Изобретение относится к той области промышленного производства в которой осуществляется формирование монокристаллов кремния из содержащего последний сырья, и к устройствам, предназначенным для проведения такого рода процессов.
На настоящий момент времени известны способы получения монокристаллов кремния из исходного, содержащие частицы последнего материала с помощью метода так называемой зонной плавки. В процессе их выполнения в заданный технологией момент времени в расплавленном состоянии поддерживается лишь некоторая часть используемого образца. Такая расплавленная зона передвигается по всей длине обрабатываемого кристалла, что приводит к перераспределению имеющихся в нем примесей и накоплению последних в какой либо его, заранее выбранной части (см. Интернет
http://dic.academic.ru/dic.nsf/bse/89l25/%DO%97%DO%BE%DO%BD%DO%BD% DO%BO%D I %8F) Однако в этом известном способе обеспечивается решение только задачи проведения очистки исходного кремниевого образца от содержащихся в нем примесей, и не рассматривается вопрос возможности получения его из исходного содержащего соединения кремния сырья, в виде крупногабаритных столбчатых кристаллов.
Наиболее близким к предлагаемому является способ получения монокристаллов из кремния, в соответствии с которым последние формируют из объема помещаемого в полость рабочего тигля расплава, состоящего из этого материала.
При осуществлении процесса такого рода обработки в расплав находящегося во внутренней полости тигля этого сырья предварительно опускают затравочный монокристалл из кремния высокого качества. Последний при этом еще и вращается относительно своей продольной оси симметрии.
Получение требуемого конечного продукта осуществляется в инертной атмосфере, включающей газ аргон, при разряжении - 104 Па и температуре Т = +415°С;
Сам применяемый для проведения обработки тигель тоже вращается вокруг своей оси симметрии, но в направлении, противоположном направлению вращения кристалла затравки.
Для получения монокристалла кремния столбчатой формы затравка с кристаллизующейся на ней вновь сформированными объемами этого монокристалла постепенно вытягивается из применяемого для его получения расплава вверх, т.е. в область, расположенную вне его объема.
В целях повышения производительности указанного выше процесса убыль объема применяемого для выращивания кремния расплава непрерывно компенсируется за счет подпитки его жидкой фазой такого же материала из другого тигля. Подпиточный же тигель формирует такого рода дополнительно подаваемые микрообъемы кремния из расплавленных в его полости твердых кусков применяемого исходного сырья.
Таким образом, используя указанную выше известную технологию, можно получить кремниевые слитки с диаметром 20-50 см и длиной до 3 метров. Для изготовления же из них пластин с меньшими, чем указанно выше габаритами, отформованные слитки подвергают механической обработке (см. статья Интернет http://virlib.eunnet.net/metod_materials/wm7/mono.htm). Указанное известное решение рассматривается в дальнейшем как прототип. Однако и этому отмеченному выше техническому решению так же присущ целый ряд достаточно существенных недостатков. Прежде всего, к последним следует отнести необходимость осуществления обработки с применением защитного инертного газа - аргона, при разряжении и в условиях наложения на зону обработки поля, создающего достаточно высокую температуру +415° С.
Наличие действия указанных выше факторов усложняет поведение процесса обработки, а так же увеличивает степень конструктивной сложности используемого для ее выполнения устройства. Все названное выше неминуемо приводит к увеличению необходимых для осуществления такого рода процесса затрат финансовых и материальных ресурсов.
К существенным техническим признакам, используемым при осуществлении указанного выше известного решения, следует отнести следующее:
Как следует из его описания, во-первых, выращиваемый монокристалл в процессе обработки размещается в применяемом тигле вертикально.
Во-вторых, в процессе его формирования осуществляются периодические повороты последнего относительно его продольной оси симметрии. Т.е. само тело выращиваемого в тигле кристалла кремния вращается при осуществлении обработки с заданной постоянной скоростью.
В-третьих, для получения кристалла в массу исходного сырьевого материала, содержащего кремний, вводится затравка, на которой и осуществляется последующее выращивание составляющих объем последнего слоев.
В-четвертых, в объем тигля, в котором осуществляют такого рода процесс, производится непрерывная подача используемого для выращивания монокристалла сырья из другого, соединенного с основным, дополнительного тигля.
В-пятых, для получения кристалла из введенного во внутреннюю полость тигля сырьевого материала используют искусственно создаваемое для этой цели физическое поле. Наложение последнего на применяемый сырьевой материал осуществляется непосредственно в зоне выполнения его преобразования в необходимый конечный продукт. В указанном известном техническом решении эти функции исполняет создаваемое нагревателями в тигле поле температур. (Нагрев до +415°С)
В-шестых, переработка исходного материала производится, как указано в описании технического решения, во внутренней полости тигля, изолированной от окружающей его внешней среды, и при давлении, отличающимся от атмосферного. (В известном техническом решении при разряжении - 104 Па).
Используемое же при выполнении этого известного способа устройство, в свою очередь включает в свой состав, прежде всего тигель (емкость), в полость которого загружается перерабатываемый сырьевой материал. В указанном устройстве применяется и вводимый в полость этой емкости стержень с установленной на нем затравкой. Для выполнения угловых поворотов вокруг продольной оси симметрии в составе указанного устройства имеется привод, обеспечивающий его вращение.
Регулирование величины давления в таком известном устройстве выполняется с помощью отдельного узла, на который возложена такого рола функция. (Например, при помощи патрубка, подсоединенного к вакуумному насосу).
В указанной выше установке обязательно используются и рабочие элементы, при помощи которых создается физическое поле, под воздействием которого осуществляется переработка исходного сырья в необходимый конечный продукт.(В данном случае нагреватель - индуктор)
Эти применяемые в составе устройства рабочие элементы подключаются к внешнему источнику их питания, обеспечивающего подачу к последним необходимой для их функционирования электрической энергии.
Целью предлагаемого изобретения является снижение затрат, необходимых для осуществления формирования монокристаллов кремния из объема используемой при их получении исходной сырьевой массы.
Достижение указанной выше цели в предлагаемом способе и устройстве обеспечивается за счет наличия действия следующих факторов.
Предлагаемый способ включает в себя:
- Предварительную установку в нижней части тигля затравки, обеспечивающей кристаллизацию конечного продукта, а также загрузку полости тигля сырьевой массой, состоящей из зерен песка, с обеспечением непрерывной подачи в полость тигля новых дополнительных порций сырьевой массы из сообщающегося с ней резервуара и изоляции полости тигля с формируемым в ней монокристаллом от внешней среды.
Кроме того, при осуществлении предлагаемого способа производится обработка при помощи исскуственно созданного физического поля и в условиях постоянно выполняемого вращения тигля с формируемым в его полости кристаллом вокруг его продольной оси при давлении, величина которого не соответствует атмосферному. При этом в качестве исходной сырьевой массы используют частицы оксида кремния, полученные дроблением зерен песка до размера 1-8 мкм, которые содержатся в составе сформированной в полости тигля воздушной взвеси в объеме 40-60%. В качестве же искусственно созданного физического поля используется вращающееся переменное магнитное поле, напряженность которого в зоне преобразования исходной сырьевой массы составляет 1×105÷1×107 А/м, а частота 40-70 Гц.
Сама обработка сырьевой массы осуществляется в тигле, состоящем из трех отдельных частей, а именно:
- верхней съемной части, являющейся резервуаром с сырьевой массой;
- рабочего тигля, непосредственно предназначенного для выращивания -монокристаллов, полость которого сообщается с объемом резервуара;
- и нижней съемной части, прикрепленной к нижней части рабочего тигля, предназначенной для сбора образующихся в нем отходов - шлаков и гранул кремния, сообщающейся с его внутренним объемом через выполненные в съемной перегородке калиброванные отверстия.
При проведении же процесса переработки исходного сырьевого материала в полость рабочего тигля непрерывно подают струи сжатого воздуха под избыточным давлением 0,1÷0,6 кгс/см2.
При этом. вращение тигля осуществляют в течение 54-72 минут в два этапа, на первом из которых ось вращения постоянно сохраняет вертикальную ориентацию. На втором же этапе эта ось периодически меняет свое первоначальное положение, отклоняясь от него на заранее заданный угол 5-15°. При всем этом сам тигель выполняет функцию замыкающего соединительного звена для системы, генерирующей переменные магнитные поля.
Устройство же, предназначенное для осуществления предложенного способа, включает в свой состав тигель, а также и резервуар с сырьевой массой. В него входит еще и затравка для выращивания монокристалла, установленная на опорном стержне, а также привод для выполнения вращения тигля вокруг продольной оси симметрии.
В нем имеется и система, обеспечивающая формирование необходимого давления в полости тигля.
В составе устройства содержатся еще и рабочие элементы для создания физического поля, позволяющего производить переработку сырьевой массы в конечный продукт. В состав предложенного устройства входит источник внешнего питания, обеспечивающий подачу к рабочим элементам необходимой для их функционирования электрической энергии. При всем этом тигель представляет собой сборную тигельную систему, состоящую из трех отдельных частей.
А именно: из верхней съемной части, являющейся резервуаром для сырьевой массы.
Затем рабочего тигля, предназначенного непосредственно для выращивания монокристаллов, полость которого сообщается с объемом' резервуара.
И, наконец, нижней съемной части, прикрепленной к нижней части рабочего тигля, обеспечивающей сбор образующихся в нем при обработке отходов - шлаков и гранул кремния, сообщающейся с его внутренним объемом через выполненные в съемной перегородке калиброванные отверстия.
Применяемая же в устройстве затравка установлена на дне рабочего тигля и выполнена в виде треугольной металлической пирамиды.
В верхней же части полости рабочего тигля размещена ограничивающая рост кристалла плоская металлическая шайба.
В этом же используемом для выполнения предложенного способа устройстве корпус его рабочего тигля смонтирован на пружине, обеспечивающей его кинематическую связь с приводом вращения через контактирующую с ее нижними витками плоскость вращающейся вокруг оси симметрии полой втулки - основания и соединенной с витками пружины с помощью Г-образных упругих держателей.
