Изобретение относится к лесной промышленности и может быть использовано для производства строительных материалов, используемых в деревянном домостроении.
Известны клееные оцилиндрованные бревна фирм «HONKA» (http://www.honka.com), «Rovaniemi» (http://www.rovaniemi.ru), «АСБ-C» (http://www.asbmweb.ru) и др. Клееные бревна содержат центральную часть, выполненную в виде бруса, образованного из нескольких частей продольной или поперечной ориентации. На противолежащих верхней и нижней поверхностях клееных оцилиндрованных бревен изготовлены продольные установочные пазы, а также соответствующие им опорные выступы; боковины с продольной плоской поверхностью и выпуклой поверхностью соединены посредством клеевой прослойки плоской поверхностью с соответствующей боковой поверхностью центральной части - брусом [1].
Недостатки клееных оцилиндрованных бревен: снижение тепло- и воздухообмена между внешней и внутренней средой строения за счет наличия сплошной клеевой прослойки по всей высоте бревна как между боковинами и брусом, так и между частями бруса. Пониженные долговечность и качество при атмосферном и биологическом воздействии на внешние поверхности бревна сопровождают ухудшением его эстетичного внешнего вида.
Известна конструкция и ее варианты, а также технология изготовления клееного оцилиндрованного бревна, в соответствии с которой осуществляется формирование центральной части бревна в форме бруса и двух цельных боковин в форме сегмента бревна; приклеивание боковин к боковым поверхностям центральной части клеевыми прослойками с промежутками между ними, а также последующую механическую обработку бревна [2].
Изобретение позволяет добиться естественного кондиционирования построек с использованием клееного бревна, однако не решается проблема повышения его биологической стойкости при атмосферном воздействии на внешние поверхности бревна, что снижает его качество и долговечность, ухудшает внешний эстетичный вид.
Задачей изобретения является разработка конструкции и способа изготовления клееного оцилиндрованного бревна с высокими эксплуатационными и механическими характеристиками, качеством и долговечностью; сохранение его эстетичного вида при длительном сроке эксплуатации.
Задача по разработке новой конструкции клееного оцилиндрованного бревна достигается тем, что его боковые (боковая) части выполнены из термически модифицированной древесины и/или более качественных и стойких пород древесины к атмосферному и/или биологическому воздействию, при этом геометрические параметры боковых (боковой) и центральной частей бревна или их составных заготовок варьируются в зависимости от диаметра и требуемых физико-механических свойств бревна.
Задача по изготовлению новой конструкции клееного оцилиндрованного бревна достигается тем, что первоначально осуществляется сушка и термическая модификация боковых частей, выполненных в виде цельных сегментов заболонной части бревна, затем механическая обработка поверхностей склеивания, крепление боковых частей с центральной частью и чистовая обработка полученного клееного бревна, например фрезерованием или точением. В случае, когда боковые части выполнены из цельных и/или клееных пиломатериалов прямоугольного профиля в поперечном сечении, например брусьев, первоначально осуществляется сушка боковых частей и/или их составных заготовок, термическая модификация и склеивание с центральной частью. А после склеивания центральной и боковых частей осуществляется их оцилиндровка. Возможно осуществление процесса термической модификации боковых частей в склеенном виде.
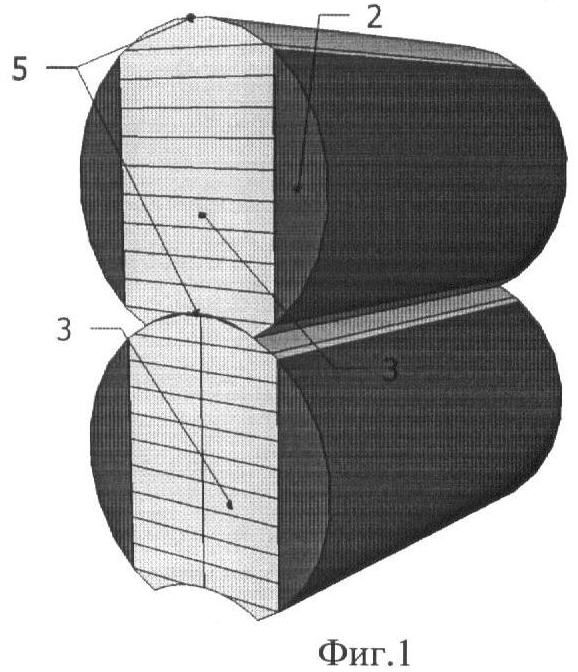
На фиг.1 изображено клееное оцилиндрованное бревно, содержащее центральную часть, выполненную из клееного многослойного бруса, и боковые части, выполненные из цельной термически модифицированной древесины и/или более качественных и стойких пород древесины к атмосферному, биологическому воздействию. Противоположные верхняя и нижняя поверхности клееного оцилиндрованного бревна имеют продольный установочный паз и соответствующий ему опорный выступ.
