Изобретение относится к области электротехники, к электронагревателям, используемым для обогрева жилых, промышленных и сельскохозяйственных помещений, изделий ракетной техники, кабин и салонов автотранспорта, а также для нагрева жидких и различных газообразных сред.
Известен керамический электронагреватель, способ и материал для его изготовления, патент РФ №2205522, опубл. 2003.05.27, H05B 3/24, H01B 1/24, относящийся к средствам нагрева промышленных и жилых помещений, сооружений и иным средствам нагрева текучих, газовых и жидких сред. Технический результат изобретения заключается в повышении эффективности и равномерного теплообмена керамических электронагревателей с потоком газов или жидкостей. Керамический электронагреватель выполнен в виде электронагревательных элементов со сквозными каналами сотовой структуры из композиционных материалов с проводящими и непроводящими компонентами и снабжен контактным и изоляционным слоями. В материале контактного слоя концентрация проводящих компонентов увеличена вдвое, а в материале изоляционного слоя их концентрация уменьшена вдвое по сравнению с концентрацией тех же компонентов в материале электронагревателя так, чтобы контактный и изоляционный слои отличались по удельному сопротивлению от удельного сопротивления электронагревателя на один-два порядка, соответственно, в меньшую и большую сторону. Электронагреватель изготавливают способом литья под давлением с использованием литьевого оборудования и специальных пресс-форм.
Недостатками данного электронагревателя и способа изготовления являются сложность технологии изготовления, невозможность изготовления электронагревателей с широким набором характеристик, недостаточно высокие надежность и технические характеристики, а также нестабильность технических характеристик.
Известен электронагреватель и способ его изготовления для подогрева газа или жидкости, патент РФ №2011316, опубл. 1994.04.15, МПК H05B 3/26, который может быть использован в быту, промышленности и на транспорте. Сущность изобретения заключается в том, что электронагреватель текучей среды содержит изоляционное основание и закрепленный на нем зигзагообразный ленточный нагреватель, участки треугольных петель которого выполнены профилированными, причем в качестве профилированных участков предусмотрены скрученные участки, при этом соседние участки скручены в противоположных направлениях, а угол скручивания каждого участка равен 45°.
Недостатками данного электронагревателя являются низкие прочностные и технические характеристики.
Известен способ изготовления греющего элемента электрогрелки, патент РФ, №2058673, МПК H05B 3/28, опубл. 1996.04.20, по которому изготавливают оправку с криволинейным поперечным сечением, формируют катушку намоткой проволочного электроизолированного нагревательного элемента непосредственно на оправку, наносят на внешнюю поверхность полученной катушки изоляционную оболочку, причем изготавливают оправку с продольными пазами, которую перед намоткой катушки покрывают слоем материала оболочки или материалом с аналогичными свойствами, а затем удаляют.
Недостатком данного способа изготовления является сложность технологии изготовления электронагревателя, необходимость удаления оснастки, ограниченная возможность изготовления электронагревателей с требуемым набором характеристик.
Известен электронагреватель и способ изготовления нагревательного элемента сотовой структуры для него, патент РФ №2358415, заявка №2008105504 от 12 февраля 2008 г., МПК H05B 3/26, в котором изготавливают каркас из электроизоляционного материала с пазами, укладывают в пазы резистивный элемент в виде полосы и наносят на поверхность полученной конструкции электроизоляционное покрытие, каркас при этом изготавливают из отдельных деталей в виде полос, содержащих поперечные щелевые пазы, равномерно расположенные по всей длине полосы, закрепляют полосы между собой параллельно или в радиальных направлениях, в поперечные щелевые пазы укладывают гибкую резистивную ленту, меняя ее направление в процессе укладки, образуя объемную структуру электронагревателя со сквозными каналами различного поперечного сечения, а изоляционную оболочку получают методом окунания в раствор термостойкого связующего с последующим его отверждением.
Недостатком данного нагревателя является низкая технологичность его изготовления, необходимость изготовления каркаса для каждого электронагревателя.
Известен электронагреватель сотовой структуры и способ его изготовления, принятый за прототип, патент РФ №2297113, заявка №2005120191 от 29. 06. 2005 г., МПК H05B 3/30. Электронагреватель представляет собой объемную сотовую конструкцию с токоподводами и предназначен для обогрева жидких и газообразных сред. Электронагреватель выполнен из угольных резистивных волокнистых элементов в виде ленты с токоподводами, а объемную, сотовую структуру получают прессованием указанной ленты в пресс-форме, переложенной закладными элементами и пропитанной связующим веществом.
Недостатками данного электронагревателя является низкая технологичность и длительность процесса изготовления, сложность удаления закладных элементов.
