Изобретения относятся к пайке, а именно к электродуговой пайке, и могут быть использованы для получения паяных соединений рельсовых электрических соединителей с поверхностью рельсов.
Уровень техники пистолета для пайки известен из устройства пайки твердым припоем, содержащим пистолет для пайки твердым припоем. Пистолет для пайки твердым припоем электрически связан с электропитанием, имеет электромагнит, пружину для прижатия электродного элемента к поверхности пайки, электромагнитный механизм подачи (продвижения) электродного элемента, регулировочное устройство уровня поднятия электродного элемента, блок включения (патент Франции FR 2669569).
Известное изобретение имеет сложный механизм для регулирования оптимального зазора между электродным элементом и поверхностью пайки, что затрудняет работу с пистолетом в полевых условиях.
Известно устройство пайки твердым припоем (патент Великобритании GB 2305145). Известное устройство содержит пистолет, который позволяет проводить пайку электродными элементами круглого сечения, имеющего твердый припой на одном конце. Устройство содержит центральный стержень, один конец которого соединен с источником питания, на втором установлен электродный элемент. Имеющаяся система пружин, рычагов и соленоид, связанные в единую систему, отводят электродный элемент от поверхности пайки и удерживают его в таком положении весь период горения дуги. При прекращении подачи тока на электродный элемент прекращается подача тока на соленоид, центральный стержень освобождается от действия электромагнитных сил и под действием упругих сил пружины прижимает электродный элемент к поверхности пайки, образуя паяное соединение. Устройство содержит керамическое кольцо для удержания в прижатом состоянии к поверхности пайки припаиваемого элемента, например наконечника рельсового соединителя.
Недостаток данного устройства заключается в наличии большого количества пружин, что снижает надежность его работы, обуславливает сложность его сборки в целом, и в частности, регулировку требуемого зазора между поверхностью пайки и электродным элементом. При замене деталей пистолета, в случае их выхода из строя, требуется высококвалифицированный специалист для его обслуживания. Все это приводит к удорожанию процесса электроконтактной пайки наконечников соединителей к железнодорожным рельсам.
Данное устройство наиболее близко к заявляемому устройству.
Задачей изобретения пистолета для пайки является снижение затрат на проведение процесса пайки рельсовых соединителей к рельсам.
В процессе решения поставленной задачи достигается технический результат, заключающийся в повышении надежности работы пистолета, упрощении процесса настройки и технического обслуживания, упрощении конструкции пистолета.
Указанный технический результат достигается заявляемым пистолетом для электродуговой пайки наконечников рельсовых соединителей, содержащим корпус, внутри которого имеются электромагнитное устройство, содержащее ярмо, якорь, обмотку, центральный стержень, на одном конце которого установлена цанга для удержания электродного элемента, электродный элемент, устройство контроля и регулировки оптимального зазора между электродным элементом и поверхностью пайки, пружина для прижатия электродного элемента к поверхности пайки, промежуточное защитное керамическое кольцо, токопровод для пропускания рабочего тока, устройство включения подачи энергии в зону пайки, при этом ярмо электромагнитного устройства состоит из двух цилиндров разной высоты и диаметра, входящих друг в друга и соединенных соосно плоскостью с их торцовой стороны, якорь электромагнитного устройства, выполнен в виде ступенчатой втулки, больший диаметр которой меньше внутреннего диаметра большего цилиндра, образующего ярмо, и неподвижно закреплен на центральном стержне, выполненном из диамагнитного материала, центральный стержень подвижно установлен внутри цилиндра меньшего диаметра, образующего ярмо, на торцевой поверхности якоря, обращенной к ярму, установлено кольцо, выполненное из диамагнитного токопроводящего материала, между цилиндрами внутри ярма размещена обмотка электромагнитного устройства выполненная в виде пружины из диамагнитного токопроводящего упругого материала и установленная соосно относительно цилиндров на токопроводящих вставках, обмотка с одной стороны электрически соединена через токопроводящую вставку с якорем и через него с центральным стержнем, а с другой стороны через токопроводящую вставку и гибкий проводник электрического тока - с устройством включения подачи энергии в зону пайки, при этом она является токопроводом рабочего тока в процессе пайки и пружиной для прижатия электродного элемента к поверхности пайки перед началом и после окончания процесса пайки, устройство включения подачи энергии в зону пайки содержит два контактных элемента, кнопку, пружину для отжатия кнопки, жесткую диэлектрическую пластину, упругую металлическую пластину и запорную втулку, при этом один контактный элемент неподвижно установлен на корпусе пистолета и соединен токопроводом с источником питания, второй