Заявляемое изобретение относится к складному респиратору, имеющему первую и вторую закраины, выполненные на обеих сторонах маски.
УРОВЕНЬ ТЕХНИКИ
Человек надевает и носит респиратор, по меньшей мере, с одной из двух целей:
(1) предотвратить попадание загрязнений или загрязняющих веществ в дыхательные пути; и (2) защитить других людей или предметы от попадания на них болезнетворных микроорганизмов и других загрязняющих частиц, содержащихся в воздухе, который он выдыхает. В первом случае респиратором пользуются в обстановке, когда в воздухе содержатся вредные для человека частицы, например, в автомастерской. Во втором случае респиратором пользуются в обстановке, когда существует риск заражения других людей или попадания загрязняющих частиц на предметы, например/ в операционной или стерильной комнате.
Для достижения этих целей разработаны различные респираторы. Некоторые респираторы относят к категории "фильтрующих масок", поскольку маска сама по себе действует как фильтр. В отличие от респираторов, в которых используются резиновые или высокоэластичные маски с присоединяемыми к ним фильтрующими патронами (например, описаны в патенте US RE39493) или вставными прессованными фильтрующими элементами (например, описаны в патенте US 4790306), в респираторах с фильтрующей маской фильтрующая среда занимает большую часть маски, что исключает необходимость установки или замены фильтрующего патрона. Такие респираторы с фильтрующей маской обычно представлены в двух видах: прессованные или фасонные респираторы и складные респираторы.
Фасонные респираторы обычно содержат нетканые сетки, выполненные из термически соединенных волокон, или сквозные пластмассовые сетки, что обеспечивает придание маске чашеобразной формы. Фасонные респираторы сохраняют свою форму при использовании и хранении. Следовательно, такие респираторы невозможно складывать для хранения и перевозки. В качестве примеров можно привести патенты на изобретения US 7131442, US 6923182, US 6041782, US 4873972, US 4850347, US 4807619, US 4536440 и патент на промышленный образец US Des. 285374, в которых описаны фасонные респираторы.
Складные респираторы, как это следует из их названия, могут складываться для перевозки и хранения. Они также могут раскрываться в чашеобразную форму для использования. Примеры складных респираторов описаны в патентах US 6568392, US 6484722 и US 6394090.
Несмотря на то, что складные респираторы удобны тем, что их можно складывать для перевозки и хранения/ для таких респираторов гораздо сложнее обеспечить сохранение их чашеобразной формы во время использования. Для сохранения чашеобразной формы в таких масках предлагалось использовать сварные швы, фальцы и складки. В плоских элементах - панелях маски также стали предусматривать элементы жесткости (описаны в упомянутых выше патентах US 6568392, US 6484722). Заявляемое изобретение, как это описано ниже, обеспечивает улучшение конструктивной целостности складного респиратора во время его использования, удобство при его надевании и снимании, а также высокую плотность прилегания и подгонки респиратора к лицу пользователя.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В заявляемом изобретении описан складной респиратор, включающий лямки, маску и первую и вторую закраины. Маска выполнена с возможностью складывания в плоскую форму для хранения и раскрытия в чашеобразную форму для использования. Маска имеет фильтрующую структуру и первую и вторую закраины, расположенные на первой и второй боковых сторонах маски. Первая и вторая закраины выступают латерально (или вбок) и фронтально от маски, если смотреть на маску когда она находится в сложенном состоянии.
Изобретатели обнаружили, что использование первой и второй закраин на противоположных сторонах маски является полезным как для того, чтобы удерживать маску у поверхности лица, так и для того, чтобы маска плотнее к нему прилегала. Закраины обеспечивают наличие твердой поверхности на маске, за которую пользователь может легко ухватиться пальцами, чтобы правильно расположить маску, когда ее нужно надеть и подогнать или снять. Закраины также действуют как рычаг, передающий усилие натяжения, создаваемого лямками. Посредством закраин пользователь надевает маску движением сверху вниз на нос, размещает маску под глазами и в области под подбородком. Закраины также полезны тем, что за счет них маска раскрывается в чашеобразную форму и отходит от поверхности лица.
Глоссарий терминов
Термины, приведенные ниже, имеют следующие значения.
Под "делить пополам" подразумевается разделить на две в общем смысле равные части.
Под "включает (или включающий)" подразумевается стандартный в патентной терминологии общий термин, который в большинстве случаев является синонимом к терминам "включает в себя", "имеющий" или "содержащий". Несмотря на то, что термины "включает", "включает в себя", "имеющий" и "содержащий" и их варианты являются общеупотребительными, открытыми терминами, заявляемое изобретение также может быть соответственно описано с использованием более узких терминов, например такого, как "состоит по существу из", являющегося термином полуоткрытого типа, поскольку он исключает только те признаки, которые могли бы оказать негативное влияние на осуществление изобретенного респиратора по его основному назначению.
Под "чистым воздухом" подразумевается воздух окружающей атмосферы, который был отфильтрован от загрязняющих веществ.
Под "загрязняющими веществами" подразумеваются частицы (в т.ч. пыльцы, аэрозоли и испарений) и/или других веществ, которые в общем смысле не рассматриваются как частицы (например, органические вещества в газообразном состоянии и т.д.), но которые могут находиться во взвешенном состоянии в воздухе.
Под "поперечным сечением" подразумевается сечение, которое проходит поперек респиратора, если смотреть на него с фронтальной (лицевой) стороны.
Под "чашеобразной формой" подразумевается любая сосудообразная форма, выполненная с возможностью надлежащим способом закрывать нос и рот человека.
Под "наружным газовым пространством" подразумевается пространство окружающего воздуха/ в которое попадает выдыхаемый газ после прохождения сквозь маску наружу и/или через клапан выдоха.
Под "фильтрующей маской" подразумевается такая конструкция, при которой непосредственно маской осуществляется фильтрация проходящего сквозь нее воздуха, в ней нет различных фильтрующих патронов или вставленных фасонных фильтрующих элементов, прикрепленных к маске или отлитых в ней, которые бы выполняли эту задачу.
Под "фильтром" или "фильтрующим слоем" подразумевается один или несколько слоев воздухопроницаемого материала, слой (слои) которого приспособлен для непосредственного удаления загрязняющих веществ (таких, как частицы) из проходящего сквозь него потока воздуха.
Под "фильтрующей средой" подразумевается воздухопроницаемая структура, предназначенная для удаления загрязняющих веществ из проходящего сквозь нее воздуха;
Под "фильтрующей структурой" подразумевается конструкция, включающая фильтрующую среду или фильтрующий слой;
Под "первой боковой стороной" подразумевается участок маски, расположенный по одну сторону плоскости, разделяющей пополам типовой образец маски в направлении поперечного сечения.
Под "закраиной" подразумевается выступающая часть, которая обеспечивает конструктивную целостность или прочность той части, из которой она выступает.
Под "фронтально" подразумевается отходящий от периметра маски, когда она сложена.
Под "лямками" подразумевается конструкция или комбинация элементов, которые помогают удерживать маску на лице.
Под "выполненным за одно целое" подразумевается изготовленный вместе в одно и то же время, т.е, как одна часть, а не как две отдельно изготовленные части, соединенные затем друг с другом.
Под "внутренним газовым пространством" подразумевается пространство между маской и поверхностью лица.
Под "латерально" подразумевается отходящий вбок от плоскости, разделяющей пополам типовой образец маски в направлении поперечного сечения, когда маска сложена.
Под "границей раздела" подразумевается сгиб, фальц, сварной шов, клеевой шов, стежка, закрепление на петлях и/или любая их комбинация.
