Изобретение относится к технологическим процессам изготовления товаров народного потребления, в частности, к технологическому процессу изготовления подставки для ножей и может быть использовано при изготовлении подставки для ножей.
Известен способ изготовления подставки для ножей, включающий изготовление корпуса, направляющих и опорных поверхностей для лезвий ножей (SU 510137 A3).
Известен также способ изготовления подставки для ножей, включающий изготовление корпуса, направляющих и опорных поверхностей для лезвий ножей (RU 2308864 C1).
Техническое решение, удостоверенное патентом РФ №2308864, как наиболее близкое как по совокупности существенных признаков, так и по достигаемому техническому результату, включая назначение, выбирается в качестве наиболее близкого аналога (прототипа) для заявляемого изобретения «Способ изготовления подставки для ножей».
Недостаток известного технического решения заключается в том, что оно имеют ряд существенных недостатков: известный способ изготовления подставки для ножей обеспечивает изготовление подставки для ножей с низкими показателями прочности, долговечности и низким сроком службы. Наличие данного недостатка продиктовано тем, что направляющие образованы соседними листами бумаги, которые при вводе лезвия ножа в направляющую взаимодействуют с режущей кромкой лезвия ножа и повреждаются.
Задача, на решение которой направлено заявляемое техническое решение - расширение арсенала технических средств определенного назначения, в частности, создание нового технологического процесса изготовления подставки для ножей.
Технический результат - обеспечение реализации назначения для заявляемого объекта «Способ изготовления подставки для ножей».
Дополнительный технический результат - повышение прочности, долговечности и срока службы изготавливаемой подставки для ножей.
Технический результат представлен заявителем таким образом, чтобы обеспечить возможность понимания специалистом на основании уровня техники его смыслового содержания.
Заявитель раскрыл задачу, на решение которой направлено заявляемое изобретение, с указанием обеспечиваемого им технического результата (основного и дополнительного).
Сущность заявляемого изобретения заключается в том, что в способе изготовления подставки для ножей, включающем изготовление корпуса, направляющих и опорных поверхностей для лезвий ножей, согласно изобретению, корпус изготавливают в виде крайних металлических пластин с отверстиями, средних металлических пластин с отверстиями и держателя, причем средние металлические пластины размещают напротив друг друга и между крайними металлическими пластинами с образованием закладных полостей и скрепляют с держателем, а держатель изготавливают в виде металлических труб, каждый из которых изготавливают с концевыми участками и средним участком, который размещают между концевыми участками, причем крайние металлические пластины, средние металлические пластины и закладные полости располагают в месте нахождения средних участков металлических труб, а концевые участки металлических труб размещают за пределами крайних металлических пластин, при этом средние участки металлических труб размещают в закладных полостях и отверстиях средних металлических пластин и отверстиях крайних металлических пластин, а направляющие изготавливают в виде крайних металлических пластин и средних металлических пластин, при этом опорные поверхности для лезвий ножей образуют участками поверхностей крайних металлических пластин и средних металлических пластин, обращенных к закладным полостям.
Из доступных источников информации заявителем не установлена известность влияния заявленных отличительных признаков заявляемого изобретения на получение указанного технического результата.
Сопоставительный анализ заявляемого изобретения с прототипом показывает, что заявляемый объект имеет общие признаки с прототипом:
- изготавливают корпус;
- изготавливают направляющие и опорные поверхности для лезвий ножей.
Заявляемое изобретение отличается от прототипа новыми признаками:
- корпус изготавливают в виде крайних металлических пластин с отверстиями, средних металлических пластин с отверстиями и держателя;
- средние металлические пластины размещают напротив друг друга и между крайними металлическими пластинами с образованием закладных полостей и скрепляют с держателем;
- держатель изготавливают в виде металлических труб, каждый из которых изготавливают с концевыми участками и средним участком, который размещают между концевыми участками;
- крайние металлические пластины, средние металлические пластины и закладные полости располагают в месте нахождения средних участков металлических труб;
- концевые участки металлических труб размещают за пределами крайних металлических пластин;
- средние участки металлических труб размещают в закладных полостях и отверстиях средних металлических пластин и отверстиях крайних металлических пластин;
- направляющие изготавливают в виде крайних металлических пластин и средних металлических пластин;
- опорные поверхности для лезвий ножей образуют участками поверхностей крайних металлических пластин и средних металлических пластин, обращенных к закладным полостям.