Надо еще отметить и то, что в предложенном устройстве непосредственно под днищем нижней съемной части тигля на участках, противоположно расположенных относительно продольной оси вращения, размещены отклоняющие системы, включающие нажимные поворотные кулачки, периодически вступающие в контакт с днищем и имеющие собственный привод для их опускания и подъема.
Кроме того, в этом устройстве, внутри пружины, соединяющей рабочий тигель с втулкой - основанием, проложена гибкая трубка для подачи под избыточным давлением сжатого воздуха. Ее верхний конец сообщается с раздающими соплами - форсунками, а нижний - с подающей внешней магистралью.
Рабочие же элементы предложенного устройства, применяемые для создания физического поля, выполнены в виде состыкованных между собой пластин из магнитопроводящего материала и образующих в процессе их монтажа замкнутый прямоугольный контур.
Надо отметить еще и то, что в теле этих рабочих элементов размещены три обмотки - катушки, каждая из которых соединена с соответствующей фазой внешнего трехфазного источника питания.
В одном же из этих рабочих элементов сформирован сквозной паз, габариты которого обеспечивают размещение в нем тигельной системы, содержащей обрабатываемую сырьевую массу.
При использовании всего набора перечисленных выше особенностей выполнения предлагаемого способа, а так же и конструктивного исполнения применяемого при его осуществлении устройства, характер протекания процесса формирования монокристалла кремния из исходной сырьевой массы, претерпевают следующие существенные изменения.
На самых начальных этапах проведения такого рода процесса, используемое в ходе его выполнения сырье проходит через операцию так называемого «ультратонкого помола». В ходе выполнения последней составляющие его песчинки преобразуются в частицы с габаритными размерами от 1 мкм до 8 мкм.
Такого рода «дробление» их может быть выполнено с помощью любых известных на настоящее время технологий, например с применением нашедших широкое распространение шаровых мельниц. Прошедшая через эту операцию готовая мелкодисперсная масса затем просушивается в жарочном шкафу при температуре 120-150°С в течение 30-50 минут.
На этом этап предварительной подготовки сырья к последующей его обработке можно считать законченным.
Полученная из песка, содержащего оксиды кремния, пылевидная масса затем помещается во внутреннюю полость «В» резервуара, для сырьевой массы входящего в состав применяемой для его переработки тигельной системы 3, и закрывается затем съемной крышкой 18.
Эта полость сообщается с объемом рабочего тигля «Г» с помощью раздающих помещенные туда частицы окиси кремния калиброванных сопел "г" (см. фиг.2). Состоящая из трех отдельных частей В, Г, С тигельная система 3 после сборки всех составляющих элементов в единое целое с участием имеющихся резьбовых соединений (на чертеже не показаны), затем с помощью входящей в ее состав пружины 10 (см. фиг.1) прикрепляется с прижатием ее свободного конца к верхнему торцу поворотного основания 11.
Гибкая трубка 9 подачи в полость «Г» рабочего тигля сжатого воздуха под избыточным давлением подсоединена к внешней магистрали, (на чертеже не показана) Такая стыковка может быть выполнена с помощью любого быстро разъемного узла крепления (на чертеже не показан)
По окончанию выполнения всех перечисленных этапов собранная в виде единого целого элемента тигельная система 3 устанавливается, закрепляясь на приводе ее вращения указанным выше образом, в сквозном пазе Б генератора, обеспечивающего формирование переменного вращающегося магнитного поля. По окончанию выполнения и этой операции, все его обмотки - катушки 2 подключаются к соответствующим фазам внешнего источника питания (на чертеже не показаны)
Каждая из этих обмоток - катушек 2 при поступлении на нее переменного электрического тока, подаваемого от соответствующих фаз внешнего источника питания, начинает генерировать при этом собственное магнитное поле.
Так как все используемые в этом контуре обмотки - катушки 2 смонтированы в соответствующих монтажных окнах (на чертеже не показаны), выполненных непосредственно в объеме магнитопроводящих рабочих элементов 1, то генерируемые ими отдельные магнитные потоки с помощью последних объединяются в единый суммарный. Таким образом, в контуре создается общее магнитное поле, сформированное с помощью этих трех отдельных составляющих, полученных в зонах установки каждой из указанных выше обмоток катушек 2.
Так как подаваемый для их питания переменный ток в каждой из используемых фаз внешнего источника имеет угловые сдвиги составляющих его синусоидальных волн относительно таких же соседних, то сформированное таким образом суммарное магнитное поле получается не только переменным, но и как бы осуществляющим вращение в окружающей его пространственной области.
Следует обратить внимание и на то, что образующийся в контуре генератора при его включении суммарный магнитный поток будет стремиться замкнуть разорванные пазом «Б» его половины, как бы соединяя их в единое целое (создавая своеобразную замкнутую «петлю»).
В процессе осуществления этого действия он неизбежно производит проскок через внутреннюю полость «Г» используемой тигельной системы 3, заполненную частицами сырья 4, подаваемого туда через сопла «г» из полости «В» резервуара для сырьевой массы. Содержание их в указанной зоне составляет 40-60% от всего объема созданного в указанной полости пылевидного облака.
Такая тигельная система 3, в итоге всего этого, в ходе осуществления такого рода перехода магнитного потока из одной половины контура в другую, в конечном итоге выполняют роль замыкающего соединительного звена в применяемой для осуществления этой обработки магнитной системе. Т.е. она становится как бы своеобразной «ступенькой», с опорой на которую этот переход между рабочими элементам 1 такого рода генератора и становится осуществимым с минимально возможными потерями энергии. Все перечисленное выше обеспечивает максимально возможную концентрацию силовых линий генерируемого в устройстве магнитного поля непосредственно в зоне проведения процесса преобразования сырьевых частиц 4 в необходимый конечный продукт их переработки - монокристалл кремния. Соответственно, сформированный в этой же области результирующий вектор суммарного магнитного потока, совершает" там колебательные угловые перемещения, осуществляя при этом перенос зоны своего влияния на окружающие его частицы 4 по всем трем пространственным координатам (х, у, z).
К тому же в процессе этого последний меняет не только направление воздействия, но и саму свою величину (с заданной частотой 40-70 Гц).
Если соединить при помощи кривых линий точки нахождения его конца, оббегающего участки окружающего этот вектор пространственного объема в течение заранее выбранного определенного временного промежутка, то получим фигуру, по очертанию наиболее близкую к трехмерному пространственному эллипсоиду (см. зону «Д» на фиг.1). Сужение его переднего и заднего конца определяются увеличением магнитного сопротивления, неизбежно появляющегося ввиду возникновения монтажных зазоров «а» в момент установки тигельной системы 3 в генератор.
Так как этот результирующий вектор магнитного потока совершает весь этот набор из указанных выше действий в заполненной обрабатываемой средой внутренней полости «Г» рабочего тигля с выращиваемым в ней монокристаллом, то на находящиеся там частицы сырья 4, а так же молекулы газов - окиси углерода, азота, кислорода, водорода, обрушивается целая серия периодически повторяющихся (40-70 Гц) «толчков» и «ударов». Под их влиянием неизбежно активируются составляющие и входящие в состав указанных выше компонентов атомы их молекул, электроны которых переходят на более высокие орбиты относительно их ядра. При этом разрываются ранее созданные между ними ковалентные молекулярные связи, и в зоне обработки появляются новые ионы, образующиеся из числа этих входящих в состав исходных молекулярных соединений атомов. В самой же зоне обработки в итоге этого, появляются активированные молекулярные фрагменты, ранее составлявшие входящие в состав применяемой сырьевой смеси ее отдельные частицы, а так же и в заполняющие полость рабочего тигля «Г» и входящие в состав атмосферного воздуха микрообъемы газа. При протекании в последующем целого ряда реакций, все полученные в этих условиях указанные выше компоненты и формируют зародыши новых, ранее отсутствующих в сырьевом материале соединений, а именно, - кристаллического кремния.
Генерация этого элемента протекает в соответствии со следующей, схемой:
СО2→С+4+2O-2; СН4→С+4+4Н+
SiO2+С+4→Si+4+CO2;
О2→O-2+О-2; Н2→Н++Н+;
2H++О-2=Н2О; Si+4+4е=Si0;
Другие же вещества, входящие в состав имеющихся в сырье примесей, по той же самой схеме что и кремний, будут преобразовываться в новые кристаллические структуры, в последующем которые будут составлять появляющиеся по окончанию процесса обработки гранулированные отходы.
Следует обратить внимание на то, что формирование таких зародышей кристаллов кремния протекают в образующейся в процессе подачи в полость «Г» рабочего тигля под небольшим избыточным давлением струй сжатого воздуха в облаке воздушной взвеси.
Кроме того, следует отметить еще и то, что одновременно с подачей питания на магнитный генератор, включается и привод вращения устройства, обеспечивающий соответствующие изменения углового положения корпуса рабочего тигля относительно своей продольной оси симметрии.
Ввиду того, что полученные из сырьевого облака такого рода «зародыши» кремния обладают достаточно высокой плотностью (2,48-2,54 г/см3), то частично они оседают к низу под действием сил гравитации, попадая на дно съемной перегородки 15 применяемого для обработки рабочего тигля (см. фиг.2). Большая же часть последних в процессе выполнения этого вертикального перемещения проходят по зоне, лежащей около применяемой для формирования монокристалла металлической затравки 7. Последняя выполнена в виде четырехгранной треугольной пирамиды из полированной меди. Контактируя с поверхностью такого рода «затравки», скапливающиеся в этой области мелкие кристаллические центры начинают объединятся в более крупные слоистые структуры, создавая при этом своего рода основание, на котором и осуществляется последующий рост выращиваемого в полости тигля «Г» самого этого столбчатого монокристалла.
В процессе же вращения его, совершаемого совместно с корпусом рабочего тигля, происходит дальнейшее его разрастание, и последний переформировывается в седлообразную фигуру, заполняющую свободное пространство полости «Г», расположенное между используемыми затравками 6 и 7 (см. фиг.1).
Постоянно выполняемые повороты вокруг собственной оси симметрии образующегося между указанными выше затравками этого монокристалла, имеющего на данной стадии процесса обработки форму пространственного. «гиперболоида», обеспечивает интенсивно протекающий подвод в область кристаллообразования все новых и новых порций «зародышей» из кремния. Т.е. само образующееся тело последнего как бы «купается» в слоях, состоящих из микрокристаллов этого элемента.