Под "маской" подразумевается воздухопроницаемая конструкция, предназначенная для того, чтобы человек надевал ее на нос и рот и помогающая отделить внутреннее газовое пространство от внешнего газового пространства.
Под "носовым зажимом" подразумевается механическое устройство (за исключением поролоновой насадки), предназначенное для повышения надежности уплотнения, по меньшей мере, вокруг носа пользователя.
Под "периметром" подразумевается наружный край маски, который, как правило, располагается в большинстве случаев в непосредственной близости к поверхности лица, когда человек надевает респиратор.
Под "складкой" подразумевается участок, выполненный с возможностью складываться путем сгибания.
Под "полимерный" или "пластмассовый" подразумевается материал, который, в основном, включает один или несколько полимеров и который может содержать также другие ингредиенты.
Под "множеством" подразумевается два или более.
Под "респиратором" подразумевается устройство для очистки воздуха, которое человек носит, чтобы дышать чистым воздухом.
Под "второй боковой стороной " подразумевается участок маски, расположенный по одну стороны плоскости, разделяющей пополам типовой образец маски в направлении поперечного сечения (вторая боковая сторона располагается напротив первой стороны).
Под "плотным прилеганием" или "прилегать плотно" подразумевается то, что между маской и лицом пользователя обеспечивается по существу воздухонепроницаемое прилегание (или по существу герметичное).
Под "петлицей" подразумевается часть, имеющая достаточную площадь поверхности для крепления другого элемента.
Под "поперечно отступающий" подразумевается отступающий в общем смысле в направлении поперечного сечения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг.1 изображен в аксонометрии вид спереди складного респиратора 10 в соответствии с заявляемым изобретением, при этом показано лицо человека в респираторе.
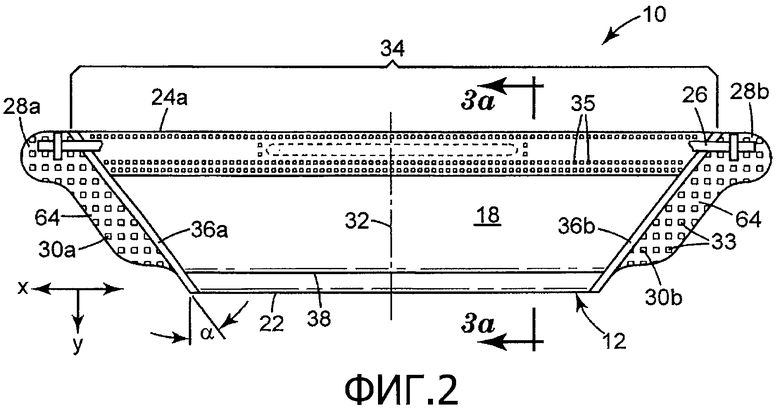
На Фиг 2 показан в плане респиратор 10, изображенный на Фиг.1.
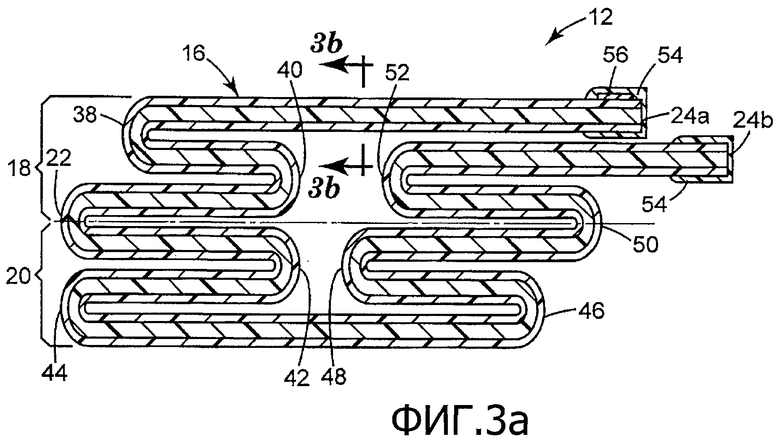
На Фиг.3а показано боковое сечение маски 12, выполненное вдоль линий 3a-3а, изображенных на Фиг.2.
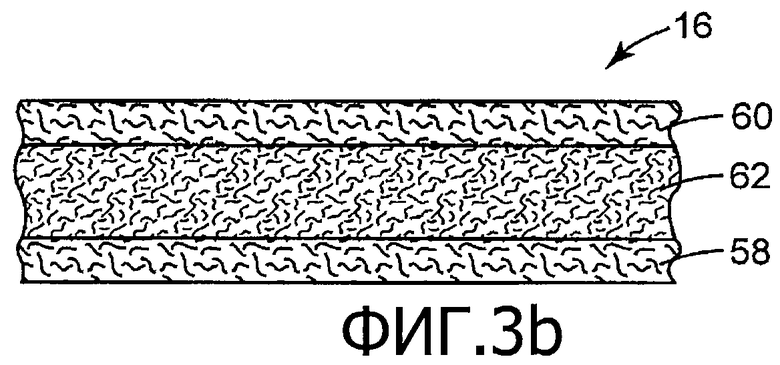
На Фиг.3b показано боковое сечение фильтрующей структуры 16, выполненное вдоль линий 3b-3b, изображенных на Фиг.3а.
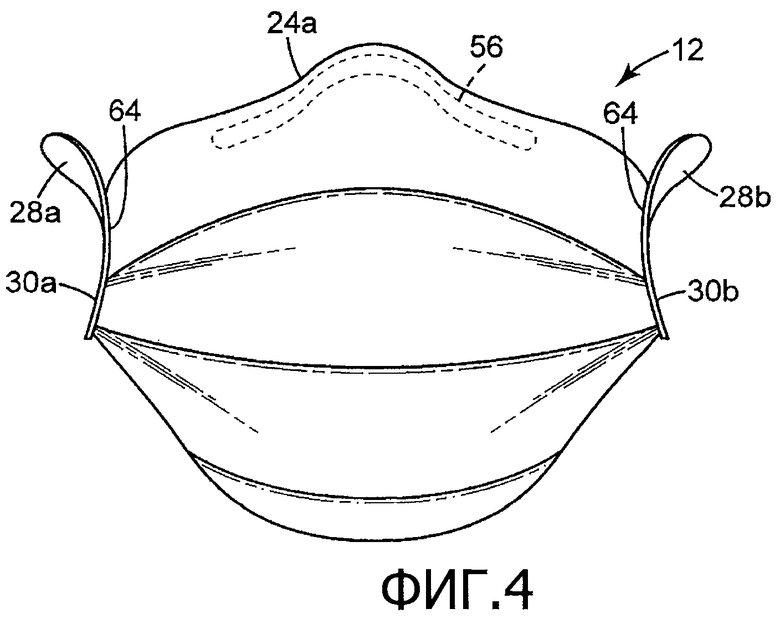
На Фиг.4 показан в аксонометрии вид спереди маски 12, которую можно использовать в соответствии с заявляемым изобретением.