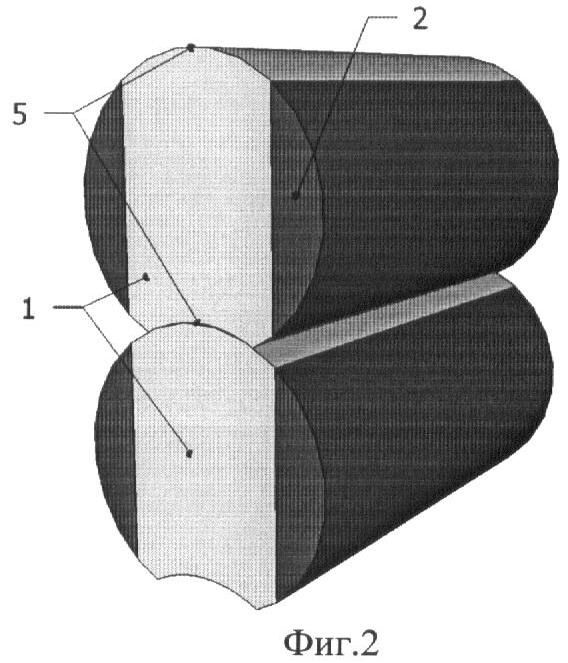
На фиг.2 изображено клееное оцилиндрованное бревно, содержащее центральную часть, выполненную из цельного бруса, и боковые части, выполненные из цельной термически модифицированной древесины и/или более качественных и стойких пород древесины к атмосферному, биологическому воздействию. Противоположные верхняя и нижняя поверхности клееного оцилиндрованного бревна имеют продольный установочный паз и соответствующий ему опорный выступ.
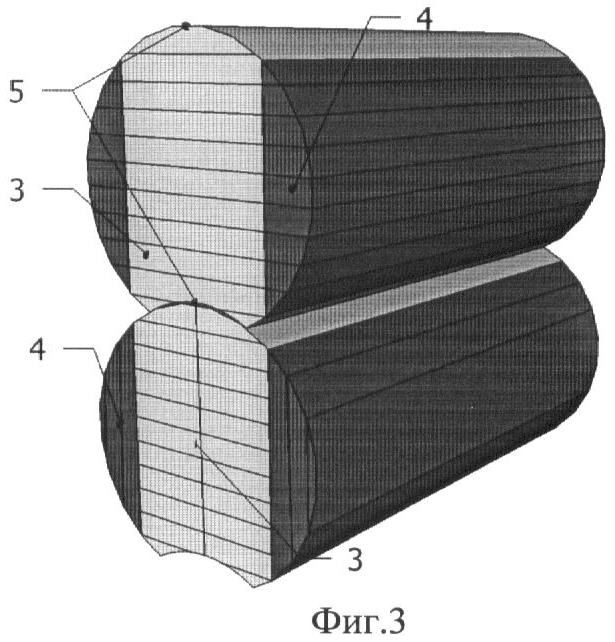
На фиг.3 изображено клееное оцилиндрованное бревно, содержащее центральную часть, изготовленную из клееного многослойного бруса, и боковые части из клееной термически модифицированной древесины и/или более качественных и стойких пород древесины к атмосферному, биологическому воздействию. При этом клееные элементы боковых частей могут иметь как продольную, так и поперечную ориентацию. Противоположные верхняя и нижняя поверхности клееного оцилиндрованного бревна имеют продольный установочный паз и соответствующий ему опорный выступ.
На фиг.4 изображено клееное оцилиндрованное бревно, содержащее центральную часть, изготовленную из цельного бруса, и боковые части из клееной термически модифицированной древесины и/или более качественных и стойких пород древесины к атмосферному, биологическому воздействию. При этом клееные элементы боковых частей могут иметь как продольную, так и поперечную ориентацию. Противоположные верхняя и нижняя поверхности клееного оцилиндрованного бревна имеют продольный установочный паз и соответствующий ему опорный выступ.
