Изобретение относится к измерительной технике и может быть использовано на замерных узлах газодобывающих и газотранспортных предприятий, при проведении исследований физических свойств газов и их смесей (в частности, топливных природных и попутных нефтяных) и в других случаях, где необходимо знание величины отступления поведения газа от идеального.
Одним из основных показателей работы газодобывающего или газотранспортного предприятия является количество добываемого или передаваемого газа в единицу времени - его объемный расход Q0.
Наиболее распространенным способом измерения объемного расхода, принятым на сегодня, является способ определения переменного перепада давления на сужающем устройстве (СУ) - сопле или диафрагме.
При этом основным расчетным соотношениям для определения величины Qo является следующее [1-3]:

где ΔР - перепад давления на СУ, ρ - плотность газа в рабочих условиях (р.у.) (при давлении Р и температуре газа в трубопроводе 7), Q0 - объемный расход (в р.у.), А - интегральный коэффициент, учитывающий форму СУ (коэффициент расхода), поправочный множитель на расширение газа, площадь минимального проходного отверстия СУ и др.
Плотность газа в рабочих условиях р на предприятиях газовой промышленности не измеряется (из-за отсутствия надежных и сравнительно недорогих средств измерения). Как правило, поступают одним из следующих образов:
- либо в лаборатории взвешивают представительную пробу газа в особом сосуде известного объема (пикнометре) при комнатной температуре, определяют плотность, затем измеряют температуру и атмосферное давление, вносят поправку на отличие давления и температуры газа от стандартных, т.е. приводят плотность к стандартным условиям, иными словами, получают ее значение ρс при давлении Рс=1,0131·105 Па и температуре Тс=293,15K (наиболее распространенный способ);
- либо на хроматографе определяют компонентный состав (с соответствующей высокой точностью) и, уже исходя из него, вычисляют значение ρс (более редкий способ).
Для расчета состояния реальных газов и их свойств используют полуэмпирические формулы или уравнения, построенные на основе обработки реальных зависимостей, полученных из эксперимента [4]. В инженерных расчетах чаще всего пользуются обобщенным уравнением Менделеева-Клапейрона (2), в которое вводится некоторый безразмерный коэффициент Z, получивший название фактора сжимаемости; он учитывает отклонение поведения реального газа от идеального:

здесь Р - давление газа, Т - его температура, V - занимаемый газом объем, R - универсальная газовая постоянная, m - масса газа, М - его молярный вес.
Зная температуру и давление, из уравнения состояния (2) вычисляют плотность ρ газа как в рабочих, так и в стандартных условиях:

а из соотношения  далее находят ρ через ρс:
далее находят ρ через ρс:

здесь Zc и Z - значения факторов сжимаемости при стандартных (Рс, Тс) и рабочих (Р, Т) условиях. При этом уравнение (1) примет вид