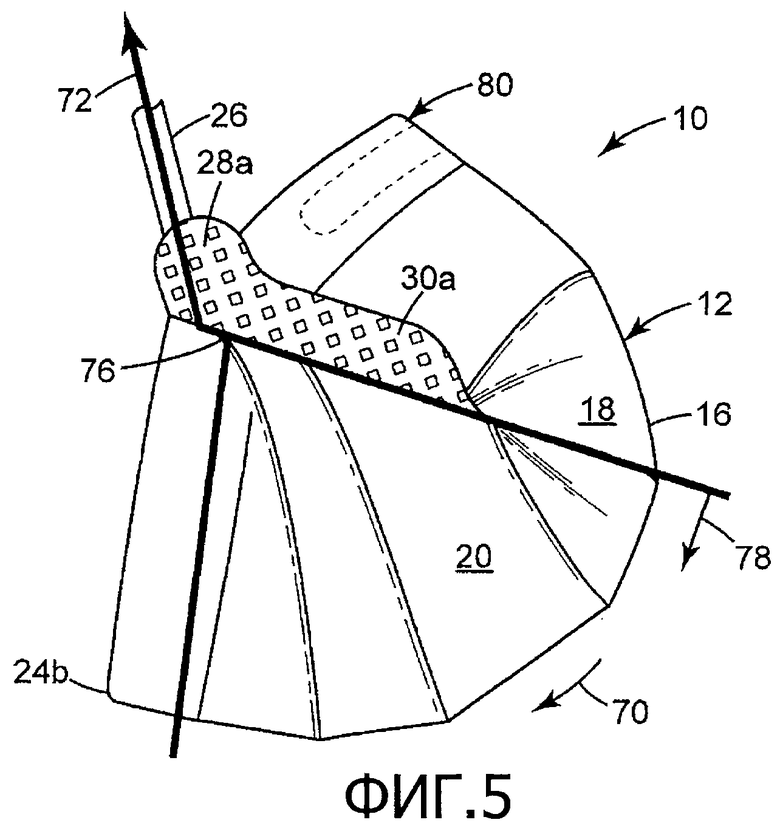
На Фиг.5 показан в аксонометрии вид сбоку респиратора 10, демонстрирующий, каким образом с помощью закраин можно улучшить прилегание.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В заявляемом изобретении описан складной респиратор, имеющий первую и вторую закраины, расположенные на первой и второй противоположных боковых сторонах маски. Обнаружено, что первая и вторая закраины обеспечивают более плотное прилегание маски к поверхности лица. Полезность такого обеспеченного закраинами прилегания может быть различная. Во-первых, закраины способствуют обеспечению конструктивной целостности маски, чтобы она сохраняла пространственную чашеобразную форму и не соприкасалась со ртом человека во время использования. Складные респираторы не изготавливаются формованием и, следовательно, могут терять желаемую для прилегания к лицу форму после использования в течение продолжительных периодов времени. Непреднамеренное наталкивание маской на внешние предметы во время работы, а также влага, содержащаяся в выдыхаемом воздухе и окружающей среде, могут привести к потере формы маски, в результате чего внутренняя поверхность маски будет соприкасаться с лицом пользователя. Наличие первой и второй закраин, выступающих латерально и фронтально от маски, когда она раскрыта, позволяет сохранять такую желаемую отступающую ото рта форму. Во-вторых, первая и вторая закраины имеют петлицы с каждой стороны маски, чтобы пользователь мог ее соответствующим образом подогнать к лицу при использовании. Пользователю, работающему в респираторе не нужно прижимать наружные слои маски, чтобы добиться желаемого прилегания. Таким образом, закраины являются удобным средством для подгонки маски. В-третьих, закраины действуют как элементы конструкции, посредством которых маску можно надевать сверху вниз, чтобы она плотнее прилегала к носу и к области под подбородком пользователя. Это преимущество описано ниже более детально со ссылкой на Фиг.6. В-четвертых, благодаря закраинам маска легко снимается, даже если на руках перчатки. В-пятых, когда маска снята, закраины можно потянуть в противоположных направлениях, чтобы маска снова приняла плоскую форму без дополнительных ручных манипуляций.
На Фиг.1 показан пример складного респиратора 10, который можно использовать в соответствии с заявляемым изобретением, чтобы пользователь дышал чистым воздухом. Как показано, респиратор 10 имеет маску 12 и лямки 14. Маска 12 имеет фильтрующую структуру 16, сквозь которую должен проходить вдыхаемый воздух, прежде чем он попадет в органы дыхания пользователя. Посредством фильтрующей структуры 16 загрязняющие вещества из окружающей среды удаляются, чтобы пользователь дышал свежим воздухом. Маска 12 имеет верхнюю часть 18 и нижнюю часть 20. Верхняя часть 18 и нижняя часть 20 отделены границей раздела 22. В данном примере осуществления изобретения границей раздела 22 является складка, которая проходит поперек центральной части маски. Маска 12 также имеет периметр, который включает в себя верхний участок 24а и нижний участок 24b. Лямки 14 выполнены в виде ленты 26, соединенной скобой с петлицей 28а. Как показано, петлица 28а выполнена за одно целое с закраиной 30а.
На Фиг.2 показано, что респиратор 10 может иметь первую и вторую закраины, расположенные на противоположных боковых сторонах маски 12. Лента 26 соединена скобой с каждой петлицей 28а, 28b. Закраины 3а и 30b выступают латерально и фронтально от маски. Закраина выступает латерально от маски, в том смысле, что она отходит от плоскости 32, делящей пополам маску в направлениях х. Закраины 30а и 30b также фронтально выступают от маски 12 в том смысле, что они отходят от периметра 24а в направлении складки 22 маски 12, что показано стрелкой у. Каждая закраина обычно имеет площадь поверхности примерно 1-15 см2, более типично - примерно 2-12 см2, еще более типично - примерно 5-10 см2. Закраины также обычно отходят от маски по меньшей мере на 2 мм, более типично - по меньшей мере на 5 мм, еще более типично - по меньшей мере на 1-2 см. Закраины 30а, 30b могут быть выполнены за одно целое или отдельно с маской, и они могут включать один или несколько или все различные слои, которые содержит маска. То есть, закраинами может быть выступающая часть материала, использованного для изготовления маски, или их можно выполнить из отдельного материала, такого как жесткая или полужесткая пластмасса. Выполненная за одно целое закраина может иметь сварные швы или склеенные швы 33, выполненные на ней для увеличения ее жесткости. Альтернативно, можно использовать клеевой слой для увеличения жесткости закраин. Закраины могут иметь значение модуля упругости при изгибе, по меньшей мере, 10 МПа, более типично, по меньшей мере, 20 МПа, измеренного в случае изгиба вдоль основной поверхности закраины при использовании теста на жесткость к изгибу, описанного ниже. На верхнем конце значение модуля упругости при изгибе обычно составляет менее 100 МПа, более типично - менее 60 МПа. Эти значения (т.е. на верхнем и нижнем концах) приблизительно в два раза больше значения модуля упругости при проведении теста вдоль краев образца. Несмотря на то, что петлицы 28а и 28b показаны на Фиг.2 как имеющие конец, являющийся общим с участком периметра 24а, петлицы, тем не менее, могут выступать за соприкасающийся с лицом периметр края маски, когда человек надевает респиратор, как показано на Фиг.1. Соприкасающийся с лицом край в большинстве случаев занимает участок 34 (показан как взятый в скобки) и, таким образом, не является частью петлицы. Периметр маски может иметь ряд клеевых или сварных швов 35 для соединения различных слоев маски 12. Маска 12 также имеет первую и вторую границы раздела 36а, 36b, расположенные на ее первой и второй боковых сторонах. Первая и вторая закраины 30а и 30b соединены с маской у первой и второй границ раздела 36а, 36b и могут поворачиваться вокруг оси параллельно этим границам раздела, соответственно. Первая и вторая границы раздела 30а, 30b отклонены на угол α от плоскости 32, проходящей перпендикулярно периметру 24а маски 12, если смотреть на маску в плане, когда маска сложена. Угол α может составлять от 0° до примерно 60°, более типично - примерно от 30° до 40°. Верхняя часть 18 имеет, по меньшей мере, одну линию складки 38, проходящей от первой границы раздела 36а до второй границы раздела 36b.
