ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится, в общем, к абразивным инструментам и, в частности, к пылеулавливанию для пильного станка, такого как пильный станок с резанием без смачивания.
Пильные станки, такие как камнерезные пилы и пилы для резки плитки, широко используются для предпочтительной резки твердых материалов, таких как керамические плитки, бетонные дорожные покрытия, строительные и огнеупорные материала, композиты и т.д. В этих типах пильных станков для резания этих материалов обычно используется абразивная пластина, такая как пластина с алмазной режущей кромкой. Чаще всего используются пильные станки с резанием со смачиванием, однако могут использоваться и пильные станки с резанием без смачивания, если источник воды недоступен, или если материал, который режется, не переносит воздействия воды. Недостаток, связанный с использованием пильного станка с резанием без смачивания, заключается в том, что он обычно создает много пыли. Пыль затрудняет поддерживание окружающей зоны в чистоте. Кроме того, выбросы пыли могут представлять серьезный риск для здоровья операторов этих пильных станков с резанием без смачивания, хотя этот риск можно уменьшить, если носить подходящие средства защиты от пыли. Риск для здоровья есть не только для операторов этих пильных станков с резанием без смачивания - есть также риск и для людей, работающих неподалеку от этих станков.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В одном варианте осуществления изобретения предлагается пылеуловитель для абразивного инструмента. В этом варианте осуществления пылеуловитель содержит первый пылеулавливающий компонент, улавливающий пыль с верхней части материала, механически обрабатываемого абразивным инструментом. Второй пылеулавливающий компонент улавливает пыль с нижней части материала, механически обрабатываемого абразивным инструментом. Первый пылеулавливающий компонент и второй пылеулавливающий компонент собирают примерно 100% пыли, образованной из материала во время операции механической обработки абразивным инструментом.
Во втором варианте осуществления предлагается пылеуловитель для пильного станка, использующего абразивную пластину для резания материала, помещенного на опорный стол. В этом варианте осуществления пылеуловитель содержит пару щитков для защиты от разлетания абразивов, установленных возле абразивной пластины, где каждый из щитков для защиты от разлетания абразивов находится с противоположной стороны возле абразивной пластины. Возле щитков для защиты от разлетания абразивов установлена пара самонастраивающихся боковых щитков, где каждый из самонастраивающихся боковых щитков расположен возле одного из щитков для защиты от разлетания абразивов, чтобы закрывать любые боковые отверстия между щитками для защиты от разлетания абразивов и опорным столом. Верхний выпускной соединительный канал находится между парой самонастраивающихся боковых щитков на их одном конце, где верхний выпускной соединительный канал закрывает любые отверстия между задним концом щитков для защиты от разлетания абразивов и самонастраивающимися боковыми щитками из зоны резания в окружающую зону. Канал для пыли, расположенный ниже опорного стола, собирает пыль, образованную из материала во время операции резания пильным станком, и направляет пыль в направлении назад от зоны резания материала. Нижний выпускной соединительный канал соединен с каналом для пыли. На одном конце канала для пыли рядом с нижним выпускным соединительным каналом находится пылезащитный чехол.
В третьем варианте осуществления предлагается пылеуловитель для пильного станка с резанием без смачивания. В этом варианте осуществления пылеуловитель содержит пару щитков для защиты от разлетания абразивов, установленных возле абразивной пластины станка с резанием без смачивания, где каждый из щитков для защиты от разлетания абразивов находится с противоположных сторон возле абразивной пластины. Возле щитков для защиты от разлетания абразивов установлена пара самонастраивающихся боковых щитков, где каждый из самонастраивающихся боковых щитков расположен возле одного из щитков для защиты от разлетания абразивов, чтобы закрывать любые боковые отверстия. Между парой самонастраивающихся боковых щитков на одном их конце находится верхний выпускной соединительный канал, где верхний выпускной соединительный канал закрывает любые отверстия между задним концом щитков для защиты от разлетания абразивов и самонастраивающимися боковыми щитками из зоны резания в окружающую зону. Канал для пыли расположен в месте, которое ниже материала, который будет резаться станком с резанием без смачивания, где канал для пыли собирает пыль, образованную из материала во время операции резания станком с резанием без смачивания, и направляет пыль в направлении назад от зоны резания материала. Нижний выпускной соединительный канал соединен с каналом для пыли. На одном конце канала для пыли рядом с нижним выпускным соединительным каналом находится пылезащитный чехол.
В четвертом варианте осуществления предлагается беспылевая система резания без смачивания. В этом варианте осуществления имеются опорный стол и абразивная пластина, предназначенная для резания материала, помещенного на опорный стол. Пылеуловитель, находящийся возле опорного стола и абразивного материал, собирает примерно 100% пыли, образованной из материала во время операции резания. Пылеуловитель содержит первый пылеулавливающий компонент, улавливающий пыль с верхней части материала, который режется абразивной пластиной, и второй пылеулавливающий компонент, улавливающий пыль с нижней части материала, который режется абразивной пластиной.
В пятом варианте осуществления предлагается беспылевая система резания без смачивания. В этом варианте осуществления беспылевая система резания без смачивания содержит опорный стол и абразивную пластину, предназначенную для резания материала, помещенного на опорный стол. Возле абразивной пластины установлена пара щитков для защиты от разлетания абразивов, где каждый из щитков для защиты от разлетания абразивов находится с противоположной стороны возле абразивной пластины. Возле щитков для защиты от разлетания абразивов установлена пара самонастраивающихся боковых щитков, где каждый из самонастраивающихся боковых щитков расположен возле одного из щитков для защиты от разлетания абразивов, чтобы закрывать любые боковые отверстия между щитками для защиты от разлетания абразивов и опорным столом. Между парой самонастраивающихся боковых щитков на одном их конце находится верхний выпускной соединительный канал, где верхний выпускной соединительный канал закрывает любые отверстия между задним концом щитков для защиты от разлетания абразивов и самонастраивающимися боковыми щитками из зоны резания в окружающую зону. Канал для пыли расположен ниже опорного стола, чтобы собирать пыль, образованную из материала во время операции резания пильным станком, и направлять пыль в направлении назад от зоны резания материала. Нижний выпускной соединительный канал соединен с каналом для пыли. На одном конце канала для пыли находится пылезащитный чехол.
В шестом варианте осуществления предлагается способ улавливания пыли, создаваемой абразивным инструментом. В этом варианте осуществления способ включает улавливание пыли с верхней части материала, механически обрабатываемого абразивным инструментом; улавливание пыли с нижней части материала, механически обрабатываемого абразивным инструментом, где улавливанием пыли с верхней части материала и улавливанием с верхней части материала вместе улавливают примерно 100% пыли, образованной из материала во время операции механической обработки абразивным инструментом.