контактный элемент установлен на жесткой диэлектрической пластине, один конец которой неподвижно соединен с упругой металлической пластиной, соединенной с корпусом, а второй конец подвижно соединен с запорной втулкой, неподвижно закрепленной на центральном стержне, кнопка установлена с возможностью замыкания контактных элементов при отведенной посредством центрального стержня запорной втулке в крайнее положение и прижатом к поверхности пайки электродном элементе, а устройство контроля и регулировки оптимального зазора между электродным элементом и поверхностью пайки состоит из индикатора и подвижного конусно-цилиндрического держателя, при этом индикатор неподвижно закреплен на конце центрального стержня, выполнен из диэлектрического материала с выходом из отверстия, выполненного в корпусе пистолета с тыльной стороны, а конусно-цилиндрический держатель подвижно соединен с корпусом, имеет проточку на конусной части для крепления керамического кольца и отверстие для выхода цанги, закрепленной на центральном стержне и удерживающей электродный элемент. Кроме этого пружина состоит из двух независимых пружин, установленных коаксиально, имеющих одна 11 витков, вторая 13 витков, сечение упруго элемента пружин имеет прямоугольную форму 1,5×8,0 мм, а контактные элементы устройства включения подачи энергии выполнены из композиционного металлокерамического материала.
Исполнение в электромагнитном устройстве ярма в виде соединенных соосно между собой двух цилиндров различной высоты и диаметров позволило внутри ярма, между внутренней поверхностью цилиндра большего диаметра и наружной поверхностью цилиндра меньшего диаметра, установить пружину, которая является обмоткой ярма. Конструктивно, пружина состоит из двух пружин вставленных коаксиально одна в другую, при этом одна пружина имеет 11 витков, вторая 13 витков, сечение упруго элемента пружин имеет прямоугольную форму 1,5×8,0 мм. Такое исполнение пружины позволяет ей выполнять одновременно несколько функций. Первое - она как пружина прижимает электродный элемент к поверхности рельса перед началом процесса пайки и прижимает электродный элемент к поверхности пайки, когда процесс пайки окончен, после прекращения подачи рабочего тока. Второе - она как обмотка сердечника является одной из составных частей электромагнита и является упругим отжимающим элементом для якоря электромагнита. Третье - она как гибкий проводник является проводником рабочего тока. Якорь электромагнита выполнен в виде фланца, на торцевой поверхности якоря, обращенной к сердечнику, расположено кольцо, выполненное из диамагнитного, токопроводящего материала. Наличие кольца, с одной стороны, гарантирует отрыв якоря электромагнита от сердечника при прекращении подачи рабочего тока, с другой стороны, в момент прекращения протекания рабочего тока по пружине в кольце генерируется ЭДС - самоиндукции, которая на некоторый момент времени задерживает отрыв якоря. Такая задержка необходима для того, чтобы расплавленный металл припоя в зоне пайки несколько остыл и при движении электродного элемента к поверхности пайки не выплеснулся из зоны пайки.
Пружина, с одной стороны, через токопроводящие вставки соединена с якорем, а через него - с центральным стержнем, и с другой стороны - с устройством включения подачи энергии в зону пайки, в состав которого входят два контактных элемента, один установлен неподвижно в корпусе пистолета и соединен электрическим проводом с электронным блоком, а второй элемент закреплен на жесткой диэлектрической пластине, которая одним концом неподвижно соединена с упругой пластиной, а вторым концом - подвижно с запорной втулкой, неподвижно закрепленной на центральном стержне. Подвижный контактный элемент может занимать два положения: первое, устойчивое, в разомкнутом состоянии с неподвижным контактом, второе, не устойчивое, в замкнутом состоянии с неподвижным контактным элементом. Здесь необходимо отметить важную особенность конструкции пистолета. Замыкание двух контактов, а значит и подача рабочего тока на электродный элемент происходит только при прижатом электродном элементе к поверхности пайки, сжатии пружины и некотором отводе центрального стержня вместе с запорной втулкой. Только в таком положении конструктивных элементов пистолета, когда запорная втулка отжата в крайнее положении, при нажатии на кнопку включения, возможно переместить подвижный элемент в положение замыкания со вторым элементом. При этом в процессе пайки необходимо удерживать кнопку во включенном положении. В случае отпускания кнопки происходит прекращение подачи рабочего тока, и процесс пайки прерывается. В штатном режиме процесс пайки прерывается аппаратно по времени. При прекращении подачи рабочего тока происходит размыкание контактов. Магнитное поле в электромагнитном устройстве исчезает, якорь под действием пружины возвращается в исходное положение и перемещает центральный стержень и запорную втулку в исходное положение, происходит размыкание контактов. Такая кинематическая связь деталей пистолета для пайки делает его надежным и безопасным в работе.