На Фиг.3а показан пример складчатой формы маски 12 в соответствии с изобретением. Как показано, маска 12 имеет складки 22 и 38, уже описанные со ссылкой на Фиг.1 и Фиг.2. Верхняя часть или секция 18 маски 12 также имеет складку 40. Нижняя часть или секция 20 маски 12 имеет складки 42, 44, 46, 48, 50 и 52. Нижняя часть 20 маски 12 может иметь большую площадь поверхности фильтрующей среды, чем верхняя часть 18. Маска 12 также может иметь периферийный каркас 54, который крепится к маске вдоль ее периметра. Периферийный каркас 54 может обхватывать по периметру 24а, 24b маску. Периферийный каркас 54 также может быть продолжением внутреннего покровного слоя 58, сложенным и закрепленным по периметру 24а и 24b. Носовой зажим 56 можно расположить на верхней части 18 маски, по центру близлежащим к периметру между фильтрующей структурой 16 и периферийным каркасом 54. Носовой зажим 56 можно выполнить из гибкого металла или пластмассы и с возможностью подгонки вручную к носу. Как показано, верхняя часть 18 представляет собой сложенную секцию, когда маска 12 сложена, аналогичным образом нижняя часть 20 (Фиг.1) представляет собой сложенную секцию, когда маска сложена для хранения.
На Фиг.3b показано, что фильтрующая структура 16 может иметь один или несколько слоев, таких как внутренний покровный слой 58, внешний покровный слой 60 и фильтрующий слой 62. Внутренний и покровные слои 58 и 60 могут быть выполнены для защиты фильтрующего слоя 62 и предотвращения отделения волокон и их попадания во внутреннее пространство маски. Во время использования респиратора воздух проходит последовательно сквозь слои 60, 62 и 58, прежде чем попадает во внутреннюю часть маски. Затем воздух, находящийся во внутреннем газовом пространстве маски, может вдыхать работающий в респираторе. Во время выдоха воздух проходит в противоположном направлении последовательно сквозь слои 58, 62 и 60. Альтернативно, в маске может быть выполнен клапан выдоха (не показан), чтобы выдыхаемый воздух мог быстро удаляться из внутреннего газового пространства во внешнее газовое пространство и не проходил сквозь фильтрующую структуру 16. Обычно слои 58 и 60 выполняют из набора нетканых материалов, обеспечивающих комфортное ощущение, особенно со стороны фильтрующей структуры, соприкасающейся с лицом пользователя. Устройство различных фильтрующих слоев и покровных слоев, которые можно использовать в конструкции заявляемого респиратора, описаны более детально ниже. Чтобы респиратор прилегал плотнее и пользователь ощущал себя более комфортно, по периметру фильтрующей структуры 16 можно закрепить эластомерное торцевое уплотнение. Такое торцевое уплотнение может радиально выдаваться внутрь, чтобы оно касалось лица человека, когда он надевает респиратор. Примеры торцевых уплотнений описаны в патентах US 6568392, US 5617849, US 4600002 и СА 1296487. Фильтрующая структура также может иметь структурное плетение или металлическую сетку, расположенную рядом, по меньшей мере, с одним или несколькими слоями 58, 60 или 62, обычно рядом с наружной поверхностью внешнего покровного слоя 60. Использование такой металлической сетки описано в американской заявке №12/338 091 под названием "Растягивающаяся лицевая маска с армирующей сеткой" (номер дела 65000US002).
На Фиг.4 показана маска 12 при использовании. Закраины 30а, 30b могут быть расположены на первой и второй боковых сторонах маски так, что во время использования складываются вовнутрь маски. При желании маска и/или соприкасающаяся с ней боковая сторона закраин 30а, 30b может иметь крепежное средство, которое обеспечивает соединение каждой закраины 30а, 30b с маской в области основной поверхности 64 закраины. Такое крепежное средство может включать клейкую ленту, покрытую защитной пленкой, застежку "липучку" или застежки любого другого пригодного химического, физического или механического типа.
На Фиг.5 схематично показано, как посредством приложения к закраине 30а направленного вдоль ее длины тянущего усилия, создаваемого лентой 26 лямок, маска надевается в направлении сверху вниз, показанном стрелкой 70. Когда пользователь надевает респиратор 10, лента 26 размещается на его голове за ушами. Поскольку лента закреплена с возможностью схватывания головы за ушами, она тянет маску в направлении снизу вверх, показанном стрелкой 72. Посредством создаваемого тянущего усилия, показанного стрелкой 72, в том же направлении растягивается петлица 28а. Маска имеет точку приложения силы в области точки пересечения 76, посредством которой усилие передается вдоль маски, к которой прикреплена закраина 30а. Благодаря точке опоры 76, приложенное к закраине 30а усилие стремится повернуть маску в направлении сверху вниз, показанном стрелкой 78. Посредством дополнительного усилия, создаваемого закраиной 30а в направлении, показанном стрелкой 78, маска в области 80 более плотно прилегает к носу пользователя. Благодаря тянущему усилию маска более плотно прилегает в области под подбородком пользователя вдоль периметра 24b. Таким образом, посредством первой и второй закраин. 30а и 30b можно обеспечить улучшенное прилегание складного респиратора. Дополнительно, наличие первой и второй закраин 30а и 30b позволяет пользователю проще захватывать руками маску и подгонять ее к лицу. Использование закраин 30a и 30b также позволяет использовать только одну ленту на маске для достижения очень хорошего прилегания лицу.
Фильтрующая структура, используемая в соответствии с заявляемым изобретением, может принимать различные очертания и формы. Фильтрующую структуру обычно приспосабливают так, чтобы она соответствующим образом располагалась у опорной конструкции или внутри нее. В большинстве случаев очертания и форма фильтрующей структуры полностью соответствует форме маски. Несмотря на то, что фильтрующая структура показана с многочисленными слоями, в том числе с фильтрующим слоем и двумя покровными слоями, она может содержать только фильтрующий слой или комбинацию фильтрующих слоев. Например, предварительный фильтр может располагаться перед фильтрующим слоем с более тонкой и более избирательной очисткой. Дополнительно, между волокнами и/или различными слоями, которые имеет фильтрующая структура, могут быть размещены абсорбирующие вещества, такие как активированный уголь. Дополнительно, вместе с абсорбирующими слоями для обеспечения фильтрации частиц и паров можно использовать фильтрующие слои для поглощения отдельных частиц. Фильтрующая структура может включать один или несколько жестких слоев для создания чашеобразной формы. Фильтрующая структура также может иметь одну или несколько границ раздела, способствующих ее конструктивной целостности. Однако с использованием первой и второй закраин в соответствии с заявляемым изобретением может отпасть необходимость в таких жестких слоях и границах раздела.