В седьмом варианте осуществления предлагается способ улавливания пыли, создаваемой пильным станком, выполняющим операцию резания на материале, где пильный станок содержит абразивную пластину, предназначенную для выполнения операции резания, и стол, служащий опорой абразивной пластине и материалу. В этом варианте осуществления способ включает стадию, закрытие любых боковых отверстий между абразивной пластиной и столом во время операции резания; закрытие любых отверстий между задним концом абразивной пластины из окружающей зоны; направление пыли, образованной из верхней части материала во время операции резания, к заднему концу абразивной пластины; направление пыли от заднего конца абразивной пластины в источник вакуума; сбор пыли, образованной из нижней части материала во время операции резания; и направление пыли, собранной из нижней части материала, в источник вакуума.
В восьмом варианте осуществления предлагается способ беспылевого резания с использованием пильного станка с резанием без смачивания, который содержит абразивную пластину и стол, служащий опорой абразивной пластине и материалу, подлежащему резанию. В этом варианте осуществления способ включает закрытие любых боковых отверстий между абразивной пластиной и столом во время выполнения операции резания на материале; закрытие любых отверстий между задним концом абразивной пластины из окружающей зоны; направление пыли, образованной из верхней части материала во время операции резания, к заднему концу абразивной пластины; направление пыли от заднего конца абразивной пластины в источник вакуума; сбор пыли, образованной из нижней части материала во время операции резания; направление пыли, собранной из нижней части материала, в источник вакуума.
В девятом варианте осуществления предлагается способ модернизации пильного станка с резанием без смачивания пылеуловителем. В этом варианте осуществления способ включает размещение возле пильного станка с резанием без смачивания первого пылеулавливающего компонента, где первый пылеулавливающий компонент улавливает пыль из верхней части материала, подлежащего резанию пильным станком с резанием без смачивания; размещение возле пильного станка с резанием без смачивания размещают второго пылеулавливающий компонента, где второй пылеулавливающий компонент улавливает пыль из верхней части материала, подлежащего резанию пильным станком с резанием без смачивания; и где первый пылеулавливающий компонент и второй пылеулавливающий компонент улавливают примерно 100% пыли, образованной из материала во время операции резания, выполняемой пильным станком с резанием без смачивания.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКОГО МАТЕРИАЛА
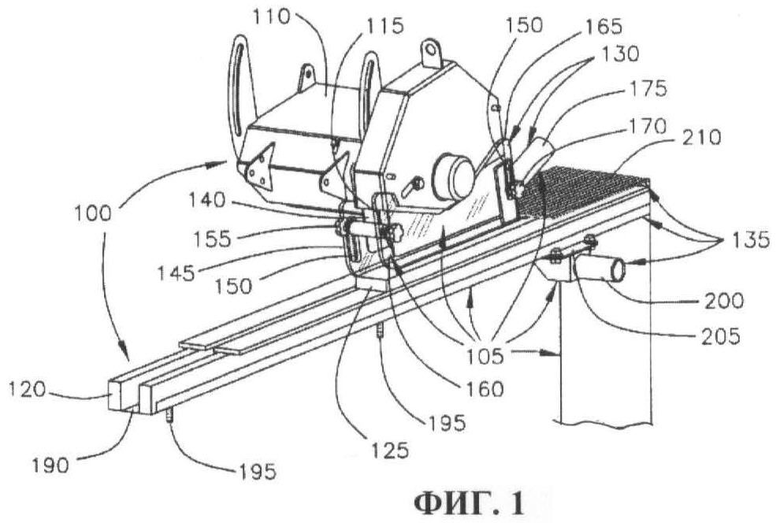
Фиг.1 представляет собой вид в перспективе пылеуловителя для использования с пильным станком с резанием без смачивания в соответствии с одним вариантом осуществления.
Фиг.2 представляет собой еще вид в перспективе пылеуловителя и пильного станка с резанием без смачивания, показанных на Фиг.1, в соответствии с одним вариантом осуществления.
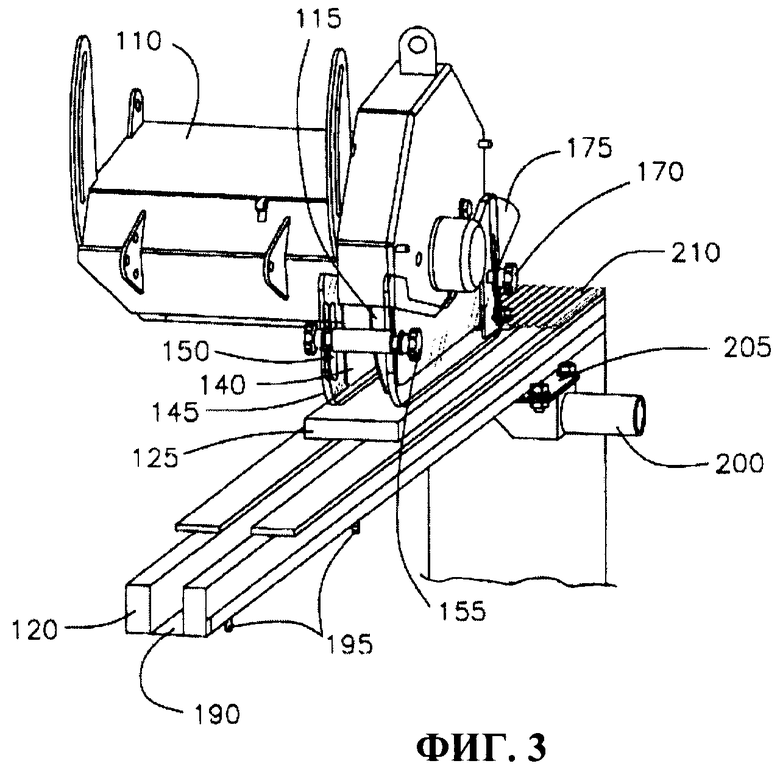
Фиг.3 представляет собой еще вид в перспективе пылеуловителя и пильного станка с резанием без смачивания, показанных на Фиг.1, которая иллюстрирует настраиваемость боковых щитков пылеуловителя относительно материала, на котором проводится операция резания пильным станком с резанием без смачивания, в соответствии с одним вариантом осуществления.
