Изобретение относится к области разработки боеприпасов военного назначения, взрывных устройств для применения в хозяйственной деятельности (инженерные заряды, добыча полезных ископаемых, машиностроение и др.) и научно-исследовательской деятельности в области высоких энергий.
Актуальность решаемой проблемы основана на следующем.
При снаряжении взрывных устройств (ВУ) взрывчатыми пластизольными веществами (ПВВ) формирование и отверждение заряда происходит в корпусе ВУ. При отверждении ПВВ под действием силы тяжести возможна седиментация компонентов состава и экссудация жидких составляющих, при этом могут увеличиваться разноплотность и изменяться физико-механические характеристики состава. При воздействии эксплуатационных термоперепадов, заряд ПВВ и корпус ВУ могут испытывать повышенные внутренние напряжения, обусловленные значительной разницей коэффициентов термического расширения материалов заряда ПВВ и корпуса ВУ, которые прочно связаны между собой адгезионными связями, характерными для пластизолей, что может приводить к изменению геометрических размеров, появлению зазоров и разрывов, разрушению конструкции ВУ.
Все вышеперечисленное может привести к потере боевых и эксплуатационных качеств, а также к повышению опасности при эксплуатации.
Известны конструкции различных боеприпасов и способы снаряжения их взрывчатыми веществами.
Известен способ снаряжения боеприпасов (патент РФ №2097674, МПК F42B 12/02, публ. 27.11.1997 г.), включающий приготовление компонентов взрывчатой смеси, наполнение приготовленной смесью внутренней полости корпуса взрывного устройства, формирование взрывного состава в полости корпуса взрывного устройства. В известном устройстве боевая часть заливочного снаряжения содержит корпус, состоящий из двух частей, одна из которых, преимущественно донная, содержит центральную трубку под дополнительный заряд и взрыватель, боевой заряд, элементы, герметизирующие корпус. Боевой заряд заливают в корпус через манжету, а после заливки на манжету воздействуют головной частью корпуса. В частных вариантах снаряжения боевой части: при стыковке частей корпуса манжету деформируют в радиальном направлении головной частью корпуса.
Однако в известном способе не предусмотрены мероприятия по повышению безопасности при хранении и эксплуатации устройства, сохранению стабильности его физико-химических показателей взрывчатой смеси и соответственно сохранению боевых характеристик взрывного устройства при длительном хранении и эксплуатации.
Известен, в качестве наиболее близкого к заявляемому по технической сущности, способ снаряжения взрывного устройства взрывчатым пластизольным веществом (патент РФ №2235967, МПК F42B 12/02, публ. 09.10.2004, БИ 28/04). Изобретение относится к снарядам, отличающимся предполагаемым воздействием, в частности осколочно-фугасного типа и детонирующим зарядам, не являющимся частью взрывателя. В снарядах используется пластизольное взрывчатое вещество, содержащее жидкий пластификатор, набухающий в нем полимер полиакрилового ряда, бризантное взрывчатое вещество и порошкообразный горючий металл.
К недостаткам известного решения можно отнести:
- длительное (до нескольких суток) время технологического цикла изготовления изделия;
- возможность повышенной разноплотности и неоднородности отвержденного заряда ПВВ вследствие наличия пор, естественной седиментации твердых и экссудации жидких компонентов ПВВ;
- возможность возникновения повышенных растягивающих и сжимающих напряжений в конструкции заряда вследствие наличия адгезионной связи корпуса снаряда и заряда пластизольного взрывчатого вещества, имеющих различные коэффициенты термического расширения;
- возможность появления зазоров между корпусом снаряда и зарядом ПВВ при пониженных температурах, что снижает безопасность эксплуатации и оказывает влияние на боевые характеристики снаряда;
- отсутствие герметичности конструкции снаряда, что приводит к повышенной скорости естественного терморазложения ПВВ и снижению эксплуатационных и энергетических характеристик ПВВ при длительном хранении.
