Изобретение относится к новому уплотняющему элементу с язычком для закрывания емкости с закрывающим элементом в виде пробки или крышки и к способу его изготовления.
Герметичность емкостей, имеющих закрывающий элемент в виде пробки или крышки, до их первоначального открытия, достигается посредством уплотняющего элемента, который может быть присоединен или приварен к горловине, в частности посредством нагрева.
Более конкретно, изобретение относится к приклеиваемому при нагреве уплотняющему элементу.
Такой уплотняющий элемент состоит из мембранного уплотнения, размещенного по всему периметру верхнего края горлышка емкости или горловины, изолируя тем самым емкость от внешней среды, и, с другой стороны, из обычно более толстой подложки, помещенной, без обязательного прикрепления, снизу пробки. До первого открытия емкости подложка и мембранное уплотнение могут быть соединены посредством временного склеивающего вещества.
Роль мембранного уплотнения заключается в первую очередь в обеспечении защиты от несанкционированного вскрытия емкости до первого открытия. Более того, оно обеспечивает основную герметичность относительно внешней среды. Кроме того, оно должно совершенствовать определенные свойства совместимости с содержимым, которое оно должно изолировать, и, например, должно представлять собой уплотнение пищевого типа, когда само содержимое является продуктом питания.
Что касается подложки, то она предназначена для выборки зазоров между нижней поверхностью крышки и/или пробки и верхней частью горлышка емкости и, более того, для обеспечения дополнительной герметичности, когда мембранное уплотнение частично или полностью удалено. Следовательно, она способна выдерживать некоторое сжатие с эффектом запоминания, в частности, для выборки этих зазоров.
На практике уплотняющий элемент помещается на нижнюю поверхность крышки или пробки. Как только емкость заполнена, пробка или крышка, имеющие уплотняющий элемент, завинчивается или зажимается на емкости. Следовательно, мембранная уплотняющая часть уплотняющего элемента соприкасается с горловиной. Затем мембранное уплотнение приваривается к горловине посредством индукционного термосваривания. Это термосваривание становится возможным благодаря комбинированному действию проводящего материала, помещенного в толщине уплотняющего элемента, который нагревается под воздействием электрического индукционного нагревателя, вызывая размягчение приваривающейся пленки на горловине. Проводящий материал может быть помещен или в подложку, или в мембранное уплотнение. Обычно он размещается в толщине мембранного уплотнения. При открытии емкости в первый раз, подложка, помещенная снизу пробки, отсоединяется от мембранного уплотнения, которое остается приклеенным к горловине. Только после того, как мембранное уплотнение удалено потребителем, герметичность в закрытом положении емкости больше не обеспечивается исключительно поддерживающей частью уплотняющего элемента, которая прикладывается посредством сжатия к горловине.
Для эффективного и простого отдирания мембранного уплотнения потребителем предлагалось присоединить легкозахватываемый язычок к указанному мембранному уплотнению, как описано, например, в документе FR-A-2716407.
Однако наличие этого выступающего язычка затрудняет размещение уплотняющего элемента снизу пробки или крышки вследствие избыточной поперечной толщины. Также является сложным надежно разместить язычок относительно резьбы или зажимов, предусмотренных в пробке или крышке, для исключения опасности повреждения язычка при закрывании или открывании пробки или крышки.
В патенте DE 3920324 описан уплотняющий элемент, который приваривается при индукционном нагреве, состоящий из подложки и мембранного уплотнения, имеющего язычок, при этом подложка и мембранное уплотнение не соединены друг с другом везде. Из трех показанных вариантов осуществления только один (фиг.1) содержит язычок, согнутый назад на всю его поверхность. Язычок состоит из комбинации мембраны и приклеивающегося слоя, при этом алюминиевый лист размещен в подложке.
Проблема, которую предлагает решить изобретение, заключается в разработке уплотняющего элемента с язычком описанного в документе DE 3920324 типа, который имеет слой временного склеивающего вещества между подложкой и мембранным уплотнением, но без обязательного риска соединения язычка во время сборочного процесса с временным склеивающим веществом или во время процесса термосваривания.
Для решения проблемы риска соединения во время индукционного нагрева заявитель разработал уплотняющий элемент, имеющий язычок, у которого отогнутый назад участок, контактирующий с подложкой, лишен термосвариваемого слоя, а также способ изготовления указанного уплотняющего элемента.