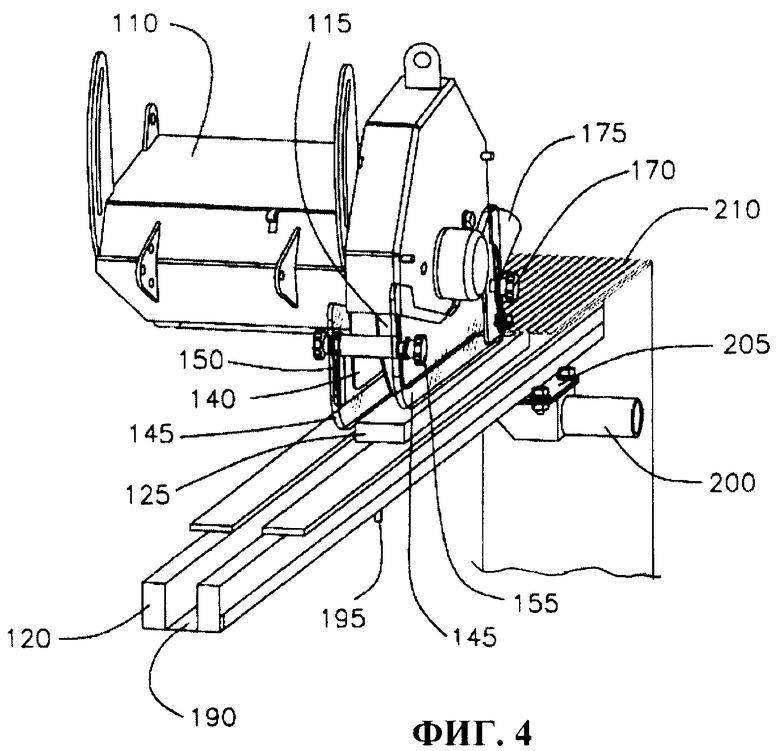
Фиг.4 представляет собой вид в перспективе, показывающий боковые щитки пылеуловителя, настраивающиеся в разное положение относительно материала и станка с резанием без смачивания, в соответствии с одним вариантом осуществления.
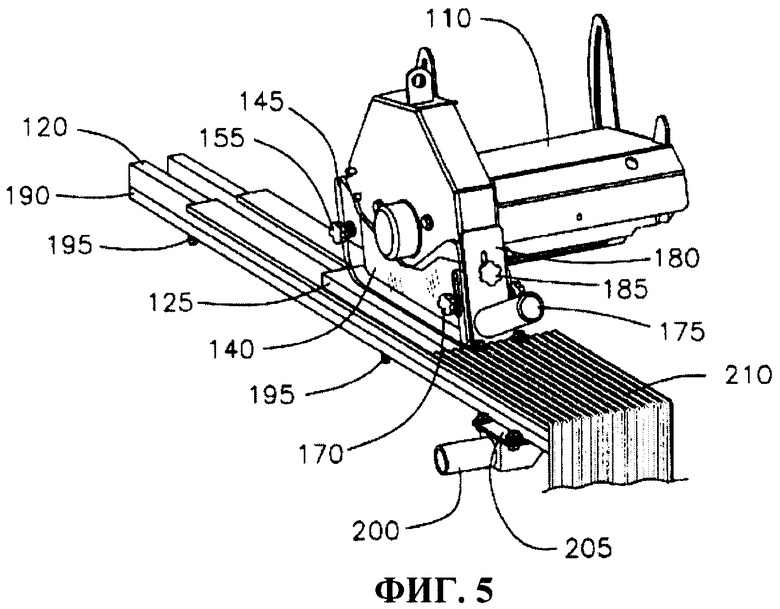
Фиг.5 представляет собой вид в перспективе с заднего конца пылеуловителя и станка с резанием без смачивания, показанных на Фиг.1, в соответствии с одним вариантом осуществления.
Фиг.6 представляет собой более подробный вид боковых щитков пылеуловителя, показанного на Фиг.1, в соответствии с одним вариантом осуществления; и
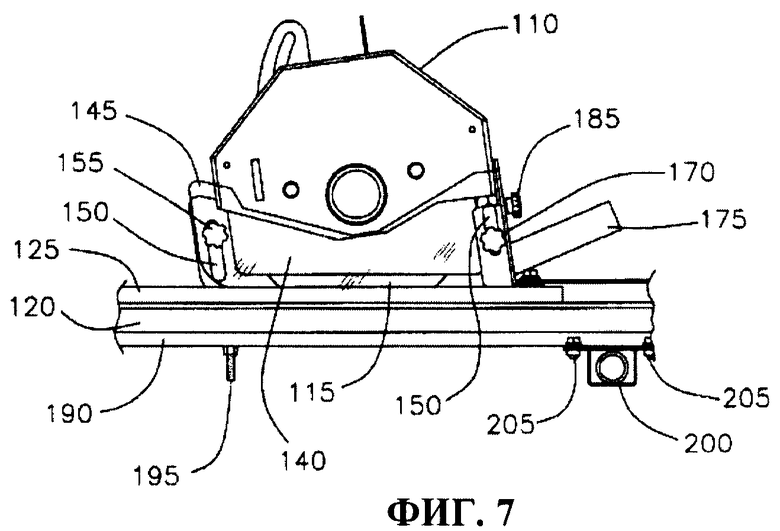
Фиг.7 представляет собой более подробный вид боковых щитков пылеуловителя, показанного на Фиг.1, в соответствии с одним вариантом осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Фиг.1-7 представляют собой разные виды пильного станка 100 с резанием без смачивания с пылеуловителем 105 в соответствии с одним вариантом осуществления изобретения. Пильный станок 100 с резанием без смачивания может использоваться для выполнения операций резания, которыми материал режут, шлифуют или формуют путем контакта с абразивной пластиной. Иллюстративные, но не ограничивающие примеры материала, который может резаться пильным станом 100 с резанием без смачивания, включают керамические плитки, стержни, заготовки, трубы и другие материалы, изготовленные из бетона, композитов, пористого огнеупора, керамики или камня.
В одном варианте осуществления абразивная пластина содержит абразивные зерна, связанные с основой, изготовленной из материалов, таких как нержавеющая сталь или другие подходящие металлы. В одном варианте осуществления абразивные зерна могут быть обычным абразивным или суперабразивным материалом. Неисчерпывающий перечень абразивов и суперабразивов, которые могут использоваться на абразивной пластине в этом варианте осуществления, включает зерна оксида алюминия (например, внедренные с примесями), зерна фторида циркония, зерна сульфата циркония, зерна оксида алюминия и зерна оксида циркония, зерна диоксида циркония и диоксида алюминия, зерна карбида кремния, алмазные зерна, зерна кубического нитрида бора и их сочетания.