Целью предлагаемого изобретения является создание электронагревателя объемной сотовой структуры и способа его изготовления, более технологичного, недорогого, с высокой надежностью и высокими разнообразными техническими характеристиками, с повышенной пожаро- и электробезопасностью.
Поставленная цель с достижением указанного технического результата достигается за счет того, что гибкий резистивный элемент изготовлен в виде резистивного полотна с нанесенными на его поверхность клеевыми полосками, а сотовую структуру нагревательного элемента производят складыванием полотна в пакет, склеиванием слоев пакета, таким образом, чтобы клеевые полоски располагались в шахматном порядке, и растяжением пакета с образованием ячеистой сотовой структуры, причем жесткость нагревательному элементу придают фиксацией пакета в растянутом состоянии, нанесением на поверхность пакета электроизоляционного покрытия, отверждением покрытия и последующим креплением нагревательного элемента в корпусе конвектора с применением клея, либо механически, а также за счет того, что нагревательный элемент сотовый структуры закреплен в корпусе электронагревателя с вентилятором, внутри корпуса электронагревателя установлены термостаты, на корпус электронагревателя установлен переключатель либо регулятор мощности, в качестве угольных резистивных элементов применены угольные нити, жгуты или ленты, в том числе в электроизоляционной оболочке, электронагреватель изготовлен разной формы, прямоугольной, цилиндрической, криволинейной и с различной формой сотовых ячеек, внутри корпуса размещены несколько одинаковых или разных нагревательных элементов сотовой структуры, электрически соединенных между собой, нагревательный элемент содержат более двух токоподводов, которые электрически соединяют последовательно, параллельно или последовательно- параллельно,
а также за счет того, что в способе изготовления сотового нагревательного элемента для электронагревателя резистивный элемент изготавливают в виде резистивного полотна, содержащего слои электроизоляционных материалов и расположенные между ними угольные резистивные элементы и токоподводы, причем на поверхность резистивного полотна наносят клеевые полоски, складывают резистивное полотно с клеевыми полосками, располагаемыми в шахматном порядке, в многослойный пакет, склеивают слои пакета между собой, растягивают пакет с образованием ячеистой сотовой структуры, фиксируют пакет в растянутом состоянии, наносят на поверхность пакета электроизоляционное покрытие, отверждают покрытие и разрезают пакет на части, с получением прочных объемных нагревательных элементов сотовой структуры, а также за счет того, что электроизоляционное покрытие изготавливают на основе полимерных композиций из эпоксидных, полиэфирных, полиуретановых, акриловых, кремнийорганических, фторорганических полимеров, отверждающих агентов для них и наполнителей, в качестве которых используют, например, мел, глинозем, окись кремния, окись алюминия, окись железа, электроизоляционное покрытие изготавливают на основе минеральных композиционных составов с отверждающими агентами, например, на основе жидкого стекла, фосфатных, алюмохромофосфатных вяжущих и дисперсных наполнителей, например мела, окиси кремния, окиси алюминия, окиси железа, в качестве клея для клеевых полосок используют полимерные или пленочные клеи, например на основе органических поливинилактилатных эмульсий, эпоксидных смол, полиэфирных, фенольных, фенолкаучуковых, кремнеорганических, фторорганических композиций или минеральные клеевые композиции, например, на жидком стекле, фосфатном, алюмохромофосфатном связующем, причем электроизоляционное покрытие сот может иметь тот же состав, что и для клеевых полосок, наносимых на резистивное полотно, гибкое резистивное полотно с электроизоляционным покрытием выполнено, например, на основе стеклянной, базальтовой ткани или сеток, тканей из искусственных и природных волокон, в том числе прорезиненных тканей на их основе, электроизоляционной бумаги, термопластичных пленок, нетканых материалов, нагревательный элемент сотовой структуры изготавливают разной формы, прямоугольной, цилиндрической, криволинейной и с различной формой сотовых ячеек, нагревательный элемент изготавливают на основе угольных резистивных элементов, содержащих в химически связанном состоянии с атомами углерода наночастицы соединений бора или алюминия в виде оксидов, либо гидроксидов, а также нагревательный элемент, в котором вместо резистивного полотна применяют резистивную полосу.
Угольные резистивные элементы, содержащие в химически связанном состоянии с атомами углерода наночастицы соединений бора или алюминия в виде оксидов, либо гидроксидов, обладают существенно более высокой (в 1.5-2 раза) термической стойкостью в окислительной среде.