Устройство контроля и регулировки оптимального зазора состоит из полого конусно-цилиндрического держателя, который цилиндрической частью с помощью резьбового соединения или цангового соединения с фиксацией подвижно соединен с корпусом, а на конусной части выполнена проточка для крепления керамического кольца и имеется отверстие для выхода цанги центрального стержня, в которой закреплен электродный элемент, индикатор неподвижно закреплен на конце центрального стержня и выполнен из диэлектрического материала, и выходит из отверстия, выполненного в корпусе пистолета с тыльной стороны из диэлектрического материала. Перемещая конусно-цилиндрический держатель и визуально наблюдая за выходом индикатора из отверстия в корпусе, легко (торцовая плоскость индикатора и контрольная плоскость на корпусе пистолета должны находиться в одной плоскости) выставляется необходимый зазор между электродным элементом и поверхностью пайки.
Уровень техники электродного элемента для электроконтактной пайки наконечников рельсовых соединителей твердым припоем известен из технического решения (патент SE 509763). Электродный элемент с твердым припоем включает главную цилиндрическую секцию, к которой присоединен полый колпачок из материала припоя, предпочтительно серебряного, который содержит флюс. Колпачок зафиксирован на коническом выступе электродного элемента за счет деформации колпачка.
Недостаток данного технического решения заключается в большой толщине серебряного колпачка. Такое исполнение колпачка приводит к повышению температуры в зоне пайки в начальный период, что может привести к появлению мартенсита в зоне пайки.
Известно устройство электродного элемента для пайки твердым припоем (WO 9516541). Электродный элемент с твердым припоем включает цилиндрическую секцию, к которой присоединен цилиндрический выступ из материала припоя и полый колпачок из материала припоя, предпочтительно серебряного, под колпачком содержится флюс. Колпачок зафиксирован на цилиндрическом выступе.
Недостаток данного технического решения заключается в креплении колпачка. Колпачок имеет большую толщину стенок и крепится на материале цилиндра. Такая конструкция колпачка и его крепление приводят к неизбежному плавлению части цилиндра, температура плавления которого значительно выше температуры плавления припоя. Это приводит к повышению температуры в зоне пайки и появлению мартенсита в поверхностном слое рельса. Образование мартенсита резко снижает качество паяного соединения. Помимо этого колпачок не герметично закрывает область, в которой размещен флюс. Флюс, закрытый не плотно полостью, поглощает влагу, паяное соединение, выполненное таким флюсом, имеет низкую прочность и виброустойчивость.
Данное устройство наиболее близко к предлагаемому изобретению.
Задачей изобретения электродного элемента для электроконтактной пайки наконечников рельсовых соединителей твердым припоем является повышение прочности и виброустойчивости паяного соединения.
В процессе решения поставленной задачи достигается технический результат, заключающийся в повышении герметичности закрытия флюса, и как следствие, предотвращение поглощения влаги флюсом, расположенным под оболочкой, в снижении усилий при удалении остатков электродного элемента, в снижении температуры в зоне пайки и отсутствии образования мартенситной структуры на поверхности рельса.
Указанный технический результат достигается заявляемым электродным элементом для электроконтактной пайки наконечников рельсовых соединителей, выполненный в виде тела вращения, состоящий из двух цилиндров различного диаметра, на цилиндре большего диаметра выполнена кольцевая канавка, на его торце закреплена цилиндрическая вставка из серебросодержащего материала, имеющая диаметр меньше диаметра цилиндра, вставка из серебросодержащего материала закрыта тонкостенным колпачком из серебросодержащего материала, с образованием внутренней полости между поверхностью колпачка и торцом цилиндрической вставки из серебросодержащего материала, заполненной флюсом, при этом на цилиндре большего диаметра выполнен усеченный конус высотой 1,0-1,5 мм, меньший диаметр усеченного конуса на 1,5-1,8 мм меньше диаметра цилиндра, а вставка из серебросодержащего материала закреплена на торце усеченного конуса, имеет высоту 4,0-4,5 мм, тонкостенный колпачок из серебросодержащей пластины закреплен с натягом на усеченном конусе, внутренняя полость, образованная колпачком, имеет высоту не более 1,0 мм, а толщина стенки колпачка не более 0,3 мм, кольцевая канавка выполнена на удалении от торца усеченного конуса, равном толщине припаиваемого наконечника рельсового соединителя, имеет радиус закругления не более 0,3-0,6 мм и диаметр 5,4-6,0 мм, материал вставки и колпачка дополнительно содержит добавки меди, цинка, никеля, кадмия.