Задача, на решение которой направлено предлагаемое изобретение, заключается в разработке способа снаряжения взрывного устройства взрывчатым пластизольным веществом, позволяющего сократить технологическое время снаряжения, обеспечить стабильность физико-механических и газодинамических характеристик взрывчатого пластизольного вещества, снаряженного в корпус взрывного устройства, в том числе и при длительном сроке эксплуатации, обеспечить конструктивную целостность заряда ПВВ и конструкции ВУ в целом, обеспечить безопасность эксплуатации.
Новый технический результат, получаемый при применении предлагаемого способа, заключается в снижении затрат и сокращении времени технологического цикла снаряжения изделий взрывчатым пластизольным веществом при обеспечении стабильности заданного качества заряда, сохранение эксплуатационных характеристик ВУ в течение установленного срока, повышении безопасности при хранении и эксплуатации ВУ за счет снижения степени экссудации жидких компонентов, исключения седиментации компонентов состава и создания благоприятных условий существования заряда ПВВ в герметизированной полости корпуса ВУ.
Дополнительный технический результат заключается в повышении надежности инициирования заряда ПВВ инициатором за счет более плотной установки инициатора на более качественную поверхность заряда ПВВ, полученную в результате механической доработки поверхности заряда ПВВ, на которой устанавливается инициатор.
Указанные задача и новый технический результат в способе снаряжения взрывного устройства взрывчатым пластизольным веществом, включающем наполнение внутренней полости корпуса взрывного устройства взрывчатым пластизольным веществом, находящимся в жидкотекучем состоянии и формирование заряда взрывчатого пластизольного вещества в полости корпуса взрывного устройства, обеспечиваются тем, что перед наполнением взрывного устройства взрывчатым пластизольным веществом стенки внутренней полости корпуса предварительно покрывают инертным взрывчатому к пластизольному веществу и материалу корпуса взрывного устройства антиадгезионным покрытием, наполнение внутренней полости корпуса взрывного устройства ведут с использованием вибровакуумной установки при создании разрежения до давления не более 5 кПа, а формирование заряда взрывчатого пластизольного вещества осуществляют при температуре в диапазоне +40 до +60°С до полного затвердевания взрывчатого пластизольного вещества, после чего осуществляют доработку поверхности заряда взрывчатого пластизольного вещества, контактирующей с инициатором, затем устанавливают крышку с возможностью создания заданного усилия сжатия, прилагаемого к заряду взрывчатого пластизольного вещества, и герметизируют внутреннюю полость взрывного устройства.
Кроме того, в качестве антиадгезионного покрытия используют лак на основе фторопласта или фторполимерный лак.
Кроме того, в качестве антиадгезионного покрытия используют смазки на основе кремнийорганических и/или углеводородных компонентов.
Кроме того, в качестве антиадгезионного покрытия используют смазки на основе кремнийорганических и/или углеводородных компонентов, преимущественно марки ЦИАТИМ или марки ОКБ-122-7.
Кроме того, в качестве антиадгезионного покрытия стенки внутренней полости корпуса взрывного устройства используют слой из лака на основе фторопласта или фторполимерного лака, на который затем наносят дополнительный слой смазки на основе кремнийорганических и/или углеводородных компонентов, преимущественно марки ЦИАТИМ или марки ОКБ-122-7.
Кроме того, наполнение внутренней полости корпуса взрывного устройства ведут с использованием вибровакуумной установки при частоте колебаний в диапазоне 25…50 Гц, амплитуде колебаний 0,3…1,5 мм и длительности воздействия от 5 до 20 минут.
Кроме того, крышку устанавливают с усилием сжатия, передаваемым заряду пла-стизольного взрывчатого вещества, для создания давления не менее 0,1 МПа.
Кроме того, доработку поверхности заряда взрывчатого пластизольного вещества ведут путем механического удаления поверхностного слоя взрывчатого пластизольного вещества толщиной не менее 5 мм.
Предлагаемый способ поясняется следующим образом.