Токоподводы в резистивном полотне соединяют с резистивными элементами, например, способом пайки (патент РФ №2321973 от 18 января 2007 г., МПК H05B 3/34, гибкий электронагреватель и способ изготовления резистивного нагревательного элемента для него) или способом точечной сварки (патент РФ №2213432 от 17 октября 2001 г., гибкий электронагреватель, МПК H05B 3/34). Суть данных способов соединения угольных резистивных элементов с токоподводами заключается в том, что угольные резистивные элементы (нити, жгуты, ленту), а также металлическую резистивную проволоку размещают между двумя электропроводными металлическими полосками и скрепляют с применением точечной сварки либо пайки полосок. Применение металлических резистивных элементов, например, нихромовой проволоки, также возможно при изготовлении резистивного полотна, однако в этом случае изготовление полотна менее технологично и сотовый нагревательный элемент на его основе имеет более низкие технические характеристики.
Пример схемы размещения угольных резистивных элементов и токоподводов по поверхности резистивного полотна приведен на Фиг.1.
На Фиг.1 изображены: 1 - токоподводы нагревательного элемента, 2 - угольные резистивные элементы, 3 - слой гибкого электроизоляционного материала.
Слои гибких электроизоляционных материалов могут быть изготовлены, например, на основе стеклянной, базальтовой ткани или сеток, полипропиленовой, лавсановой ткани, тканей из искусственных и природных волокон, в том числе прорезиненных тканей, электроизоляционной бумаги, термопластичных пленок, нетканых материалов.
Крепление электроизоляционных слоев с резистивными элементами осуществляют с помощью клея, механически либо прошивкой слоев.
Ширина, длина клеевых полосок, наносимых на резистивное полотно, и расстояния между ними выбирают в зависимости от необходимого размера и формы ячейки сот и в зависимости от схемы раскладки угольных резистивных элементов по поверхности полотна.
В качестве клея для полосок могут быть жидкие и пленочные клеевые композиции на основе эпоксидных, полиэфирных, поливинилактилатных, полиуретановых, фенольных, феноло-каучуковых, кремнеорганических, фторорганических смол, например, на основе выпускаемых отечественной промышленностью клеев марок ВК-3, ВК-32, МПФ, БФ-2, БФ-4, возможно также использование клевых композиций минеральных составов, например, клеев на жидком стекле, фосфатном, алюмохромофосфатном связующем.
Резистивное полотно с нанесенными клеевыми полосками складывают в пакет так, чтобы клеевые полоски располагались в слоях пакета в шахматном порядке.
В зависимости от раскладки угольных резистивных элементов и токоподводов по поверхности полотна, полотно разрезают на слои и складывают в пакет либо изгибают полотно с образованием слоев пакета без разрезания полотна. Количество слоев в пакете определяет длину резистивного сотового нагревательного элемента в растянутом виде, а длина слоя пакета - ширину сотового нагревательного элемента.
Пакет склеивают по режиму, принятому для данного состава клеевых полосок.
Далее пакет растягивают до образования ячейками сот заданной многогранной формы, например шестигранной, четырехгранной, и фиксируют в растянутом состоянии.
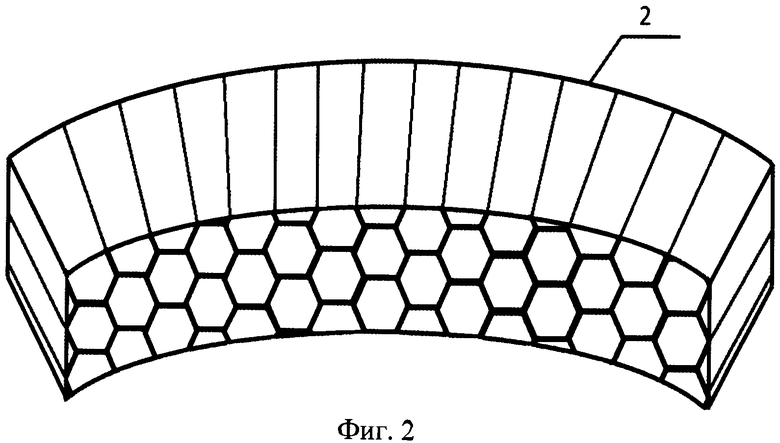
Форма растянутого пакета может быть также разной, например криволинейной, цилиндрической, прямоугольной (Фиг.2, Фиг.3, Фиг.4).
На поверхность растянутого пакета наносят неотвержденную электроизоляционную композицию, например, методом окунания в раствор электроизоляционного покрытия, размещением пакета в емкости, заливкой раствора композиции в эту емкость, с последующим вращением емкости, с целью более равномерного распределения покрытия по поверхности сотового резистивного элемента. Электроизоляционная композиция может быть также нанесена на растянутый пакет методом напыления.