Известно, что прочность паяного соединения зависит от множества факторов, к которым относятся подготовка поверхности для пайки, состав твердого припоя и влажность флюса, время пайки, сила рабочего тока, возможность управления процессом горения дуги и т.д. Для паяных соединений рельсовых электрических соединителей с поверхностью рельсов, кроме прочности соединения, предъявляются еще ряд требований таких, как отсутствие образования мартенсита в месте пайки, минимальное электрическое сопротивление паяного соединения, виброустойчивость паяного соединения.
Снижение температуры в зоне пайки и ее стабилизация в процессе пайки - одна из важнейших задач при пайке соединителей к рельсу, влияющая на прочность соединения, на процесс образования мартенсита в месте пайки.
Известно, что температура горения дуги составляет порядка 3000°C. И такая температура в начальный период пайки воздействует на поверхность рельса и на вершину электродного элемента. Как только на поверхности рельса появится припой с флюсом, то с этого момента температура на поверхности рельса будет ровна температуре плавления припоя. Припой на поверхности рельса появится тогда, когда произойдет его плавление вместе с флюсом. Т.е., чем больше толщина колпачка, тем больше времени будет идти процесс плавления припоя до соединения его с флюсом. Все это время поверхность рельса будет подвергаться воздействию температуры в 3000°C градусов. Поэтому необходимо сократить этот период времени. Это возможно утонением поверхности колпачка, который закрывает флюс. В данном случае его толщина минимальна и ровна не более 0,3 мм, определена из необходимости сохранения колпачком прочности при хранении и транспортировке электродного элемента. Температура на поверхности рельса будет ровна температуре плавления припоя до тех пор, пока будет присутствовать не расплавленный припой. При полном расплавлении поверхности колпачка начнется плавление цилиндрической вставки, выполненной из того же сплава, что и колпачок. Толщина цилиндрической вставки определена опытным путем, она должна практически полностью расплавиться за время горения дуги.
Большое влияние на температуру в зоне пайки оказывает процесс его отвода. Отвод тепла идет по трем направлениям: в тело рельса, в наконечник рельсового соединителя, в электродный элемент. Наконечник рельсового соединителя может быть выполнен из меди или из стали. Теплопроводность стали меньше теплопроводности меди, стальной наконечник отводит тепла меньше, чем наконечник рельсового соединителя из меди. Поэтому, чтобы ни происходило повышение температуры в зоне пайки, необходимо увеличить отвод тепла через электродный элемент. Регулирование отвода тепла через электродный элемент происходит за счет выполнения кольцевой канавки на цилиндрической части электродного элемента определенного диаметра. При пайке стального наконечника диаметр канавки должен быть максимальным.
После окончания процесса пайки на месте пайки остается хвостовик электродного элемента. Чтобы его удалить, необходимо затратить некоторые усилия. Как правило, удаление происходит ударом. Плоскость, по которой происходит разрушение, проходит по канавке. Чтобы уменьшить усилия, необходимые для разрушения, необходимо как можно меньше усилий затратить на зарождение трещины. Уменьшением радиуса закругления при вершине канавки до минимальных значений и уменьшение диаметра канавки приводит к снижению усилия, необходимого для удаления хвостовика. В данном случае они определены опытным путем. Такое исполнение канавки при удалении остатка электродного элемента не приводит к зарождения микротрещин в паяном соединении, не снижает его прочностные свойства. Для пайки стального наконечника необходимо увеличить диаметр канавки, чтобы увеличить количество отводимого тепла, но диаметр канавки должен быть таким чтобы обеспечить пропускание тока плотностью порядка 6-8 А/мм2, экспериментально установлено, что для качественного паяного соединения диаметр канавки должен находиться в пределах 5,4-6,0 мм. Выполнение кольцевой канавки на удалении от торца усеченного конуса, равном толщине припаиваемого наконечника рельсового соединителя, также приводит к снижению усилий при удалении хвостовика электродного элемента. Во - первых, отсутствует дополнительный изгибающий момент, а, во - вторых, на данной границе имеется максимальный перепад температур между хвостовиком и цилиндрической частью электродного элемента, который остается в паяном соединении.