Другими словами, изобретение относится к термосвариваемому уплотняющему элементу для закрывания емкости с закрывающим элементом в виде пробки или крышки, содержащему подложку, подлежащую размещению снизу пробки или крышки, и мембранное уплотнение, содержащее, по меньшей мере, одну укрепляющую пленку и термосваривариваемую пленку для наложения на горловину емкости, при этом мембранное уплотнение имеет удлинение, образующее язычок для открывания емкости, у которого вся поверхность отогнута назад на поверхность мембранного уплотнения, контактирующую с соответствующей поверхностью подложки.
Этот уплотняющий элемент характеризуется тем, что участок язычка, контактирующий с поддержкой, после того, как он был отогнут, не имеет термосвариваемой пленки, причем подложка и мембранное уплотнение соединены посредством временного склеивающего вещества.
В соответствии с изобретением, язычок выполнен как удлинение, образованное на всю или часть толщину мембранного уплотнения или ее часть. Он никогда не является язычком, присоединяемым к мембранному уплотнению.
Количество слоев, составляющих подложку и мембранное уплотнение, не ограничено, при этом следует понимать, что могут быть добавлены связующие вещества, в частности, для соединения пленок друг с другом.
Очевидно, что уплотняющий элемент согласно изобретению имеет форму, приспособленную к форме емкости и пробки, и может являться круглым или параллелепипедообразным.
Что касается подложки, она может быть выполнена из любого типа сжимаемого материала с памятью исходной формы, в частности из вспененного полиэтилена или вспененного полипропилена, по выбору нанесенного на, по меньшей мере, одну из его двух поверхностей с полипропиленовой или полиэтиленовой пленкой для придания некоторой жесткости. Она также может быть выполнена из картона. В одном конкретном варианте осуществления, подложка содержит лист проводящего материала, который нагревается при прохождении индуцированного электрического тока, (называемого в остальной части описания и в формуле изобретения «проводящим материалом») с учетом того, что мембранное уплотнение не имеет указанного листа проводящего материала. На практике рассматриваемые подложки имеют толщину от 0,5 до 4 мм, предпочтительно от 1 до 2 мм.
Теперь мембранное уплотнение будет описано более подробно.
В большинстве случаев, лист проводящего материала, в частности лист алюминия, помещается в мембранное уплотнение, а не в подложку, посредством чего, в комбинации с термосвариваемой пленкой, он обеспечивает возможность приваривания при индукционном нагреве уплотняющего элемента к горловине.
Другими словами, на практике, мембранное уплотнение содержит лист, выполненный из проводящего материала, между укрепляющей пленкой и термосвариваемой пленкой.
В соответствии с изобретением, уплотняющий элемент может иметь два отдельных основных варианта осуществления, соответственно один вариант осуществления, в котором термосвариваемая пленка не покрывает нижнюю поверхность язычка, и один вариант осуществления, в котором вся нижняя поверхность язычка покрыта термосвариваемой пленкой.
1. Вариант осуществления, в котором термосвариваемая пленка не покрывает нижнюю поверхность язычка
В первом варианте осуществления, язычок выполнен исключительно как удлинения укрепляющей пленки, т.е. только на части толщины мембранного уплотнения. Язычок в этом случае состоит только из укрепляющей пленки, нанесенной на верхнюю поверхность алюминиевого листа. Отсюда вытекает, что реальное мембранное уплотнение имеет трехслойную структуру (термосвариваемая полимерная пленка/проводящий материал/укрепляющая пленка), тогда как язычок имеет однослойную структуру (укрепляющая пленка). Этот конкретный вариант осуществления способствует исключению потенциальных рисков соединения, во время термосваривания, язычка в отогнутом назад положении с подложкой благодаря отсутствию приклеивающейся пленки. Другое преимущество заключается в применении электрического поля во время индукционного нагрева, которое равномерно распределяется по периферии алюминиевого листа, причем необязательно является случаем, когда язычок выполнен в виде удлинения указанного листа. Последнее предположение несет риски утечек вследствие недостаточного приклеивания мембранного уплотнения к горловине с каждой стороны основания язычка.
В варианте осуществления, рассмотренном выше, печатание красками может быть выполнено непосредственно на алюминиевом листе.