Разрастание этого «седла» осуществляется вплоть до того момента, пока его верхнее основание не упрется в нижнюю плоскость выполненной в виде плоского металлического диска второй применяемой в устройстве затравки 6.
На этом первый тип процесса получения столбчатого монокристалла можно считать законченным.
Не останавливая такого рода процесс обработки, сразу же осуществляется и ее перевод во вторую его стадию.
Отличия в выполнении второго ее этапа заключается в том, что обыкновенный процесс вращения корпуса рабочего тигля переводится в так называемый «прецессионный». При исполнении такого рода сложного движения рабочий тигель не только совершает угловые повороты относительно своей вертикальной оси симметрии, но и периодически выполняет «наклоны» влево и вправо относительно первоначально заданного его вертикального положения.
Такие «боковые» перемещения обеспечиваются за счет использования нажимной кулачковой системы 12; 13, входящие в которую составные элементы имеют собственные приводы их перемещения. Смонтированные по обе стороны от центральной оси вращения кулачки 13 (см. фиг.1; фиг.2), достигая верхнего крайнего положения, своей рабочей плоскостью как бы «наезжают» на криволинейную плоскость днища вращающегося корпуса рабочего тигля, при этом заставляя накренятся последний, то в одну сторону, то в другую. Т.е. ось его совершает прецессию, периодически отклоняясь на угол α (см. фиг.2) то в правую, то в левую сторону (поз.I; поз.II см. фиг.2). За счет этого полученная ранее боковая поверхность уже сформировавшегося «седла» кристалла собирает на себя образовавшиеся возле нее мелкие кристаллики кремния погружаясь в процессе выполнения таких «наклонов» в толщу состоящего из частиц последних облака. Сформированный же ранее монокристалл (см. фиг.1) наращивает на контактирующей с этим облаком своей боковой поверхности новые, ранее отсутствующие там кристаллические слои. В итоге всего этого первоначально созданный «гиперболоид» вращения и преобразуется в обыкновенный столбчатый монокристалл, имеющий форму круглого цилиндра. По завершению этого этапа, процесс обработки можно считать оконченным.
В качестве «затравки» для выращивания такого кристалла можно использовать обыкновенную многогранную треугольную металлическую пирамидку 7, с полированной поверхностью. В качестве металла может применяться широко распространенная в промышленном производстве техническая медь. Вступление в контакт с составляющей наружные слои применяемой затравки ее металлической кристаллической решетки формирующихся в полости тигля ионов кремния и обеспечивает создание оптимальных условий для последующего роста получаемого с ее помощью кристалла.
Рост последнего в вертикальном направлении ограничивается при помощи второй, имеющей форму плоской металлической шайбы затравки 6, установленной на стержне 5. Доходящие до уровня размещения ее нижней плоскости верхние слои монокристалла 14 упираются в последнюю, и формируют при этом на торце, противоположно расположенном относительно остроугольной затравки 7, ровную горизонтальную площадку.
Так как подача применяемого для выращивания монокристалла исходного сырья - окиси кремния, производится в избыточном количестве, то использованный для выращивания монокристалла его излишний объем проваливается через выполненные в перегородке 15 сквозные калиброванные отверстия. При этом он перемещается из полости «Г» рабочего тигля в полость «С» нижней его части. Накапливаясь в последней, он попадает под воздействие формируемого контуром магнитного потока, и все указанные выше процессы преобразования исходного сырья в необходимый конечный продукт будут протекать все в том же самом, что и в разобранном ранее случае, порядке.
Но ввиду отсутствия там применяемой для выращивания монокристалла «затравочной» системы, образующийся в полости «С» кристаллический кремний переформировывается в скопление округлых гранул 16 с габаритными размерами от 2 до 6 мм. В этой же части рабочего тигля скапливаются и образующиеся таким же образом гранулы из входящих в состав исходного сырья примесей - загрязнителей. Однако габариты последних существенно превышают размеры аналогичных гранул, полученных из кремния, и составляют от 10 до 25 мм,
В силу наличия этой существенной разницы в габаритных размерах такого вида получаемых в полости «С» продуктов, разделение их на отдельные компоненты может быть легко выполненным на конечной стадии обработки с применением обыкновенных калиброванных сит. Периодически осуществляемое отклонение оси вращения тигельной системы 3 от первоначально занимаемого вертикального положения с формированием углов наклона а по отношению к последнему, без особых усилий осуществляется за счет применения дополнительного воздействия на днище этого тигля со стороны вращающихся в соответствии с заданной циклограммой нажимных кулачков 13. Достигая своей самой верхней точки, попеременно, то левый, то правый кулачок применяемой нажимной системы касаются корпуса тигля, и заставляют совершать его «нырки» то в ту, то другую сторону. За счет наличия такого рода перемещения последнего, а за одно и выращиваемого в его полости «Г» монокристалла кремния, и обеспечивается формирование условия для получения и по окончанию процесса обработки конечного продукта в виде объемного круглого цилиндра.
Искусственно созданное в полости «Г» используемого тигля «облако» из применяемых в качестве сырья соединений кремния, поддерживается в неизменном состоянии за счет постоянно осуществляемой подачи в эту область частиц 4 через сопла «г», а так же еще и струй сжатого воздуха через предназначенные для этого форсунки 19.
Продолжительность как первого, так и второго этапа обработки составляет 54-72 минуты (0,9-1,2 часа).
Ионы, обеспечивающие необходимое преобразование соединений кремния в кристаллы из последнего, как и отмечалось ранее, (С+4) генерируется из объема подаваемых в рабочую зону и составляющих сжатый воздух газов окиси углерода СО2; метана СН4.
Преимущественное формирование именно кристаллического кремния в процессе выполнения мощного энергетического воздействия на обрабатываемую сырьевую массу объясняется прежде всего тем, что только указанная выше структура в процессе ее формирования имеет минимально возможное значение своей внутренней энергии в условиях складывающегося в зоне обработки энергетического равновесия, из всего возможного набора вариантов синтеза из присутствующих там молекулярных соединений.
Получаемые по окончании процесса обработки монокристаллы кремния так же как и мелкие его гранулы, имеют достаточно высокие показатели по содержанию в последнем кремния - 99,992%
При этом следует отметить, что в качестве исходного сырьевого материала применяется обыкновенный крупнозернистый озерный песок, который не подвергался перед началом осуществления предлагаемого процесса никакой очистке или обогащению.
Образующиеся по завершению процесса получения монокристаллов губчатые отходы - шлаки содержат соединения магния, кальция, железа, серы и в небольших количествах другие, входящие в состав исходного сырья элементы таблицы периодической системы Менделеева.
В ходе выполнения процесса обработки формируются и соответствующие микрообъемы вновь синтезируемых газов, которые выводятся из полости «Г» тигельной системы через имеющиеся в местах соединения его составных частей кольцевые каналы, размеры которых меньше тех, что имеют частицы применяемого в ходе его выполнения сырья. Вновь полученные газы представлены водяным паром Н2О; СО2; О2; Н2; H2S. Предложенная обработка осуществляется при комнатных температурах 18-27°С; и с использованием диапазона давлений, лишь незначительно отличающемся от атмосферного (на 0,1-0,6 кгс/см2).
Выход конечного продукта из применяемой сырьевой массы достигает 48%, что позволяет считать, ввиду низкой стоимости используемого исходного сырьевого материала, само проведение предлагаемого способа для получения этого указанного выше конечного продукта вполне экономически оправданным.
Сам указанный выше процесс переработки исходного сырьевого материала в монокристалл кремния связан с использованием временных интервалов, продолжительность которых на каждом ее этапе составляет 54-72 мин, а обработка создаваемой в полости тигля воздушной взвеси частиц из соединений кремния выполняется при напряженности магнитного поля, равной 1*105-1*107 А/м и частоте его 40-70 Гц.
К самому же применяемому сырью не предъявляются какие-либо специальные требования, касающиеся его состава и степени чистоты. Так например, для проведения указанной выше обработки, использовался песок - супесь, взятый с ближайшего берегового участка расположенного поблизости пресного озера.
Содержание частиц в составе используемой при выращивании кристалла воздушной взвеси поддерживается в пределах 40-60%
Регулирование указанного соотношения составляющих эту взвесь компонентов производится соответствующим подбором геометрических параметров осуществляющих раздачи сырья сопел «г», а так же увеличением или уменьшением показателей расхода поступающего в полость «Г» через подводящие сопла 19 объемов сжатого воздуха.
При осуществлении же процесса обработки по предлагающемуся способу применяемая сырьевая масса содержала в себе следующие соединения:
Песок SiO2 - 62%
Глина Al2O3 - 12%
Магний сернокислый Mg2SO4 - 6%
Известняк СаСО3 - 10%
Окись железа Fe2O3 - 6%
Другие примеси - остальное, до 100%
В указанных ниже примерах осуществления предполагаемого способа этот песок - супесь и был использован в качестве исходной сырьевой массы.
Далее выполнение предлагаемого способа иллюстрируется при помощи ряда приводимых ниже примеров.
Пример 1. Для приготовления исходной сырьевой смеси, применяемой при получении монокристалла кремния, был использован песок - супесь, данные которого были приведены выше.
Перед началом проведения процесса обработки осуществлялось измельчение входящих в состав: песка - супеси зерен, с получением после его завершения скопления пылевидных частиц с габаритными размерами 1-8 мкм. Эту операцию выполняли при помощи шаровой мельницы.
Затем полученная с помощью этого помола исходная сырьевая масса проходила подсушку в жарочном шкафу при 120°С в течение 50 минут. После всего этого она засыпалась в полость «В» съемной верхней части тигля, которая и предназначалась для размещения в ней этой обрабатываемой сырьевой смеси 4.
После окончания ее размещения в последней, этот сырьевой резервуар в верхней своей части закрывается крышкой 18, (см. фиг.2) и затем вставлялся в полость «Г» самого рабочего тигля. Около днища этого же тигля монтировалась нижняя его, тоже сьемная часть с полостью «С», предназначенной для сбора в ней гранул кремния и образующихся в ходе выполнения обработки получаемых из имеющихся примесей отходов.