Изобретения поясняются чертежами, где на фиг.1 представлен пистолет для электродуговой пайки наконечников рельсовых соединителей, а на фиг.2 - электродный элемент для электродуговой пайки наконечников рельсовых соединителей.
Пистолет для электродуговой пайки наконечников рельсовых соединителей состоит из корпуса 1, внутри которого имеются электромагнитное устройство, устройства включения подачи энергии в зону пайки, устройства контроля и регулировки оптимального рабочего зазора.
Электромагнитное устройство содержит ярмо 2, якорь 3, обмотку 4. Ярмо 2 конструктивно выполнено из двух цилиндров 2.1 и 2.2 различной высоты и диаметров, входящих друг в друга, и соединены соосно плоскостью 2.3 с торцовой стороны. Внутри ярма, между цилиндрами 2.1 и 2.2, установлена обмотка 4 электромагнитного устройства. В ярме 2, внутри цилиндра 2.2, подвижно установлен центральный стержень 5, выполненный из диамагнитного материала, на одном конце которого закреплена цанга 6 для удержания электродного элемента 7, а на втором конце - индикатор 8 для контроля рабочего зазора пайки.
Якорь 3 электромагнитного устройства выполнен в виде ступенчатой втулки, больший диаметр которой имеет размер меньше внутреннего диаметра большего цилиндра 2.1, образующего ярмо 2, якорь 3 неподвижно закреплен на центральном стержне 5. На торцевой поверхности якоря 3, обращенной к ярму 2, установлено кольцо 9, выполненное из диамагнитного, токопроводящего материала.
Обмотка 4 выполнена в виде пружины из диамагнитного токопроводящего упругого материала, установлена соосно относительно цилиндров 2.1 и 2.2 на токопроводящих вставках 10 и 11. Обмотка 4 одной стороной электрически соединена через токопроводящую вставку 10 с якорем 3, а через него - с центральным стержнем 5, с другой стороны, через токопроводящую вставку 11 и гибкий проводник электрического тока 12, с устройством включения подачи энергии в зону пайки. Обмотка 4 является токопроводом рабочего тока в процессе пайки и пружиной для прижатия электродного элемента к поверхности пайки перед началом и после окончания процесса пайки. Пружина состоит из двух независимых пружин 4.1 и 4.2, установленных коаксиально. Пружина 4.1 имеет 11 витков, а пружина 4.2 имеет 13 витков, сечение упруго элемента пружин имеет прямоугольную форму 1,5×8,0 мм.
Устройство включения подачи энергии в зону пайки содержит два контактных элемента 14 и 15, выполненных из композиционного металлокерамического материала, кнопку 16, пружину 17 для отжатия кнопки, жесткую диэлектрическую пластину 18, упругую металлическую пластину 19 и запорную втулку 20. Контактный элемент 14 неподвижно установлен на корпусе пистолета и соединен токопроводом 21 с источником питания (не показан). Второй контактный элемент 15 установлен на жесткой диэлектрической пластине 18, один конец которой неподвижно соединен с упругой металлической пластиной 19, соединенной с корпусом 1, а второй конец подвижно соединен с запорной втулкой 20, неподвижно закрепленной на центральном стержне 5.
Устройство контроля и регулировки оптимального зазора между электродным элементом 7 и поверхностью пайки состоит из индикатора 8 и подвижного конусно-цилиндрического держателя 22. Индикатор 8 неподвижно закреплен на конце центрального стержня 5, выполнен из диэлектрического материала и выходит из отверстия 23, выполненного в корпусе 1 пистолета с тыльной стороны. Конусно-цилиндрический держатель 22 подвижно (резьбовое соединение, цанговое соединение с фиксацией) соединен с корпусом 1, имеет проточку на конусной части для крепления керамического кольца 24 и отверстие для выхода цанги, закрепленной на центральном стержне 5, в которой устанавливается электродный элемент 7.