Связывание может осуществляться путем непосредственного спекания холоднопрессованных смесей абразивов/металла, крепления полностью уплотненных спекшихся сегментов, содержащих абразивы, посредством пайки твердым припоем, лазерной сваркой или дуговой сваркой, крепления методом инфильтрации, приклеивания или путем непосредственного крепления абразивных зерен посредством пайки твердым припоем, вакуумной пайки твердым припоем, методом электроосаждения или другими подходящими методами, используемыми для крепления абразивного материала к основе. В еще одном варианте осуществления для связывания абразивного материала с основой может использоваться склеивание смолой, или вся абразивная пластина может состоять из смеси абразивных зерен/связующей смолы. Абразивные пластины обычно представляют собой тонкие круги и отрезные круги, такие как используются в промышленных применениях суперабразивов в неметаллических материалах. Промышленные суперабразивные отрезные круги обычно содержат приклеенные к ним абразивные ободки, которые обычно состоят из алмазных абразивов, равномерно распределенных в полимеризированной связующей смоле. Абразивный ободок в этом варианте осуществления связан с металлической основой посредством связующей смолы или специальной смолы, обеспечивающей характеристики прочного соединения.
Хотя последующее описание относится к пылеуловителю, используемому с пильным станком с резанием без смачивания, специалистам в данной области техники станет ясно, что аспекты пылеуловителя применимы и к другим пильным станкам, таким как пильный станок с резанием со смачиванием. Кроме того, пылеуловитель может соответствующе использоваться с другими абразивными инструментами, образовывающими пыль из материала при выполнении операций, которые могут включать резание, притирку, шлифование и полирование. Пыль, в том значении, в котором она используется здесь, включает любые мелкие и сухие частицы, а также осколки, которые образуются из материала при выполнении любой одной из этих операций (т.е. резание, притирка, шлифование и полирование).
Согласно Фиг.1 пильный станок 100 с резанием без смачивания показан содержащим корпус 110, который содержит абразивную 115 пластину. Кроме того, пильный станок 100 с резанием без смачивания содержит стол 120, который служит опорой корпусу 110 и абразивной пластине 115 при выполнении операции резания на некотором материале 125. В одном варианте осуществления корпус 110 и абразивная пластина 115 пильного станка 100 с резанием без смачивания могут быть частью любого доступного на рынке станка, такого как камнерезная пила, пила для резки плитки и пила для резки рельсов. Примеры камнерезной пилы, пилы для резки плитки и пилы для резки рельсов включают камнерезную пилу СМ 41, пилу для резки плитки TR250H и пилу для резки рельсов CST Modulo, соответственно, все продаваемые компанией Saint-Gobain Abrasives S.A., г.Башараж, Люксембург. Стол 120 может представлять собой любое рабочее место, которое годится в качестве опоры корпусу 110 и абразивной пластине 115 при выполнении операции резания на материале 125. Специалистам в данной области техники станет ясно, что пильный станок 100 с резанием без смачивания может содержать другие компоненты (например, электрические компоненты двигателя и т.д.), но для наглядности иллюстрации пылеуловителя 105 и его работы показаны лишь те компоненты, которые совершают общую работу пильного станка 100 с резанием без смачивания (например, корпус 110, абразивная пластина 115 и стол 120). Кроме того, для наглядности иллюстрации, только на Фиг.1 конкретно показаны компоненты (например, корпус 110, абразивная пластина 115 и стол 120), которые образуют пильный станок 100 с резанием без смачивания. На Фиг.2-7 показаны все отдельные компоненты, которые образуют пильный станок 100 с резанием без смачивания, но для понятности фигур специфичные общие обозначения позиций компонентов пильного станка 100 с резанием без смачивания упущены.
В одном варианте осуществления пылеуловитель 105, как показано на Фиг.1, содержит два пылеулавливающих компонента, которые улавливают пыль из пильного станка 100 с резанием без смачивания. Первый пылеулавливающий компонент 130 улавливает пыль с верхней части материала 125 при резании абразивной пластиной 115. Второй пылеулавливающий компонент 135 улавливает пыль с нижней части материала 125 при резании абразивной пластиной 115. Обратите внимание, что для наглядности иллюстрации лишь на Фиг.1 первый пылеулавливающий компонент 130 и второй пылеулавливающий компонент 135 и их соответствующие компоненты конкретно показаны. На Фиг.2-7 показаны все компоненты, которые образуют первый пылеулавливающий компонент 130 и второй пылеулавливающий компонент 135, но для понятности в отношении этих фигур обозначение пылеулавливающего компонента 130 и второго пылеулавливающего компонента 135 на этих фигурах упущено.
Первый пылеулавливающий компонент 130 содержит пару щитков 140 для защиты от разлетания абразивов, установленных возле части абразивной пластины 115. Каждый из щитков 140 для защиты от разлетания абразивов находится с противоположных сторон возле части абразивной пластины 115. В одном варианте осуществления щитки 140 для защиты от разлетания абразивов могут изготавливаться из листового металла, алюминия, поли(метилметакрилата) (ПММА) и т.д. и устанавливаются на корпусе 110 любым одним из ряда обычных крепежных средств. Первый пылеулавливающий компонент 130 содержит также пару противоположных боковых щитков 145, установленных возле щитков 140 для защиты от разлетания абразивов, оба из которых являются независимо самонастраивающимися по высоте относительно размеров материала 125. В одном варианте осуществления каждый из самонастраивающихся боковых щитков 145 находится возле одного из щитков 140 для защиты от разлетания абразивов, чтобы закрывать любые боковые отверстия между щитками для защиты от разлетания абразивов и столом 120 и материалом 125 во время операции резания. Как показано на фигурах, каждый боковой щиток 145 установлен на прилегающем щитке 140 для защиты от разлетания абразивов, хотя боковые щитки 145 могут устанавливаться на других частях. Например, боковые щитки 145 могут устанавливаться на верхнем выпускном соединительном канале 175, являющемся частью первого пылеулавливающего компонента 130, который более детально описывается ниже. При любом исполнении боковые щитки 145 могут функционировать для направления или канализации пыли, образованной из материала 125, назад в направлении назад от зоны резании материала.
В одном варианте осуществления каждый из самонастраивающихся боковых щитков 145 может содержать край, находящийся вблизи материала 125, который выполнен таким, чтобы позволять боковому щитку взбираться или подниматься на материал и закрывать промежуток. Эта особенность помогает в закрытии любых боковых отверстий между щитками 140 для защиты от разлетания абразивов и столом 120. В этом варианте этот край бокового щитка 145 мог бы иметь большой радиус или радиус, который аналогичен (например, радиус, такой как эллиптическая форма или любая иная форма, выглядящая как радиус, но в действительности являющаяся просто еще одной кривизной), или просто угол менее примерно 45° для облегчения вертикального перемещения самонастройки боковых щитков.