где коэффициент  - отношение факторов сжимаемости получил название коэффициента сжимаемости.
- отношение факторов сжимаемости получил название коэффициента сжимаемости.
Как видно из (5), коэффициент сжимаемости прямо входит в формулу, по которой рассчитывается расход, и его погрешность входит в погрешность определения расхода.
Наиболее точно факторы сжимаемости любых газов - чистых попутных нефтяных либо природных газов определяются экспериментально. На специальном физическом оборудовании в лаборатории в некоторой области температур и давлений получают совокупность экспериментальных точек [Рi, Vi, Ti, или [Рi, ρi, Ti], или [Zi, ρi, Ti], где Рi, Vi, ρi, Тi, Zi - соответственно давление, удельный объем, плотность, температура и фактор сжимаемости в точке i.
Обрабатывая эти данные, получают зависимости Z(P, Т), по которым можно найти значения Z в промежуточных точках.
Техника для экспериментального определения зависимостей Z(P, Т) достаточно сложна и не может быть сегодня воспроизведена в заводской лаборатории газового предприятия или в ЦНИПРе. Кроме того, такие измерения (по существу исследования) требуют значительного труда и времени. Поэтому на практике используют графические и аналитические способы определения коэффициентов Z и K.
ГОСТ 30319.2-96 [4] рекомендует использовать один из 4-х расчетных способов определения Z и K, а именно: NX19 мод., УС GERG, УС AGA8-92DC и УС ВНИЦ СМВ. Исходными данными для первых двух являются давление, температура, плотность в стандартных условиях ρс и молярные доли азота и углекислого газа. Для последних двух способов исходными являются давление, температура и молярные доли всех компонентов природного газа.
Погрешность вычисления величины Z-δZ зависит от того, какой расчетный способ используется, а также от точности измерения вводимых исходных данных и термобарических параметров (рабочих условий). Действительно, обратившись к таблице 1 ГОСТ 30319.2-96, увидим, что для способа NX19 мод. при ρс>0,75 кг/м3 и Р>7 МПа погрешность расчета составляет 1,09%, а отклонение от экспериментальных данных - 1,65%.
Для способа GERG-91 мод.: при ρ=0,74-1,00 кг/м2 (смеси с H2S) при Р - 0,1-11 МПа погрешность расчета составляет 2,1% отклонение от экспериментальных данных 3,1%.
Для способа АGА8-92ДС: при ρ=0,74-1,00 (смеси с H2S) и Р=0,1-11 МПа погрешность расчета - 1,3%, отклонение экспериментального значения - 1,88% и т.д.
Примем далее за прототип один из способов, например, GERG-91 мод.
Таким образом, для природных газов только погрешности расчета (в отдельных областях рабочих условий) доходят до 2%. Экспериментальные данные дадут, по-видимому, расхождение с истинными еще больше. На уровне погрешностей измерения других параметров расхода - температуры, давления, перепада давления, лежащих в диапазоне 0,1…0,5%, такие большие погрешности при установлении величины Z становятся определяющими.
Важным моментом является также то обстоятельство, что расчетная величина Z выступает как средняя за период между измерениями величин, входящими в исходные расчетные данные при подсчете, изменении компонентного состава в течение этого промежутка времени, неконтролируемая погрешность может выходить за границы погрешности расчетной величины Z.
Таким образом, недостатком существующего способа определения коэффициента сжимаемости  является необходимость проведения предварительного хроматографического анализа с целью получения данных о компонентном составе и высокая погрешность расчетов величины К в отдельных термобарических областях. Кроме того, полученное значение коэффициента сжимаемости относится к определенному моменту времени - времени взятия пробы для анализа tо, т.е. К=K(tо). Невозможность непрерывного слежения за величиной К=K(t) является следующим недостатком способа определения К.
является необходимость проведения предварительного хроматографического анализа с целью получения данных о компонентном составе и высокая погрешность расчетов величины К в отдельных термобарических областях. Кроме того, полученное значение коэффициента сжимаемости относится к определенному моменту времени - времени взятия пробы для анализа tо, т.е. К=K(tо). Невозможность непрерывного слежения за величиной К=K(t) является следующим недостатком способа определения К.
Техническим результатом предлагаемого способа определения коэффициента сжимаемости К является возможность оперативно измерять этот коэффициент, т.е. находить функцию K(t) с погрешностью не выше погрешности измерения других входящих в формулу расхода (5) физических величин (Р, ΔР, Т, ρс) в любом диапазоне термобарических параметров и, как следствие этого, понижение погрешности измерения расхода при использовании расходомеров на сужающих устройствах.
Технический результат достигается тем, что в способе оперативного определения коэффициента сжимаемости используют объемный резонатор, выполненный из металла с малым коэффициентом температурного расширения и с известной собственной частотой в вакууме ω0, заполняют газом при стандартном давлении и температуре и измеряют значение резонансной частоты ωс, затем заполняют его газом при рабочих давлениях Р и температуре Т и измеряют значение собственной частоты ωр, после чего коэффициент сжимаемости К рассчитывают по соотношению:
На фиг.1 изображена схема устройства, реализующего предложенный способ. Она включает в себя СВЧ генератор 3 см диапазона длин волн на диоде Ганна 1, два объемных резонатора, изготовленных из металла с малым температурным коэффициентом расширения - измерительный 2 и опорный 3, детектор измерительного канала 4, детектор опорного канала 5.
Электронная часть устройства состоит из блока управления 8, блока измерения частоты 9 и стабилизированного блока питания 10. Газовый тракт включает трубку подвода газа 11, редуктор 12, входной 13 и выходной 14 газовые вентили, манометр 15, термометр 16, выкидную трубку 17. Измерительный резонатор помещен в термостат 18.
Работа устройства происходит следующим образом.
В блоке 8 вырабатывается пилообразное напряжение, управляющее частотой генератора 1. Более точно - «пила» состоит из 256 ступенек, так что номер ступеньки («код») однозначно определяет напряжение и, следовательно, частоту генератора: таким образом, осуществляется взаимнооднозначное соответствие между кодом и частотой. Код, соответствующий резонансной частоте резонатора 2, высвечивается на передней панели прибора.
Опорный канал, на основе резонатора 3 и детектора 5, служит для стабилизации начальной частоты генератора 1; электроника блока управления 8 устроена таким образом, что резонансная частота резонатора 3 всегда соответствует одному и тому же коду; в случае отклонения от заданного значения кода вырабатывается напряжение, подаваемое на диод Ганна, генератора 1, которое корректирует уход частоты.
Выходным параметром схемы регистрации является резонансная частота резонатора. В отсутствие газа (в вакууме) частота резонатора равна ωо; при заполнении резонатора газом с диэлектрической постоянной ε частота его понижается и становится равной ω.
Используем соотношение между диэлектрической проницаемостью и плотностью газа, основанное на соотношении Клаузиуса-Мосотти, которое связывает микроскопические параметры вещества газа - его поляризуемость α и молярную массу М - с макроскопическими, измеряемыми параметрами - плотностью вещества ρ и его относительной диэлектрической проницаемостью (ДП) ε [5-7]:

где NA - число Авогадро; εо=8,854·10-12 ф/м - электрическая постоянная.
Разрешив (5) относительно ρ, получим:

Поскольку для всех газов при небольших и умеренных давлениях (P≤10 МПа) ε-1<<1, то можно положить ε+2=3. Тогда (6) можно переписать как

Коэффициент пропорциональности, как видно из (7), может быть вычислен по известным для данного газа значениям М и α:

Из выражения (4) найдем коэффициент сжимаемости

Плотность при стандартных условиях найдем из (7)

где (ε - 1)с - диэлектрическая проницаемость газа без единицы в стандартных условиях. Из (7), (9) и (10) найдем:

где (ε-1)р - диэлектрическая постоянная без единицы в рабочих условиях.
Техническая сторона процедуры измерения величины К основана на следующем физическом эффекте. Если взять пустую металлическую полость простой геометрической формы, например цилиндр, и возбудить в ней электромагнитные колебания, то на некоторых частотах (ω01, ω02 …) будет наблюдаться резкое возрастание их амплитуды - резонанс. В отсутствие в полости вещества (в вакууме) значения резонансных частот определяются только геометрическими размерами и формой полости (называемой объемным резонатором).
При заполнении объемного резонатора газом скорость распространения радиоволн в нем падает, и собственные частоты резонатора смещаются ω01→ω01 ∗=ω01-Δω1; ω02→ω02 ∗=ω02-Δω2 и т.д. При этом относительное смещение частоты определяется диэлектрической проницаемостью газа [8; 9]:

где ω0 и ω1 - собственные частоты резонатора без газа и с газом соответственно.
С учетом (12) выражение (11) принимает вид