Фильтрующая структура, используемая в маске в соответствии с заявляемым изобретением, может служить фильтром для поглощения частиц или газа и пара. Фильтрующая структура также может служить защитным слоем, препятствующим попаданию жидкости с одной стороны фильтрующего слоя на другую, чтобы, например, предотвратить проникание в него жидких аэрозолей или брызг от жидких веществ (например, крови). Для выполнения фильтрующей структуры согласно требованиям, заявляемым в изобретении, можно использовать множество слоев с подобной или различной фильтровальной средой. Фильтры, которые успешно можно использовать в маске с несколькими слоями, описанной в заявляемом изобретении, в большинстве случаев имеют низкое избыточное давление (примерно, менее чем 195-295 Па при фронтальной скорости воздушного потока 13,8 см/сек), чтобы пользователь затрачивал как можно меньше усилий на дыхание. Фильтрующие слои дополнительно выполнены гибкими и имеют достаточную прочность на сдвиг, так, что в большинстве случаев они сохраняют свою структуру при предполагаемых условиях использования. Примеры пылеулавливающих фильтров включают одно или несколько покровных слоев из тонкого неорганического волокна (например, стекловолокно) или полимерных синтетических волокон. Покровные слои из синтетического волокна могут включать электрически заряженную полимерную микрофибру, получаемую таким способом как выдувание из расплава. Особенно эффективно для использования в качестве пылеулавливающих средств полиолефиновое фиброволокно, выполненное из электрически заряженного полипропилена. Альтернативный фильтрующий слой может содержать сорбирующий элемент для удаления вредных или пахучих газов из воздуха для дыхания. Сорбенты могут включать порошки или гранулы, связанные в фильтрующем слое посредством клеящих материалов, связующих материалов или волокнистых структур, (описаны в патентах US 6334671 и US 3971373). Сорбирующий слой может быть выполнен посредством нанесения покрытия на подложку, такого как волокнистый пеноматериал или пеноматериал с сетчатой структурой, для формирования тонкого связанного слоя. Сорбенты могут включать активные угли, регенерируемые или нерегенерируемые, пористые традиционно используемые кремниевые каталитические слои и частицы. Пример абсорбирующей фильтрующей структуры, которую можно выполнить в различных формах, описан в патенте US 6391429.
Для достижения желаемого фильтрующего эффекта обычно выбирается фильтрующий слой. Фильтрующий слой в большинстве случаев устраняет высокий процент частиц и/или других загрязняющих веществ из проходящего сквозь него потока газа. Для волокнистых фильтрующих слоев волокна выбираются в зависимости от вещества, которое необходимо очищать, и обычно их выбирают таким образом, чтобы они не связывались во время процесса литья. Как уже было замечено, фильтрующий слой может иметь различные очертания и формы и обычно имеет толщину примерно от 2 мм до 1 см, более предпочтительно примерно от 0,3 мм до 0,5 см, и он может быть выполнен в большинстве случаев в виде двумерной сетки или гофрированным для создания большой площади поверхности, что описано, например, в патентах US 5804295 и 5656368. Фильтрующий слой также может включать множество фильтрующих слоев, соединенных вместе посредством клейкого материала или любым другим средством. По существу в качестве фильтрующего материала можно использовать любой известный (или более современный) материал, пригодный для выполнения фильтрующего слоя. Покровные слои, выполненные из полученного путем выдувания из расплава фиброволокна, такие как описанные в [Wente, Van A., Superfine Thermoplastic Fibers, 48 Indus. Engn. Chem., 1342 et seq. (1956)], особенно эффективны когда они находятся в постоянно электрически заряженной (электретной) форме (описаны, например, в патенте US 4215682). Такое полученное путем выдувания из расплава волокно может быть фиброволокном, имеющим эффективный диаметр волокна примерно менее 20 мкм (так называемое фиброволокно, полученное путем выдувания из расплава), более предпочтительно примерно 1-12 мкм. Эффективный диаметр волокна может быть определен согласно тому, как это описано в [Davies, С.N., The Separation Of Airborne Dust Particles, Institution Of Mechanical Engineers, London, Proceedings 1В, 1952]. Особенно предпочтительны покровные слои из фиброволокна с волокнами, выполненными из полипропилена, поли(4-метил-1-пентен) и их комбинаций. Электрически заряженное фиброволокно, как это описано в патенте US Re. 31285, также может быть пригодным, так же как и покровные слои из шерстяного обработанного смолой волокна и покровные слои из стекловолокна или обработанные раствором, или волокна с электростатическим обрызгиванием, особенно в форме микропленки. Волокно может быть электрически заряжено посредством контакта с водой, как описано в патентах US 6824718, US 6783574, US 6743464, US 6454986, US 6406657, US 6375886 и US 5496507. Волокно также может быть заряжено с помощью коронного разряда, как описано в патенте US 4588537, или посредством трибоэлектрической зарядки, как описано в патенте US 4798850. Также в волокна могут быть включены дополнительные компоненты для улучшения фильтрующей способности покровных слоев посредством гидрозаряда (описан в патенте US 5908598). В частности, для улучшения процесса фильтрации в условиях с разбрызгиванием масла, у поверхности волокна в фильтрующем слое могут быть расположены атомы фтора (описано в патентах US 6398847 B1, US 6397458 B1 и US 6409806 B1). Обычный удельный вес электретных фиброволоконных фильтрующих слоев составляет примерно от 10 до 100 г/м2. Удельный вес слоя, когда он электрически заряжен согласно методу, описанному, например, в патенте US 5496507, и когда он имеет атомы фтора, как указано в патентах US 6398847 B1, US 6397458 B1 и US 6409806 B1, может составлять примерно от 20 до 40 г/м2 и примерно от 10 до 30 г/м2, соответственно.
Внутренний покровный слой может быть использован для создания гладкой поверхности, соприкасающейся с поверхностью лица, и внешний покровный слой может быть использован для удерживания слабо скрепленных волокон или по эстетическим причинам. Наличие покровного слоя обычно не создает каких-либо существенных фильтрующих преимуществ в фильтрующей структуре, хотя такой слой может выполнять функцию предварительного фильтра, когда он размещается снаружи фильтрующего слоя (или перед ним). Для достижения необходимой степени комфорта, внутренний покровный слой предпочтительно имеет относительно низкий удельный вес и выполнен из относительно тонкого волокна. Более детально, покровный слой может быть изготовлен с плотностью примерно от 5 г/м2 до 50 г/м2 (обычно от 10 г/м2 до 30 г/м2), и волокна могут иметь линейную плотность менее 3,5 денье (обычно менее 2 денье, и более предпочтительно - менее 1 денье, но больше 0,1). Средний диаметр волокна, используемого в покровном слое, часто составляет примерно от 5 мкм до 24 мкм, обычно примерно от 7 мкм до 18 мкм, и более предпочтительно - примерно от 8 мкм до 12 мкм. Материал, из которого выполнен покровный слой, может иметь коэффициент эластичности (обычно, но не обязательно, 100-200% на разрыв) и может пластически деформироваться.
Пригодными материалами для выполнения покровного слоя могут быть материалы из фиброволокна, полученного выдуванием из расплава, в частности полиолефиновое материалы из фиброволокна, например полипропиленовые материалы из фиброволокна (в том числе сополимеры полипропилена и также сополимеры пропилена и полиэтилена). Пригодный метод изготовления фиброволокна для покровного слоя описан в патенте US 4013816. Покровный слой может быть выполнен посредством связывания волокон на гладкой поверхности, обычно посредством барабана с гладкой поверхностью или вращающегося коллектора, описанных в патенте US 6492286. Также могут быть использованы волокна, изготовленные по технологии спанбонд.
Обычный покровный слой может быть выполнен из полипропилена или сополимеров полипропилена/полиолефина, взятых с равным 50-процентным удельным весом или с большим содержанием полипропилена. Обнаружено, что такие материалы обеспечивают пользователю высокую степень мягкости и комфорта, а также, в случае когда фильтрующим материалом является полипропиленовое фиброволокно, они остаются связанными с фильтрующим материалом без применения клеящего вещества между слоями. Полиолефиновые материалы, пригодные для использования в покровном слое, могут включать, например, только полипропилен, сополимеры двух полипропиленов, сополимеры полипропилена и полиэтилена, сополимеры полипропилена и поли(4-метил-1-пентин)а и/или сополимеры полипропилена и полибитулена. В качестве одного из примеров волокна для покровного слоя может быть использовано полипропиленовое фиброволокно, изготовленное из полипропиленовой смолы торговой марки "Escorene 3505G", поставляемой компанией Еххоn Corporation, с удельным весом примерно 25 г/м2 и денье в диапазоне 0,2-3,1 (со средним показателем, измеренным у 100 волокон - около 0,8). Другим пригодным волокном является полипропиленовое/полиэтиленовое фиброволокно, (полученное из состава, содержащего 85% смолы торговой марки "Escorene 3505G" и 15% сополимера этилена/альфа-олефина торговой марки "Exact 4023", также поставляемого компанией Еххоn Corporation) с удельным весом примерно 25 г/м2 и средним показателем денье около 0,8. Пригодные материалы, полученные по технологии спанбонд, продаются под торговыми марками "Corosoft Plus 20", "Corosoft Classic 20" и "Corovin PP-S-14" германской компанией Corovin GmbH, и трикотажный материал из полипропилена/вискозы продается под торговой маркой "370/15" финской компанией Suominen OY.