Следует отметить, что электроизоляционное покрытие может быть нанесено на резистивное полотно и заранее, до формования многослойного пакета.
Однако в этом случае температура отверждения электроизоляционного покрытия резистивного полотна должна быть значительно выше температуры отверждения клеевых полосок так, чтобы при склеивании слоев пакета клеевые полоски отверждались полностью, а электроизоляционное покрытие нет.
Электроизоляционное покрытие отверждают по принятому для данной композиции режиму.
Процесс нанесения и отверждения электроизоляционного покрытия может быть повторен несколько раз, в том числе с применением рецептурных составов одного типа либо разных.
После отверждения композиции получаем жесткий, прочный объемный каркас, содержащий множество нагревательных элементов сотовой структуры, который разрезают на части с образованием сразу многих объемных нагревательных элементов сотовой структуры.
В настоящее время промышленность выпускает высокопроизводительное оборудование для изготовления сот, нанесения клеевых полосок на полотна из разных материалов, изготовления пакета сразу из двух и более полотен, а также изготовления пакета из длинных полотен или полос, оборудование разрезки сотового пакета.
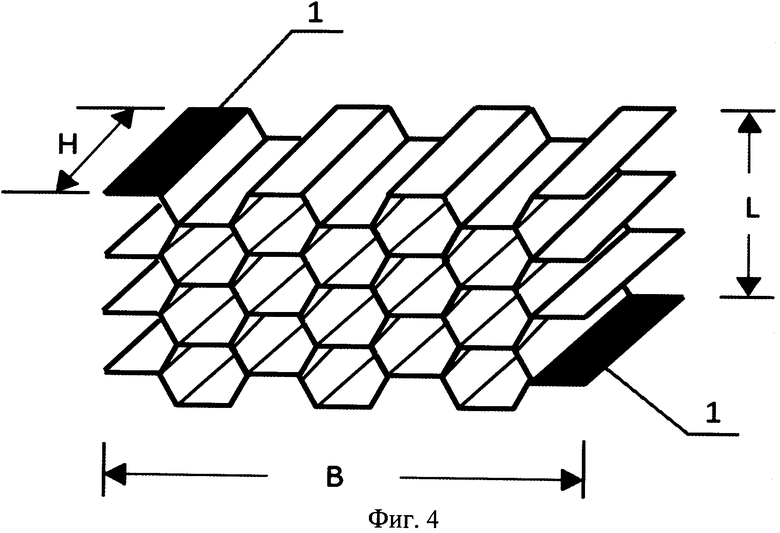
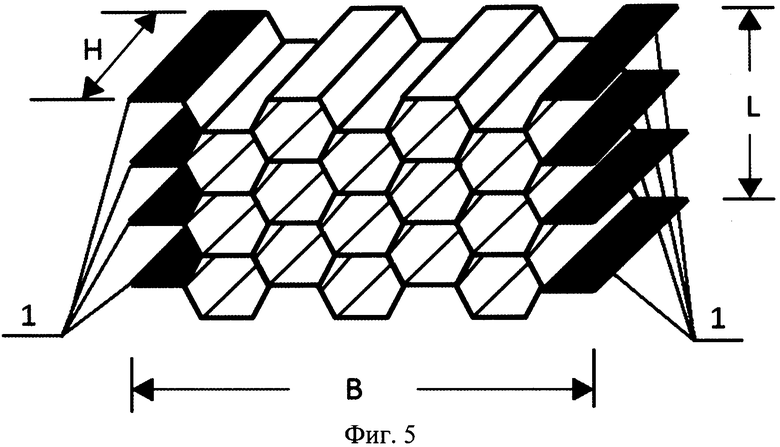
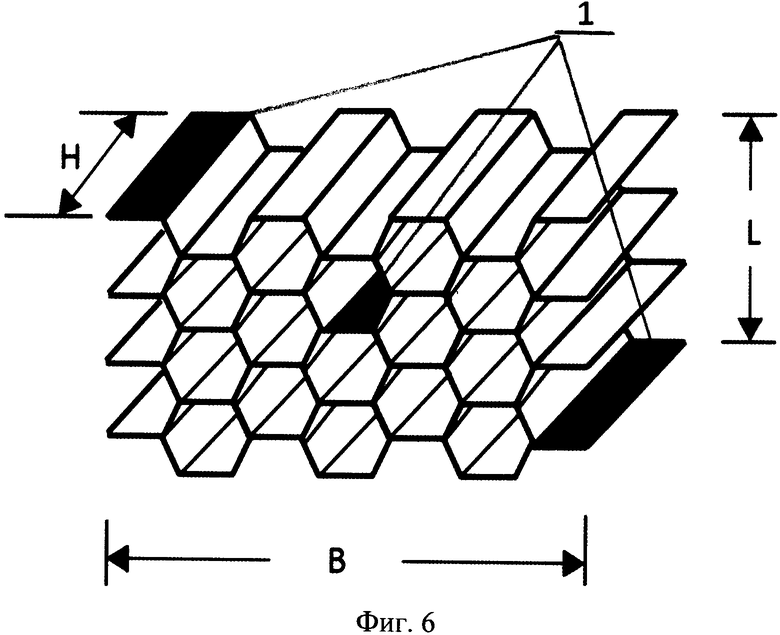
Характеристики изготавливаемого сотового нагревательного элемента и электронагревателя определяются первоначальной схемой размещения резистивных угольных элементов и токоподводов по поверхности резистивного полотна, а также количеством и длиной слоев складываемого в пакет резистивного полотна. На Фиг.4, Фиг.5, Фиг.6. изображены нагревательные элементы прямоугольной формы сотовой структуры с шестигранной формой ячейки сот и различной схемой размещения токоподводов.