К нижней съемной части тигля была своим верхним концом «жестко» прикреплена пружина 10, по центральной оси которой размещалась гибкая трубка 9 для подачи по ней объемов сжатого воздуха к распределительным соплам 19, обеспечивающим выход его в виде струй в полость «Г» с выращенным в ней монокристаллом кремния.
Нижний конец пружины 10 затем вставлялся под лепестковые пружинные зажимы 17, и прижимался при помощи последних к верхней плоскости, вращающейся вокруг своей оси полой втулки основания 11.
Размещение всех указанных выше элементов тигельной системы 3 осуществлялось в сквозном пазу «Б» генератора магнитного потока. По окончанию операции ее монтажа осуществлялось подключение обмоток - катушек 2 применяемого при обработке генератора магнитного потока.
Одновременно с их подсоединением к внешнему источнику питания, включался привод вращения полой втулки - основания 11, а внутренняя полость гибкой трубки 9 оказывалась соединенной с полостью подающей сжатый воздух внешней магистрали (на чертежах не показана). В полости «Г» рабочего тигля в ходе осуществления всех этих операций формировалось переменное магнитное поле, напряженность которого, замеренная в зоне обработки, составляло значение, равное 1*105 А/м, а частота - 70 Гц. Избыточное давление сжатого воздуха, выбрасываемого в полость «Г», соответствовало 0,1 кгс/см3. Скорость вращения тигельной системы 3 вокруг продольной оси симметрии обеспечиваемого за счет использования пружинного соединения, соответствовала 15 об/минуту, при проведении, как первого, так и второго этапа обработки.
В полости же рабочего тигля «Г» за счет постоянного поступления в нее мелкодисперсных сырьевых частиц 4 и струй сжатого воздуха, формировалось облако содержащей последние устойчивой воздушной взвеси. Концентрация частиц сырья в ней составляло 40% относительно всего объема получающегося пылевидного облака. Под влиянием пронзающего его слои мощного магнитного потока, на конце затравки 7 в процессе осуществления такого рода обработки происходило осаждение вновь возникших там слоев, состоящих из полученных в этой зоне кристаллов кремния.
При этом в полости «Г» вращающегося с сохранением одного и того же положения, а так же и постоянной скорости, корпуса применяемого рабочего тигля, в течение 54 минут (0,9 часа) был сформирован монокристалл кремния, имеющий форму гиперболоида вращения (см. фиг.1).
Не останавливая указанный выше процесс, после получения расположенного между затравками 6 и 7 кристалла седлообразной формы, в дальнейшем производилось периодическое включение, обеспечивающих отклонение корпуса тигля, правого и левого кулачкового привода, состоящих из элементов 12 и 13. С помощью осуществляемого с их помощью попеременного воздействия, обеспечивалось протекание соответствующих изменений положения продольной оси симметрии вращающегося относительно последней корпуса тигля (на угол α - поз.I; поз.II Фиг.2). Такого рода «толчки» применяемого для выращивания монокристалла корпуса тигля выполнялись с периодичностью 12 раз в минуту.
Таким образом, по завершению второго этапа обработки и проводилось преобразование тела получаемого в тигле седлообразного монокристалла в другую пространственную форму, т.е. последний приобрел конфигурацию круглого цилиндра.
Продолжительность второго этапа составляла 60 минут (1 час). Габаритные размеры полученного кристалла составляли - диаметр цилиндра соответствовал 16 мм, его высота была равна 80 мм. Содержание кремния в последнем соответствовало значению 99,994%
Выход полученного конечного продукта, с учетом объема сформировавшихся в полости с мелких гранул кремния 16, относительно всей массы использованного сырья, составил 48,4%. Кроме гранул 6, в полости сборного тигля были получены крупногабаритные губчатые отходы, состоящие из составляющих исходную сырьевую массу элементов - примесей: Са, Mg, Fe, Al, S и т.д. Их количество соответствовало значению в 10,4%
Пример 2. Точно таким же образом, как и указано в примере 1, осуществлялось выполнение процесса получения столбчатого монокристалла кремния из состоящей из песка сырьевой массы. Обработка осуществлялась при напряженности используемого для переработки сырьевого материала переменного магнитного поля в 1*107 А/м и частоте его 40 Гц. Содержание частиц сырья в облаке воздушной смеси достигало 60%.
Скорость вращения корпуса тигля с выращиваемым в нем кристаллом при осуществления как первого, так и второго этапов обработки составляла 25 об/минуту. Частота с которой осуществлялось отклонение корпуса тигля, на втором этапе ее выполнения, как в правую, так и в левую сторону, достигли значения 20 раз в минуту.
Время выполнения первого этапа обработки составляло 57 минут; а второго 72 минуты. Содержание кремния в полученном столбчатом монокристалле составляло 99,996%.
Выход годного конечного продукта из примененного объема для осуществления переработки сырьевой массы соответствовал значению 52,2%
Габаритные размеры полученного в тигле монокристалла кремния имели значения: диаметр - 24 мм; высота - 80 мм.
В остальном процесс обработки протекал точно так же, как и было указанно в данных, отраженных в примере №1. Количество полученных при обработке отходов составило 8,8%
Пример 3. Так же, как и было отмечено в примерах 1,2, проводился процесс выращивания столбчатого монокристалла кремния из применяемой для осуществления этой цели содержащей соединения кремния сырьевой массы. Процесс выполнялся при значении напряженности используемого ходе осуществления этого процесса, переменного магнитного поля, равном 1*106 А/м и частоте его 50 Гц. Вращение корпуса тигля как на первом, так и втором этапе процесса, при ее проведении переработки сырья проводилось со скоростью, равной 20 об/минуту. Частота, с которой выполнялось проведение отклонения в стороны на углы а центральной оси симметрии - она же ось вращения корпуса тигля с полученным там монокристаллом, соответствовала 25 раз в минуту.
Время выполнения первого этапа обработки составило 60 минут, а второго 66 минут. Содержание кремния в полученном по окончании процесса переработки столбчатым кристалле составило 99,992%. Содержание частиц сырья в облаке воздушной смеси достигало 50%
Выход годного для последующего применения конечного продукта из массы используемого сырьевого материала соответствовал значению 53,1%
Габаритные размеры полученного таким образом во внутренней полости тигля монокристалла соответственно имели значение: диаметр цилиндра - 20 мм; его высота - 80 мм.
Выполнение же самого процесса обработки в остальном осуществлялось точно так же, как и указывалось в примерах 1; 2.
Количество полученных в ходе переработки сырья отходов составило 9,2%.
Таким образом, предоставленные выше примеры 1; 2; 3 выполнения предлагаемого способа подтвердили возможность проведения получения в соответствии с предлагаемым способом столбчатых монокристаллов кремния с габаритными размерами - диаметром 16-24 мм; высотой 80 мм и с содержанием в последних кремния 99,992-99,996%, из обыкновенного исходного сырья, повсеместно встречающегося в природных скоплениях-линзах, - песка.
Это используемое для удовлетворения указанных нужд сырье не требует дополнительного выполнения каких-либо операций по его доработки; очистки или обогащению.
Выбор значений используемых в ходе обработки параметров применяемого в ходе ее осуществления магнитного поля, а так же и других ее технологических характеристик, проведен исходя из следующих соображений.
Размеры частиц сырья, габариты которых находятся в пределах 1 мкм - 8 мкм, назначены исходя из необходимости формирования с применением последних во внутренней полости используемого тигля устойчивого пылевидного облака, состоящего из их воздушной взвеси. Последняя не должна расслаиваться на отдельные составляющие за необходимый для полного завершения этого процесса временной промежуток. Исходя из этих же соображений, определено и процентное содержание последних - 40-60% в применяемой для выращивания монокристаллов кремния воздушной взвеси.
Назначение указанных выше пределов же напряженности используемого магнитного поля проведено в силу влияния на ход процесса обработки указанных ниже факторов.
При применении значений напряженности магнитного поля меньших чем 1*105 А/м, не удается обеспечить формирования условий для проведения синтеза этих необходимых конечных продуктов из частиц применяемого исходного сырья. Желаемые структурные преобразования в последних попросту не успевают произойти в пределах указанных выше временных интервалов, используемых при осуществлении предлагаемого процесса.
При использовании же значений напряженности магнитного поля больших, чем 1*107 А/м, не обеспечивается достижения каких-либо дополнительных преимуществ в ходе проведения такого рода процесса обработки исходного сырьевого Материала. Но в то же самое время выход за границы этого диапазона приводит к значительному увеличения необходимых для осуществления обработки затрат технологической энергии.
Значения применяемых в ходе выполнения предлагаемого способа частот генерируемого магнитного поля назначены исходя из следующего. При его частоте, меньшей чем 40 Гц, не обеспечивается создание соответствующих условий для формирования кристаллов кремния из используемых в качестве сырья частиц в облаке воздушной взвеси.
Получаемый в процессе генерации переменного магнитного поля результирующий вектор суммарного магнитного потока воздействует на последние с недостаточно высокой степенью интенсивности. Т.е. он в окружающем его облаке частиц из соединений кремния перемещается слишком «вяло».
Наоборот при значении величины частоты более высокой, чем верхний ее предел в 70 Гц, этот вектор в области проведения переработки движется настолько стремительно, что попадающие на траекторию его пространственного переноса частицы не успевают вступить с ним во взаимодействие. Опять таки и в этом случае не гарантируется создание оптимальных условий для формирования необходимых конечных продуктов из массы используемого при обработке сырья.
Назначение применяемых при обработке интервалов времени осуществления первого и второго ее этапов - 54-72 минуты проведено исходя из указанных ниже обстоятельств.
При величине их меньшей, чем 54 минуты (0,9 часа) не успевают закончиться необходимые для формирования конечного продукта структурные преобразования в частицах используемой для обработки сырьевой массы. При выходе же значений этих интервалов за верхнюю границу указанного диапазона - более 72 минут (1, 2 часа) не обеспечивается получение какого-либо дополнительного эффекта. В то же время использование больших, чем необходимые, временных отрезков приводит к неизбежного увеличению суммарных затрат, связанных с осуществлением такого рода процесса переработки исходного сырья в монокристалл кремния. Исходя из аналогичных соображений проведено и назначение величины избыточного давления в создающих струи объемах подаваемого в полость тигля сжатого воздуха.