Из приведенного перечня признаков заявляемого изобретения и решения поставленной задачи наглядно видно, что заявляемое изобретение представляет собой совокупность существенных признаков, как сочетание известных и новых существенных признаков, обеспечивающих получение нового технического результата и дополнительного технического результата, которые неизвестны из уровня техники.
Заявляемое изобретение обеспечивает решение поставленной задачи и получение нового технического результата и дополнительного технического результата, которые действительно могут быть получены при использовании заявляемого объекта. Между совокупностью существенных признаков заявляемого изобретения, достигаемым техническим результатом и дополнительным техническим результатом существует причинно-следственная связь.
Каждый признак формулы изобретения в отдельности является существенным, а их совокупность образует совокупность существенных признаков, оказывающие влияние на достижение технического результата. Каждый существенный признак формулы изобретения выражен общим понятием, в частности представлен на уровне функционального обобщения, т.е. существенным является не конкретный (частный) случай выполнения существенного признака, а существенным является наличие существенного признака, т.к. при любых частных формах выполнения того или другого существенного признака формулы изобретения будет обеспечено достижение заявленного технического результата и дополнительного технического результата.
Из уровня техники широко известны средства и методы получения металлических пластин с отверстиями, а также металлических труб, имманентно содержащих стенку и полость, и соединение их между собой.
Заявляемый объект является техническим решением, относящимся к способу (процессу осуществления действий над материальным объектом с помощью материальных средств).
Заявляемое техническое решение является промышленно применимым, т.к. может быть использовано в промышленности, сельском хозяйстве, здравоохранении и других отраслях экономики или в социальной сфере, где используется заявляемая подставка для ножей. Заявляемое техническое решение может быть воспроизведено в том виде, как оно охарактеризовано в формуле изобретения с использованием известных и доступных материалов, технологий, технологического оборудования и имеющихся навыков работников. В случае осуществления изобретения действительно возможна реализация указанного выше назначения и получение заявляемого технического результата (основного и дополнительного).
Заявляемое техническое решение является новым, т.к. оно неизвестно из уровня техники. Не известна из уровня техники совокупность существенных признаков заявленного технического решения и его влияние на получение заявляемого технического результата.
Заявляемое техническое решение имеет изобретательский уровень, т.к. для специалиста оно явным образом не следует из уровня техники. Не выявлены решения, имеющие признаки, совпадающие с его отличительными признаками, и не обнаружена известность влияния отличительных признаков на получаемый технический результат. Заявляемое техническое решение обеспечивает изготовление подставки для ножей, которая будет проявлять новые свойства, не известные в технике. Существенные признаки заявляемого изобретения носят технический характер и идентифицируемы. Совокупность существенных признаков заявляемого изобретения необходима и достаточна для получения требуемого технического результата. Заявляемая совокупность признаков изобретения обеспечивает получение неожиданного, необычного сверхсуммарного технического результата, который превосходит технический результат, получаемый от каждого существенного признака в отдельности, применительно к объектам указанного назначения. Заявляемое изобретение обеспечивает изменение известного уровня техники неочевидными средствами, придает объекту новые положительные свойства, удовлетворяет долговременный спрос и повышает конкурентоспособность объекта патентования. Между существенными признаками изобретения и достигаемым техническим результатом существует причинно-следственная связь. Совокупность существенных признаков заявляемого изобретения обеспечивает новый необычный принцип действия объектов, который является в максимальной степени эффективным для объектов указанного назначения, а также обеспечивает изготовление нового устройства.
Таким образом, заявляемое техническое решение соответствует необходимым условиям патентоспособности изобретения, обеспечивает получение нового технического результата (основного и дополнительного).
