Изобретение относится к области дереворежущего инструмента и может быть использовано во всех областях промышленного производства, связанных с механической обработкой материалов.
Известны конструкции сборных дереворежущих фрез, у которых режущие ножи крепятся с помощью прижимных планок, осуществляющих силовое замыкание на опорную поверхность ножа с помощью винта, сферическая поверхность головки которого упирается в поверхность гнезда корпуса (ГОСТ 14956-69, ГОСТ 13932-68). Недостатком такой конструкции является то, что размеры узла крепления ограничивают число режущих ножей в корпусе фрезы, что сказывается на их производительности и качестве обработанных поверхностей изделий.
Частично указанного недостатка лишена конструкция сборной дереворежущей фрезы (патент РФ №2132767, МПК B27G 13/02, 1999 г.), у которой крепление ножа производится с помощью двухстороннего клина, осуществляющего силовое замыкание на опорную поверхность режущего ножа за счет перемещения клина от центра фрезы в пазу корпуса, имеющего форму типа «ласточкин хвост». Недостатком такой конструкции является тот факт, что прорезанный в корпусе паз под плоский режущий нож также увеличивает размеры узла его крепления. Это не позволяет увеличить количество режущих ножей, а также ослабляет корпус, что сказывается на податливости ножа в процессе обработки и, следовательно, в итоге на качестве обработанных поверхностей изделий и производительности процесса.
Частично указанного недостатка лишена конструкция фрезы по заявке 2010118786/21, МПК B27G 13/04, 2010 г., в которой режущий нож выполнен криволинейным, опирающимся выпуклой опорной поверхностью на вогнутую опорную поверхность гнезда корпуса одинакового радиуса кривизны и закрепляемым с помощью разрезного упругодеформирующегося клина с криволинейной выпуклой