При величинах его избыточного давления меньших, чем 0,1 кгс/см3, падает производительность процесса получения кристаллического кремния. При значениях этого же самого параметра больших, чем 0,6 кгс/см2, не удается обеспечить создание условий, обеспечивающих дополнительную интенсификацию процесса формирования указанного выше конечного продукта.
В то же время, при использовании величины избыточного давления сжатого воздуха большего, чем 0,6 кгс/см2, увеличиваются затраты необходимой для получения и подачи применяемых в ходе обработки объемов сжатого воздуха электрической энергии.
Углы отклонения α, значение которых составляет 5-15°С продольной оси корпуса тигля от вертикали при осуществлении второго этапа обработки, назначены с учетом следующих факторов. При значении угла меньше, чем 5°, велика вероятность сохранения ранее полученной «седлообразности» на теле выращиваемого кристалла. При значении углов отклонения больше 15°, не достигается получения каких-либо очевидных преимуществ при выполнении процесса кристаллизации получаемого конечного продукта. В тоже время при выборе таких значений углов может возникнуть необходимость в проведении ряда последующих усложнений конструкции нажимной системы, осуществляющей отклонение корпуса тигля.
Далее в представленных ниже материалах описания изобретения рассматриваются принципы работы применяемого при осуществлении предлагаемого способа устройства.
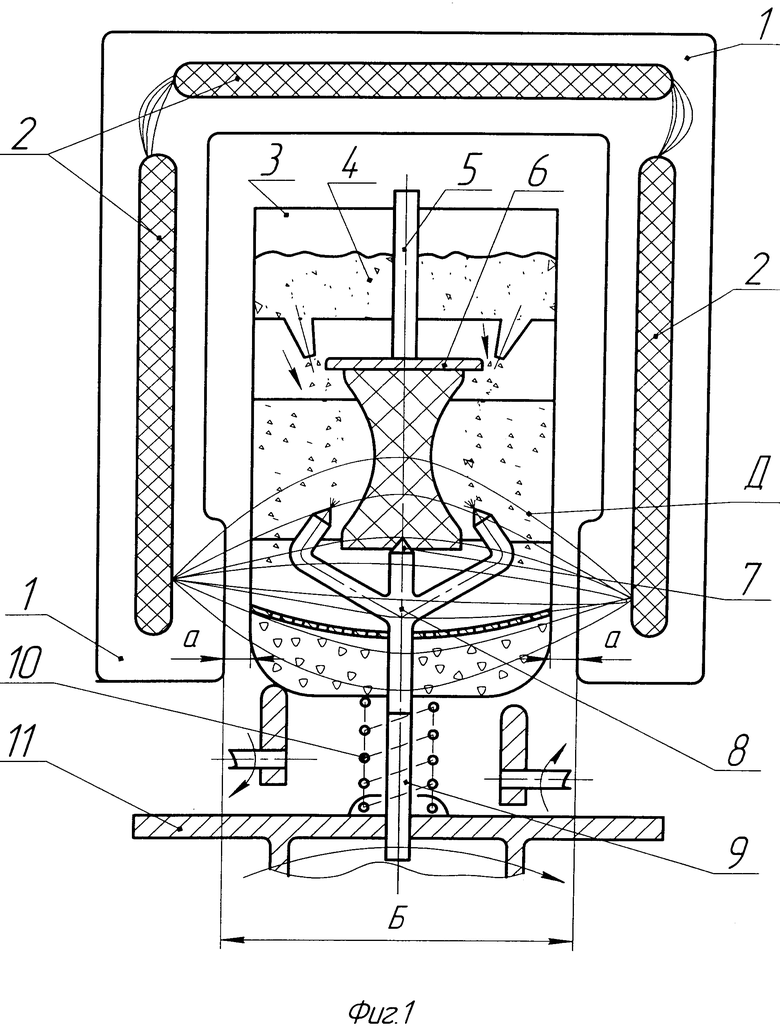
На представленных чертежах изображены общий вид предполагаемого устройства фиг.1, а также:
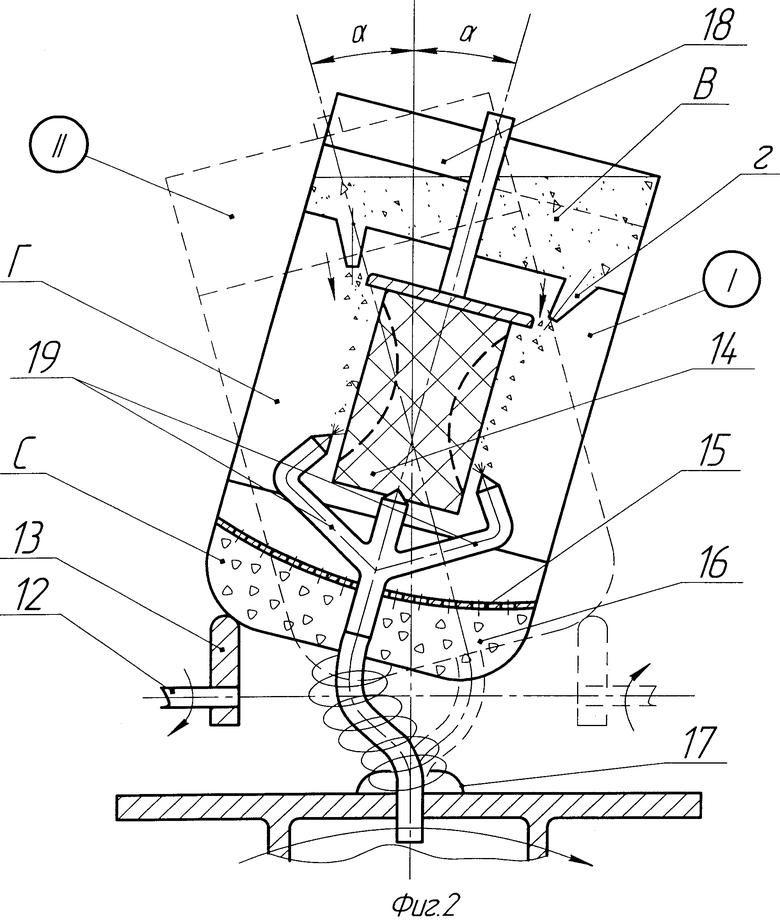
Тигель устройства с выращенным в нем монокристаллом кремния в процессе выполнения последним прецессионного перемещения в ходе осуществления второго этапа обработки - фиг.2;
На фиг.1 в свою очередь, обозначены:
Позицией 1 - рабочие элементы, изготовленные из магнитопроводящего материала, например, из листов трансформаторного железа, с помощью которых формируется прямоугольный магнитный контур в применяемом генераторе.
Позицией 2 - обмотки - катушки, установленные непосредственно в теле рабочих элементов 1 и предназначенные для генерации суммарного магнитного потока.
Позицией 3 - сборная тигельная система, используемая для выращивания в ее внутренней полости монокристаллов кремния.
Позицией 4 - помещаемая в полость загрузочной части тигля применяемая для обработки масса сырьевых частиц.
Позицией 5 - стержень для установки на нем выполненной в виде плоского диска затравки-упора, с помощью которой, регулируется длина получаемого монокристалла.
Позицией 6 - плоская металлическая шайба, обеспечивающая остановку процесса роста формируемого кристалла на заданном технологией оптимальном вертикальном уровне.
Позицией 7 - затравка - острие, обеспечивающая роста тела формируемого монокристалла в самые начальные моменты его образования.
Позицией 8 - стержень, обеспечивающий установку применяемой при формировании монокристалла затравки, а также раздачу порций подаваемого в полость тигля Г сжатого воздуха через форсунки - распределители.
Позицией 9 - гибкая полая трубка, при помощи которой выполняется подвод из подающей магистрали необходимых для функционирования устройства объемов сжатого воздуха.
Позицией 10 - пружина, обеспечивающая кинематическую связь между корпусом рабочего тигля и вращающейся полой втулкой - основанием 11.
Позицией 11 - совершающая повороты вокруг своей оси полая втулка - основание, задающая соответствующие условия для перемещения корпуса тигля вокруг продольной оси симметрии с заданной технологией скоростью.
На фиг.2 обозначены:
Позицией 12 - приводной вал, обеспечивающий выполнение поворотов нажимного кулачка 13 вокруг своей продольной оси, а также периодически совершаемые и связанные с протеканием этого действия, подъемы и спуски корпуса тигля относительно первоначально занимаемого горизонтального уровня.
Позицией 13 - сами поворотные кулачки, обеспечивающие возникновение прецессионного перемещения корпуса рабочего тигля.
Позицией 14 - выращиваемый в рабочей полости Г тигля монокристалл кремния.
Позицией 15 - съемная перегородка с калиброванными отверстиями, обеспечивающая вывод избыточных микрообъемов подаваемого сырья и образующихся в рабочей полости частиц гранул примесей и кремния, размещенная в полости - сборнике С.
Позицией 16 - нижняя часть сборного тигля, предназначенная для хранения образующихся в ходе выращивания монокристалла кремния, гранул состоящих из этого же элемента и получающихся шлаков.
Позицией 17 - Г-образные упругие держатели для размещения и закрепления основания приводной пружины 10.
Позицией 18 - съемная верхняя резьбовая крышка, обеспечивающая при снятии доступ в полость верхней части В рабочего тигля для выращивания монокристалла 14.
Позицией 19 - сопла-форсунки для подвода струй сжатого воздуха в рабочую зону, в которой осуществляется выращивание монокристалла 14.
Римскими цифрами I и II отмечены крайние положения корпуса тигля в момент выполнения последним колебательного прецессионного перемещения в окружающем его пространстве.
Буквой α - угол, на который осуществляется отклонения продольной оси симметрии, она же ось вращения корпуса тигля с кристаллом кремния при выполнении последним колебательного прецессионного перемещения.
Буквами «а» - возникающие в процессе монтажа тигельной системы 3 в установленный паз «Б» магнитного контура зазоры.
Буквой «Б» - установочный паз, предназначенный для монтажа в генератор магнитного потока тигельной системы 3.