Клееное оцилиндрованное бревно состоит из центральной части в форме цельного бруса 1 или клееного бруса 3 с продольным и/или поперечным размещением внутренних слоев, боковых частей в форме сегментов цельных, например оцилиндрованных бревен 2, или клееных боковых частей 4 с продольным и/или поперечным размещением внутренних слоев. При этом боковые части 2, 4 выполнены из термически модифицированной древесины и/или более качественных и стойких пород древесины к атмосферному, биологическому воздействию. Противоположные верхняя и нижняя поверхности клееного оцилиндрованного бревна 5 имеют продольный установочный паз и соответствующий ему опорный выступ. Использование боковых частей из термически модифицированной древесины повышает эксплуатационные характеристики, качество и долговечность клееного оцилиндрованного бревна, сохраняя его эстетичный вид при длительном сроке эксплуатации. Использование центральных частей из цельной и клееной древесины способствует повышению механических свойств клееного оцилиндрованного бревна.
Способ изготовления клееных оцилиндрованных бревен заключается в следующем. Первоначально осуществляется изготовление центральной части бревна, которая может быть изготовлена как из цельной 1, так и из клееной 3 древесины. Боковые части клееных оцилиндрованных бревен аналогично центральной части изготавливаются из цельной 2 или клееной 4 древесины. При этом в случае использования центральной и боковых частей из цельной древесины 1, 2 возможно их изготовление из заранее оцилиндрованного бревна. При изготовлении центральной и боковых частей из клееной древесины 3, 4 возможна как продольная, так и поперечная ориентация их внутренних слоев (фиг.3).
С целью повышения биологической стойкости боковых частей 2, 4 бревен осуществляется их сушка и последующая термическая модификация и/или боковые части изготавливаются из более качественных и стойких пород древесины к атмосферному, биологическому воздействию. Это позволяет добиться повышения эксплуатационных характеристик бревен, их качества и долговечности, сохранения эстетичного вида при длительном сроке эксплуатации. При этом выполнение процесса термической модификации боковых частей, изготовленных из клееной древесины, возможно после их склеивания.
Затем осуществляется крепление боковых 2, 4 и центральной частей 1, 3 бревна между собой по механически обработанным плоским и/или впоследствии профилированным поверхностям клеевыми прослойками, по всей или частичной площади соприкосновения частей. На противоположных верхней и нижней поверхностях клееного оцилиндрованного бревна изготовляется продольный установочный паз и соответствующий ему опорный выступ 5. После этого осуществляется чистовая обработка полученного клееного бревна, например, фрезерованием или точением.
В случае изготовления боковых частей из цельных и/или клееных пиломатериалов прямоугольного профиля в поперечном сечении, например брусьев, первоначально выполняется сушка боковых частей и/или их составных заготовок, термическая модификация и склеивание с центральной частью, а после склеивания осуществляется их оцилиндровка.
Использование изобретения позволит повысить эксплуатационные и механические характеристики, качество и долговечность клееного оцилиндрованного бревна, сохранить его эстетичный вид при длительном сроке эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕЕНОЕ ОЦИЛИНДРОВАННОЕ БРЕВНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2325988C1 |
| Профилированный брус | 2020 |
|
RU2755248C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2515229C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ПИЛОМАТЕРИАЛОВ ИЗ БРЕВЕН | 2011 |
|
RU2462349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2521713C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2514295C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ РАЗНОПОРОДНОГО СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2521676C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ РАЗНОПОРОДНОГО СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2520017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ РАЗНОПОРОДНОГО СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2519885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ РАЗНОПОРОДНОГО СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2527031C1 |