Определение коэффициента сжимаемости начинается с измерения сдвига частоты резонатора при стандартных условиях. Для этого открывается вентиль 13 и 14 и с помощью редуктора 12 продувают резонатор 2 газом и затем заполняют объем резонатора 2 до давления чуть выше Рс, после чего вентили 13 и 14 закрывают. После этого на термостате устанавливают температуру Тс=293,15 К и по достижении газом этой температуры приоткрывают вентиль 14 и устанавливают по манометру 15 давление, равное стандартному: Рс=1,013·105 Па, после чего вентиль 14 закрывают. После этого с помощью блока измерения частоты 9 замеряется частота ωс. Первоначальная частота полого резонатора ω0 (т.е. в вакууме) при Т=Тс определяется заранее и вводится как параметр в блок 9.
Затем резонатор 2 снова заполняют газом, но уже при рабочем давлении Р и рабочей температуре Т. Для этого полностью открывают редуктор 12 и вентиль 13, а на термостате 18 устанавливают температуру, равную температуре газа в трубопроводе. После установления давления и температуры газа до рабочих, т.е. существующих в трубопроводе, и в момент времени t=t∗ производят измерение сдвига частоты резонатора ωр.
Далее производят вычисление коэффициента сжимаемости по формуле (13); при этом получают величину К (t), соответствующую времени измерения t=t∗.
Процесс нетрудно автоматизировать. Для этого вентили 13 и 14 достаточно заменить на электрически управляемые, а температуру термостата заставить следовать температуре газа в газопроводе.
С помощью предлагаемого способа были проведены измерения коэффициента сжимаемости на углекислом газе при рабочих давлениях Р=26…35 атм и температурах Т=301-303 К.
Результаты измерений отличались от контрольных данных на 0,5…1,0%, причем основным источником погрешности были колебания температуры газа, т.к. термостат в этих измерениях отсутствовал, а объемные резонаторы были выполнены из латуни, имеющей достаточно высокий коэффициент теплового расширения.
Литература
1. Правила измерения расхода газов и жидкостей стандартными сужающими устройствами РД50-213-80. М., Изд-во стандартов, 1982, 318 с.
2. ГОСТ 8.563.2-97 ГСН. Измерение расхода количества жидкостей и газов методом переменного перепада давления.
3. Плотников В.М., Подрешетников В.А., Тетеревятников Л.И. Приборы и средства учета природного газа и конденсата. - Л.: Недра, 1989, 238 с.
4. ГОСТ 30319.3-96 Газ природный. Методы расчета физических свойств.
5. Вышиваный И.Г., Москалев И.Н., Костюков В.Е. и др. НГЖ. Плотнометрия попутных нефтяных и природных газов на основе измерения их диэлектрической проницаемости, анализ проблемы. «Автоматизация, телемеханизация и связь в нефтяной промышленности». - М.: ВНИИОЭНГ, 2009, №10, 8-12 с.
6. Вышиваный И.Г., Москалев И.Н., Костюков В.Е. и др. НГЖ. Диэлькометрическая плотнометрия нефтяных и природных газов: принципиальные трудности. «Автоматизация, телемеханизация и связь в нефтяной промышленности». - М.: ВНИИОЭНГ, 2009, №11, 7-11 с.
7. Вышиваный И.Г., Москалев И.Н., Костюков В.Е. и др. НГЖ. Экспериментальное определение плотности природного газа на основе измерения его диэлектрической проницаемости. «Автоматизация, телемеханизация и связь в нефтяной промышленности». - М.: ВНИИОЭНГ, 2009, №12, 6-11 с.
8. Голант В.Е. СВЧ методы исследования плазмы. - М.: Наука, 1968, 326 с.
9. Москалев И.Н., Стефановский A.M. Диагностика плазмы с помощью открытых осесимметричных резонаторов. М.: Энергоатомиздат. 1995, 145 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многофазный расходомер для покомпонентного определения расходов газа, углеводородного конденсата и воды в продуктах добычи газоконденсатных скважин | 2020 |