На Фиг.4, Фиг.5, Фиг.6:
L - длина сотового нагревательного элемента;
B - ширина;
H - глубина;
l - токоподводы, выделены на фигурах черным цветом.
В качестве электроизоляционного покрытия резистивного полотна могут быть, например, полимерные составы с отверждающими агентами, на эпоксидном, акрилатном, полиэфирном, феноло-формальдегидном, феноло-каучуковом, полиуретановом, кремнийорганическом, фторорганическом связующем, минеральные составы на жидком стекле, фосфатном, алюмохромофосфатном связующем. В качестве наполнителей в электроизоляционных композициях могут быть, например, мел, окись кремния, оксид алюминия, оксид железа, глинозем, тальк.
С целью упрощения технологии изготовления электронагревателя состав электроизоляционного покрытия сотового нагревательного элемента и состав клеевых полосок, наносимых на резистивное полотно, может быть одинаковым.
Изготовленный таким образом сотовый жесткий нагревательный элемент помещают в корпус, например, прямоугольной, цилиндрической или криволинейной формы, изготовленный из металла, пластика, гибкого материала, на корпусе, перед и за отверстиями сот, устанавливают решетки с целью свободного доступа к сотовому нагревательному элементу нагреваемой среды (воздуха, жидкости и др.).
К токоподводам сотового нагревательного элемента припаивают провода. Можно изготавливать количество токоподводов в сотовом резистивном элементе более двух (Фиг.5, Фиг.6) и электрически соединять отдельные части сотового нагревательного элемента с применением переключателя последовательно, параллельно либо последовательно-параллельно.
Можно также в конструкции электронагревателя использовать сразу два и более разных сотовых нагревательных элемента и соединить их последовательно либо параллельно.
Вблизи от отверстий сотового нагревательного элемента, внутри корпуса электронагревателя, можно в электрическую цепь последовательно установить термостаты, регулирующие температуру среды (газа, жидкости) на входе и выходе нагревательного элемента.
На корпус электронагревателя может быть установлен переключатель либо регулятор мощности электронагревателя.
В электрическую схему электронагревателя может быть подключен также маломощный вентилятор с целью интенсификации процесса теплообмена электронагревателя с нагреваемой средой. Мощность вентилятора выбирают такой, чтобы он не «гонял» пыль по помещению как тепловентилятор.
Предлагаемая технология изготовления сотовых нагревательных элементов высокотехнологична, электронагреватель может быть изготовлен с практически любыми характеристиками по мощности, размерам и напряжению электропитания, в том числе с применением промышленного оборудования.
Сотовый электронагреватель будет иметь невысокую температуру корпуса, так как практически не контактирует с нагревательным элементом, электрически безопасен, так как содержит многократную электроизоляцию, корпус и нагревательный элемент могут быть выполнены в негорючем исполнении за счет применения негорючих материалов корпуса и электроизоляционного покрытия.
Приведем пример изготовления сотового нагревательного элемента и электронагревателя настольного (напольного) типа, например, для подогрева воздуха около рабочего места человека.
Примем следующие исходные данные.
Выбираем форму сквозного канала в виде шестигранника с размером стороны 1 см. Толщину электронагревателя (ширину резистивной ленты) выбираем равной 10 см, напряжение питания 220 В, мощность электронагревателя выбираем равной 200 Вт.
Исходя из этих исходных данных, электросопротивление резистивной ленты должно быть 242 Ом.
Выбираем в качестве угольных резистивных элементов угольные нити марки УВИС, выпускаемые отечественной промышленностью с удельным электросопротивлением 250 Ом/м.