Вторая альтернатива заключается в обеспечении не одной, а двух укрепляющих пленок. В этом случае, мембранное уплотнение содержит две наложенные друг на друга укрепляющие пленки, соответственно нижнюю укрепляющую пленку и верхнюю укрепляющую пленку, при этом лист проводящего материала помещен между указанной нижней укрепляющей пленкой и термосвариваемой пленкой.
В этом варианте осуществления, язычок предпочтительно выполнен исключительно как продолжение верхней укрепляющей пленки. В этом случае, первая укрепляющая пленка покрывает всю верхнюю поверхность алюминиевого листа, тогда как вторая пленка покрывает всю поверхность первой пленки и имеет удлинение, образующее язычок.
В усовершенствованном варианте осуществления, верхняя укрепляющая пленка сама состоит из двух наложенных друг на друга укрепляющих пленок, между которыми может располагаться печатный текст. В этом случае, язычок выполнен как удлинения двух укрепляющих пленок, составляющих верхнюю укрепляющую пленку.
2. Вариант осуществления, в котором весь язычок покрыт термосвариваемой пленкой
В конкретном варианте осуществления, язычок выполнен на всю толщину мембранного уплотнения. Предпочтительно, мембранное уплотнение содержит алюминиевый лист, верхняя поверхность которого покрыта укрепляющей пленкой, а нижняя поверхность которого покрыта термосвариваемой пленкой. В этом случае, язычок имеет два участка с равной площадью, разделенных поперечной средней линией сгиба, соответственно основной участок и концевой участок, при этом нижняя поверхность концевого участка соединяется с нижней поверхностью основного участка после сгибания вдоль упомянутой линии. Следовательно, когда язычок отогнут назад на мембранное уплотнение, верхняя поверхность основного участка соприкасается с верхней поверхностью укрепляющей пленки и верхняя поверхность концевого участка контактирует с нижней поверхностью подложки. Очевидно, что количество укрепляющих пленок может быть увеличено в соответствии с требуемыми характеристиками.
В общем, материал, составляющий язычок и, следовательно, укрепляющую пленку, выбирается таким образом, чтобы прочность указанного материала была больше, чем тяговое усилие на мембранном уплотнении.
На практике, укрепляющая пленка, например, представляет собой биориентированную полиэфирную пленку, имеющую толщину от 4 до 40 мкм.
В соответствии с другим признаком, термосвариваемая пленка выполнена из материала, выбираемого из группы, содержащей полиэтилен, полипропилен или полиэфир.
Кроме того, алюминиевый лист и термосвариваемая пленка соединены посредством связующего вещества, такого как, например, двухкомпонентный изоцианатно-гидроксильный клей. В другом варианте осуществления, алюминиевый лист покрыт термосвариваемым слоем.
Во всех случаях, на практике, мембранное уплотнение имеет толщину от 20 до 600 мкм.
Что касается временного соединения между подложкой и мембранным уплотнением, оно может быть достигнуто посредством временного склеивающего вещества, нанесенного в виде множества точек, например, микрокристаллического парафина, или предпочтительно посредством экструдированной пленки, выполненной, например, из полимера, такого как полиэтилен. Клейкая пленка также может представлять собой соэкструдированную пленку, у которой каждая из двух поверхностей имеет разную адгезионную способность, при этом более клейкая поверхность прилегает, например, к нижней поверхности поддержки, тогда как менее клейкая поверхность прилегает к верхней поверхности мембранного уплотнения. На практике, соэкструдированная пленка представляет собой пленку на основе полимера, обычно синтетического, и тщательно выбирается специалистом в данной области для получения требуемых свойств дифференциального соединения. Такие полимеры, например, представляют собой полимеры или сополимеры на основе ацетата, акрилат, полиэтилена.
В общем, склеивающее вещество должно быть выбрано таким образом, чтобы сила соединения между подложкой и мембранным уплотнением была меньше силы соединения между термосвариваемым слоем и горловиной.
Изобретение также относится к способу изготовления термосвариваемых уплотняющих элементов, описанных выше.
1. Вариант осуществления, в котором термосвариваемя пленка не покрывает нижнюю поверхность язычка
В этом случае, предложенному согласно способу
- предварительно вырезают в полосе укрепляющей пленки язычки,
- механически переворачивают всю поверхность язычков на верхнюю поверхность полосы укрепляющей пленки,
- затем неразъемно соединяют нижнюю поверхность полосы укрепляющей пленки с полосой термосвариваемой пленки, при этом композит образует полосу мембранного уплотнения,
- одновременно подготавливают полосу подложки,
- затем полосу поддержки временно соединяют с мембранным уплотнением посредством временного склеивающего вещества для образования полосы уплотняющего элемента,
- вырезают уплотняющие элементы на всю толщину полосы уплотняющего элемента в заданной форме по разметке для язычков.