Покровные слои, используемые в заявляемом изобретении, после обработки имеют очень малое количество волокон на поверхности и, следовательно, слои имеют гладкую наружную поверхность. Примеры покровных слоев, которые могут быть использованы в заявляемом изобретении, описаны в патентах US 6041782, US 6123077 и в международной заявке WO 96/28216 A.
Лента (ленты), которая используется в качестве лямок, может быть выполнена из различных материалов, таких как термореактивный каучук, термопластичный эластомер, комбинации нитки/резины с оплеткой или вязаные элементы с неэластичной оплеткой и им подобные. Лента (ленты) может быть выполнена из эластичного материала, такого как материала с эластичной оплеткой. Лента предпочтительно может быть растянута в два раза больше своей общей длины и принимать исходное состояние. Лента также может быть растянута в длину в три или четыре раза больше ее исходного состояния и принимать свое исходное состояние без каких-либо повреждений, когда нет тянущего усилия. Таким образом, предел упругости предпочтительно составляет не менее два, три или четыре раза длины ленты, когда она находится в исходном состоянии. Обычно лента (ленты) имеет примерно от 20 см до 30 см в длину, от 3 мм до 10 мм в ширину и примерно от 0,9 мм до 1/5 мм в толщину. Лента (ленты) может тянуться от первой петлицы ко второй, как непрерывная лента или лента может иметь множество частей, которые могут быть соединены вместе посредством дополнительных застежек или пряжек. Например, лента может иметь первую и вторую части, соединенные посредством застежки, которую пользователь может быстро расстегнуть, когда снимает маску. Пример ленты, которая может быть использована в соответствии с заявляемым изобретением, описан в патенте US 6332465. Примеры застежек и пряжек, которые могут быть использованы для соединения одной или нескольких частей ленты, описаны, например, в патентах US 6062221, US 5237986 и ЕР 1495785 А1.
Как уже отмечалось, чтобы облегчить удаление выдыхаемого воздуха из внутреннего газового пространства, к маске может быть прикреплен клапан выдоха. Использование клапана выдоха может улучшить ощущение комфорта у пользователя посредством быстрого удаления теплого влажного выдыхаемого воздуха из внутреннего пространства маски. Такой клапан описан, например, в патентах US 7188622, US 7028689 и US 7013895; US 7428903, US 7311104, US 7117868, US 6854463, US 6843248 и US 5325892; US 6883518 и US RE 37974. По существу любой клапан выдоха, который обеспечивает пригодное снижение давления и который может быть правильно прикреплен к маске, может быть использован в соответствии с заявляемым изобретением, чтобы быстро направлять выдыхаемый воздух из внутреннего газового пространства во внешнее газовое пространство.
В качестве носового зажима, используемого в соответствии с заявляемым изобретением, может быть по существу любая дополнительная часть, которая помогает улучшить прилегаемость маски к носу пользователя. Поскольку очертания лиц пользователей разные, носовой зажим помогает правильно подогнать маску к лицу. Носовой зажим может содержать, например, гибкую неподвижную полоску из металла, такого как алюминий, которой можно придать такую форму, чтобы маска удерживалась в желаемом положении в области носа и щек пользователя. Пример пригодного носового зажима описан в патенте US 5558089 и US Des 412573. Другие носовые зажимы описаны в патентной заявке US 12/238737 (заявлено 26 сентября 2008), а также в опубликованных заявках US 20070044803 A1 (заявлено 25 августа 2005) и US 20070068529 A1 (заявлено 27 сентября 2005).
ПРИМЕРЫ
Тест на жесткость к изгибу
Жесткость закраины измерялась посредством метода I "Испытание на трехточечный изгиб", проведенного в соответствии с модифицированным стандартным методом испытания ASTM D790 свойств неармированных и армированных пластиков и электроизоляционных материалов при изгибе. Модуль упругости при изгибе был рассчитан в соответствии со стандартным методом испытания ASTM D790 в линейной области деформационной кривой. Показатели модуля упругости при изгибе были зафиксированы в МПа.
Тестируемые образцы имели размеры, мм: 19×23×2. Прогиб был установлен в размере 15 мм, радиус закругленной части составил 2,5 мм. Скорость траверса была установлена 13 мм/мин. Во время всего тестирования использовался несущий каркас "100", поставляемый компанией MTS Alliance, расположенной в г.Эден-Прери, штат Миннесота.
Респиратор в сборе
ПРИМЕР 1
Фильтрующая часть респиратора была выполнена из трех слоев нетканого материала и других элементов респиратора. Маска была собрана за две операции: изготовление заготовки и окончательное изготовление маски. Этап изготовления заготовки включал операции ламинирования и закрепления нетканых волокнистых слоев, гофрирования и прикрепления внешнего слоя и носового зажима вдоль рельефных перегибов, термическое закрепление латеральных краев маски и армированного материала закраины, вырезание конечной формы и закрепление ленты,
На этапе изготовления заготовки были сложены лицевой поверхностью друг к другу три слоя нетканого материала. В данном примере отдельные материалы, из которых были выполнены слои, были собраны в следующем порядке:
1) внешний сетчатый материал/маскировочная сетка;
2) фильтрующий материал;
3) внутренний покровный слой.
