 14 с резьбой на конце. Резьба при этом служит для крепления оси к приводу путем привинчивания. Ось может также выполняться втыкаемой, предпочтительно со штыковым затвором, при этом она еще легче заменяется с помощью находящегося на конце оси 14 втыкаемого профиля. В любом случае аппараты или системы согласно изобретению для улучшения качества внутренней поверхности легко приспосабливаются к потребностям производства стеклянных контейнеров различных размеров за счет различных сменных дозирующих колес 1 такого типа, служащих в качестве подающих дисков, дозировочные резервуары 2 которых выполняются специально для различных типоразмеров стеклянных контейнеров.
Изобретение относится к способу и устройству для улучшения качества внутренней поверхности стеклянных контейнеров. Техническим результатом изобретения является повышение гидролитической сопротивляемости изделий. Устройство для улучшения качества внутренней поверхности горячих стеклянных контейнеров, имеющих температуру 350-600°С, включает дозировочный транспортер, имеющий дозировочные резервуары для опорожнения сыпучего средства для улучшения качества поверхности стеклянных контейнеров, и детекторное средство. Причем при обнаружении с помощью детекторного средства приближения стеклянного контейнера к области под дозировочным транспортером предусмотрена возможность опорожнения в стеклянный контейнер сыпучего средства для улучшения качества поверхности. При этом дозировочный транспортер выполнен с возможностью не только подачи порций во внутреннее пространство стеклянного контейнера, но также и дозирования средства улучшения качества поверхности. 2 н. и 14 з.п. ф-лы, 5 ил.
1. Устройство для улучшения качества внутренней поверхности горячих стеклянных контейнеров (4), имеющих температуру от 350°С до 600°С, с целью повышения гидролитической сопротивляемости стекла контейнеров с по меньшей мере одним дозировочным транспортером (1), имеющим по меньшей мере один дозировочный резервуар (2, 2а, 2b), причем при обнаружении с помощью детекторного средства (3) приближения стеклянного контейнера (4) к области под дозировочным транспортером (1) предусмотрена возможность опорожнения в стеклянный контейнер (4) сыпучего средства для улучшения качества поверхности, повышающего гидролитическую сопротивляемость стекла горячего стеклянного контейнера (4), причем дозировочный транспортер (1) выполнен с возможностью не только подачи порций во внутреннее пространство стеклянного контейнера (4), но также и дозирования средства (6) улучшения качества поверхности.
2. Устройство по п.1, отличающееся тем, что детекторное средство (3) выполнено в виде фотоячейки, которая обнаруживает приближение стеклянного контейнера (4) на конвейерной ленте (11) к области дозировочного транспортера (1).
3. Устройство по п.1, отличающееся тем, что размер наполняемого дозировочного резервуара (2а) выбран в соответствии с размером стеклянного контейнера (4), подлежащего обработке, и в месте (5) загрузки, предпочтительно под загрузочной воронкой (7) и/или загрузочным каналом (8), средство для улучшения качества поверхности (6) загружается в него до максимально возможного количества загрузки.
4. Устройство по п.1, отличающееся тем, что дозировочный транспортер (1) выполнен в виде подающего диска с по меньшей мере одним дозировочным резервуаром (2, 2а, 2b), который при каждом обнаружении детекторным средством (3) появления подлежащего обработке стеклянного контейнера (4) в области подающего диска (1), предпочтительно под подающим диском (1), за счет вращения (10) последнего опорожняется в стеклянный контейнер (4).
5. Устройство по п.2 или 3, отличающееся тем, что дозировочный транспортер (1) выполнен в виде подающего диска с по меньшей мере одним дозировочным резервуаром (2, 2а, 2b), который при каждом обнаружении детекторным средством (3) появления подлежащего обработке стеклянного контейнера (4) в области подающего диска (1), предпочтительно под подающим диском (1), за счет вращения (10) последнего опорожняется в стеклянный контейнер (4).
6. Устройство по п.5, отличающееся тем, что подающий диск (1) выполнен круглым.