Клееное оцилиндрованное бревно содержит центральную часть в форме цельного бруса (1) и клееные боковые части (4) в форме сегментов бревен. Боковые и центральная части бревна скреплены между собой по плоским и/или впоследствии профилированным поверхностям. Боковые и центральная части бревна скреплены клеевыми прослойками по всей или частичной площади соприкосновения частей. Верхняя и нижняя поверхности (5) клееного бревна имеют продольный установочный паз и соответствующий ему опорный выступ. Боковые части клееного оцилиндрованного бревна выполнены из термически модифицированной древесины и/или более качественных и стойких пород древесины к атмосферному и/или биологическому воздействию. Геометрические параметры боковых и центральной частей бревна или их составных заготовок варьируются в зависимости от диаметра и требуемых физико-механических свойств бревна. При изготовлении клееного оцилиндрованного бревна формируют центральную часть в форме бруса и две боковые части в форме сегмента бревна. Крепят боковые части к центральной части по плоским и/или впоследствии профилированным поверхностям клеевыми прослойками. Первоначально осуществляется сушка и термическая модификация боковых частей. Затем механически обрабатывают поверхности склеивания. Крепят боковые части к центральной части. Осуществляют чистовую обработку полученного клееного бревна фрезерованием или точением. 2 н. и 3 з.п. ф-лы, 4 ил.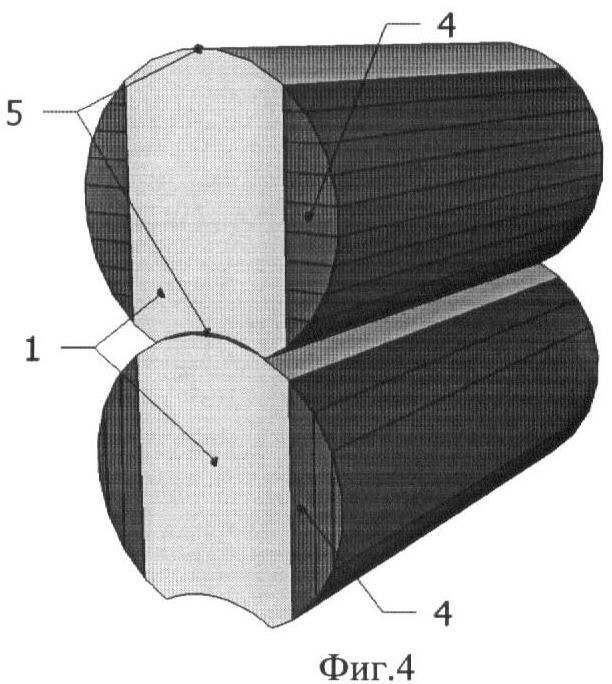
1. Клееное оцилиндрованное бревно, содержащее центральную часть, выполненную в форме бруса, например, клееного и боковые части в форме сегментов бревен, например, клееные; боковые и центральная части бревна скреплены между собой по плоским и/или впоследствии профилированным поверхностям клеевыми прослойками по всей или частичной площади соприкосновения частей; противоположные верхняя и нижняя поверхности клееного оцилиндрованного бревна имеют продольный установочный паз и соответствующий ему опорный выступ, отличающееся тем, что боковые (боковая) части клееного оцилиндрованного бревна выполнены из термически модифицированной древесины и/или более качественных и стойких пород древесины к атмосферному и/или биологическому воздействию, при этом геометрические параметры боковых (боковой) и центральной частей бревна или их составных заготовок варьируются в зависимости от диаметра и требуемых физико-механических свойств бревна.
2. Способ изготовления клееного оцилиндрованного бревна, включающий формирование центральной части в форме бруса, например, клееного, и двух боковых частей в форме сегмента бревна; крепление боковых частей к центральной части, осуществляющееся по плоским и/или впоследствии профилированным поверхностям клеевыми прослойками, отличающийся тем, что первоначально осуществляется сушка и термическая модификация боковых частей, затем механическая обработка поверхностей склеивания, крепление боковых частей с центральной частью и чистовая обработка полученного клееного бревна, например, фрезерованием или точением.
3. Способ изготовления клееного оцилиндрованного бревна по п.2, отличающийся тем, что боковые части выполнены из цельных и/или клееных пиломатериалов прямоугольного профиля в поперечном сечении, например брусьев, при этом первоначально осуществляется сушка боковых частей и/или их составных заготовок, термическая модификация и склеивание с центральной частью.
4. Способ изготовления клееного оцилиндрованного бревна по п.3, отличающийся тем, что термическая модификация боковых частей осуществляется в склеенном виде.
5. Способ изготовления клееного оцилиндрованного бревна по п.2 или 3, отличающийся тем, что после склеивания центральной и боковых частей осуществляется их оцилиндровка.
| КЛЕЕНОЕ ОЦИЛИНДРОВАННОЕ БРЕВНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2325988C1 |
| КЛЕЕНЫЙ ДЕРЕВЯННЫЙ ЭЛЕМЕНТ | 1999 |
|
RU2168594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРЕВЕНЧАТОГО ИЗДЕЛИЯ И БРЕВЕНЧАТОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 1992 |
|
RU2105104C1 |
| US 20060263567 A1, 23.11.2006 | |||
| US 20060162851 A1, 27.07.2006. | |||