поверхностью радиусом, равным радиусу вогнутой передней поверхности режущего ножа, перемещаемого с помощью винта. Недостатком такой конструкции является то, что положение поверхности дна корпуса гнезда фрезы повернуто в системе координат геометрии инструмента, а также тот факт, что положение ножа не гарантирует контакта задней опорной поверхности ножа с базовой опорной поверхностью гнезда корпуса фрезы в целом и тем более контакта по плоскости в частности. Это является нетехнологичным с точки зрения производства фрезы и затратным по времени на установку и заточку ножа с точки зрения подготовки ее к работе.
Задачей, на решение которой направлено изобретение, является улучшение технологичности изготовления и уменьшение затрат времени на подготовку фрезы к работе.
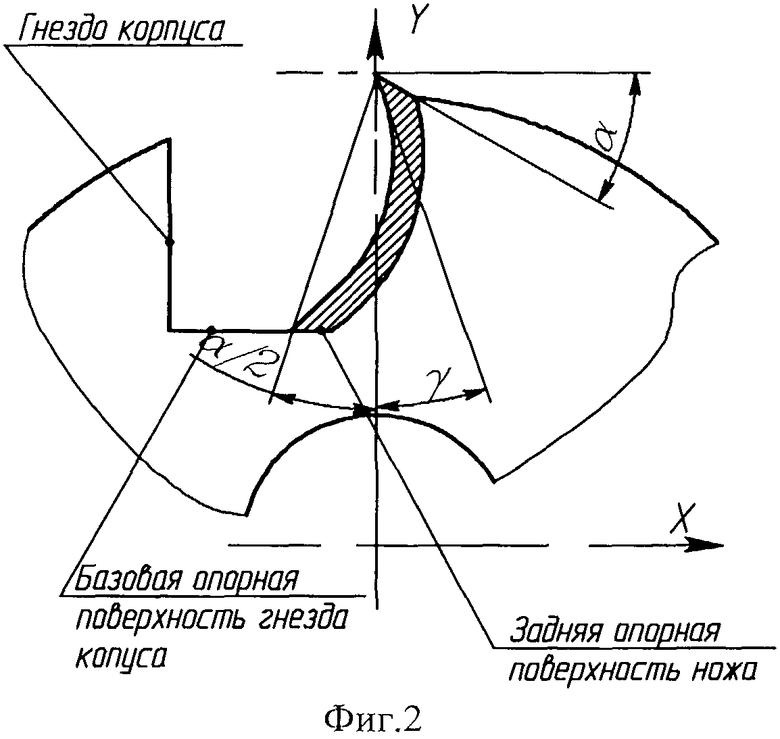
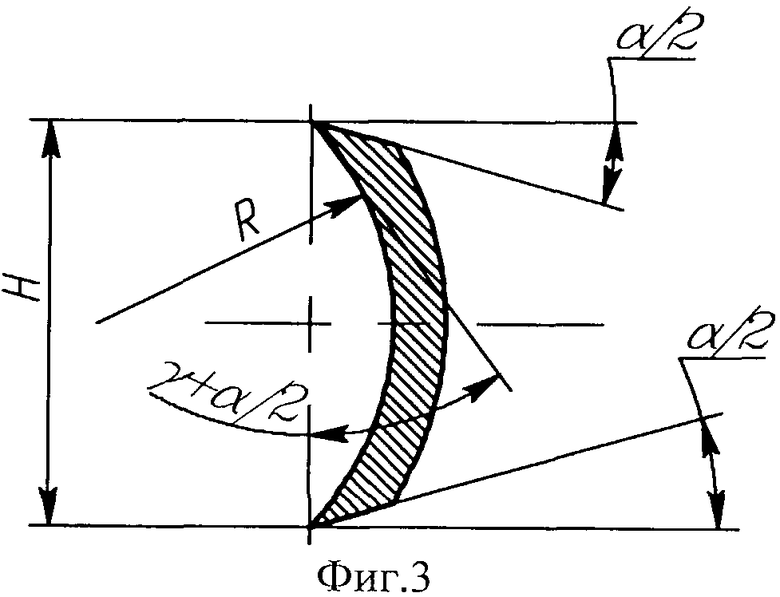
Это достигается тем, что в известной фрезе, содержащей корпус, режущие ножи, разрезные упругодеформирующиеся клинья и винты, криволинейные радиусные двухлезвийные режущие ножи выполнены с геометрией заточки для заднего угла α меньше, а для переднего угла γ больше на величину половины рекомендованного заднего угла, при этом во фрезе ножи повернуты на ту же величину, что обеспечивает требуемую для резания геометрию и плоскостный контакт задней опорной поверхности ножа с базовой опорной поверхностью гнезда корпуса, а геометрические параметры ножей определяются соотношением:
H=2·R·sin(γ+α/2),
где Н - ширина ножа; R - радиус передней поверхности ножа; γ и α - передний и задний углы соответственно.
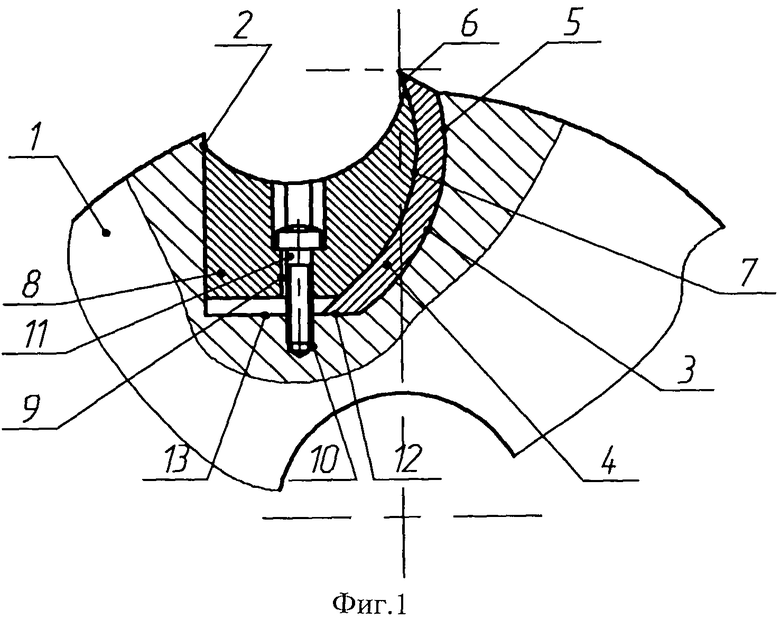
Изобретение иллюстрируется чертежами, где на фиг.1 представлена конструкция фрезы, на фиг.2 - конструкция криволинейного радиусного ножа с углами заточки, на фиг.3 показано положение ножа в гнезде корпуса фрезы.