Боковые щитки 145 могут изготавливаться из ПММА, листового металла и т.д. В одном варианте осуществления, как показано на фигурах, боковые щитки 145 являются прозрачными, чтобы обеспечить видимость операции резания. Хотя прозрачные боковые щитки являются предпочтительными, специалистам в данной области техники станет ясно, что могут использоваться непрозрачные боковые щитки, если это будет сочтено нужным для конкретных типов операций резания.
Как показано на фигурах, каждый из боковых щитков содержит отверстие 150 возле обоих концов каждого щитка. Первое крепежное устройство 155 бокового щитка проходит через отверстие 150 на первом конце 160 боковых щитков 145. На первом конце 160 первое крепежное устройство 155 бокового щитка соединяет боковые щитки 145 вместе на первом конце. Как показано на фигурах, отверстие 150 в одном из боковых щитков 145 на первом конце 160 представляет собой продолговатое отверстие, а отверстие в противоположном щитке является отверстием, в котором находится крепежное устройство 155. Продолговатое отверстие позволяет боковому щитку 145 самонастраиваться в вертикальном направлении относительно противоположно обращенного крепежного устройства бокового щита. В одном варианте осуществления первое крепежное устройство 155 бокового щитка представляет собой узел болта и гайки, который содержит болт с резьбовыми концами для накручивания дополнительных резьбовых гаек. Специалистам в данной области техники станет ясно, что другие крепежные устройства подходят для использования, такие как болт и поперечный штифт, или вместо этого боковые щитки 145 могли бы крепиться к системе посредством вертикальных направляющих штифтов с втулками, которые могут быть подпружиненными в вертикальном направлении. В этом случае втулки крепились бы к боковым щиткам 145. Специалистам в данной области техники станет ясно, что для достижения самонастраиваемости в вертикальном направлении могут использоваться отверстия других форм.
Второй конец 165 боковых щитков 145 содержит второе крепежное устройство 170 бокового щитка, находящееся в отверстиях 150 боковых щитков 145, для соединения щитков вместе на этом конце. На втором конце 165 отверстия 150 в обоих боковых щитках 145 содержат продолговатые отверстия, в которых находится второе крепежное устройство 170 бокового щитка. Продолговатое отверстие позволяет боковым щиткам 145 самонастраиваться в вертикальном направлении относительно друг друга, включая материал 125 и щитки для защиты от разлетания абразивов 140. Подобно первому крепежному устройству 155 бокового щитка второе крепежное устройство 170 бокового щитка представляет собой узел болта и гайки, который содержит болт с резьбовыми концами для накручивания дополнительных резьбовых гаек. Специалистам в данной области техники станет ясно, что другие крепежные устройства и формы отверстий подходят для использования.
Как показано на Фиг.1-7, боковые щитки 145 являются самонастраивающимися на размеры материала 125, подлежащего резанию, и в результате закрывают любые отверстия, которые иначе позволили бы пыли высвобождаться из зоны резания в окружение. Обратите внимание, что на Фиг.1, 2, 4 и 6 каждый из боковых щитков 145 является самонастраивающимися на разных высотах с учетом размеров материала 125. В частности, один боковой щиток 145 самонастроился, чтобы размещаться на материале 125 во время операции резания, а другой боковой щиток самонастроился, чтобы размещаться на столе 120 ниже высоты материала 125. На Фиг.3 и 7 показано, что оба боковых щитка 145 самонастроились, чтобы размещаться на верху материала 125 во время операции резания.
Первый пылеулавливающий компонент 130 дополнительно содержит верхний выпускной соединительный канал 175, находящийся между парой противоположных боковых щитков 145 на втором конце 165. Верхний выпускной соединительный канал 175 закрывает любые отверстия между задним концом щитков 140 для защиты от разлетания абразивов и боковыми щитками 145 из зоны механической обработки (т.е. зоны резания) в окружающую зону. В одном варианте осуществления верхний выпускной соединительный канал 175 является цельной частью, которая может изготавливаться из одного из множества материалов, имеющей отверстие 180 (см. Фиг.5), обеспечивающее соединение с корпусом 110 пильного станка 100 с резанием без смачивания. Крепежное устройство 185 верхнего выпускного соединительного канала проходит через отверстие (см. Фиг.5 и 6-7) для крепления верхнего выпускного соединительного канала 175 к корпусу 110 пильного станка 100 с резанием без смачивания. Крепежное устройство 185 верхнего выпускного соединительного канала подобно первому крепежному устройству 155 бокового щитка и второму крепежному устройству 170 бокового щитка тем, что содержит узел болта и гайки, который содержит болт с резьбовыми концами для накручивания дополнительных резьбовых гаек, и тем, что обеспечивает настройку в вертикальном направлении верхнего выпускного соединительного канала 175 вдоль продолговатого отверстия. Второе крепежное устройство 170 бокового щитка позволяет настраивать высоту верхнего выпускного соединительного канала 175 относительно стола 120. Опять-таки, специалистам в данной области техники станет ясно, что для использования с верхним выпускным соединительным каналом 175 подходят другие крепежные устройства и другие формы отверстия.
Второй пылеулавливающий компонент 135, как показано на Фиг.1, содержит канал 190 для пыли, находящийся ниже стола 120 и предназначенный для сбора пыли, образованной из материала 125 во время операции резания абразивной пластиной 115. В одном варианте осуществления канал 190 для пыли может изготавливаться из материала, включающего металл или пластик. Канал 190 для пыли направляет пыль, образованную из нижней части материала 125, в направлении назад от зоны механической обработки или резания материала. В одном варианте осуществления канал 190 для пыли является U-образным, однако специалистам в данной области техники станет ясно, что можно использовать трубы другой формы. На фигурах канал 190 для пыли показан соединенным со столом 120 посредством крепежных деталей 195 канала для пыли. В одном варианте осуществления крепежные детали 195 канала для пыли могут содержать узел болта и гайки, такой как болт с резьбовым концом для накручивания дополнительной резьбовой гайки (см. Фиг.6-7). Хотя на некоторых из фигур это не показано, канал 190 для пыли и стол 120 содержат отверстие под крепежную деталь 195 канала для пыли.