Исходя из несложных расчетов, предъявляемым требованиям удовлетворяет резистивная угольная лента длиной 200 см, шириной 10 см. Лента содержит восемь рядов угольных резистивных элементов (угольных нитей марки УВИС).
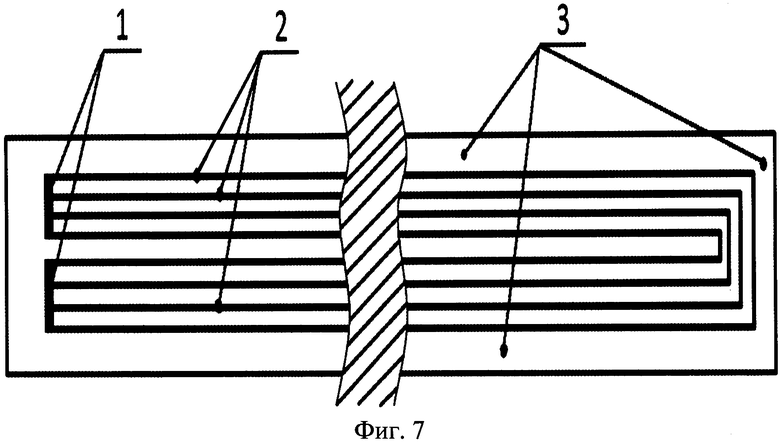
Схема размещения угольных нитей по поверхности ленты и токоподводов приведена на Фиг.7.
На Фиг.7 изображены: 1 - токоподводы, 2 - угольные нити марки УВИС, 3 - слой гибкого электроизоляционного материала - полипропиленовой ткани.
Слои электроизоляционных материалов изготавливают из полипропиленового нетканого материала с термоклеевым слоем на его поверхности. Крепление угольных нитей со слоями электроизоляционных материалов осуществляют нагревом термоклеевых слоев, расположенных с внутренней стороны электроизоляционных материалов.
Токоподводы изготавливают из медной фольги и соединяют с угольными резистивными элементами способом пайки.
На поверхность ленты от ее начала и до конца наносят клеевые полоски из эпоксидного клея (смола марки ЭД-20 100 мас.ч., отвердитель - полиэтиленполиамин 10 мас.ч.), ширина полоски - 1 см, длина - 10 см, расстояние между полосками - 3 см.
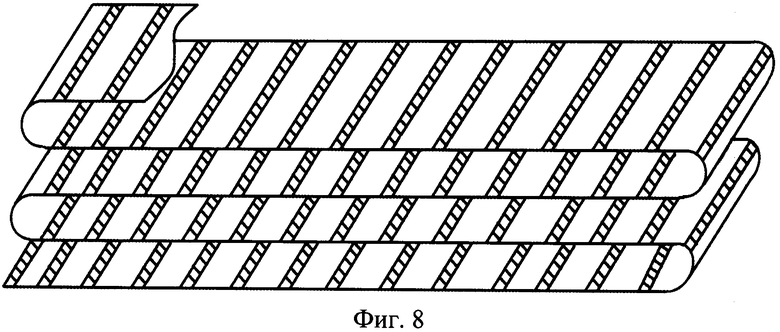
Складывают ленту слоями так, чтобы клеевые полоски в слоях располагались в шахматном порядке (Фиг.8).
На Фиг.8 заштрихованные участки означают клеевые полоски.
Длина одного слоя пакета - около 15 см, количество слоев в пакете - 15.
Склеиваем слои под небольшим давлением по режиму, принятому для данного эпоксидного клея.
Растягивают и фиксируют полученный сотовый резистивный элемент в растянутом состоянии, окунают сотовый резистивный элемент в композицию из этого же эпоксидного клея, отверждают клей, получают жесткий объемный нагревательный элемент сотовой структуры с требуемыми характеристиками.
С целью более равномерного распределения клея по поверхности сотового нагревательного элемента, проводят его вращение.
Электропровод подпаивают к токоподводам. Последовательно в электрическую цепь внутри корпуса электронагревателя подпаивают термостат, ограничивающий температуру воздуха внутри корпуса электронагревателя в соответствии с характеристиками термостата, 80°C.
Полученный жесткий сотовый нагревательный элемент с ячейками шестигранной формы и с примерным размером 10*10*10 см помещают в корпус электронагревателя прямоугольной формы, с решетками на входе и выходе отверстий сот.
Сотовый электронагреватель имеет низкую температуру поверхности нагревательного элемента (до 100°C), не сжигает пыль и кислород.