Буквой «В» - полость съемной верхней части тигля, в который осуществляется размещение обрабатываемой сырьевой смеси 4.
Буквами «г» - калиброванные сопла.
Буквой «Г» - полость рабочего тигля, в которой выполняется процесс формообразования получаемого при осуществлении процесса обработки монокристалла кремния.
Буквой «Д» - пространственная фигура, формируемая при слиянии кривых, соединяющих конечные положения получаемого при включении генератора суммарного результирующего вектора магнитного потока в течение заранее заданного временного промежутка.
Буквой «С» - полость нижней съемной части тигля, предназначенной для хранения гранулированных отходов получаемых из примесей входящих в состав исходного сырья соединений, а также формирующихся при обработке из микрообъемов песка частиц гранул кремния.
Работа предлагаемого устройства осуществляется следующим образом.
На самых начальных этапах ее проведения предварительно съемная верхняя часть сборной тигельной системы с этой полостью «В» заполняется применяемой в процессе обработки и предварительного подготовленной для ее выполнения сырьевой массой, состоящей из мелко размолотых частиц песка 4.
После завершения указанного выше подготовительного этапа, это верхняя часть тигельной системы с заполненной полостью «В», ввертывается в корпус рабочего тигля с использованием имеющейся на ее боковой поверхности и на стыкуемых с ней элементах полости «Г» резьбы, (на чертеже не показана)
После закрепления этой верхней части сборной тигельной системы 3 в штатном ее положении, имеющаяся в ней ее полость «В» начинает сообщаться с полостью «Г» самого рабочего тигля, через раздающие сырье калиброванные сопла «г», обеспечивающие впуск в последнюю частиц сырья с заданной технологией скоростью. После окончания монтажа этой части тигельной системы 3, ее объем изолируется от внешней среды с помощью резьбовой крышки 18.
К этому же корпусу рабочего тигля также (см фиг.2) подсоединяется и нижняя его съемная часть, имеющая полость «С» для накопления и хранения в ней образующихся в процессе переработки сырья гранул 16, состоящих из кремния и входящих в состав сырья соединений - примесей. Как и в ранее указанном случае, закрепление и этого элемента производится с помощью имеющихся на стыкуемых между собой элементах конструкции резьб, (на чертеже не показаны)
Указанная нижняя часть сборного тигля с полостью «С» имеет съемную перегородку 15, в которой в свою очередь, выполнены калиброванные отверстия, обеспечивающие беспрепятственное протекание возникающей циркуляции частиц 4 между полостями «Г» и «С». Через центральную часть съемной перегородки 15 пропущен узел, состоящий из двух симметрично установленных раздаточных сопел - форсунок 19 и размещенной прямо под ними с торца подводящей трубы - остроугольной многогранной затравки 7, прикрепляемой на торце основания 8.
К нижнему его концу подсоединяется гибкая подводящая трубка 9, обеспечивающая соединение сопел - форсунок 19 с подающей сжатый воздух внешней магистрали(на чертеже не показана).
Свободный конец последней закрепляется на верхней половине вращающейся поворотной раздаточной пневматической муфты, обеспечивающей возможность совершения угловых поворотов всего узла относительно продольной оси симметрии, совмещенных с непрерывно выполняемой подачей в него объемов используемого при обработке сжатого воздуха, (соединительная вращающаяся муфта на чертеже не показана).
К выпускному днищу корпуса рабочего тигля неподвижно прикреплено верхнее основание пружины 10.
При завершении процесса сборки применяемой тигельной системы 3 ее нижняя часть закрепляется на верхней торцевой поверхности вращающей полой втулки - основания 11.
Такое закрепление выполняется с помощью Г-образных упругих держателей 17, горизонтально расположенные концы которых в момент подачи под их плоскости последнего витка основания пружин 10 отгибаются на необходимый угол и уходят вверх, а затем, под действием сил упругости опускаются обратно. При этом фиксаторы 17 плотно придавливают поверхность закрепляемого витка пружины 10 к соответствующей поверхности полой втулки - основания 11.
При выполнении сборки указанной выше тигельной системы 3, последняя в конечном итоге прикрепляется к применяемой в ходе осуществления второго этапа обработки кулачковой системе, состоящей из приводных валов 12 и нажимных кулачков 13, установленных на своей отдельной опоре и имеющих собственный привод вращения (на чертеже не указаны). Таким образом, эти элементы после сборки оказываются размещены под полостью нижней съемной частью тигля.
Полая втулка-основание 11 тоже имеет собственный привод вращения (на чертеже не показан). С помощью этой втулки и обеспечивается выполнение соединения в единое целое всех связанных указанным выше образом составных элементов применяемой тигельной системы 3, а также и осуществление ими соответствующих угловых поворотов относительно центральной оси симметрии.
Собранная указанным выше образом тигельная система 3 затем размещается в установочном пазу «Б», выполненном в конуре генератора магнитного поля (см. фиг.1).
После ее окончательной установки, включается привод вращения полой втулки-основания 11, и производится подача необходимых для осуществления обработки подводимого через трубку 9 объемов сжатого воздуха, а также и подсоединение обмоток-катушек 2 генератора к внешнему источнику их электрического питания. Так как полость «В» верхней съемной части тигельной системы 3 заполнена в момент запуска устройства в работу частицами обрабатываемого сырья 4, то последние через калиброванные раздаточные сопла «г» выводятся непосредственно в полость «Г» самого рабочего тигля. Вывод их производится с определенной, заданной геометрическими параметрами применяемых для этого сопел «г» скоростью. (Протекает «самотеком»).
В связи с тем, что в эту же самую полость «Г» одновременно с частицами сырья 4 поступают и: струи сжатого подаваемого под избыточным давлением воздуха, подводимые через раздаточные сопла-форсунки 19, то протекающее в ней взаимное воздействие друг на друга указанных выше компонентов, приводит к формированию в последней устойчивого пылевидного облака.
В дальнейшем указанные ниже процессы протекают в толще составляющих его слоев, образованных из микрообъемов непрерывно проступающего в эту область сжатого воздуха, а также попадающих туда же мелкодисперсных частиц используемого в устройстве сырья.
После завершения всех указанных выше переходов, процесс обработки протекает следующим образом.
При поступлении переменного электрического тока, на входящие в состав генератора указанных выше обмотки - катушки 2, выполняющие функции соленоидов, в каждой из них начинает создавать собственное переменное магнитное поле.
В связи с тем, что все эти обмотки - катушки 2 соединены между собой образующими единый магнитный контур проводящими элементами 1, то из-за этого в последнем формируется за счет слияния таких индивидуальных полей уже одно единое суммарное.
Учитывая то, что электрический ток для питания обмоток-катушек 2 подается переменный, то и получаемое в самом генераторе это суммарное магнитное поле будет таким же.
Благодаря имеющимся угловым сдвигам в применяемых в качестве подающих синусоидальные импульсы фазах этого внешнего источника питания, образующееся при помощи последних магнитное поле в этом генераторе как бы «вращается» в области осуществления своего воздействия.
Это «вращение» и обеспечивается с помощью непрерывного поступающего на каждую из трех обмоток-катушек 2 применяемого контура подводимого от отдельных фаз внешней, обслуживающей их сети промышленного трехфазного тока питания(на чертеже не показана).
В силу того, что замкнутый прямоугольный контур генератора разорван выполненным в нем сквозным пазов «Б», то формируемый в его рабочих элементах 1 суммарный магнитный поток, появившийся в результате подключения последнего к источнику питания, стремится замкнуть обе половины этого контура в единое целое.
Для этого созданный в таком контуре суммарный магнитный поток должен перепрыгнуть через область пространства, занимаемую сквозным пазом «Б».
На пути, пролегающем через зону выполнения такого «прыжка», поток неизбежно пересекается с внутренней полостью «Г» рабочего тигля, размещенной в этой части применяемой для обработки тигельной системы 3. Указанная полость в этом случае выполняет роль «опорной ступеньки», помогающей преодолеть разделяющее половины контура пустое пространство проходящему через этот его участок такому суммарному магнитному потоку.
Т.е. сам этот сборный тигель 3 с размещенным в ней пылевидным облаком из обрабатываемых частиц 4 выполняет роль замыкающего соединительного звена для системы, генерирующей переменные магнитные поля.
В итоге всего этого непосредственно в лежащей на пути такого потока области, занимаемой сформированным в ней объемом воздушной взвеси, формируется магнитное поле с наивысшими достижимыми и в этих условиях параметрами его напряженности.
Соответственно, воздействие на частицы 4 обрабатываемого сырьевого материала со стороны последнего будут осуществляться тоже с максимально возможной интенсивностью, что и обеспечивает оптимальные условия для выполнения их преобразования в сам этот необходимый конечный продукт.
Создаваемая на участке этого перехода магнитного потока зона, обозначенная буквой «Д» (см. фиг.1), сформирована за счет соединения с помощью кривых линий точек конечного нахождения верхней части результирующего вектора магнитного потока в моменты осуществления его угловых колебательных перемещений по всем трем пространственным координатам. Полученная же слиянием такого рода отдельных кривых пространственная фигура «Д» представляет собой, в конечном итоге трехкоординатный эллипсоид, внутри которого соответственно и осуществляется такого рода передвижения этого самого вектора.
Этот эллипсоид «Д» целиком размещается в объеме внутренней полости «Г» и все находящиеся там сырьевые частицы 4, а также и заполняющие ее слои газа, неизбежно оказываются расположенными в зоне влияния последнего.
Воздействие формируемого таким образом результирующего вектора на обрабатываемые с его помощью компоненты протекает с периодически осуществляемой сменой его направления, а также и его величины (частота 40-70 гц). Сплющенность получаемого в зоне обработки такого рода эллипсоида в передней и задней его частях определяется резким возрастанием суммарного магнитного сопротивления в местах возникновения монтажных промежутков «а» (см фиг1).