Внешний сетчатый материал/маскировочная сетка представлял собой ламинированную сетчатую ткань Thermanet 5103 (поставляемую компанией Conwed, расположенной в г.Миннеаполис, штат Миннесота), которая была связана с 17 г/м2 маскировочной сеткой Elite 050, поставляемой компанией Leggett and Platt-Hanes Industries, расположенной в г.Картэдж, штат Миссури. Ламинат из сетчатой ткани/маскировочной сетки, обозначенный цифрой 60 на Фиг.3b, был выполнен посредством термической сварки, при которой используется нагревание и сжатие для соединения за счет плавления нитей сетчатой ткани с получением маскировочной сетки. Слой из сетчатой ткани/маскировочной сетки имел общую толщину 0,12 мм, при этом толщина маскировочной сетки была 0,10 мм. В качестве фильтрующего материала (обозначен цифрой 62 на Фиг.3b) и на этапе заготовки был использован электрически заряженный полипропиленовый слой из фиброволокна, полученного выдуванием из расплава, с удельным весом 35 г, сплошностью 8% и эффективным размером волокна 4,75 мкм. В качестве внутреннего покровного слоя (обозначен цифрой 58 на Фиг.3b) была использована полученная по технологии спанбонд 17 г полипропиленовая маскировочная сетка/ поставляемая компанией ВВА Nonwovens, расположенной в г.Шарлотт, штат Северная Каролина. Заготовка была выполнена посредством сложения в желаемом порядке слоев из материалов, каждый из которых был разрезан на тонкие полосы, размером 20×33 см, и которые были сварены ультразвуковым методом с использованием точечной декоративной сварки. Ультразвуковая сварка осуществлялась с использованием ультразвуковой сварочной установки, модель 200, производства компании Branson, расположенной в г.Денбери, штат Коннектикут, работающей с давлением 483 кПа, амплитудой колебаний сварочного наконечника 100%, частотой 20 кГц и временем воздействия 0,7 с. За счет выполнения наковальни в виде стержня с плоской поверхностью, имеющей точечные контакты площадью 1,6 мм2, расположенные в узлах координатной сетки с шагом приблизительно 1 см в центральной части стержня, обеспечивалось контактное давление плоского торца сварочного наконечника на наковальню приблизительно 6 МПа. Сгибы, которые определяют размещение складок, были отштампованы на скрепленных слоях нетканого материала. Штамповка сгибов была выполнена с использованием вырубного пресса Hytronic Cutting Machine Model В, производства компании USM, расположенной в г.Хаверхилл, штат Массачусетс, с 15-тонным усилием и с линейным штампом. Матрица штампа с давлением 9 бар имела наружное скругление поперек длины заготовки, таким образом, при штамповке в заготовке образовывались складки в нетканых слоях. В итоге вдоль линии штамповки штамп сжимал слои в точке контакта и не расплавлял или не выжигал материал. На последнем этапе выполнения заготовки ленты наружного слоя из полипропиленовой сетки, полученной по технологии спанбонд, производства компании ВВА Nonwovens, 51 г/м2, шириной 4 см и длиной 36 см были обмотаны вокруг верхней и нижней кромок заготовки и приварены ультразвуковой сваркой. Ультразвуковая сварка осуществлялась с использованием ультразвуковой сварочной установки Model 2000X, производства компании Branson, расположенной в г.Денбери, штат Коннектикут, работающей с давлением 448 кПа, амплитудой колебаний сварочного наконечника 100%, частотой 20 кГц и временем воздействия 0,5 с. Для соединения материала заготовки использовалась наковальня с площадью контактной поверхности 4,1 см2, обеспечивающей контактное давление 8,5 МПа. Поверхность наковальни, использованной для сваривания материала внешнего слоя, имела точечные контакты площадью 1,6 мм2, которые образовывали рисунок 35, показанный на Фиг.2. Плоский торец наконечника сварочной машины и наковальня при взаимодействии обеспечивали сварку внешнего слоя с образованием заготовки. В этом процессе носовой зажим был прикреплен к верхней части заготовки и заключен между заготовкой и внешним слоем. В качестве носового зажима использована гибкая, с возможностью пластической деформации алюминиевая лента, которая имела показанную на Фиг.2 форму и была длиной 9 см, шириной 0,5 см и толщиной 1 мм.
В процессе изготовления маски складки были сложены вдоль сгибов, как показано на Фиг.3. Складки, размещенные над центральным перегибом маски, были сложены так, что при раскрытой маске они были обращены вниз лицевой поверхностью; это было сделано для того, чтобы препятствовать накоплению грязных веществ в складках маски во время ее использования. Чтобы в заготовке с правильно заложенными вокруг центрального перегиба складками расплавить латеральные кромки маски (36а и 36b, показаны на Фиг.2) и создать связанные слои жесткой закраины (36а и 36b, показаны на Фиг.2), была использована ультразвуковая сварка. Ультразвуковая сварка осуществлялась с использованием ультразвуковой сварочной установки Model 2000ae, производства компании Branson, расположенной в г.Денбери, штат Коннектикут, работающей с давлением 483 кПа, амплитудой колебаний сварочного наконечника 100%, частотой 20 кГц и временем воздействия 2,0 с. Для соединения материала заготовки использовалась наковальня с площадью контактной поверхности 22,4 см2, обеспечивающей контактное давление 1,5 МПа. Поверхность наковальни, использованной для сваривания материала внешнего слоя, имела точечные контакты площадью 1,6 мм2, которые были расположены на расстоянии 1,27 мм от их плоских боковых сторон, полученный в результате этого рисунок обозначен на Фиг.5 цифрой 30а. Полосы наковальни, формирующие латеральные закраины маски, были 95,25 мм в длину и 9,525 мм в ширину, полученный в результате этого рисунок обозначен на Фиг.2 цифрой 36а. Плоский торец наконечника сварочной машины и наковальня при взаимодействии обеспечивали рисунок сварки (33 на Фиг.2) и образование сваренных слоев закраин. Угловые элементы наковальни обеспечивали сварку боковых кромок маски, а точечная сварка обеспечивает жесткость материалу закраин. На последнем этапе окончательного изготовления маски жестким закраинам путем вырезания была придана желаемая форма, и лента для головы была прикреплена скобами к петлицам. Закраины имели ширину 1,0 см и длину 5 см с закруглением 0,5 см в области соединения петлицы с лентой. Лента была прикреплена к закругленному участку петлиц с помощью ручного степлера производства компании Stanley Bostitch, расположенной в г.Ист-Гринвич, штат Род-Айленд, модели Р6С-8, и оцинкованных скоб No. STH5019 1/4 дюйма. Фрагменты закраин были отрезаны от маски и протестированы согласно методу, описанному в Тесте на жесткость к изгибу. Фрагменты закраин тестировались по двум направлениям: вдоль плоской поверхности образца и вдоль кромки образца, поскольку она, как правило, направлена вдоль закраины. При сгибании вдоль плоской поверхности образца значение модуля упругости при изгибе составило 27 МПа. При испытании вдоль кромки образца оно составило 66 МПа. Лента была 7,9 мм шириной и 0,8 мм толщиной, Образец №125-1 от компании Providence Braid Co., расположенной в г.Потакет, штат Род-Айленд. Закраины были выполнены с возможностью вращения относительно оси, параллельной линии присоединения к маске, и способствовали большей жесткости маски когда она была раскрыта и надета.
ПРИМЕР 2
Респиратор был выполнен из тех же материалов и способом, описанным в Примере 1, за исключением того, что для изготовления закраин был использован отдельный лист пластмассы. При использовании маски, выполненной подобно описанной в примере 1, нетканые закраины были удалены и заменены полосами из полиэтиленовой пленки 0,7 мм толщиной, поставляемой компанией McMaster-Carr, расположенной в г.Чикаго, штат Иллинойс, нарезанные в соответствии с формой и размером удаленных закраин. Пластмассовые закраины были прикреплены к маске посредством ультразвукового сварочного аппарата с ручным наконечником, производимого компанией Branson, расположенной в г.Денбери, штат Коннектикут, модель Е-150 В. Наконечник сварочного аппарата имел прямоугольную полосу на его поверхности длиной 13 мм и шириной 2 мм, которая соприкасалась с материалом, который нужно было соединить, и прижимала его к наковальне. Наконечник сварочного аппарата развивал контактное давление приблизительно 3/4 МПа при амплитуде колебаний наконечника 100%, частоте 20 кГц и времени воздействия 1,0 с. Жесткая закраина из пленки обеспечила хорошую прочность и жесткость.
ПРИМЕР 3
Респиратор был выполнен из тех же материалов и описанным в Примере 1 способом, за исключением того, что средство для крепления было расположено вдоль одной основной поверхности закраины так, что закраину можно было прижать и прикрепить к маске. Закраина была прикреплена к маске посредством удаления защитной пленки и прижатием к маске. Средство для крепления удерживало жесткую закраину в почти вертикальном направлении относительно маски, когда она была открыта. За счет соединения закраины таким образом маска оставалась открытой, даже когда ею не пользовались. Когда закраины были прикреплены к маске, она дополнительно становилась более жесткой и работала под действием выполняющей функцию рычага закраины, к которой приложено тянущее усилие ленты лямок. В качестве средства для крепления использовали часть клеящего вещества Hi-Strength Acrylic от самоклеющейся пленки Polycoated Kraft, покрытого защитной пленкой Scotch™ Laminating Adhesive 9671, поставляемой компанией 3М, расположенной в г.Сент-Пол, штат Миннесота. Клеящее вещество было нанесено на верхнюю основную поверхность закраины так, что оно соприкасалось с маской, когда маску поворачивали по направлению вдоль оси границы раздела.