Пластизольные взрывчатые смеси относятся к классу литьевых ВВ и включают в свой состав мощное ВВ (в кристаллическом состоянии), жидкое ВВ (пластификатор) и полимерное связующее, способное к набуханию в жидком ВВ с образованием в межкристаллитном пространстве сплошной фазы из пластифицированного высокомолекулярного соединения, а также, при необходимости, порошкообразное металлическое горючее и неорганический окислитель. Особенностью ПВВ является то, что смешивание компонентов, наполнение корпуса ВУ методом свободного литья и отверждение заряда ПВВ производится в естественных условиях при температуре рабочего помещения (20…25°С), время отверждения зависит от объема и формы полости корпуса ВУ и продолжается в течение не менее 24 часов. После полного отверждения заряда ПВВ и установки инициатора взрывное устройство готово к использованию.
Процесс отверждения заряда ПВВ зависит от особенностей конструкции ВУ и его размеров, при этом формирование заряда может осуществляться в течение нескольких суток. Метод свободной заливки и длительность формирования заряда приводит к повышенной пористости и возможности седиментации (расслоению) компонентов пластизольной смеси и, как следствие, к повышению разноплотности заряда и экссудации жидких компонентов. Рентгенографические и ультразвуковые исследования качества заряда ПВВ ВУ, снаряженного методом свободной заливки, подтвердили наличие вышеуказанных дефектов. Сокращение времени формирования заряда ПВВ, снижение пористости, степени экссудации и исключение седиментации может быть достигнуто оптимизацией параметров технологического процесса снаряжения и разработкой и улучшением конструкции ВУ.
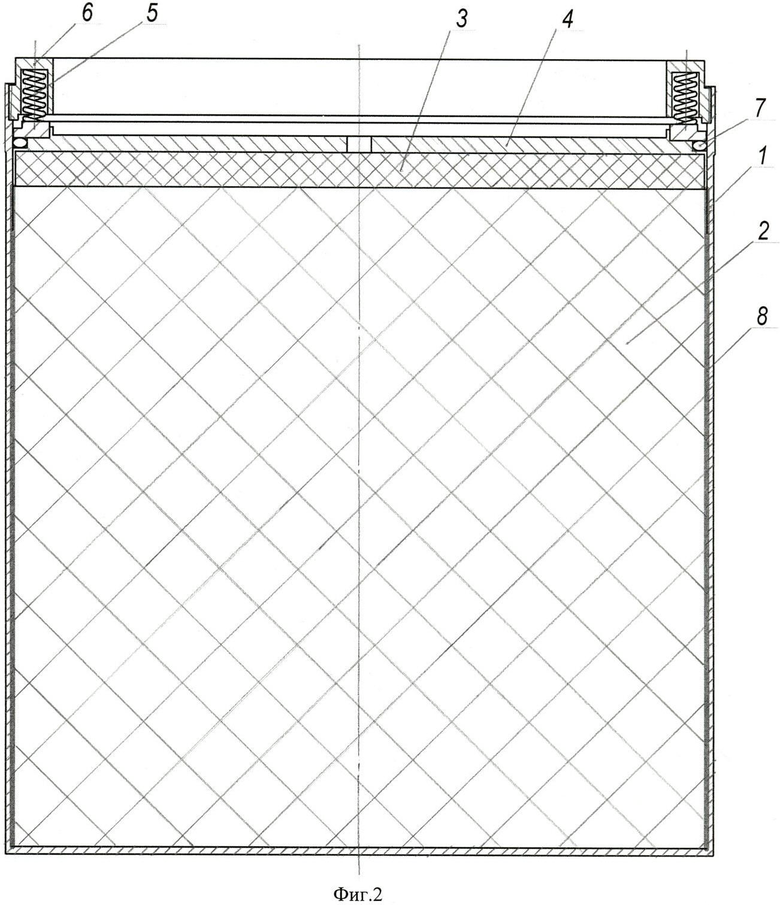
На фиг.1 представлен эскиз конкретного взрывного устройства, снаряженного в соответствии с предлагаемым способом.