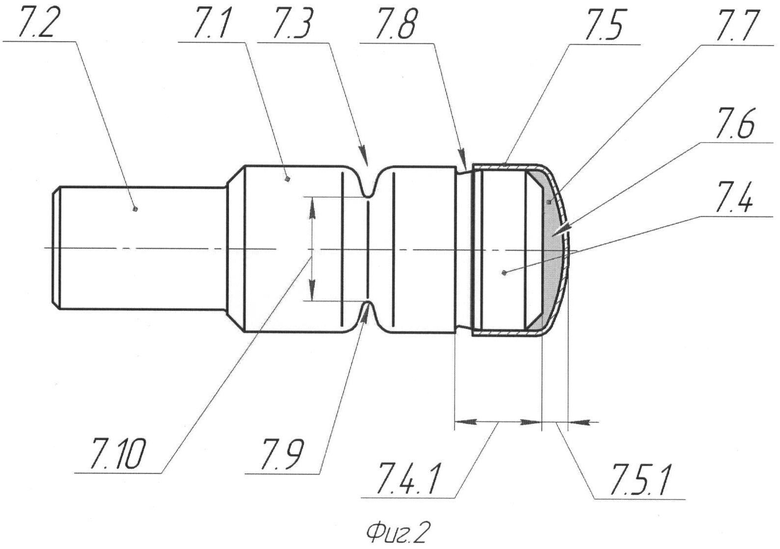
Электродный элемент для электродуговой пайки наконечников рельсовых соединителей выполнен в виде тела вращения, состоит из двух цилиндров 7.1 и 7.2 различного диаметра. На цилиндре 7.1 большего диаметра выполнена кольцевая канавка 7.3 На торце цилиндра закреплена цилиндрическая вставка 7.4 из серебросодержащего материала, имеющая диаметр меньше диаметра цилиндра 7.1. Вставка 7.4 из серебросодержащего материала закрыта тонкостенным колпачком 7.5 из серебросодержащего материала, с образованием внутренней полости 7.6, заполненной флюсом 7.7 На цилиндре 7.1 выполнен усеченный конус 7.8 высотой 1,0-1,5 мм, меньший диаметр усеченного конуса на 1,5-1,8 мм меньше диаметра цилиндра 7.1. Вставка 7.4 из серебросодержащего материала закреплена на торце усеченного конуса 7.8, имеет высоту 7.4.1, равную 4,0-4,5 мм. Тонкостенный колпачок 7.5 из серебросодержащей пластины закреплен с натягом на усеченном конусе 7.8, внутренняя полость 7.6, образованная колпачком 7.5, имеет высоту 7.5.1 не более 1,0 мм, а толщина стенки колпачка 7.5 не более 0,3 мм. Кольцевая канавка 7.3 выполнена на удалении от торца усеченного конуса, равном толщине припаиваемого наконечника рельсового соединителя, имеет радиус закругления 7.9 не более 0,3-0,6 мм и диаметр 7.10 в пределах 5,4-6,0 мм, материал вставки и колпачка дополнительно содержит добавки меди, цинка, никеля, кадмия.
Пайка пистолетом производится следующим образом.
Электродный элемент 7 для пайки цилиндрической частью вставляется в цангу 6 пистолета. В конусно-цилиндрический держатель 22 вставляется промежуточное кольцо 24. К поверхности рельса (ранее зачищенное) прикладывается наконечник рельсового соединителя. При помощи пистолета через отверстие в наконечнике электродный элемент 7 подводится к поверхности рельса. Далее продолжается прижатие электродного элемента, пока керамическое кольцо 24 не будет плотно удерживать наконечник рельсового соединителя на поверхности рельса. В таком положении индикатор 8 должен выти из отверстия 23. Его торцовая плоскость должна сравняться с тыльной плоскостью пистолета. Если этого не происходит, следует поворотом держателя 22 добиться нужного положения, а следовательно, и оптимального зазора пайки. Он будет получен при втягивании электродного элемента якорем электромагнитного устройства. В таком положении следует удерживать пистолет и нажать кнопку 12. При нажатии кнопки произойдет подача рабочего тока, который при прохождении по обмотке 2 создаст электромагнитное поле, под действием которого произойдет перемещение якоря 3 и перемещение центрального стержня 5 с электродным элементом 7, пружина при этом дополнительно сожмется. При отрыве электродного элемента от поверхности рельса возбудится дуга, в течение 1.5-2.0 сек произойдет процесс пайки. Подача электрического тока прекратится, действие электромагнитного поля прекратиться, и пружина начнет разжиматься и прижмет электродный элемент к поверхности, образуя паяное соединение. После остывания хвостовик электродного элемента ударом по нему отламывается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ПАЙКИ НАКОНЕЧНИКОВ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ К РЕЛЬСУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2449867C2 |
| СТЫКОВОЙ ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2011 |
|
RU2478050C2 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ЭЛЕКТРОДУГОВОЙ ПАЙКИ И ПИСТОЛЕТ ДЛЯ ПАЙКИ | 2015 |
|
RU2607508C1 |
| СОЕДИНИТЕЛЬ РЕЛЬСОВЫЙ СТЫКОВОЙ ПРУЖИННЫЙ | 2009 |
|
RU2404318C1 |
| СПОСОБ ПАЙКИ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ К РЕЛЬСУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2390597C1 |
| ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ С ПОМЕХОПОДАВЛЯЮЩИМИ ФИЛЬТРАМИ | 2008 |
|
RU2396651C2 |
| КОНТАКТ ЭЛЕКТРИЧЕСКИЙ | 2008 |
|
RU2397569C2 |
| КОНТАКТНЫЙ ЭЛЕМЕНТ ИЗ КОМПОЗИЦИОННОГО МЕТАЛЛОКЕРАМИЧЕСКОГО МАТЕРИАЛА | 2009 |
|
RU2404319C1 |
| ДИОД ДЛЯ ВРАЩАЮЩЕГОСЯ ВЫПРЯМИТЕЛЯ СИНХРОННОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2021 |
|
RU2757166C1 |
| СОЕДИНИТЕЛЬ РЕЛЬСОВЫЙ | 2006 |
|
RU2330912C1 |