По существу, известным самим по себе образом, изготавливают укрепляющую полосу с помощью соединения полос или пленок материала, составляющего подложку, в частности описанного выше.
Когда мембранное уплотнение содержит лист проводящего материала, нижняя поверхность полосы укрепляющей пленки соединяется с композитом из листа проводящего материала/термосвариваемой пленки на верхней поверхности указанного листа.
В варианте осуществления, в котором мембранное уплотнение, помимо листа проводящего материала, содержит нижнюю укрепляющую пленку и верхнюю укрепляющую пленку, язычок выполнен как продолжение только верхней укрепляющей пленки, нижняя поверхность полосы верхней укрепляющей пленки соединяется со следующим композитом: полоса нижней укрепляющей пленки/лист проводящего материала/термосвариваемая пленка.
В варианте осуществления, в котором верхняя укрепляющая пленка сама состоит из двух укрепляющих пленок, язычки предварительно вырезают в двух ранее соединенных полосах верхней укрепляющей пленки до их соединения со следующим композитом: полоса нижней укрепляющей пленки/лист проводящего материала/термосвариваемая пленка.
В общем, сила соединения укрепляющей пленки или пленок с остальной частью мембранного уплотнения должна быть больше силы соединения термосвариваемого слоя с горловиной.
2. Вариант осуществления, в котором весь язычок покрыт термосвариваемая пленкой
Когда мембранное уплотнение содержит лист, выполненный из проводящего материала, полоса мембранного уплотнения изготавливается с помощью соединения, по меньшей мере, одной укрепляющей пленки с листом проводящего материала, а затем с термосвариваемой пленкой.
Далее, язычок предварительно вырезают в полосе мембранного уплотнения, а затем в язычке прорезают поперечную среднюю линию сгиба. Далее, концевую часть язычка сгибают вдоль поперечной средней линии сгиба на нижнюю поверхность основной части указанного язычка, а затем язычок, который, в таком случае, уменьшается на половину его поверхности, отгибается на верхнюю поверхность мембранного уплотнения.
Одновременно подготавливают полосу подложки, и затем полоса подложки временно соединяется с мембранным уплотнением для образования полосы уплотняющего элемента. Затем, уплотняющие элементы вырезаются заданной формы на всю толщину полосы уплотняющего элемента.
Способы, описанные выше, представляют собой предпочтительные варианты осуществления изобретения и являются неограничивающими.
Изобретение и его преимущества более будут более понятны из нижеследующих примеров в сочетании с прилагаемыми чертежами, на которых:
Фиг.1 - схематичный вид сверху подложки, являющейся частью уплотняющего элемента согласно изобретению.
Фиг.2 - вид сверху мембранного уплотнения, являющегося частью уплотняющего элемента согласно изобретению.
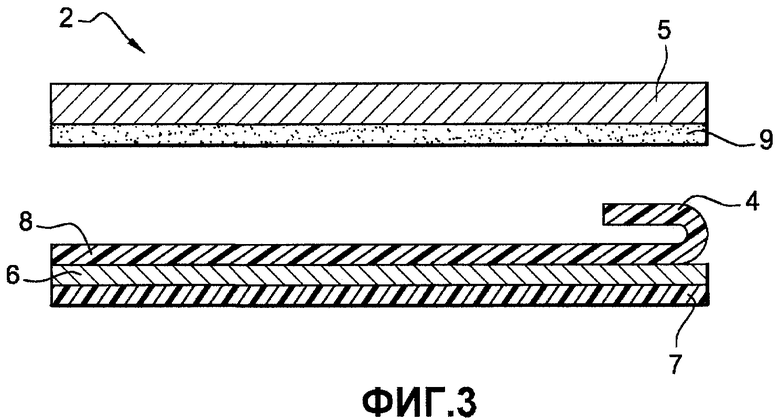
Фиг.3 - сечение уплотняющего элемента согласно изобретению до соединения мембранной уплотняющей части и поддерживающей части в соответствии с первым вариантом осуществления.