ВУ состоит из следующих элементов: 1 - корпус из стали 12Х18Н10Т; 2 - заряд ПВВ; 3 - инициатор; 4 - крышка из стали 12Х18Н10Т; 5 - пружинная система температурной компенсации, обеспечивающая удельное давление 0,1…0,8 МПа на заряд ПВВ; 6 - упорное резьбовое кольцо; 7 - уплотнительный элемент, обеспечивающий герметизацию внутренней полости ВУ; 8 - слой антиадгезионного покрытия (лак на основе фторопласта); 9 - слой антиадгезионной смазки, 10 - поверхность для установки инициатора.
Снаряжение ВУ производят следующим образом. Перед наполнением внутреннего объема ВУ массой ПВВ стенки внутренней полости корпуса 1 покрывают антиадгезионным покрытием 8 и антиадгезионной смазкой 9, предназначенным для уменьшения адгезионной связи ПВВ и внутренней поверхности корпуса ВУ 1. Производят установку корпуса ВУ на рабочий стол вибровакуумной установки, при этом внутренняя полость корпуса ВУ 1 вакуумируют до давления не более 5 кПа. Наполнение зарядом ПВВ, находящимся в жидкотекучем состоянии, внутренней полости корпуса 1 осуществляют при вибрационном воздействии в течение не менее 10…15 минут, при частоте колебаний в диапазоне 25…50 Гц и амплитуде колебаний 0,3…1,5 мм, обеспечивая получение оптимальной плотности и отсутствие воздушных пустот и пористости. Далее корпус ВУ, наполненный ПВВ демонтируют с вибровакуумной установки. Производят выдержку снаряженного изделия до полного отверждения состава при температуре 40-60°С для формирования заряда ПВВ (2). После отверждения сформированный заряд ПВВ нагружают давлением не менее 0,1 МПа через крышку 4 посредством, например, пружинной системы температурной компенсации 5. Пружинная система температурной компенсации 5 связана с корпусом 1 через упорное резьбовое кольцо 6. Герметизацию внутренней полости корпуса 1 осуществляют через уплотнительное кольцо 7. Инициатор 3 устанавливают на заряд ПВВ на поверхность для установки инициатора 10. Точность установки обеспечивается путем механического удаления слоя ПВВ толщиной 5…10 мм для удаления легких фракций, образовавшихся после отверждения основного заряда 1 инициатором 3.
Таким образом, предлагаемый способ снаряжения ВУ ПВВ обеспечивает:
- сокращение времени технологического цикла изготовления изделия в 3…4 раза (до 4…6 часов);
- получение стабильного качества отвержденного заряда ПВВ, имеющего заданную плотность по всему объему заряда, при отсутствии седиментации твердых и экссудации жидких компонентов ПВВ;
- снижение напряженно-деформированного состояния конструкции за счет исключения адгезионной связи корпуса и заряда ПВВ путем введения между ними антиадгезионного слоя;
- сохранение боевых и эксплуатационных характеристик ВУ в течение установленного срока и повышение безопасности при хранении и эксплуатации за счет снижения экссудации жидких компонентов ПВВ; исключения появления зазоров в конструкции ВУ при пониженных температурах за счет введения постоянного давления на заряд ПВВ со стороны упругих элементов системы температурной компенсации; создания благоприятных условий существования заряда ПВВ в герметизированной полости корпуса ВУ, снижающей скорость естественного терморазложения ПВВ.
Возможность промышленного использования подтверждается следующими примерами.
Пример 1. В производственных условиях был опробован предлагаемый способ снаряжения опытного образца ВУ зарядом ПВВ, представленного на фиг.1.