Изобретения могут быть использованы для получения паяных соединений наконечников рельсовых электрических соединителей с поверхностью рельсов. В корпусе пистолета имеется электромагнитное устройство, содержащее ярмо в виде двух цилиндров, внутри которого установлена пружина, выполняющая несколько функций. Пружина прижимает электродный элемент к поверхности пайки. В качестве обмотки электромагнита пружина отжимает якорь, а также является проводником рабочего тока. Наличие кольца на торцевой поверхности якоря обеспечивает задержку отрыва якоря, способствующую остыванию расплавленного припоя, что предотвращает его выплеск из зоны пайки при движении электродного элемента. Замыкание двух контактов и подача рабочего тока происходит только при прижатом электродном элементе, сжатии пружины и некотором отводе центрального стержня с запорной втулкой. В процессе пайки кнопка включения удерживается во включенном положении. Кинематическая связь деталей пистолета делает его надежным и безопасным в работе. Контроль и регулировка оптимального зазора при пайке осуществляют путем перемещения конусно-цилиндрического держателя и визуального наблюдения за выходом индикатора из отверстия в корпусе. Выполнение кольцевой канавки на заданном удалении от торца электродного элемента снижает усилие при удалении его хвостовика. 2 н. и 2 з.п. ф-лы, 2 ил.
1. Пистолет для электродуговой пайки наконечников рельсовых соединителей, содержащий корпус, внутри которого имеются электромагнитное устройство, содержащее ярмо, якорь и обмотку, центральный стержень, на одном конце которого установлена цанга для удержания электродного элемента, электродный элемент, устройство контроля и регулировки оптимального зазора между электродным элементом и поверхностью пайки, пружина для прижатия электродного элемента к поверхности пайки, промежуточное защитное керамическое кольцо, токопровод для пропускания рабочего тока и устройство включения подачи энергии в зону пайки, отличающийся тем, что ярмо электромагнитного устройства состоит из двух цилиндров разной высоты и диаметра, входящих друг в друга и соединенных соосно плоскостью с их торцовой стороны, якорь электромагнитного устройства выполнен в виде ступенчатой втулки, больший диаметр которой меньше внутреннего диаметра большего цилиндра, образующего ярмо, и неподвижно закреплен на центральном стержне, выполненном из диамагнитного материала, центральный стержень подвижно установлен внутри цилиндра меньшего диаметра, образующего ярмо, на торцевой поверхности якоря, обращенной к ярму, установлено кольцо, выполненное из диамагнитного токопроводящего материала, между цилиндрами внутри ярма размещена обмотка электромагнитного устройства, выполненная в виде пружины из диамагнитного токопроводящего упругого материала и установленная соосно относительно цилиндров на токопроводящих вставках, обмотка с одной стороны электрически соединена через токопроводящую вставку с якорем и через него с центральным стержнем, а с другой стороны через токопроводящую вставку и гибкий проводник электрического тока - с устройством включения подачи энергии в зону пайки, при этом она является токопроводом рабочего тока в процессе пайки и пружиной для прижатия электродного элемента к поверхности пайки перед началом и после окончания процесса пайки, устройство включения подачи энергии в зону пайки содержит два контактных элемента, кнопку, пружину для отжатия кнопки, жесткую диэлектрическую пластину, упругую металлическую пластину и запорную втулку, при этом один контактный элемент неподвижно установлен на корпусе пистолета и соединен токопроводом с источником питания, второй контактный элемент установлен на жесткой диэлектрической пластине, один конец которой неподвижно соединен с упругой металлической пластиной, соединенной с корпусом, а второй конец подвижно соединен с запорной втулкой, неподвижно закрепленной на центральном стержне, кнопка установлена с возможностью замыкания контактных элементов при отведенной посредством центрального стержня запорной втулке в крайнее положение и прижатом к поверхности пайки электродном элементе, а устройство контроля и регулировки оптимального зазора между электродным элементом и поверхностью пайки состоит из индикатора и подвижного конусно-цилиндрического держателя, при этом индикатор неподвижно закреплен на конце центрального стержня, выполнен из диэлектрического материала с выходом из отверстия, выполненного в корпусе пистолета с тыльной стороны, а конусно-цилиндрический держатель соединен с корпусом, имеет проточку на конусной части для крепления керамического кольца и отверстие для выхода цанги, закрепленной на центральном стержне и удерживающей электродный элемент.