Электронагреватель имеет невысокую мощность (200 Вт) и может быть использован для локального нагрева рабочего места человека и установлен, например, на рабочем столе, на полу. Данный электронагреватель можно условно назвать «тепловым фонарем».
В приведенном примере изготовления электронагревателя нагревательный элемент был изготовлен без применения промышленного оборудования.
В промышленном масштабе сначала изготавливают резистивное полотно, содержащее, например, много рассмотренных выше резистивных нагревательных элементов, а нанесение клеевых полосок на полотно, склейку, растяжку полотна и его разрезку проводят на специальном промышленном оборудовании.
Аналогично приведенному примеру можно изготовить электронагреватели в виде объемной сотовой структуры с различными характеристиками, размерами, формой, напряжением питания, мощностью, электро- и пожаробезопасностью, различными по размеру и форме сквозными каналами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОКОНВЕКТОР И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИСТИВНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2011 |
|
RU2483494C2 |
| ЭЛЕКТРИЧЕСКИЙ НАГРЕВАТЕЛЬ (ВАРИАНТЫ) | 2005 |
|
RU2297113C1 |
| ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИСТИВНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2007 |
|
RU2321973C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2358415C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2005 |
|
RU2286032C1 |
| ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2001 |
|
RU2213432C2 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННОЙ ОБОЛОЧКИ НА РЕЗИСТИВНОЕ ВОЛОКНО И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2370840C1 |
| Композитный нагреватель текучих сред | 2015 |
|
RU2615180C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2074521C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ МОТОРНОГО МАСЛА ДЛЯ ЗАПУСКА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2001 |
|
RU2196235C1 |

Изобретение относится к области электротехники, к электронагревателям, используемым для обогрева жилых, промышленных и сельскохозяйственных помещений, изделий ракетной техники, кабин и салонов автотранспорта, а также для нагрева жидких и различных газообразных сред. Электронагреватель содержит корпус и гибкий резистивный элемент на основе углеграфитовых материалов, расположенных между слоями электроизоляционных материалов. Гибкий резистивный элемент изготовлен в виде резистивного полотна с нанесенными на его поверхность клеевыми полосками. Сотовую структуру нагревательного элемента производят складыванием полотна в пакет, склеиванием слоев пакета, таким образом, чтобы клеевые полоски располагались в шахматном порядке, и растяжением пакета с образованием ячеистой сотовой структуры, причем жесткость нагревательному элементу придают фиксацией пакета в растянутом состоянии, нанесением на поверхность пакета электроизоляционного покрытия, отверждением покрытия и последующим креплением нагревательного элемента в корпусе конвектора с применением клея, либо механически. Изобретение позволяет создать электронагреватель более технологичный, недорогой, с высокой надежностью и высокими разнообразными техническими характеристиками, с повышенной пожаро- и электробезопасностью. 2 н. и 9 з.п. ф-лы, 8 ил.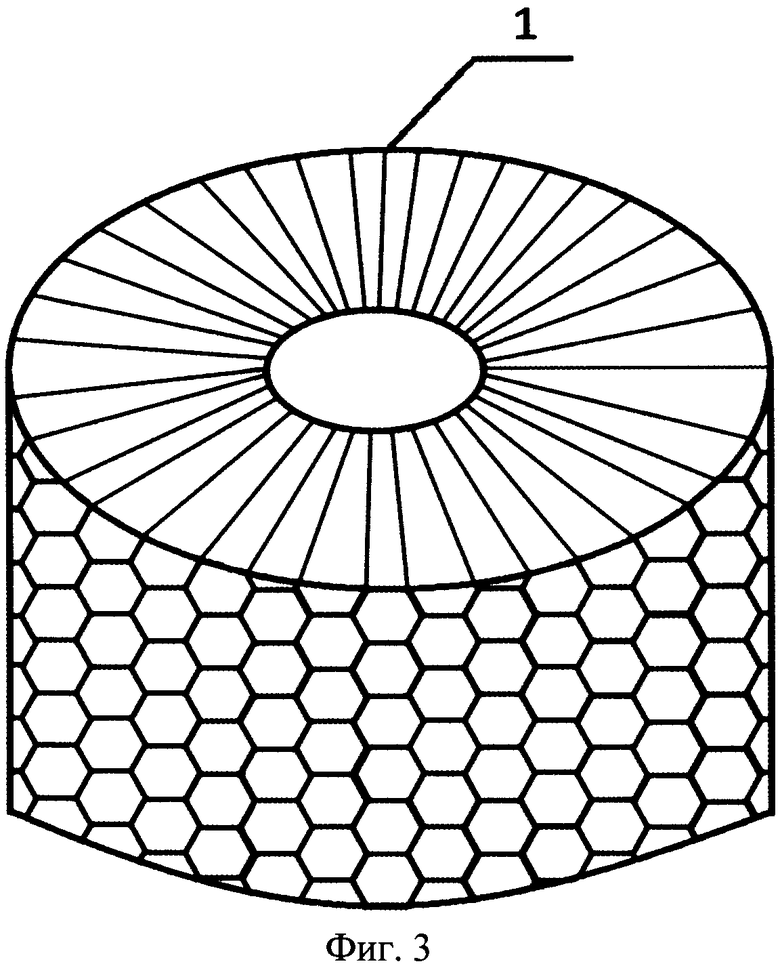