Второй пылеулавливающий компонент 135 дополнительно содержит нижний выпускной соединительный канал 200, находящийся ниже стола 120. Нижний выпускной соединительный канал 200 находится ниже канала 190 для пыли и соединен с ним посредством взаимодействия с крепежной деталью 205 нижнего выпускного соединительного канала, которая может содержать узел гаек и болтов. Специалистам в данной области техники станет ясно, что кроме узла гайки и болта для крепления нижнего выпускного соединительного канала 200 к каналу 190 для пыли и столу 120 могут использоваться другие крепежные детали. В одном варианте осуществления, как показано на фигурах, нижний выпускной соединительный канал 200 соединен с каналом 190 для пыли в месте возле задней части стола 120, хотя возможно, чтобы нижний выпускной соединительный канал 200 могут находиться в других местах вдоль канала 190 для пыли и стола 120.
Как верхний выпускной соединительный канал 175, так и нижний выпускной соединительный канал 200 предназначены для подключения к источнику вакуума (не показан). Источник вакуума создает достаточный поток воздуха и отрицательное давление воздуха в верхнем выпускном соединительном канала 175 и нижнем выпускном соединительном канале 200 для втягивания всей пыли, образованной из материала 125 во время операции резания пильного станка 100 с резанием без смачивания. Хотя это и не показано, верхний выпускной соединительный канал 175 и нижний выпускной соединительный канал 200 могут иметь уплотнительное устройство для обеспечения значительного воздухонепроницаемого уплотнения или соединения с источником вакуума. Источник вакуума может содержать любой обычный источник вакуума, способный втягивать относительно большой объем воздуха как через верхний выпускной соединительный канал 175, так и через нижний выпускной соединительный канал 200, чтобы минимизировать утечку запыленного воздуха. Воздушный поток источника вакуума может меняться в зависимости от конкретной операции резания или механической обработки. Специалисты в данной области техники легко смогут определить соответствующий уровень воздушного потока для выбранной операции.
Второй пылеулавливающий компонент 135 дополнительно содержит пылезащитный чехол 210, находящийся на одном конце канала 190 для пыли. В одном варианте осуществления, как показано на Фиг.1, пылезащитный чехол 210 находится на заднем конце канала 190 для пыли, который принимает пыль, образованную из нижней части материала 125 во время операции резания. В одном варианте осуществления пылезащитный чехол 210 может крепиться к щиткам 140 для защиты от разлетания абразивов или к верхнему выпускному соединительному каналу 175. Пылезащитный чехол 210 проходит по части стола 120 рядом с зоной резания, где находится материала 125, и проходит вниз со стола 120. Пылезащитный чехол 210 обеспечивает идеальное направление или канализацию пыли, образованной из материал 125 и собранной каналом 190 для пыли, для транспортировки в источник вакуума по нижнему выпускному соединительному каналу 200. В одном варианте осуществления пылезащитный чехол 210 представляет собой эластичный материал, который может включать резину, тонкую металлическую фольгу или чехол слоистого типа с металлическими или пластиковыми слоями, соединенными между собой, чтобы сделать его эластичным. В другом варианте осуществления пылезащитный чехол 210 мог бы выполняться в подпружиненном наматывающем устройстве. В этом варианте осуществления эластичный чехол можно было бы наматывать и разматывать с подпружиненного наматывающего устройства, чтобы спустить вниз со стола 120. Это лишь примеры возможных материалов и принципов, которые могут использоваться для пылезащитного чехла 210, однако специалистам в данной области техники станет ясно, что подходящим для использования может быть любой материал, имеющий достаточную длину, эластичность и прочность, чтобы крепиться к станку 100 с резанием без смачивания и укрывать канал 190 для пыли.
Специалистам в данной области техники следует принять во внимание, что есть несколько путей выполнения пылеуловителя 105 в пильном станке 100 с резанием без смачивания. Например, в одном варианте осуществления пылеуловитель 105 может быть неотъемлемой частью пильного станка 100 с резанием без смачивания. В другом варианте осуществления пылеуловитель 105 может быть добавленным к пильному станку 100 с резанием без смачивания при его модернизации для использования множества случаев применения.
При работе пыль, образованная из верхней части материала 125 во время операции резания, направляется или канализируется в заднюю часть зоны резания щитками 140 для защиты от разлетания абразивов и боковыми щитками 145. Предполагая, что боковые щитки 145 самонастроились в соответствии с высотой материала 125, пыль из верхней части материала 125 в окружение не попадет. Вместо этого пыль, образованная из верхней части материала 125, будет направляться в верхний выпускной соединительный канал 175 и транспортироваться из пильного станка 100 с резанием без смачивания через источник вакуума. Кроме того, пыль, образованная из нижней части материала 125 во время операции резания, собирается каналом 190 для пыли и направляется в заднюю часть зоны резания. Пыль, образованная из нижней части материала 125, будет, в основном, направляться в нижний выпускной соединительный канал 200 и транспортироваться из пильного станка 100 с резанием без смачивания через источник вакуума. Пылезащитный чехол 210 блокирует выход пыли из канала 190 для пыли в окружение путем перенаправления любой пыли назад в нижний выпускной соединительный канал 200 и источник вакуума.
Показано, что при использовании первого пылеулавливающего компонента 130 и второго пылеулавливающего компонента 135 вышеописанным образом пылеуловитель 105 улавливает примерно 100% пыли, образованной из материала 125 во время операции резания пильным станком 100 с, резанием без смачивания. В частности, установлено, что детали первого пылеулавливающего компонента 130 и второго пылеулавливающего компонента 135 способствуют полному удалению пыли из пильного станка 100 с резанием без смачивания следующим образом.
Щитки 140 для защиты от разлетания абразивов с верхним выпускным соединительным каналом 175: снижение примерно на 13% для альвеолярных частиц и примерно до 50% для вдыхаемых частиц.
Боковые щитки 145: снижение примерно на 4% для альвеолярных частиц и примерно до 15% для вдыхаемых частиц.
Канал для пыли 190 с пылезащитным чехлом 210 с нижним выпускным соединительным каналом 200: снижение примерно на 45% для альвеолярных частиц и примерно до 80% для вдыхаемых частиц.
Пример
Ниже приводится конкретный пример, описывающий измерения, проведенные для определения процента от общего удаления пыли, связанного с каждой частью первого пылеулавливающего компонента 130 и второго пылеулавливающего компонента 135 пылеуловителя 105 в соответствии с вариантами осуществления, описанными здесь.