2. Пистолет по п.1, отличающийся тем, что пружина состоит из двух независимых пружин, установленных коаксиально, при этом одна имеет 11 витков, вторая - 13 витков, а сечение упругого элемента пружин имеет прямоугольную форму 1,5×8,0 мм,
3. Пистолет по п.1, отличающийся тем, что контактные элементы устройства включения подачи энергии выполнены из композиционного металлокерамического материала.
4. Электродный элемент для пистолета для электродуговой пайки наконечников рельсовых соединителей, выполненный в виде тела вращения, состоящий из двух цилиндров различного диаметра, на цилиндре большего диаметра выполнена кольцевая канавка, на его торце закреплена цилиндрическая вставка из серебросодержащего материала, имеющая диаметр меньше диаметра цилиндра, вставка из серебросодержащего материала закрыта тонкостенным колпачком из серебросодержащего материала с образованием внутренней полости между поверхностью колпачка и торцом цилиндрической вставки из серебросодержащего материала, заполненной флюсом, отличающийся тем, что на цилиндре большего диаметра выполнен усеченный конус, высотой 1,0-1,5 мм, меньший диаметр усеченного конуса на 1,5-1,8 мм меньше диаметра цилиндра, а вставка из серебросодержащего материала закреплена на торце усеченного конуса и имеет высоту 4,0-4,5 мм, тонкостенный колпачок из серебросодержащей пластины закреплен с натягом на усеченном конусе, внутренняя полость, образованная колпачком, имеет высоту не более 1,0 мм, толщина стенки колпачка составляет не более 0,3 мм, кольцевая канавка выполнена на удалении от торца усеченного конуса, равном толщине припаиваемого наконечника рельсового соединителя, имеет радиус закругления не более 0,3-0,6 мм и диаметр 5,4-6,0 мм, а материал вставки и колпачка дополнительно содержит добавки меди, цинка, никеля, кадмия.
| КОМПОЗИЦИОННОЕ БИКОМПОНЕНТНОЕ ВОЛОКНО, ОБЛАДАЮЩЕЕ ОЧЕНЬ ВЫСОКОЙ НАСЫЩЕННОСТЬЮ ЦВЕТА, И МАТЕРИАЛЫ ТИПА ЗАМШИ, ВЫПОЛНЕННЫЕ ИЗ НЕГО | 2004 |
|
RU2305145C2 |
| WO 9516541 A1, 22.06.1995 | |||
| Поршневой бетононасос с гидравлическим приводом | 1938 |
|
SU54595A1 |
| УСТРОЙСТВО ДЛЯ СИГНАЛИЗАЦИИ СТЕПЕНИ ЗАГРУЖЕННОСТИ ШАХТНОЙ ПЕЧИ ШИХТОЙ | 1949 |
|
SU87949A1 |
| Устройство для сбора нефти с водной поверхности | 1946 |
|
SU70838A1 |
| СПОСОБ И ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПИЩЕВЫХ ПРОДУКТОВ, ОБРАЗОВАННЫХ ПУТЕМ СОЕДИНЕНИЯ КОМПЛЕМЕНТАРНЫХ ЧАСТЕЙ | 2008 |
|
RU2446698C2 |