1. Электронагреватель, содержащий корпус и гибкий резистивный элемент на основе углеграфитовых материалов, расположенных между слоев электроизоляционных материалов, и укладываемый послойно с образованием объемной сотовой структуры со сквозными каналами различного размера, отличающийся тем, что, с целью создания электронагревателя объемной сотовой структуры и способа его изготовления, более технологичного, недорогого, с высокой надежностью и высокими разнообразными техническими характеристиками, с повышенной пожаро- и электробезопасностью, гибкий резистивный элемент изготовлен в виде резистивного полотна с нанесенными на его поверхность клеевыми полосками, а сотовую структуру нагревательного элемента производят складыванием полотна в пакет, склеиванием слоев пакета таким образом, чтобы клеевые полоски располагались в шахматном порядке, и растяжением пакета с образованием ячеистой сотовой структуры, причем жесткость нагревательному элементу придают фиксацией пакета в растянутом состоянии, нанесением на поверхность пакета электроизоляционного покрытия, отверждением покрытия и последующим креплением нагревательного элемента в корпусе конвектора с применением клея либо механически.
2. Электронагреватель по п.1, отличающийся тем, что нагревательный элемент сотовый структуры закреплен в корпусе электронагревателя с вентилятором.
3. Электронагреватель по п.1, отличающийся тем, что внутри корпуса электронагревателя установлены термостаты.
4. Электронагреватель по п.1, отличающийся тем, что на корпус электронагревателя установлен переключатель либо регулятор мощности.
5. Электронагреватель по п.1, отличающийся тем, что в качестве угольных резистивных элементов применены угольные нити, жгуты, ленты в электроизоляционной оболочке.
6. Электронагреватель по п.1, отличающийся тем, что внутри корпуса размещены несколько одинаковых или разных нагревательных элементов сотовой структуры, электрически соединенных между собой.
7. Электронагреватель по п.1, отличающийся тем, что нагревательный элемент содержит более двух токоподводов, которые соединяют электрически последовательно, параллельно или последовательно-параллельно.
8. Способ изготовления нагревательного элемента для электронагревателя, содержащего гибкий резистивный элемент на основе углеграфитовых материалов, расположенных между слоями электроизоляционных материалов, и укладываемый послойно с образованием объемной сотовой структуры со сквозными каналами различного размера, отличающийся тем, что гибкий резистивный элемент изготавливают в виде резистивного полотна, содержащего слои электроизоляционных материалов, и расположенные между ними угольные резистивные элементы и токоподводы, причем на поверхность резистивного полотна наносят клеевые полоски, складывают резистивные полотна с клеевыми полосами, располагаемыми в шахматном порядке в многослойный пакет, склеивают слои пакета между собой, растягивают пакет с образованием ячеистой сотовой структуры, фиксируют пакет в растянутом состоянии, наносят на поверхность пакета электроизоляционное покрытие, отверждают покрытие и разрезают пакет на части, с получением прочных объемных нагревательных элементов сотовой структуры.
9. Способ изготовления нагревательного элемента по п.8, отличающийся тем, что электроизоляционное покрытие сот имеет тот же химический состав, что и состав клеевых полосок, наносимых на резистивное полотно.
10. Способ изготовления нагревательного элемента по п.8, отличающийся тем, что его изготавливают на основе угольных резистивных элементов, содержащих в химически связанном состоянии с атомами углерода наночастицы соединений бора или алюминия в виде окислов либо гидроксидов.
11. Способ изготовления нагревательного элемента по п.8, отличающийся тем, что вместо резистивного полотна используют резистивную полосу.
| ЭЛЕКТРИЧЕСКИЙ НАГРЕВАТЕЛЬ (ВАРИАНТЫ) | 2005 |
|
RU2297113C1 |
| ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2001 |
|
RU2213432C2 |
| ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИСТИВНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2007 |
|
RU2321973C1 |
| Защитно-регулировочное сооружение | 1987 |
|
SU1528837A1 |
| Соединение деталей | 1985 |
|
SU1283444A1 |