В этом примере измерения проводились LUXCONTROL - независимым аккредитованным институтом по измерениям и сертификации в соответствии со следующими стандартами Германии:
TRGS 900 - "Technische Regein für Gefahrstoffe" - (Технические правила для опасного материала);
TRGS 100 - "Auslöseschwellen für gefährliche Stoffe" - (Минимальные уровни включения для опасного материала); и
TRGS 402 - "Ermittlung und Beurteilung der Konzentrationen  Arbeitsstoffe in der Luft in Arbeitsbereichen" - (Обнаружение и оценка концентрации опасных материалов в воздухе рабочих мест).
Arbeitsstoffe in der Luft in Arbeitsbereichen" - (Обнаружение и оценка концентрации опасных материалов в воздухе рабочих мест).
Испытания были проведены в испытательной зоне Saint-Gobain Abrasives в г.Башараж, Люксембург, в закрытой среде (помещение размером 13 м × 6 м × 2,5 м). За час до начала испытаний помещение было вакуумировано для обеспечения удаления любой свободно парящей пыли в воздухе.
Используемым станком была пила для TR250H, продаваемая Saint-Gobain Abrasives, оборудованная прототипом пылеуловителя, описанным здесь. Используемым инструментом была алмазная пластина ⌀230 мм SUPER GRES XT, продаваемая Saint-Gobain Abrasives.
Использованными видами материала были плитки, состоящие из слоев керамики 7 мм и композитной деревянной структуры 7 мм. Длина плитки была 720 мм.
Испытания были проведены для измерения как вдыхаемой пыли (аэродинамический диаметр менее примерно 100 мкм) и альвеолярной пыли (аэродинамический диаметр менее примерно 5 мкм).
Были проведены два вида измерений:
- динамические, приводимое насосом фильтровальное устройство было размещено на операторе рядом с лицом; и
- статические, приводимое насосом фильтровальное устройство было размещено на расстоянии 2,5 м от пилы.
Были проведены следующие испытания резания с использованием разных вариантов отсасывания:
- 65 резаний с полным отсасыванием, продолжительность - 1 час
- 35 резаний с отсасыванием только снизу ~20 минут
- 35 резаний с отсасыванием только сверху ~20 минут
- 34 резания без отсасывания ~20 минут
Условия были намеренно выбраны такими, чтобы начать с условий наименьшего образования пыли и закончить условиями с ситуацией наибольшего образования пыли.
Результаты были следующими:
снизу
Допустимые пределы по стандартам Германии:
- 3 мг/м3 для альвеолярной пыли
- 10 мг/м3 для вдыхаемой пыли
Хотя изобретение конкретно показано и описано в связи с одним предпочтительным вариантом его осуществления, станет понятно, что специалистам в данной области техники будут очевидны изменения и модификации. Поэтому следует понимать, что прилагаемая формула предназначена для охвата всех этих модификаций и изменений в пределах действительной сущности изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЫЛЕУЛАВЛИВАЮЩИЕ УСТРОЙСТВА ДЛЯ УСТРОЙСТВ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2455130C2 |
| ЦИКЛОННОЕ ПЫЛЕУЛАВЛИВАЮЩЕЕ УСТРОЙСТВО | 2005 |
|
RU2291660C1 |
| ПЫЛЕСБОРНИК ПЫЛЕСОСА | 2009 |
|
RU2553199C2 |
| ПЫЛЕУЛАВЛИВАЮЩЕЕ УСТРОЙСТВО СО МНОЖЕСТВОМ ЦИКЛОННЫХ ПЫЛЕУЛОВИТЕЛЕЙ | 2005 |
|
RU2287978C1 |
| ЦИКЛОННОЕ ПЫЛЕУЛАВЛИВАЮЩЕЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2005 |
|
RU2287314C2 |
| ПЫЛЕУЛАВЛИВАЮЩЕЕ УСТРОЙСТВО И УДАРНЫЙ ИНСТРУМЕНТ | 2011 |
|
RU2586374C2 |
| ПЫЛЕУЛАВЛИВАЮЩЕЕ УСТРОЙСТВО И УДАРНЫЙ ИНСТРУМЕНТ | 2011 |
|
RU2606137C2 |
| ПЫЛЕСОС (ВАРИАНТЫ) | 2005 |
|
RU2304424C1 |
| СПОСОБ АЭРОДИНАМИЧЕСКОГО ПОДАВЛЕНИЯ И УЛАВЛИВАНИЯ НЕОРГАНИЗОВАННЫХ ПЫЛЕВЫХ ЗАГРЯЗНЕННЫХ ВЫБРОСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2103047C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ЦЕПНОГО ЗВЕНА | 2009 |
|
RU2496616C2 |


Изобретение относится, в общем, к абразивным инструментам и, в частности, к пылеулавливанию для пильного станка, такого как пильный станок с резанием без смачивания. Техническим результатом является повышение степени пылеулавливания. В одном варианте осуществления первый пылеулавливающий компонент улавливает пыль с верхней части механически обрабатываемого материала, а второй пылеулавливающий компонент улавливает пыль с нижней части материала, обрабатываемого абразивным инструментом. Первый пылеулавливающий компонент и второй пылеулавливающий компонент улавливают примерно 100% пыли, образованной из материала. 7 н. и 8 з.п. ф-лы, 1 пр., 7 ил.
1. Пылеуловитель для абразивного инструмента, содержащий:
первый пылеулавливающий компонент, улавливающий пыль с верхней части материала, механически обрабатываемого абразивным инструментом;
второй пылеулавливающий компонент, улавливающий пыль с нижней части материала, механически обрабатываемого абразивным инструментом;
где первый пылеулавливающий компонент и второй пылеулавливающий компонент улавливают примерно 100% пыли, образованной из материала во время операции механической обработки абразивным инструментом.
2. Пылеуловитель для пильного станка, использующего абразивную пластину для резания материала, помещенного на опорный стол, при этом пылеуловитель содержит:
пару щитков для защиты от разлетания абразивов, установленных возле абразивной пластины, где каждый из щитков для защиты от разлетания абразивов находится с противоположной стороны возле абразивной пластины;
пару самонастраивающихся боковых щитков, установленных возле щитков для защиты от разлетания абразивов, где каждый из самонастраивающихся боковых щитков расположен возле одного из щитков для защиты от разлетания абразивов, чтобы закрывать любые боковые отверстия между щитками для защиты от разлетания абразивов и опорным столом;
верхний выпускной соединительный канал, находящийся между парой самонастраивающихся щитков на их одном конце, и закрывающий любые отверстия между задним концом щитков для защиты от разлетания абразивов и самонастраивающимися боковыми щитками из зоны резания в окружающую зону;
канал для пыли, расположенный ниже опорного стола, для сбора пыли, образованной из материала во время операции резания пильным станком, и направления пыли в направлении назад от зоны резания материала;
нижний выпускной соединительный канал, соединенный с каналом для пыли; и
пылезащитный чехол, находящийся на одном конце канала для пыли рядом с нижним выпускным соединительным каналом.