Заявляемое изобретение может охватывать любые модификации и варианты в рамках сущности изобретения. Соответственно, заявляемое изобретение не следует ограничивать вышеописанным, а следует понимать в пределах, изложенных в формуле изобретения, и любых эквивалентов упомянутого.
Заявляемое изобретение также может быть успешно применено при отсутствии какого-либо специально не описанного элемента.
Все вышеупомянутые патенты и патентные заявки, в том числе указанные при описании уровня техники, включены в заявляемое изобретение в целом посредством ссылки. В случае коллизии или разногласия между данными, раскрытыми в этих документах, и вышеупомянутым описанием изобретения преимущество будет иметь описание изобретения.
Настоящее изобретение относится к складному респиратору и предназначено для предотвращения попадания загрязнений или загрязняющих веществ в дыхательные пути пользователя. Складной респиратор 10 включает лямки 14, маску 12 и первую и вторую закраины 30а, 30b. Маска 12 выполнена с возможностью складывания в плоскую форму для хранения и раскрытия в чашеобразную форму для использования, имеющую выпуклые участки фильтрующей структуры. Маска 12 имеет первую и вторую закраины 30a, 30b, расположенные на первой и второй боковых сторонах маски и выступающие латерально и фронтально от маски 12. Наличие первой и второй закраин на боковых сторонах респиратора является полезным, поскольку с их помощью удобно снимать, надевать и подгонять маску, располагать и удерживать на лице маску, выполненную в чашеобразной форме. 18 з.п. ф-лы, 5 ил.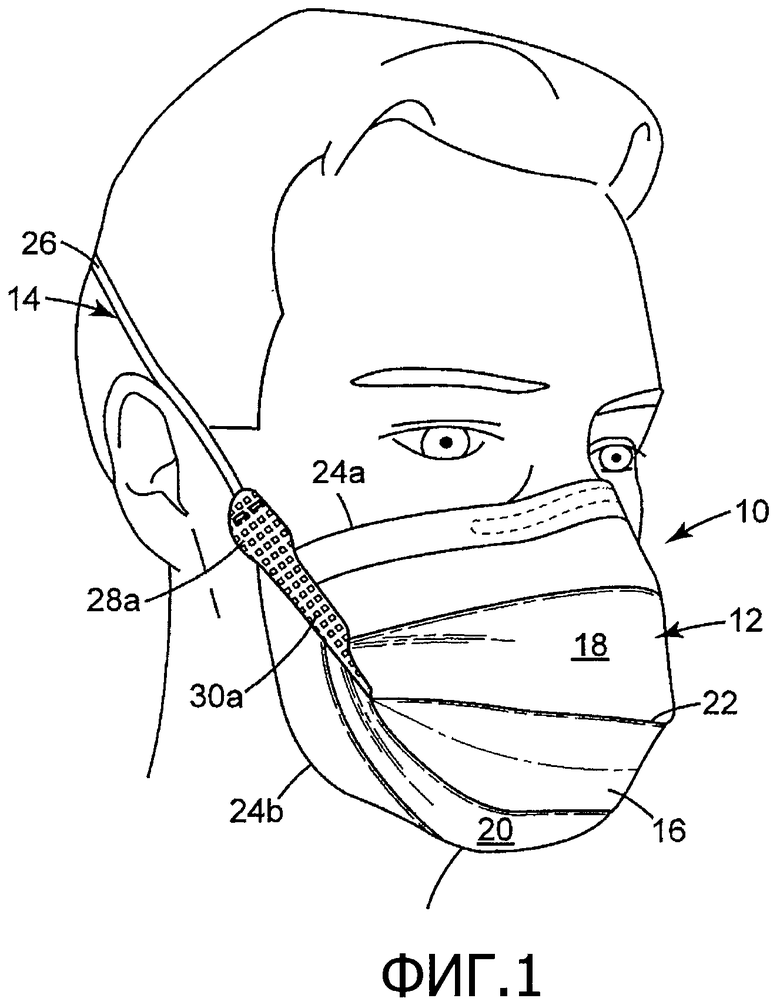
1. Складной респиратор, включающий лямки, маску, выполненную с возможностью складывания в плоскую форму для хранения и раскрытия в чашеобразную форму для использования, имеющую выпуклые участки фильтрующей структуры, и первую и вторую закраины, расположенные на первой и второй боковых сторонах маски и выступающие латерально и фронтально от маски.
2. Респиратор по п.1, в котором лямки выполнены в виде ленты, имеющей первый и второй концы, которые присоединены к первой и второй петлицам, выполненным за одно целое с первой и второй закраинами соответственно.
3. Респиратор по п.1, в котором маска содержит первую и вторую части, пересекающиеся по первой и второй границам раздела, расположенным на первой и второй боковых сторонах маски, при этом первая и вторая закраины также соединены с маской по первой и второй границам раздела.
4. Респиратор по п.3, в котором первая и вторая границы раздела отклонены на угол от 30° до 40° от линии, отходящей перпендикулярно периметру маски, если смотреть на маску в плане, когда маска сложена.
5. Респиратор по п.3, в котором маска содержит первую и вторую панели в сложенном состоянии, причем, по меньшей мере, одна из панелей выполнена в виде одной или более складки, отходящей от первой границы раздела ко второй границе раздела.
6. Респиратор по п.1, в котором первая и вторая закраины выполнены за одно целое с маской.
7. Респиратор по п.6, в котором каждая из первой и второй закраин имеет средство для увеличения ее жесткости.
8. Респиратор по п.7, в котором средство для увеличения жесткости закраин выполнено в виде соединения точечной сваркой.
9. Респиратор по п.6, в котором каждая из закраин занимает площадь поверхности примерно 2-12 см2.
10. Респиратор по п.9, в котором каждая из закраин занимает площадь поверхности примерно 5-10 см2.
11. Респиратор по п.9, в котором каждая из закраин отходит от маски, по меньшей мере, на 2 мм.
12. Респиратор по п.11, в котором каждая из закраин отходит от маски, по меньшей мере, на 5 мм.
13. Респиратор по п.12, в котором каждая из закраин отходит от маски, по меньшей мере, на 1 см.
14. Респиратор по п.6, в котором каждая из закраин включает средство для крепления основной поверхности закраины к маске.
15. Респиратор по п.14, в котором в качестве средства для крепления используют клеящее вещество.
16. Респиратор по п.15, дополнительно содержащий защитную пленку, покрывающую клеящее вещество до использования респиратора.
17. Респиратор по п.1, в котором маска выполнена с возможностью принимать плоскую форму в сложенном состоянии путем захватывания руками первой и второй закраин и приложения к ним тянущего усилия в противоположных направлениях от плоскости, разделяющей пополам маску, без дополнительных ручных манипуляций.
18. Респиратор по п.1, в котором каждая из закраин имеет значение модуля упругости при изгибе, по меньшей мере, 10 МПа, измеренное в случае изгиба вдоль всей основной поверхности закраины с использованием теста на жесткость к изгибу.
19. Респиратор по п.18, в котором каждая из закраин имеет значение модуля упругости при изгибе, по меньшей мере, 20 МПа.
| JP 2005160499 А, 23.06.2005 | |||
| KR 1020080102881 A, 26.11.2008 | |||
| KR 2020080004833 U, 22.10.2008 | |||
| US 5699791 A, 23.12.1997. |