7. Устройство по п.5, отличающееся тем, что дозировочный резервуар (2а) в месте (5) загрузки, предпочтительно под загрузочной воронкой (7) и/или загрузочным каналом (8), принимает в себя средство (6) для улучшения качества поверхности, и загрузка ограничивается при помощи отделителя (9) над верхним краем дозировочного резервуара (2а), т.е. соответственно полному объему дозировочного резервуара (2а), когда подающий диск (1) поворачивает (10) готовый для загрузки дозировочный резервуар (2а), отводя его от места (5) загрузки, в то время как отделитель (9) в результате вращения (10) подающего диска (1) сбрасывает излишки средства (6) для улучшения качества поверхности, возможно, накопившиеся при этом.
8. Устройство по п.7, отличающееся тем, что расстояние между уровнем верхнего края подающего диска (1) и отделителем (9) выбрано таким, что оно меньше размера зерна используемого средства (6) улучшения качества поверхности.
9. Устройство по п.7 или 8, отличающееся тем, что отделитель (9) выполнен с возможностью сбрасывания излишка средства (6) для улучшения качества поверхности в накопитель (13), предпочтительно через желоб (9r).
10. Устройство по п.4, отличающееся тем, что подающий диск (1) имеет несколько дозировочных резервуаров (2, 2а, 2b), таким образом расположенных по его окружности или параллельно ей, предпочтительно на одинаковых расстояниях друг от друга по дуге, что в одно и то же время один из дозировочных резервуаров (2а) заполняется в месте (5) загрузки, а другой дозировочный резервуар (2b) как раз опорожняется в стеклянный контейнер (4), подлежащий обработке.
11. Устройство по одному из пп.6-8, отличающееся тем, что подающий диск (1) имеет несколько дозировочных резервуаров (2, 2а, 2b), таким образом расположенных по его окружности или параллельно ей, предпочтительно на одинаковых расстояниях друг от друга по дуге, что в одно и то же время один из дозировочных резервуаров (2а) заполняется в месте (5) загрузки, а другой дозировочный резервуар (2b) как раз опорожняется в стеклянный контейнер (4), подлежащий обработке.
12. Устройство по п.4, отличающееся тем, что подающий диск (1) выполнен в виде вертикально стоящего дозирующего колеса со встроенными в него по его окружности дозировочными резервуарами (2, 2а, 2b).
13. Устройство по одному из пп.6-8, отличающееся тем, что подающий диск (1) выполнен в виде вертикально стоящего дозирующего колеса со встроенными в него по его окружности дозировочными резервуарами (2, 2а, 2b).
14. Система для улучшения качества внутренней поверхности, включающая в себя по меньшей мере два устройства (12а, 12b), заявленных в любом из пп.1-13, отличающаяся тем, что устройства (12а, 12b) для улучшения качества внутренней поверхности установлены последовательно друг за другом на ленточном конвейере (11) линии для производства стеклянных изделий.
15. Система по п.14, отличающаяся тем, что два устройства (12а, 12b) установлены последовательно друг за другом, на ленточном конвейере (11) линии для производства стеклянных изделий, а их подающие колеса (1a, 1b) вращаются в противоположных друг другу направлениях (10а, 10b).
16. Система по п.15, отличающаяся тем, что оба устройства (12а, 12b), установленные последовательно друг за другом на ленточном конвейере (11) линии для производства стеклянных изделий, имеют соответственно отделители (9а, 9b), которые сбрасывают излишки средства (6) для улучшения качества внутренней поверхности в общий накопитель (13), предпочтительно для повторной подачи его в оборот.
| Устройство для сопряжения электронной вычислительной машины с дисплеем | 1973 |
|
SU531145A1 |
| СПОСОБ РАСПЫЛЕНИЯ ЖИДКОЙ АРОМАТИЧЕСКОЙ КОМПОЗИЦИИ В ЕМКОСТИ ДЛЯ ПРОДУКТА | 1995 |
|
RU2144775C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1994 |
|
RU2067920C1 |
| Поточно-механизированная линия для сборки и сварки металлоконструкций | 1978 |
|
SU776829A1 |
| US 6283176 B1, 04.10.2001. | |||