Первоначально перед наполнением внутреннего объема ВУ массой ПВВ стенки внутренней полости корпуса 1 были покрыты слоем антиадгезива 8, в качестве которого был использован фторполимерный лак ФПР, затем был нанесен слой 9 антиадгезионной смазки ОКБ - 122-7. Корпус ВУ был установлен на стол вибровакуумной установки и отвакуумирован до давления не более 5 кПа. Наполнение вакуумированной внутренней полости корпуса 1 ПВВ 2 было произведено при вибрационном воздействии на корпус ВУ при частоте колебаний в диапазоне 25…50 Гц и амплитуде колебаний 0,3…1,5 мм в течение не менее 10…15 минут. Формирование заряда 2 в полости корпуса 1 проводилось до полного отверждения состава в течение 5…6 часов при температуре 45…60°С.
После отверждения сформированный заряд ПВВ нагружался давлением 0,8 МПа пружинной системой температурной компенсации 5 через крышку 4. Герметизация внутренней полости корпуса 1 осуществлялась уплотнительным кольцом 7. Инициатор 3 устанавливался на поверхность 10 заряда ПВВ.
Отсутствие взаимодействия фторполимерного лака ФПР и смазки ОКБ - 122-7 с ПВВ и сталью с материалом ОЛП-25Т и сталью 12Х18Н10Т подтверждено результатами лабораторных исследований. Отсутствие пор, неоднородностей, каверн, зазоров и других дефектов снаряжения подтверждено рентгенографическими и ультразвуковыми методами контроля.
Пример 2. В лабораторных условиях было опробовано снаряжение опытного образца ВУ, представленного на фиг.2.
Первоначально перед наполнением внутреннего объема ВУ массой ПВВ стенки внутренней полости корпуса 1 были покрыты слоем антиадгезионной смазки 8 (смазка ОКБ - 122-7 по ГОСТ 18179-72). Корпус ВУ был установлен на стол вибровакуумной установки и отвакуумирован до давления не более 5 кПа. Наполнение вакуумированной внутренней полости корпуса 1 ПВВ 2 было произведено при вибрационном воздействии на корпус ВУ при частоте колебаний в диапазоне 25…50 Гц и амплитуде колебаний 0,3…1,5 мм в течение не менее 10…15 минут. Формирование заряда 2 в полости корпуса 1 проводилось до полного отверждения состава в течение 5…6 часов при температуре 45…60°С.
После отверждения сформированный заряд ПВВ нагружался давлением 0,8 МПа пружинной системой температурной компенсации 5 через крышку 4. Герметизация внутренней полости корпуса 1 осуществлялась уплотнительным кольцом 7. Инициатор 3 устанавливался на поверхность 10 заряда ПВВ.
Отсутствие взаимодействия фторполимерного лака ФПР и смазки ОКБ - 122-7 с ПВВ и сталью с материалом ОЛП-25Т и сталью 12Х18Н10Т подтверждено результатами лабораторных исследований. Отсутствие пор, неоднородностей, каверн, зазоров и других дефектов снаряжения подтверждено рентгенографическими и ультразвуковыми методами контроля.
Таким образом, как это подтвердили результаты экспериментальных исследований и опыт практического снаряжения изделий, приведенных в качестве примеров, при использовании всех заявляемых операций и условий предлагаемого способа снаряжения взрывного устройства взрывчатым пластизольным веществом решена поставленная задача и достигнуты новые технические результаты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЗРЫВНОЕ УСТРОЙСТВО С ПЛАСТИЗОЛЬНЫМ ВЗРЫВЧАТЫМ ВЕЩЕСТВОМ | 2010 |