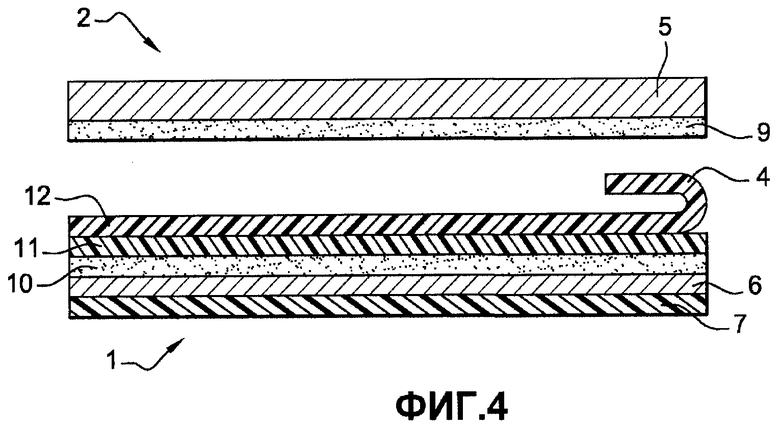
Фиг.4 - сечение уплотняющего элемента согласно изобретению до соединения мембранной уплотняющей части и поддерживающей части в соответствии со вторым вариантом осуществления.
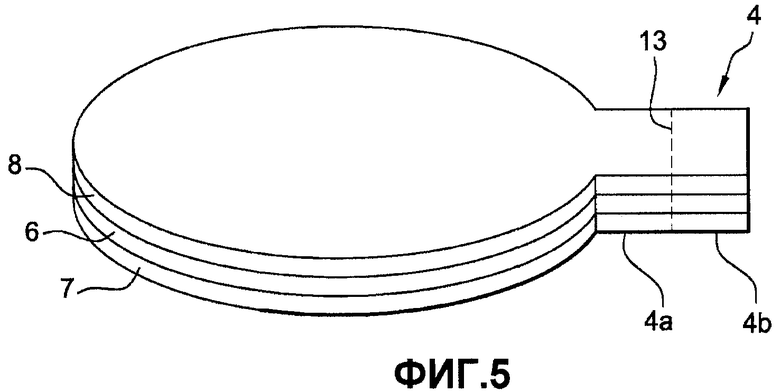
Фиг.5 - вид мембранного уплотнения согласно третьему варианту осуществления, в котором язычок выполнен на всю толщину мембранного уплотнения.
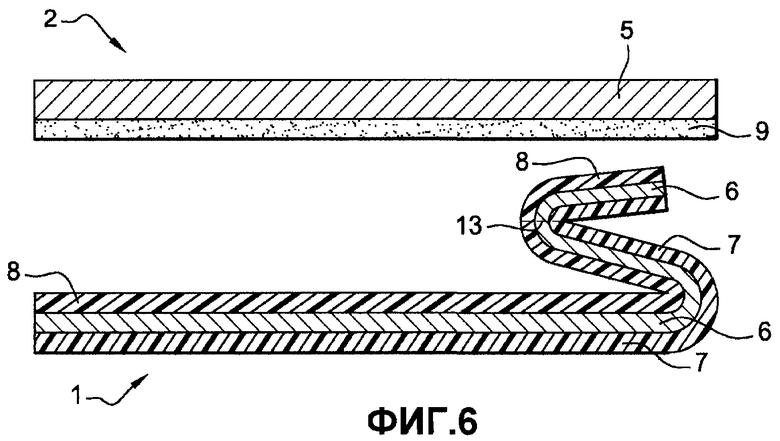
Фиг.6 - сечение уплотняющего элемента с фиг.5 до соединения мембранной уплотняющей части и поддерживающей части в соответствии со вторым вариантом осуществления.