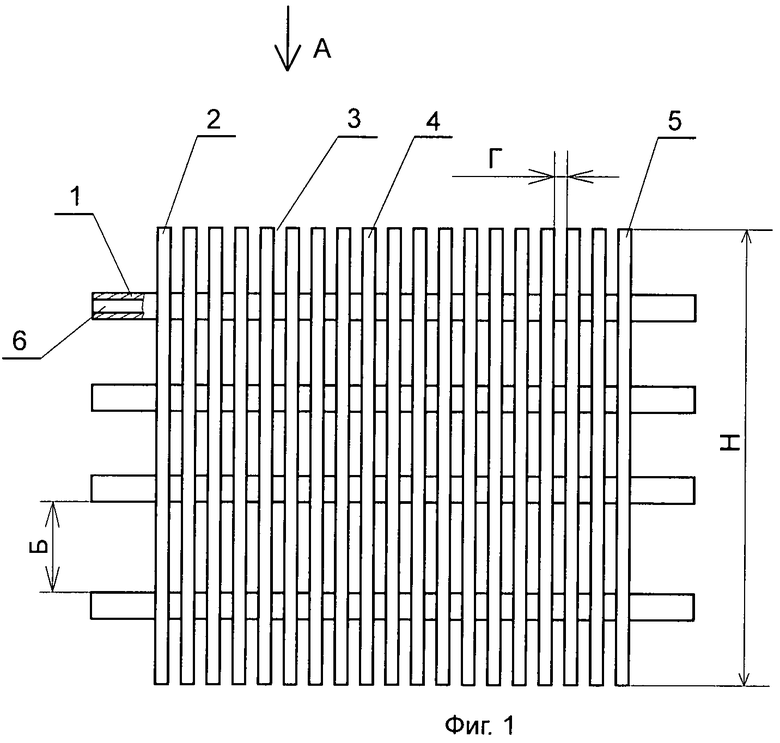
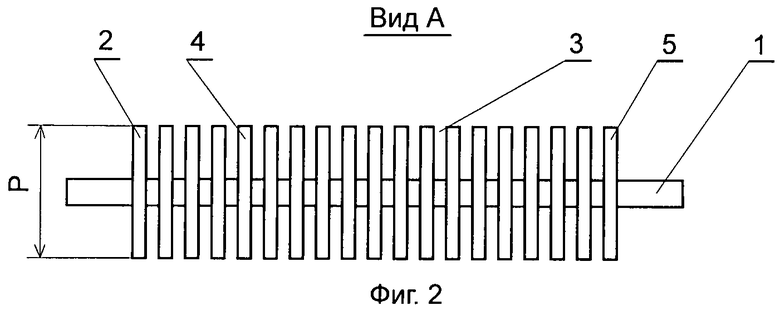
На фиг.1 показан способ изготовления подставки для ножей; на фиг.2 - вид А на фиг.1.
Пример осуществления способа изготовления подставки для ножей.
Изготовил корпус в виде крайних металлических пластин 2, 5 (см. фиг.1, 2) с отверстиями (условно отверстия поз. не обозначены), средних металлических пластин 4 с отверстиями (условно отверстия поз. не обозначены) и держателя. Средние металлические пластины 4 разместил напротив друг друга и между крайними металлическими пластинами 2, 5 с образованием закладных полостей 3 и скрепил с держателем, который изготовил в виде металлических труб 1 с внутренними полостями 6 и стенками (стенки условно поз. не обозначены). Каждую металлическую трубку 1 изготовил с концевыми участками и средним участком, который разместил между концевыми участками. Крайние металлические пластины 2, 5, средние металлические пластины 4 и закладные полости 3 разместил в месте нахождения средних участков металлических труб 1. Концевые участки металлических труб 1 разместил за пределами крайних металлических пластин 2, 5. Средние участки металлических труб 1 разместил в закладных полостях 3 и отверстиях средних металлических пластин 4 и отверстиях крайних металлических пластин 2, 5. Направляющие изготовил в виде крайних металлических пластин 2, 5 и средних металлических пластин 4. Опорные поверхности для лезвий ножей образовал (изготовил) участками поверхностей крайних металлических пластин 2, 5 и средних металлических пластин 4, обращенных к закладным полостям 3.
Металлические трубки 1, крайние металлические пластины 2, 5 и средние металлические пластины 4 изготовил из металла, который способен к остаточной пластической деформации, например: сталь, алюминий (сплавы алюминия или алюминий с примесями), медь (сплавы меди или медь с примесями), латунь, бронза и др. металлы или их сплавы. Данное обстоятельство продиктовано скреплением стенок металлических трубок 1 с крайними металлическими пластинами 2, 5 и средними металлическими пластинами 4, посредством образования прессового соединения, т.к. данное соединение основано на таком свойстве соединяемых деталей, как остаточная пластическая деформация. Именно прессовое соединение между указанными деталями подставки для ножей является наиболее эффективным, хотя соединение может быть образовано любым из известных методов, используемых в машиностроении: пайка, сварка, клеевое соединение и пр. При любом соединении будет обеспечен заявленный технический результат.