Таким образом, содержащие окись кремния частицы 4 в момент осуществления обработки проходят через целую серию воздействующих на них «ударов и толчков». При этом нанесение их производится со всех сторон и на всех возможных направлениях. Под влиянием всего этого электроны атомов, входящих в состав подвергнутых такого рода обработке соединений, переходят с нижележащих орбит на более удаленные от их ядра. Ранее созданные молекулярные связи между составляющими сырьевые частицы соединениями разрываются, и в зоне обработки появляются их отдельные фрагменты, проявляющие в условиях продолжающегося интенсивного энергетического воздействия высокую химическую активность.
Образующиеся же в ходе протекания такого рода процессов ионы углерода соединяются с формирующимися вблизи них этими фрагментами, создавая при этом ранее отсутствующие в этой области «зародыши» из кристаллического кремния.
Так как вновь полученные мелкие его кристаллические образования возникают во вращающихся вокруг применяемой в тигле затравки-острия 7 слоях созданного в этой зоне пылевого облака, то на ее металлических гранях неизбежно начинают оседать состоящие из них образующиеся первичные слоистые структуры. Эти оседающие на гранях затравки-острия 7 кристаллы кремния сливаются затем в единый монолит 14 (см. фиг.2), который, собственно и представляет собой сам выращиваемый в такой тигельной системе 3 кремниевый монокристалл. Оптимальные условия для его дальнейшего роста и формирования обеспечиваются за счет использования возникающих в полости «Г» вращающегося, с заданной скоростью, корпуса рабочего тигля, постоянно действующих конвективных потоков. При помощи последних и обеспечивается перенос возникших во внутреннем объеме тигля «зародышей» кристаллического кремния из наружных слоев последнего в центральную его часть, то есть туда, где и осуществляется «осаждение» составляющих тело кристалла 14 новых структур из кремния. Убыль сырьевых частиц 4 в полости рабочего тигля «Г» полностью компенсируется благодаря непрерывно проводимой подачи в саму эту рабочую зону все новых и новых порций поступающего с заранее заданной скоростью через раздаточные сопла «г» исходного сырьевого материала. Последний подается к телу растущего монокристалла 14 заведомо в избыточных количествах.
В силу того, что на образующие последний структуры постоянно воздействуют возникающие во вращающемся облаке взвешенных в слоях воздуха мелкодисперсных частиц центростремительные силы, то ввиду влияния указанных выше факторов на первом этапе обработки тело полученного в тигле монокристалла имеет форму пространственного гиперболоида (см фиг1). То есть он в своей средней части как бы приобретает ярко выраженную «талию», а на нижнем и верхнем своих концах наоборот, соответствующее расширение. Рост такого рода кристалла 14 начинается на острие затравки 7 и останавливается, когда его крайняя верхняя часть упирается в нижнюю поверхность плоской затравки-упора 6. По достижению им указанного выше положения, и по приобретению кристаллом конфигурации гиперболоида вращения, первый этап проведения обработки можно считать законченным.
Формирующиеся в полости «Г» этого же самого тигля кристаллы из входящих в состав исходного сырья элементов - примесей, а также не принимающие участие в процессе выращивания кристалла 14 крупные кристаллы кремния, под действием сил гравитации опускаются в нижнюю зону рабочего тигля, и через выполненные в съемной перегородке 15 калиброванные отверстия проваливаются в полость «С» нижней съемной части тигля, выполняющей функции такого сборника отходов и гранул.
Так как и эта зона «С» находится в области прохождения генерируемого в устройстве магнитного потока, то все указанные выше процессы формирования из находящихся там соединений протекают все в том же, как и в разобранном ранее случае, порядке.
В итоге всего этого в полости «С» накапливаются состоящие из кремния гранулы 16 с габаритными размерами от 3 до 6 мм, а также крупно габаритные губчатые отходы из присутствующих в составе сырья элементов - примесей (см фиг2).
По окончанию указанного первого этапа, не останавливая процесса обработки, выполняют перевод процесса во второй, завершающий, последний новый этап.
Для этого через соответствующий командоаппарат и контроллер(на чертеже не показаны), включают привода вращения как левой так и правой поворотных нажимных кулачковых систем, состоящих из приводных валов 12 и применяемых в них подъемных кулачков 13. Вращение таких систем синхронизировано между собой таким образом, что через определенные и заранее заданные промежутки времени рабочие поверхности последних поочередно достигают своего крайнего верхнего положения. При совершении этого движения указанная выше рабочая плоскость таких кулачков 13 периодически вступает в контакт с поверхностью днища корпуса в применяемой тигельной системе 3.
При вступлении указанных выше элементов в тесный взаимный контакт, смонтированный на гибкой пружине 10 корпус тигля уже не в состоянии сохранять ранее заданное позиционирование, и приобретает соответствующий наклон, отклоняясь при этом в каком-либо из этих двух направлении, т.е. то в правую, то в левую сторону на угол а (позиция I, позиция II на фигуре 2). В связи с тем, что на используемую тигельную систему 3 такого рода нажимные кулачки 13 надавливают поочередно то с правой, то с левой половины, то последняя как бы совершает периодически повторяющиеся «наклоны» в соответствующую сторону относительно своей вертикальной оси симметрии.
В процессе их выполнения тигельная система 3 за счет использования упругих свойств материала искривляющейся при этом пружины 10 сохраняет тем не менее ранее созданную постоянную кинематическую связь с вращающей полой втулкой-основанием 11 и продолжает совершать угловые повороты относительно своей оси симметрии. То есть, на этом этапе процесса обработки такого рода вращение применяемой тигельной системы 3 дополняется еще и периодически повторяющимися «нырками» последней в зоны, расположенные по разным сторонам от вертикальной оси симметрии. То есть тигельная система 3 на этом ее этапе осуществления процесса обработки, кроме вращательного, выполняет еще и прецессионные перемещения.
Тело монокристалла 14 в процессе совершения последнего, то с одной то с другой стороны «окунается» в окружающее по всему его объему пылевидное облако, состоящее из частиц сырья и появившихся в нем мелких зародышей кристалликов кремния.
При этом вогнутые боковые криволинейные поверхности этого монокристалла 14 буквально «сталкиваются» с такого рода фрагментами, которые высаживаются на эти его активные грани, обеспечивая их «последующее зарастание». Т.е. на такого рода «вогнутой» его поверхности в силу наличия действия этих причин, интенсивно протекает процесс формирования из мелких кристалликов кремния новых составляющих монокристалл слоев. Осаждение там последних и обеспечивает преобразование ранее созданного в полости рабочего тигля «Г», тела последнего, имеющего форму -«гиперболоида», в обыкновенный круглый столбчатый цилиндр. По достижению такой указанной выше конечной формы кристалла проведение второго этапа процесса обработки можно считать уже законченным.
Так как гибкие свойства используемой для создания соответствующей кинематической связи пружины. 10 достаточно велики, то совершение с ее помощью выполнения всего указанного выше комплекса перемещений этой прикрепленной с участием последней к вращающейся полой втулке-основанию 11 тигельной системы 3, производится без каких либо особо заметных осложнений. Использование же легко изменяющей свое первоначально заданное положение гибкой подающей трубки 9, которая изгибается в любом возможном направлении (см. фиг.1), обеспечивает непрерывность и стабильность подачи в зону обработки через раздаточные сопла 19 свежих порций используемых для не прекращающейся ни на секунду генерации пылевого сырьевого облака сжатого воздуха. Образующиеся в ходе получения монокристалла 14 новые газовые микрообъемы (СО2; Н2О; H2S; SO3) выводятся из полости «Г» тигельной системы 3 через создающиеся при стыковке элементов сопрягающихся резьб кольцевые каналы (на чертеже не показаны) во внешнюю, окружающею тигельную систему 3, наружную атмосферу. Через них же производится удаление избыточных объемов подаваемого туда же сжатого воздуха.
По окончанию процесса переработки исходного сырья 4 (по истечению 180-224 минут) обмотки катушки 2 генератора отсоединяются от внешнего источника питания, а гибкая подающая трубка 9 открепляется с помощью быстросъемного крепления от верхней половины вращающейся кольцевой пневматической муфты (на чертеже не показаны). При этом перекрывается подача через нее новых порций сжатого воздуха от подающей его внешней магистрали (на чертеже не показана),
Тигельная система 3 затем отсоединяется от привода вращения за счет высвобождения самого нижнего витка пружины 10 из удерживающих его F-образных упругих держателей 17. После осуществления всех этих указанных выше действий тигельная система 3 с набором готовых конечных продуктов извлекается из установочного паза «Б» генератора. После этого с самой верхней ее части, в которой размещается в полости «В» применяемая в ходе осуществления процесса сырьевая масса 4, снимается сначала съемная крышка 18, а затем и сама верхняя часть тигельной системы, содержащая раздаточные сопла «г». В последующем вынимается и затравка с ограничительным упором 6, смонтированная на основании 5, которая также извлекается из полости «Г» самого рабочего тигля. Резьбы, по которым производится сопряжение этих элементов тигельной системы 3, на чертеже не показаны.
В завершение всего перечисленного из самой нижней части тигельной. системы 3 выкручивается и нижняя съемная составляющая этого сборного тигля с полостью сборником «С» (сопрягающиеся резьбы не показаны). При ее демонтаже из тела полученного кристалла 14 извлекается заостренная затравка 7, вместе со всем узлом, на котором она и установлена (узел содержит еще и раздающие струи сжатого воздуха сопла - форсунки 19), По окончанию процесса разборки с верхней зоны этой части тигельной системы снимается и сама съемная перегородка 15, которая была установлена в корпус с помощью легкой прессовой посадки.
После же осуществления всех этих переходов, из полости «С». извлекаются накопленные там гранулы 16, состоящие их кремния и входящих в состав используемой смеси элементов примесей (гранулы шлаков).
Разделение таких полученных там структур между собой осуществляется с помощью обыкновенных калиброванных сит. Из открытой с верхнего и нижнего концов полости «Г» рабочего тигля, в конечном итоге, выполняется извлечение тела полученного такого рода обработкой столбчатого цилиндрического монокристалла кремния.
Таким образом, освобожденная от полученных в ней конечных продуктов тигельная система 3 становиться пригодной для проведения. повторного цикла последующего получения нового монокристалла.
Выполнение монтажа в единое целое всех этих составляющих в тигельную систему 3 элементов производится в порядке, обратном указанному выше процессу проведения ее полной разборки на входящие в нее элементы.