Пример 1
Уплотняющий элемент в соответствии с изобретением является привариваемым при индукционном нагреве, уплотняющим элементом. В частности, уплотняющий элемент, обозначенный на фиг.1 в целом ссылочной позицией 1, состоит из подложки 2 (фиг.1) и мембранного уплотнения 3 (фиг.2), имеющего язычок 4. Как показано на фиг.3, подложка содержит слой 5, выполненный из вспененного полипропилена или полиэтилена, и имеет толщину от 1,4 до 1,7 мм. Мембранное уплотнение 3 является приклеиваемым при индукционном нагреве, мембранным уплотнением и состоит из листа 6 алюминия, объединенного с термосвариваемой полимерной пленкой 7, такой как, например, полиэтиленовая, посредством непоказанного связующего вещества. Мембранное уплотнение дополнительно имеет укрепляющую пленку 8, продолженную язычком 4 для открывания емкости. Как показано на фиг.3, язычок 4 для открывания емкости состоит только из укрепляющей пленки 8, которая, в пределах уплотняющего элемента и до отсоединения, отогнута назад на себя и на всю ее длину между верхней поверхностью мембранного уплотнения 3 и нижней поверхностью подложки 2. В соответствии с изобретением, подложка и мембранное уплотнение соединяются посредством временной клейкой пленки 9, показанной на фиг.3. Эта временная пленка представляет собой экструдированную пленку из полиэтилена.
В этом варианте осуществления, мембранное уплотнение имеет укрепляющую пленку, нанесенную на поверхность алюминиевого листа, и язычок состоит только из укрепляющей пленки.
На практике, эти уплотняющие элементы, по существу, располагаются снизу пробки, причем пробка затем завинчивается или зажимается при расположении в горлышке емкости. Уплотняющий элемент приваривается при индукционном нагреве.
Что касается способа, сначала изготавливают мембранное уплотнение. Для этой цели, предварительно вырезают язычки в укрепляющей пленке, которую затем переворачивают на указанную пленку. Укрепляющая пленка является смотанной и затем разматывается на композит, образованный алюминиевым листом и термосвариваемой пленкой, при этом алюминиевый лист покрыт связующим веществом. Одновременно изготавливаются полосы подложки. Подложка соединяется с мембранным уплотнением, образованным таким образом, посредством временного склеивающего вещества. Уплотняющий элемент вырезают по толщине в заданную форму и отделяют по расположению язычка.
Пример 2
В этом примере, показанном на фиг.4, мембранное уплотнение содержит отпечатанный слой 10, который покрыт первой укрепляющей пленкой 11, поверхность которой соответствует поверхности мембранного уплотнения. Первая укрепляющая пленка 11, в свою очередь, покрыта второй укрепляющей пленкой 12, которая имеет удлинение, образующее язычок 4.
Способ изготовления является идентичным предыдущему за исключением того, что предварительно вырезанная вторая укрепляющая пленка соединяется с композитом, образованным первой укрепляющей пленкой/алюминием/термосвариваемой пленкой.
Пример 3
В этом варианте осуществления термосвариваемый уплотняющий элемент имеет язычок 4, выполненный на всю толщину уплотняющего элемента (фиг.5). Более конкретно, как показано на фиг.2, мембранное уплотнение 3 состоит, снизу вверх, из термосвариваемой пленки 7, листа 6 проводящего материала и укрепляющей пленки 8. Язычок 4 разделен на две равные части, соответственно на основную часть 4a и концевую часть 4b, разделенные поперечной средней линией 13.
На фиг.6 показан уплотняющий элемент до соединения мембранной уплотняющей части с подложенной частью. Как показано на этой фигуре, верхняя поверхность части 4a отогнута назад на верхнюю поверхность укрепляющей пленки 8, тогда как нижняя поверхность части 4b, покрытая термосвариваемой пленкой 7, отогнута назад на нижнюю поверхность части 4a, также покрытую термосвариваемой пленкой. Таким образом, части 4a и 4b соединяются друг с другом. Верхняя поверхность части 4b, не имеющая термосвариваемой пленки, после отсоединения от поддержки соприкасается с нижней поверхностью указанной подложки.