Фреза включает в себя корпус 1, в гнезде 2 которого на вогнутую криволинейную опорную поверхность 3 устанавливается криволинейный нож 4 с радиусом опорной поверхности 5, равным радиусу опорной поверхности гнезда, а в вогнутую криволинейную переднюю поверхность 6 режущего ножа упирается равная ее радиусу криволинейная поверхность 7 разрезного упругодеформируемого клина 8 через отверстие 9, перемещаемого по резьбовому отверстию 10 корпуса винтом 11.
Работа фрезы осуществляется следующим образом. В гнездо 2 корпуса 1 на опорную поверхность 3 опорной поверхностью 5 устанавливается режущий нож 4, а также разрезной упругодеформирующийся клин 8, сопрягаемый криволинейной поверхностью 7 с передней поверхностью 6 режущего ножа 4. Через отверстие 9 клина в резьбовое отверстие 10 корпуса закручивается винт 11 до совмещения опорной поверхности 12 криволинейного ножа 4 с базовой опорной поверхностью 13 гнезда 2 корпуса 1.
В таком положении фреза готова к работе. Для перестановки ножа после износа в процессе эксплуатации винт 11 раскрепляется и освобождает упругодеформирующийся клин 8 и режущий нож 4, который далее переворачивается второй режущей кромкой и вновь закрепляется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2014 |
|
RU2567517C1 |
| СБОРНАЯ ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2014 |
|
RU2574747C1 |
| ДЕРЕВОРЕЖУЩАЯ ФРЕЗА | 2011 |
|
RU2462350C1 |
| ДЕРЕВОРЕЖУЩАЯ ФРЕЗА | 2007 |
|
RU2347675C1 |
| СБОРНАЯ ДЕРЕВОРЕЖУЩАЯ ФРЕЗА | 2010 |
|
RU2422263C1 |
| СБОРНАЯ ДЕРЕВОРЕЖУЩАЯ ФРЕЗА | 2010 |
|
RU2433035C1 |
| ЦИЛИНДРИЧЕСКАЯ ДЕРЕВОРЕЖУЩАЯ ФРЕЗА | 2010 |
|
RU2436670C1 |
| КОПИРОВАЛЬНАЯ СБОРНАЯ ДЕРЕВОРЕЖУЩАЯ ФРЕЗА | 2011 |
|
RU2459698C1 |
| Фреза сборная с круглыми резцами для изготовления фасонных поверхностей в изделиях из древесины | 2021 |
|
RU2783179C1 |
| СБОРНАЯ ДЕРЕВОРЕЖУЩАЯ ФРЕЗА | 2007 |
|
RU2354543C2 |
Дереворежущая фреза содержит корпус, режущие ножи, разрезные упругодеформирующиеся клинья и винты. Двухлезвийные режущие ножи выполнены с геометрией заточки для заднего угла меньше, а для переднего угла больше на величину половины рекомендованного заднего угла. Во фрезе ножи повернуты на ту же величину, что обеспечивает требуемую для резания геометрию и плоскостный контакт задней опорной поверхности ножей с базовой опорной поверхностью гнезда корпуса. Геометрические параметры ножей определяются соотношением H=2·R·sin(γ+α/2), где Н и R - ширина и радиус передней поверхности ножа соответственно, γ и α - передний и задний углы соответственно. Улучшается технологичность изготовления фрезы, уменьшаются затраты времени на подготовку фрезы к работе. 3 ил.
Дереворежущая фреза, содержащая корпус, режущие ножи, разрезные упругодеформирующиеся клинья и винты, отличающаяся тем, что двухлезвийные режущие ножи выполнены с геометрией заточки для заднего угла меньше, а для переднего угла больше на величину половины рекомендованного заднего угла, при этом во фрезе ножи повернуты на ту же величину, обеспечивающую требуемую для резания геометрию и плоскостный контакт задней опорной поверхности ножей с базовой опорной поверхностью гнезда корпуса, а геометрические параметры ножей определяются соотношением
H=2·R·sin(γ+α/2),
где Н и R - ширина и радиус передней поверхности ножа соответственно;
γ и α - передний и задний углы соответственно.
| Дисковая фреза | 1985 |
|
SU1268318A1 |
| СБОРНАЯ ДЕРЕВОРЕЖУЩАЯ ФРЕЗА | 1998 |
|
RU2132767C1 |
| Фреза | 1975 |
|
SU538888A1 |
| WO 2004028764 A1, 08.04.2004 | |||
| US 6712105 B1, 30.03.2004 | |||
| EP 1992463 A2, 19.11.2008. | |||