3. Пылеуловитель по п.2, в котором каждый из самонастраивающихся боковых щитков является настраивающимся со скольжением в вертикальном направлении.
4. Пылеуловитель по п.2, в котором каждый из самонастраивающихся боковых щитков содержит нижний край, по форме выполненный таким, чтобы подниматься на материал и закрывать любые боковые отверстия между щитками для защиты от разлетания абразивов и опорным столом.
5. Пылеуловитель по п.2, в котором верхний выпускной соединительный канал является настраивающимся в вертикальном направлении относительно опорного стола.
6. Пылеуловитель по п.2, в котором нижний и верхний выпускные соединительные каналы каждый предназначены для подключения к источнику вакуума.
7. Пылеуловитель по п.2, в котором нижний выпускной соединительный канал соединен с каналом для пыли в месте возле задней части опорного стола.
8. Пылеуловитель по п.2, в котором пылезащитный чехол находится на конце канала для пыли, в который направляется пыль, и где пылезащитный чехол проходит вниз с опорного стола.
9. Пылеуловитель по п.2, в котором нижний выпускной соединительный канал расположен в месте вдоль канала для пыли, расположенного рядом с ближним концом, содержащим находящийся на нем пылезащитный чехол.
10. Пылеуловитель по п.2, в котором пара щитков для защиты от разлетания абразивов, пара самонастраивающихся боковых щитков, верхний выпускной соединительный канал, канал для пыли, нижний выпускной соединительный канал и пылезащитный чехол вместе удаляют примерно 100% пыли, образованной из материала во время операции резания пильным станком.
11. Пылеуловитель для пильного станка с резанием без смачивания, содержащий:
пару щитков для защиты от разлетания абразивов, установленных возле абразивной пластины станка с резанием без смачивания, где каждый из щитков для защиты от разлетания абразивов находится с противоположной стороны возле абразивной пластины;
пару самонастраивающихся боковых щитков, установленных возле щитков для защиты от разлетания абразивов, где каждый из самонастраивающихся боковых щитков расположен возле одного из щитков для защиты от разлетания абразивов, чтобы закрывать любые боковые отверстия;
верхний выпускной соединительный канал, расположенный между парой самонастраивающихся боковых щитков на одном их конце и закрывающий любые отверстия между задним концом щитков для защиты от разлетания абразивов и самонастраивающимися боковыми щитками из зоны резания в окружающую зону;
канал для пыли, расположенный в месте, которое ниже материала, который будет резаться станком с резанием без смачивания, собирающий пыль, образованную из материала во время операции резания станком с резанием без смачивания, и направляющий пыль в направлении назад от зоны резания материала;
нижний выпускной соединительный канал, соединенный с каналом для пыли; и
пылезащитный чехол, находящийся на одном конце канала для пыли рядом с нижним выпускным соединительным каналом.
12. Беспылевая система резания без смачивания, содержащая:
опорный стол;
абразивную пластину, предназначенную для резания материала, помещенного на опорный стол; и
пылеуловитель, расположенный возле опорного стола и абразивного материала, который собирает примерно 100% пыли, образованной из материала во время операции резания, при этом пылеуловитель содержит:
первый пылеулавливающий компонент, улавливающий пыль с верхней части материала, который режется абразивной пластиной; и
второй пылеулавливающий компонент, улавливающий пыль с нижней части материала, который режется абразивной пластиной.
13. Беспылевая система резания без смачивания, содержащая:
опорный стол;
абразивную пластину, предназначенную для резания материала, помещенного на опорный стол;
пару щитков для защиты от разлетания абразивов, установленных возле абразивной пластины, где каждый из щитков для защиты от разлетания абразивов находится с противоположных сторон возле абразивной пластины;
пару самонастраивающихся боковых щитков, установленных возле щитков для защиты от разлетания абразивов, где каждый из самонастраивающихся боковых щитков расположен возле одного из щитков для защиты от разлетания абразивов, чтобы закрывать любые боковые отверстия между щитками для защиты от разлетания абразивов и опорным столом;
верхний выпускной соединительный канал, расположенный между парой самонастраивающихся щитков на их одном конце и закрывающий любые отверстия между задним концом щитков для защиты от разлетания абразивов и самонастраивающимися боковыми щитками из зоны резания в окружающую зону;
канал для пыли, расположенный ниже опорного стола, чтобы собирать пыль, образованную из материала во время операции резания пильным станком, и направлять пыль в направлении назад от зоны резания материала;
нижний выпускной соединительный канал, соединенный с каналом для пыли; и
пылезащитный чехол, расположенный на одном конце канала для пыли рядом с нижним выпускным соединительным каналом.
14. Способ улавливания пыли, создаваемой абразивным инструментом, включающий:
улавливание пыли с верхней части материала, механически обрабатываемого абразивным инструментом;
улавливание пыли с нижней части материала, механически обрабатываемого абразивным инструментом; при этом
улавливанием пыли с верхней части материала и улавливанием с нижней части материала собирают вместе примерно 100% пыли, образованной из материала во время операции механической обработки абразивным инструментом.
15. Способ модернизации пильного станка с резанием без смачивания, включающий:
размещение возле пильного станка с резанием без смачивания первого пылеулавливающего компонента, улавливающего пыль из верхней части материала, подлежащего резанию пильным станком с резанием без смачивания;
размещение возле пильного станка с резанием без смачивания второго пылеулавливающего компонента, улавливающего пыль из нижней части материала, подлежащего резанию пильным станком с резанием без смачивания;
при этом
первый пылеулавливающий компонент и второй пылеулавливающий компонент собирают примерно 100% пыли, образованной из материала во время операции резания, выполняемой пильным станком с резанием без смачивания.
| JP 2003094432 A, 03.04.2003 | |||
| УСТРОЙСТВО для УЛАВЛИВАНИЯ СТРУЖКИ и пыли | 0 |
|
SU321405A1 |
| Стружкоприемник для улавливания и отвода стружки деревообрабатывающего станка | 1983 |
|
SU1159778A1 |
| УСТРОЙСТВО ДЛЯ УЛАВЛИВАНИЯ ПЫЛИ И ГАЗОВ К ШЛИФОВАЛЬНОМУ И ОТРЕЗНОМУ СТАНКАМ | 1995 |
|
RU2149095C1 |
| WO 2009011454 A1, 22.01.2009. | |||