Изобретение и его преимущества ясно проявляются из вышеприведенного описания, в особенности преимущество изготовления уплотняющего элемента с язычком, в котором язычок отогнут назад вдоль толщины уплотняющего элемента таким образом, чтобы обеспечить возможность надлежащего размещения уплотняющего элемента на нижнюю поверхность пробки без риска получения избыточной толщины или разрыва язычка во время открывания или закрывания емкости. Кроме того и прежде всего, отсутствие термосвариваемой пленки на части язычка, соприкасающейся с подложкой, обеспечивает, несмотря на наличие временного связующего вещества, возможность преодоления проблемы соединения язычка во время открывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОВАТОРСКОЕ УПЛОТНЕНИЕ С ЯЗЫЧКОМ ДЛЯ ГЕРМЕТИЗАЦИИ КОНТЕЙНЕРА, ЗАКРЫВАЕМОГО ПРОБКОЙ ИЛИ КРЫШКОЙ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2587397C2 |
| ЛЕГКО ВСКРЫВАЕМАЯ УПАКОВКА | 2010 |
|
RU2515386C2 |
| ЕМКОСТЬ С ИНДИКАЦИЕЙ ВСКРЫТИЯ | 2011 |
|
RU2566912C2 |
| УКУПОРОЧНЫЕ КОЛПАЧКИ | 2016 |
|
RU2703348C2 |
| КРЫШКА ДЛЯ УКУПОРКИ БУТЫЛКИ С ГАЗОСОДЕРЖАЩЕЙ ЖИДКОСТЬЮ | 2007 |
|
RU2375274C2 |
| ПОВТОРНО УКУПОРИВАЕМАЯ УПАКОВКА С ИСПОЛЬЗОВАНИЕМ КЛЕЙКОГО ФИКСАТОРА С НИЗКОЙ ЛИПКОСТЬЮ | 2012 |
|
RU2607755C2 |
| УКУПОРОЧНЫЙ ЭЛЕМЕНТ ДЛЯ ЕМКОСТИ | 2013 |
|
RU2622806C2 |
| КОМБИНИРОВАННАЯ ПЛЕНКА | 2012 |
|
RU2554181C2 |
| УПАКОВОЧНАЯ ЕМКОСТЬ, ПРЕЖДЕ ВСЕГО ЕМКОСТЬ БАНОЧНОГО ТИПА | 2006 |
|
RU2467937C2 |
| СЖИМАЕМАЯ БУТЫЛКА, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ ТАКОЙ БУТЫЛКИ И СИСТЕМА ВЫДАЧИ БУТЫЛОК, НАПОЛНЕННЫХ НАПИТКОМ | 2010 |
|
RU2524001C2 |
Термосвариваемый уплотняющий элемент для закрывания емкости, имеющей закрывающий элемент в виде пробки или крышки, содержащий подложку, подлежащую размещению снизу пробки или крышки, и мембранное уплотнение, содержащее, по меньшей мере, одну укрепляющую пленку и термосвариваемую пленку для наложения на горловину емкости. При этом мембранное уплотнение имеет удлинение, образующее язычок для открывания емкости, у которого вся поверхность отогнута назад на поверхность мембранного уплотнения в контакт с соответствующей поверхностью подложки. При этом участок язычка, контактирующий с подложкой после того, как он был отогнут, свободен от термосвариваемой пленки. Причем подложка и мембранное уплотнение соединены посредством временного склеивающего вещества. Предложен также способ изготовления термосвариваемого уплотняющего элемента. Группа изобретений обеспечивает создание термосваривающего уплотняющего элемента, который обеспечивает эффективное и простое отдирание мембранного уплотнения потребителем. 2 н. и 12 з.п. ф-лы, 6 ил.
1. Термосвариваемый уплотняющий элемент для закрывания емкости, имеющей закрывающий элемент в виде пробки или крышки, содержащий подложку, подлежащую размещению снизу пробки или крышки, и мембранное уплотнение, содержащее, по меньшей мере, одну укрепляющую пленку и термосвариваемую пленку для наложения на горловину емкости, при этом мембранное уплотнение имеет удлинение, образующее язычок для открывания емкости, у которого вся поверхность отогнута назад на поверхность мембранного уплотнения в контакт с соответствующей поверхностью подложки, при этом участок язычка, контактирующий с подложкой после того, как он был отогнут, свободен от термосвариваемой пленки, причем подложка и мембранное уплотнение соединены посредством временного склеивающего вещества.
2. Уплотняющий элемент по п.1, в котором подложка выполнена из вспененного полиэтилена или из вспененного полипропилена, по выбору имеющего полипропиленовую пленку на, по меньшей мере, одной из его двух поверхностей.
3. Уплотняющий элемент по п.1, в котором мембранное уплотнение содержит между укрепляющей пленкой и термосвариваемой пленкой лист, выполненный из проводящего материала.
4. Уплотняющий элемент по п.3, в котором язычок выполнен исключительно как продолжение удлинения укрепляющей пленки.