|
RU2450235C2 |
| ВЗРЫВНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2425321C1 |
| ВЗРЫВНОЕ РЕЖУЩЕЕ УСТРОЙСТВО | 2006 |
|
RU2325609C1 |
| ВЗРЫВНОЕ УСТРОЙСТВО | 2013 |
|
RU2542803C1 |
| МНОГОЦЕЛЕВАЯ БОЕВАЯ ЧАСТЬ С ТРАНСФОРМИРУЕМОЙ ОБОЛОЧКОЙ УДАРНОГО ДЕЙСТВИЯ | 2000 |
|
RU2174210C1 |
| КАПСЮЛЬ-ДЕТОНАТОР НА ОСНОВЕ БРИЗАНТНОГО ВЗРЫВЧАТОГО ВЕЩЕСТВА | 1999 |
|
RU2161769C2 |
| ВЗРЫВНОЕ УСТРОЙСТВО | 2008 |
|
RU2368860C1 |
| БОЕВАЯ ЧАСТЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2401976C1 |
| ТАНКОВЫЙ ОСКОЛОЧНО-ПУЧКОВЫЙ СНАРЯД "КАШИН" | 2009 |
|
RU2404404C1 |
| УСТРОЙСТВО ВЗРЫВНОЕ | 2013 |
|
RU2537358C1 |
Изобретение относится к области разработки боеприпасов военного назначения, в частности к способу снаряжения взрывного устройства взрывчатым пластизольным веществом. Способ снаряжения взрывного устройства заключается в покрытии антиадгезионным составом стенок внутренней полости корпуса взрывного устройства, наполнении внутренней полости корпуса взрывного устройства взрывчатым пластизольным веществом, формировании заряда взрывчатого пластизольного вещества в полости корпуса взрывного устройства, доработке контактирующих с инициатором поверхностей заряда взрывчатого пластизольного вещества, установке крышки и герметизации внутренней полости взрывного устройства. Пластизольное взрывчатое вещество находится в жидкотекучем состоянии. Антиадгезионное покрытие инертно к взрывчатому пластизольному веществу и материалу корпуса взрывного устройства. Наполнение внутренней полости корпуса взрывного устройства ведут с использованием вибровакуумной установки при создании разрежения до давления не более 5 кПа. Формирование заряда взрывчатого пластизольного вещества осуществляют при температуре в диапазоне от +40 до +60°С, до полного затвердевания взрывчатого пластизольного вещества. Крышку устанавливают с возможностью создания заданного усилия сжатия, прилагаемого к заряду взрывчатого пластизольного вещества. Достигается повышение стабильности физико-механических и газодинамических характеристик взрывчатого пластизольного вещества. 7 з.п. ф-лы, 2 ил.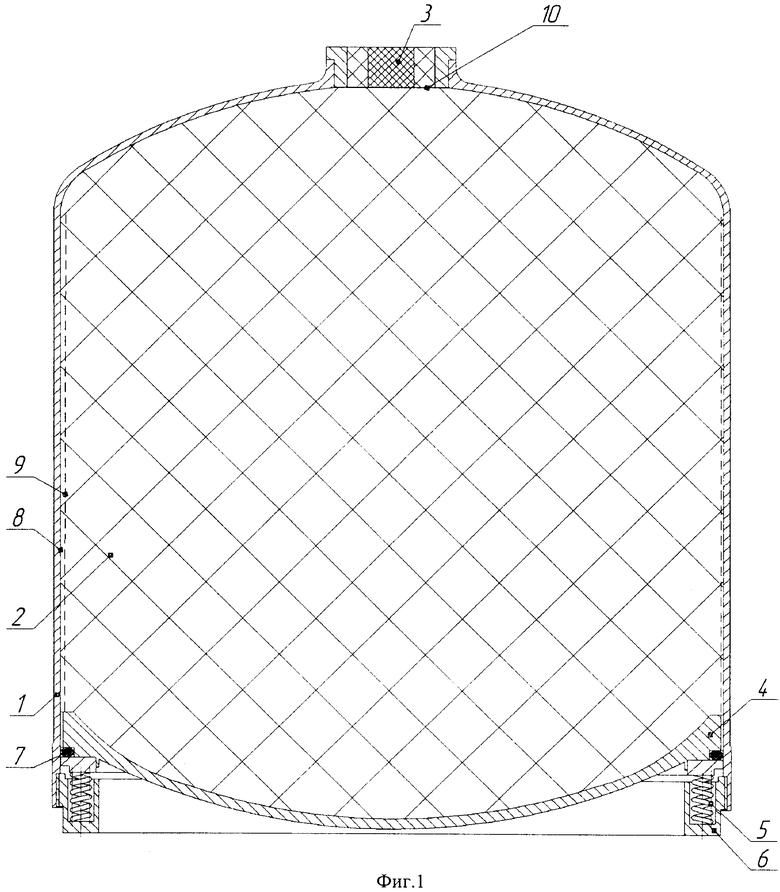
1. Способ снаряжения взрывного устройства взрывчатым пластизольным веществом, включающий наполнение внутренней полости корпуса взрывного устройства взрывчатым пластизольным веществом, находящимся в жидкотекучем состоянии, и формирование заряда взрывчатого пластизольного вещества в полости корпуса взрывного устройства, отличающийся тем, что перед наполнением взрывного устройства взрывчатым пластизольным веществом стенки внутренней полости корпуса предварительно покрывают инертным к взрывчатому пластизольному веществу и материалу корпуса взрывного устройства