Указанное прессовое соединение обеспечил следующим образом.
Установил на опору крайние металлические пластины 2, 5 и средние металлические пластины 4 друг против друга на расстоянии, равном Г (см. фиг.1), т.е. равном ширине закладной полости 3, закрепил указанные детали, при этом отверстия, выполненные в них, выставил вдоль общей оси. Затем ввел в отверстия трубки 1 так, чтобы концевые части металлических трубок 1 выступали за пределы крайних металлических пластин 2, 5 (см. фиг.1, 2). После этого создал избыточное давление в полости 6 известными средствами, в результате указанного действия стенки трубок 1 пластически деформировались и металлические трубки 1 увеличились в диаметре и вошли во взаимодействие с границами указанных отверстий, создавая тем самым между внешними поверхностями стенок трубок 1 и границами отверстий прессовое соединение. Металлические трубки 1 изготовил из технической меди. Крайние металлические пластины 2, 5 и средние металлические пластины 4 изготовил из тонколистовой алюминиевой ленты.
Ширину Г закладной полости 3 выбрал 3 мм. В закладную полость 3 можно разместить одно лезвие одного ножа или два лезвия двух ножей, т.к. заявляемая подставка для ножей позволяет вводить в одну и ту же закладную полость 3 два лезвия ножа, с передней и задней частей подставки для ножей. Именно данное обстоятельство влияет на выбор ширины Г (см. фиг.1) закладной полости 3. Толщина лезвия ножа выбирается из диапазона толщин от 0,2 мм до 7 мм. С учетом выше указанного обстоятельства, ширина Г закладной полости 3 может быть выбрана из диапазона от 0,2 мм до 14 мм. Следует отметить, что одна и та же подставка для ножей может содержать закладные полости 3 разной ширины Г, т.е. иметь высокую степень универсальности для использования ножей с разными толщинами лезвия ножа.
Расстояние Б (см. фиг.1), между соседними трубками 1, должно обеспечивать беспрепятственный ввод лезвия ножа в закладную полость 3. На выбор размера Б оказывает влияние высота лезвия ножа. Высота лезвия ножа выбирается из диапазона от 6 мм до 150 мм. Расстояние Б может быть выбрано из диапазона от 6 мм до 150 мм. Для выше указанного примера было выбрано расстояние Б, равное 60 мм.
Высота H крайних металлических пластин 2, 5 и средних металлических пластин 4 (они определяют высоту собственно подставки для ножей) определяется следующими обстоятельствами: вид базирования подставки (настольная, напольная, настенная и пр.), количество размещаемых ножей на подставке. Именно данные обстоятельства определяют диапазон размеров: от 50 мм до 3000 мм. Для выше указанного примера было выбрано расстояние H, равное 500 мм.
Ширина P (см. фиг.2) определяется размещением одного лезвия ножа в закладной полости 3 или порядком размещения двух лезвий ножей в закладной полости 3. Длина одного лезвия ножа выбирается из диапазона от 40 мм до 600 мм. Таким образом, ширина Р выбирается из диапазона от 40 мм до 1200 мм. Для выше указанного примера было выбрано расстояние P, равное 160 мм.
Концевые части труб 1 изготовил выступающими за пределы крайних металлических пластин 2, 5 для выполнения ими функции рукояток, обеспечивающих захват за подставку для ножей для ее перемещения в пространстве при монтаже ее, или для других целей. Выступающие концевые части труб 1 выполняют функцию крепежных элементов или опор, которые также необходимы для выполнения работ по закреплению подставки для ножей на опорной поверхности (стена, проем в стене и пр.).