5. Уплотняющий элемент по п.1, в котором мембранное уплотнение содержит две наложенные друг на друга укрепляющие пленки, соответственно нижнюю укрепляющую пленку и верхнюю укрепляющую пленку, при этом лист проводящего материала помещен между указанной нижней укрепляющей пленкой и приклеивающейся при нагреве пленкой.
6. Уплотняющий элемент по п.5, в котором язычок выполнен исключительно как продолжение верхней укрепляющей пленки.
7. Уплотняющий элемент по п.5, в котором верхняя укрепляющая пленка сама состоит из двух наложенных друг на друга укрепляющих пленок, причем язычок выполнен как продолжение двух укрепляющих пленок, составляющих верхнюю укрепляющую пленку.
8. Уплотняющий элемент по п.1, в котором мембранное уплотнение содержит лист алюминия, верхняя поверхность которого покрыта укрепляющей пленкой, а нижняя поверхность которого покрыта термосвариваемой пленкой, причем язычок выполнен как продолжение мембранного уплотнения на всю его толщину и имеет два участка с равной площадью, разделенных поперечной средней линией сгиба, соответственно основной участок и концевой участок, при этом нижняя поверхность концевого участка соединяется с нижней поверхностью основного участка после сгибания вдоль средней линии.
9. Уплотняющий элемент по п.1, в котором укрепляющая пленка представляет собой пленку из биориентированного полиэфира, имеющую толщину от 4 до 40 мкм.
10. Уплотняющий элемент по п.1, в котором временное склеивающее вещество присутствует в виде экструдированной или коэкструдированной пленки.
11. Способ изготовления термосвариваемого уплотняющего элемента для закрывания емкости, имеющей закрывающий элемент в виде пробки или крышки, содержащего подложку для размещения снизу пробки или крышки, и мембранное уплотнение, содержащее, по меньшей мере, одну укрепляющую пленку и термосвариваемую пленку для наложения на горловину емкости, при этом мембранное уплотнение имеет удлинение, образующее язычок для открывания емкости, у которого вся поверхность отогнута назад на поверхность мембранного уплотнения в контакт с соответствующей поверхностью поддержки, в соответствии с которым:
- предварительно вырезают в полосе укрепляющей пленки язычки,
- механически переворачивают на верхнюю поверхность полосы укрепляющей пленки всю поверхность язычков,
- затем неразъемно соединяют с полосой термосвариваемой пленки нижнюю поверхность полосы укрепляющей пленки, при этом композит образует полосу мембранного уплотнения,
- одновременно подготавливают полосу подложки,
- затем временно соединяют полосу подложки с мембранным уплотнением посредством временного склеивающего вещества для образования полосы уплотняющего элемента,
- вырезают на всю толщину полосы уплотняющего элемента уплотняющие элементы заданной формы по разметке для язычков.
12. Способ по п.11, согласно которому, когда мембранное уплотнение содержит лист проводящего материала, нижнюю поверхность полосы укрепляющей пленки соединяют с композитом из листа проводящего материала/термосвариваемой пленки на верхней поверхности указанного листа.
13. Способ по п.12, согласно которому, когда мембранное уплотнение содержит нижнюю укрепляющую пленку и верхнюю укрепляющую пленку, язычок выполнен как удлинение верхней укрепляющей пленки, нижняя поверхность полосы верхней укрепляющей пленки соединяется со следующим композитом: полоса нижней укрепляющей пленки/лист проводящего материала/термосвариваемая пленка.
14. Способ по п.13, согласно которому, когда верхняя укрепляющая пленка сама состоит из двух укрепляющих пленок, язычки предварительно вырезают в двух ранее соединенных полосах верхней укрепляющей пленки до их соединения со следующим композитом: полоса нижней укрепляющей пленки/лист проводящего материала/термосвариваемая пленка.
| DE 3920324 A1, 10.01.1991 | |||
| СПОСОБ ДИФФЕРЕНЦИАЛЬНОЙ ДИАГНОСТИКИ АСЕПТИЧЕСКОГО НЕКРОЗА ГОЛОВКИ БЕДРЕННОЙ КОСТИ И ДЕФОРМИРУЮЩЕГО АРТРОЗА ТАЗОБЕДРЕННОГО СУСТАВА | 1997 |
|
RU2130184C1 |
| DE 9108868 A1, 12.09.1991 | |||
| EP 0668221 A1, 23.08.1995 | |||
| DE 1913692 A1, 09.10.1969. | |||