Следует обратить внимание еще и на то, что подающий электрическую энергию внешний источник питания имеет в своем составе дополнительный блок управления (на чертеже не показан). С помощью последнего осуществляется регулировка параметров подаваемого на обмотке- катушке 2 магнитного генератора переменного тока (силы тока; напряжения; частоты), и, следовательно, технологических параметров создаваемого в зоне синтеза указанного конечного продукта применяемого для осуществления этой цели самого магнитного поля.
В состав используемой электрической схемы управления работой устройства так же входят командоаппарат и контроллеры (на чертеже не показаны), обеспечивающие своевременное включение приводов вращения кулачковых нажимных систем - правой и левой. С их помощью еще и выполняется требуемая синхронизация процесса их периодического срабатывания.
Необходимые значения угла отклонения центральной оси симметрии от первоначального занимаемого ее положения в применяемой тигельной системе задаются соответствующим подбором профиля входящих в состав этих отклоняющих корпус систем самих нажимных кулачков.
Учитывая все изложенное выше, можно прийти к выводу, что применение предлагаемого способа получения столбчатых монокристаллов кремния, а так же предназначенного для его осуществления устройства, позволяет многократно сократить необходимые для получения указанного конечного продукта финансовые и материальные затраты. Такого рода снижение величины последних обеспечивается прежде всего тем что его выработка проводится с использованием широко распространенных и повсеместно встречающихся сырьевых источников - природных скоплений -линз, состоящих из обыкновенного песка.
Применяемый дешевый исходный материал не требует перед запуском его в производство обязательного исполнения дополнительных подготовительных операций, связанных с его очисткой или обогащением. Кроме того, при использовании предлагаемого способа, осуществления процесса переработки исходного сырья выполняется при комнатной температуре и в диапазоне давлений, лишь не значительно отличающихся от атмосферного. Осуществление предлагаемого способа так же не связано с привлечением в процессе обработки, каких либо вспомогательных обслуживающих дополнительных систем (для нагрева до высоких температур исходного сырья, перемещения формирующегося монокристалла относительно зоны его плавления с заданной скоростью и так далее).
Сформированный при помощи предлагаемого способа конечный продукт обработки отличатся достаточно высокими качественными характеристиками, и может использоваться для удовлетворения соответствующих нужд промышленного производства без привлечения еще каких-либо новых операций по его финишной доработки.
Получаемые в ходе осуществления переработки по предлагаемому способу показатели, касающиеся выхода конечного продукта из применяемого исходного сырья, имеют достаточно высокое значение (достигают до 50% от его используемого объема).
Процесс же изготовления применяемого при осуществлении предлагаемой технологии устройства не связан с необходимостью применения для этого существенных капитальных затрат, и не требует использования при этом длительных временных периодов для проведения подготовки производства. Само же это предлагаемое устройство отличается очевидной степенью простоты его конструктивного исполнения, и вследствие этого, обладает повышенной эксплуатационной надежностью.
Изобретение относится к области получения монокристаллов кремния. Способ включает предварительную установку в нижней части тигля затравки, обеспечивающей кристаллизацию конечного продукта, загрузку полости тигля сырьевой массой, состоящей из зерен песка, с обеспечением непрерывной подачи в полость тигля новых дополнительных порций сырья из сообщающегося с ней объема вспомогательного резервуара и изоляции полости тигля с формируемым в ней монокристаллом от внешней среды, и обработку сырьевой массы искусственно созданным физическим полем при постоянном вращении тигля с формируемым в его полости кристаллом вокруг его продольной оси, при давлении, величина которого не соответствует значению атмосферного, при этом в качестве исходной сырьевой массы используют частицы оксида кремния, полученные дроблением зерен песка до размера 1-8 мкм, которые содержатся в составе сформированной в полости тигля воздушной взвеси в объеме 40-60%, а в качестве искусственно созданного физического поля - вращающееся переменное магнитное поле, напряженность которого в зоне преобразования исходной сырьевой массы составляет 1×105÷1×107 А/м, а частота 40-70 Гц, обработку сырьевой массы осуществляют в тигле, состоящем из трех отдельных частей: верхней съемной части, являющейся резервуаром с сырьевой массой; рабочего тигля, непосредственно предназначенного для выращивания монокристаллов, полость которого сообщается с объемом резервуара; и нижней съемной части, прикрепленной к нижней части рабочего тигля, предназначенной для сбора образующихся в нем при обработке отходов - шлаков и гранул кремния, сообщающейся с его внутренним объемом через выполненные в съемной перегородке калиброванные отверстия, причем в полость рабочего тигля непрерывно подают струи сжатого воздуха под избыточным давлением 0,1-0,6 кгс/см2, а вращение тигля осуществляют в течение 54-72 мин в два этапа, на первом из которых ось вращения постоянно сохраняет вертикальную ориентацию, а на втором этапе - эта ось периодически меняет свое первоначальное положение, отклоняясь от него на заранее заданный угол 5-15°, при этом тигель выполняет функцию замыкающего соединительного звена для системы, генерирующей переменные магнитные поля. Изобретение позволяет получать монокристаллы столбчатой формы из дешевого материала - обыкновенного песка, не требующего дополнительных подготовительных операций, связанных с его очисткой или обогащением. Показатель выхода конечного продукта имеет высокое значение (до 50% от объема исходного сырья). 2 н.п. ф-лы, 2 ил.
1. Способ получения столбчатых монокристаллов кремния из песка, включающий:
предварительную установку в нижней части тигля затравки, обеспечивающей кристаллизацию конечного продукта,
загрузку полости тигля сырьевой массой, состоящей из зерен песка, с обеспечением непрерывной подачи в полость тигля новых дополнительных порций сырьевой массы из сообщающегося с ней объема вспомогательного резервуара и изоляции полости тигля с формируемым в ней монокристаллом от внешней среды,
и обработку сырьевой массы искусственно созданным физическим полем при постоянном вращении тигля с формируемым в его полости кристаллом вокруг его продольной оси при давлении, величина которого не соответствует значению атмосферного,
при этом в качестве исходной сырьевой массы используют частицы оксида кремния, полученные дроблением зерен песка до размера 1-8 мкм, которые содержатся в составе сформированной в полости тигля воздушной взвеси в объеме 40-60%,
в качестве искусственно созданного физического поля - вращающееся переменное магнитное поле, напряженность которого в зоне преобразования исходной сырьевой массы составляет 1·105÷1·107 А/м, а частота 40-70 Гц,
обработку сырьевой массы осуществляют в тигле, состоящем из трех отдельных частей, а именно:
верхней съемной части, являющейся резервуаром с сырьевой массой;
рабочего тигля, непосредственно предназначенного для выращивания монокристаллов, полость которого сообщается с объемом резервуара;
и нижней съемной части, прикрепленной к нижней части рабочего тигля, предназначенной для сбора образующихся в нем при обработке отходов - шлаков и гранул кремния, сообщающейся с его внутренним объемом через выполненные в съемной перегородке калиброванные отверстия,
причем в полость рабочего тигля непрерывно подают струи сжатого воздуха под избыточным давлением 0,1-0,6 кгс/см2,
а вращение тигля осуществляют в течение 54-72 мин в два этапа, на первом из которых ось вращения постоянно сохраняет вертикальную ориентацию, а на втором этапе эта ось периодически меняет свое первоначальное положение, отклоняясь от него на заранее заданный угол 5-15°, при этом тигель выполняет функцию замыкающего соединительного звена для системы, генерирующей переменные магнитные поля.
2. Устройство, предназначенное для осуществления способа по п.1, включающее
тигель,
резервуар с сырьевой массой,
затравку для выращивания монокристалла, установленную на опорном стержне,
привод для вращения тигля вокруг продольной оси симметрии,
систему, обеспечивающую формирование необходимого давления в полости тигля,
рабочие элементы для создания физического поля, позволяющего производить переработку сырьевой массы в конечный продукт,
источник внешнего питания, обеспечивающий подачу к рабочим элементам необходимой для их функционирования электрической энергии,
при этом тигель представляет собой сборную тигельную систему, состоящую из трех отдельных частей:
верхней съемной части, являющейся резервуаром с сырьевой массой;
рабочего тигля, непосредственно предназначенного для выращивания монокристаллов, полость которого сообщается с объемом резервуара;
и нижней съемной части, прикрепленной к нижней части рабочего тигля, предназначенной для сбора образующихся в нем при обработке отходов шлаков и гранул кремния, сообщающейся с его внутренним объемом через выполненные в съемной перегородке калиброванные отверстия,
а его затравка установлена на дне рабочего тигля и выполнена в виде треугольной металлической пирамидки,
и в верхней части полости рабочего тигля размещена ограничивающая рост кристалла плоская металлическая шайба,
а корпус рабочего тигля смонтирован на пружине, обеспечивающей его кинематическую связь с приводом вращения через контактирующую с ее нижними витками плоскость вращающейся вокруг оси симметрии полой втулки-основания и соединенной с витками пружины с помощью Г-образных упругих держателей,
а непосредственно под днищем нижней съемной части тигля на участках, противоположно расположенных относительно продольной оси вращения, размещены отклоняющие системы, включающие нажимные поворотные кулачки, периодически вступающие в контакт с днищем и имеющие собственный привод для их опускания и подъема,
и внутри пружины, соединяющей рабочий тигель с втулкой-основанием, проложена гибкая трубка для подачи под избыточным давлением сжатого воздуха, верхний конец которой сообщен с раздающими соплами-форсунками, а нижний - с подающей внешней магистралью,
и рабочие элементы для создания физического поля выполнены в виде состыкованных между собой пластин из магнитопроводящего материала, образующих в процессе их монтажа замкнутый прямоугольный контур,
а в теле рабочих элементов размещены три обмотки-катушки, каждая из которых соединена с соответствующей фазой внешнего трехфазного источника питания,
и в одном же из этих рабочих элементов сформирован сквозной паз, габариты которого обеспечивают размещение в нем тигельной системы, содержащей обрабатываемую сырьевую массу.
| US 2010126410 A1, 27.05.2010 | |||
| Способ выращивания кристаллов кремния | 1980 |
|
SU1258329A3 |
| JP 5194077 A, 03.08.1993. | |||