Таким образом, заявляемое изобретение обеспечивает достижение поставленной задачи и получение нового технического результата. Заявляемый объект обеспечивает расширение арсенала технических средств указанного назначения, а также повышение прочности, долговечности и срока службы подставки для ножей за счет совокупности факторов: используемые для изготовления материалы, действия способа, направленные на получение деталей определенной конструкции, взаимное размещение отдельных деталей друг относительно друга, форма связи между деталями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДСТАВКИ ДЛЯ НОЖЕЙ | 2011 |
|
RU2463939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДСТАВКИ ДЛЯ НОЖЕЙ | 2013 |
|
RU2531275C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДСТАВКИ ДЛЯ НОЖЕЙ | 2013 |
|
RU2538547C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДСТАВКИ ДЛЯ НОЖЕЙ | 2013 |
|
RU2538536C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДСТАВКИ ДЛЯ ЗУБОЧИСТОК | 2013 |
|
RU2538532C1 |
| ПОДСТАВКА ДЛЯ НОЖЕЙ | 2013 |
|
RU2530875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДСТАВКИ ДЛЯ ЗУБОЧИСТОК | 2013 |
|
RU2538544C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДСТАВКИ ДЛЯ ЗУБОЧИСТОК | 2013 |
|
RU2538541C1 |
| ПОДСТАВКА ДЛЯ НОЖЕЙ | 2013 |
|
RU2538537C1 |
| ПОДСТАВКА ДЛЯ НОЖЕЙ | 2013 |
|
RU2538538C1 |
Изготавливают корпус, направляющие и опорные поверхности для лезвий ножей. Корпус изготавливают в виде крайних металлических пластин с отверстиями, средних металлических пластин с отверстиями и держателя. Средние металлические пластины размещают напротив друг друга и между крайними металлическими пластинами с образованием закладных полостей и скрепляют с держателем. Держатель изготавливают в виде металлических труб, каждую из которых изготавливают с концевыми участками и средним участком, который размещают между концевыми участками. Крайние металлические пластины, средние металлические пластины и закладные полости располагают в месте нахождения средних участков металлических труб. Концевые участки металлических труб размещают за пределами крайних металлических пластин. Средние участки металлических труб размещают в закладных полостях и отверстиях средних металлических пластин и отверстиях крайних металлических пластин. Направляющие изготавливают в виде крайних металлических пластин и средних металлических пластин. Опорные поверхности для лезвий ножей образуют участками поверхностей крайних металлических пластин и средних металлических пластин, обращенных к закладным полостям. Обеспечивается повышение прочности, долговечности и увеличение срока службы подставки. 2 ил.
Способ изготовления подставки для ножей, включающий изготовление корпуса, направляющих и опорных поверхностей для лезвий ножей, отличающийся тем, что корпус изготавливают в виде крайних металлических пластин с отверстиями, средних металлических пластин с отверстиями и держателя, причем средние металлические пластины размещают напротив друг друга и между крайними металлическими пластинами с образованием закладных полостей и скрепляют с держателем, а держатель изготавливают в виде металлических труб, каждую из которых изготавливают с концевыми участками и средним участком, который размещают между концевыми участками, причем крайние металлические пластины, средние металлические пластины и закладные полости располагают в месте нахождения средних участков металлических труб, а концевые участки металлических труб размещают за пределами крайних металлических пластин, при этом средние участки металлических труб размещают в закладных полостях и отверстиях средних металлических пластин и отверстиях крайних металлических пластин, а направляющие изготавливают в виде крайних металлических пластин и средних металлических пластин, при этом опорные поверхности для лезвий ножей образуют участками поверхностей крайних металлических пластин и средних металлических пластин, обращенных к закладным полостям.
| ПОДСТАВКА ДЛЯ НОЖЕЙ ИЛИ/И ЛОЖЕК, ИЛИ/И ВИЛОК | 2006 |
|
RU2319430C1 |
| US 6082559 A, 04.07.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДСТАВКИ ДЛЯ НОЖЕЙ, ПОДСТАВКА ДЛЯ НОЖЕЙ И СПОСОБ РАЗМЕЩЕНИЯ НОЖЕЙ В ПОДСТАВКЕ ДЛЯ НОЖЕЙ | 2006 |
|
RU2308864C1 |
| КОНТЕЙНЕР, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ГЛУБОКОЙ ВЫТЯЖКИ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2382298C2 |
| Прибор для исследования влияния промывочных жидкостей на проницаемость кернов | 1959 |
|
SU139635A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