|
RU2746167C1 |
| СПОСОБ И УСТРОЙСТВО ИЗМЕРЕНИЯ РАСХОДА ГАЗОЖИДКОСТНОГО ПОТОКА | 2004 |
|
RU2286546C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАСХОДА ГАЗА НА ОСНОВЕ РОТАМЕТРА | 2010 |
|
RU2436049C1 |
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ ПЛОТНОСТИ ПРИРОДНОГО ГАЗА, ТРАНСПОРТИРУЕМОГО ПО ГАЗОПРОВОДУ | 2010 |
|
RU2426093C1 |
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ ОБЪЕМНОГО СОДЕРЖАНИЯ ЖИДКОЙ ФАЗЫ В ГАЗОЖИДКОСТНОМ ПОТОКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445581C1 |
| Датчик скоростного напора | 2023 |
|
RU2804917C1 |
| Способ и устройство определения объемных концентраций газа, воды и углеводородного конденсата в потоке продуктов добычи газоконденсатных скважин | 2023 |
|
RU2816241C1 |
| УСТРОЙСТВО ДЛЯ ПРИВЕДЕНИЯ РАСХОДОВ ПРОДУКТОВ ДОБЫЧИ ГАЗОКОНДЕНСАТНЫХ СКВАЖИН, ИЗМЕРЯЕМЫХ МНОГОФАЗНЫМ РАСХОДОМЕРОМ, ОТ РАБОЧИХ УСЛОВИЙ К СТАНДАРТНЫМ | 2022 |
|
RU2793153C1 |
| Расходомер постоянного перепада давления типа ротаметра с дистанционной передачей величины расхода | 2023 |
|
RU2805029C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЕЙ ФИЗИЧЕСКИХ СВОЙСТВ ПРИРОДНОГО ГАЗА И УСТРОЙСТВО ДЛЯ ЕГО АВТОМАТИЧЕСКОГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2269113C1 |
Изобретение относится к измерительной технике и может быть использовано на замерных узлах газодобывающих и газотранспортных предприятий, при проведении исследований физических свойств газов и их смесей (в частности, топливных природных и попутных нефтяных) и в других случаях, где необходимо знание величины отступления поведения газа от идеального. В способе оперативного определения коэффициента сжимаемости используют объемный резонатор, выполненный из металла с малым коэффициентом температурного расширения и с известной собственной частотой в вакууме ωо. Затем заполняют газом при стандартном давлении и температуре и измеряют значение резонансной частоты ωс. Далее заполняют его газом при рабочих давлениях Р и температуре Т и измеряют значение собственной частоты ωр. После чего коэффициент сжимаемости K рассчитывают по соотношению: 
Техническим результатом изобретения является возможность оперативно измерять коэффициента сжимаемости газов и их смесей, т.е. находить функцию K(t) с более низкой погрешностью и, как следствие этого, понижение погрешности измерения расхода при использовании расходомеров на сужающих устройствах. 1 ил.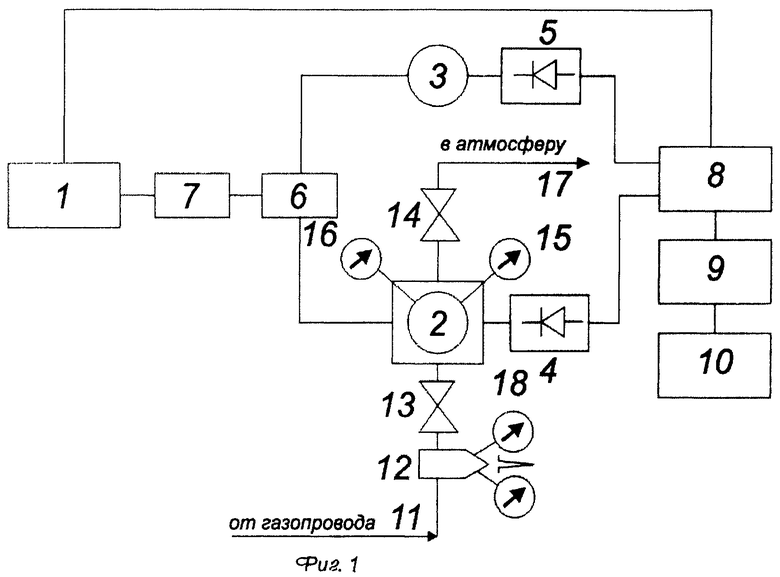
Способ оперативного определения коэффициента сжимаемости газов и их смесей, отличающийся тем, что объемный резонатор, выполненный из металла с малым температурным коэффициентом расширения и с известной собственной частотой в вакууме ω0, заполняют газом при стандартном давлении Рc и температуре Тc и измеряют значение собственной частоты ωс, затем заполняют его газом при рабочих давлении Р и температуре Т и измеряют значение собственной частоты ωр, а коэффициент сжимаемости K определяют из соотношения
| Вышиваный И.Г., Москалев И.Н., Костюков В.Е | |||
| и др | |||
| НГЖ | |||
| Плотнометрия попутных нефтяных и природных газов на основе измерения их диэлектрической проницаемости, анализ проблемы//«Автоматизация, телемеханизация и связь в нефтяной промышленности | |||
| - М.: ВНИИОЭНГ, 2009, №10, стр.8-12 | |||
| RU 2052804 С1, 20.01.1996 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ФИЗИЧЕСКИХ ПАРАМЕТРОВ СОСТОЯНИЯ СРЕДЫ | 1991 |
|
RU2029265C1 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ ПАРАМЕТРОВ ПОТОКА | 2004 |
|
RU2382989C9 |
| US 20050061060 A1, 24.03.2005. | |||