антиадгезионным покрытием, наполнение внутренней полости корпуса взрывного устройства ведут с использованием вибровакуумной установки при создании разрежения до давления не более 5 кПа, а формирование заряда взрывчатого пластизольного вещества осуществляют при температуре от 40 до 60°С до полного затвердевания взрывчатого пластизольного вещества, после чего осуществляют доработку поверхности заряда взрывчатого пластизольного вещества, контактирующей с инициатором, затем устанавливают крышку с возможностью создания заданного усилия сжатия, прилагаемого к заряду взрывчатого пластизольного вещества, и производят герметизацию внутренней полости взрывного устройства.
2. Способ снаряжения взрывного устройства взрывчатым пластизольным веществом по п.1, отличающийся тем, что в качестве антиадгезионного покрытия используют лак на основе фторопласта или фторполимерный лак.
3. Способ снаряжения взрывного устройства взрывчатым пластизольным веществом по п.1, отличающийся тем, что в качестве антиадгезионного покрытия используют смазки на основе кремнийорганических и/или углеводородных компонентов.
4. Способ снаряжения взрывного устройства взрывчатым пластизольным веществом по п.1, отличающийся тем, что в качестве антиадгезионного покрытия используют смазки на основе кремнийорганических и/или углеводородных компонентов, преимущественно марки ЦИАТИМ или марки ОКБ-122-7.
5. Способ снаряжения взрывного устройства взрывчатым пластизольным веществом по п.1, отличающийся тем, что в качестве антиадгезионного покрытия стенки внутренней полости корпуса взрывного устройства используют слой из лака на основе фторопласта или фторполимерного лака, на который наносят дополнительный слой смазки на основе кремнийорганических и/или углеводородных компонентов, преимущественно марки ЦИАТИМ или марки ОКБ-122-7.
6. Способ снаряжения взрывного устройства взрывчатым пластизольным веществом по п.1, отличающийся тем, что наполнение внутренней полости корпуса взрывного устройства ведут с использованием вибровакуумной установки при частоте колебаний в диапазоне 25…50 Гц, амплитуде колебаний 0,3…1,5 мм и длительности воздействия от 5 до 20 мин.
7. Способ снаряжения взрывного устройства взрывчатым пластизольным веществом по п.1, отличающийся тем, что крышку устанавливают с усилием сжатия, передаваемым заряду взрывчатого пластизольного вещества для создания давления не менее 0,1 МПа.
8. Способ снаряжения взрывного устройства взрывчатым пластизольным веществом по п.1, отличающийся тем, что доработку поверхности заряда взрывчатого пластизольного вещества ведут путем механического удаления поверхностного слоя взрывчатого пластизольного вещества толщиной не менее 5 мм.
| СПОСОБ СТРЕЛЬБЫ АРТИЛЛЕРИЙСКИМ СНАРЯДОМ, ДЕТОНИРУЮЩЕЕ СНАРЯЖЕНИЕ | 2002 |
|
RU2235967C1 |
| КУМУЛЯТИВНЫЙ ЗАРЯД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2187778C2 |
| US 2007107588 A1, 17.05.2007 | |||
| US 6546837 B1, 15.04.2003. | |||

