Изобретение относится к оборудованию текстильной промышленности и может применяться в приготовительном отделе ткацкого производства на сновальных машинах.
Известно устройство (патент Российской Федерации №2278913, МПК D02H 13/28, 2006 г.), реализующее способ формирования ткацких навоев и содержащее электродвигатель и редуктор, фрикционную муфту с узлом включения-выключения, а также кулачковую пару, элемент которой кинематически связан с уплотняющим валом, а второй - через редуктор с электродвигателем.
Недостатком указанного устройства является отсутствие возможности формирования паковок с заданной плотностью, изменяющейся под влиянием неконтролируемых процессов деформации наматываемой основы внутри паковки.
Известно устройство «Измеритель плотности намотки длинномерных материалов» (авторское свидетельство СССР №825444, МПК В65Н 77/00, G01N 9/00, 1981 г.), содержащее датчик числа оборотов паковки, подключенный к первому входу вычислительного блока, и датчик диаметра паковки, а также интегратор, блок сравнения и эталонный генератор, при этом датчик диаметра паковки через интегратор соединен с первым входом блока сравнения, второй вход которого через эталонный генератор подключен к датчику числа оборотов паковки, а выход блока сравнения соединен со вторым входом вычислительного блока.
Недостатком указанного устройства является отсутствие возможности контроля плотности внутренних слоев паковки, так как оно позволяет определять только некоторую ее среднюю плотность.
За прототип принято устройство, реализующее способ управления намоткой паковок с одинаковой структурой (авторское свидетельство СССР №1631923 МПК В65Н 77/00, D02H 13/10, 1999 г.), содержащее последовательно соединенные датчик и счетчик числа оборотов паковки, регистр памяти, элемент сравнения и блок управления приводом уплотняющего вала, последовательно соединенные счетчик заданного числа оборотов, формирователь импульсов и элемент задержки, а также задатчик конечного числа оборотов и блок останова, при том выход датчика числа оборотов дополнительно связан со счетным входом счетчика заданного числа оборотов, R-вход которого подключен к выходу формирователя импульсов и объединен с синхронизирующим входом регистра памяти, информационный вход которого объединен с первым входом элемента сравнения и соединен с выходом счетчика текущего числа оборотов, R-входом подключенного к выходу элемента сравнения, причем второй вход элемента сравнения соединен с задатчиком конечного числа оборотов, выход подключен к блоку останова, а выходы элемента задержки и регистра памяти связаны с входами блока управления приводом уплотняющего вала.
Недостатком указанного устройства является его малая точность, обусловленная необходимостью измерения линейной скорости снования для вычисления теоретического радиуса намотки.
Технический результат заявленного изобретения заключается в повышении точности поддержания параметров намотки сновального вала, а именно плотности и длины наматываемой основы.
Указанный технический результат достигается тем, что устройство управления формированием сновальных валов, содержащее электропривод сновального вала, электропривод укатывающего вала, датчик радиуса намотки, датчик числа оборотов сновального вала и счетчик числа оборотов сновального вала, дополнительно содержит блок деления, блок формирования заданной толщины наматываемой основы, релейный блок и сумматор, причем выходы датчика радиуса намотки и датчика числа оборотов сновального вала подключены к соответствующим входам блока деления, выход которого соединен с первыми входами сумматора и релейного блока, второй вход которого подключен через счетчик числа оборотов сновального вала к выходу датчика числа оборотов сновального вала, а выход через блок формирования заданной толщины наматываемой основы ко второму входу сумматора, подключенного своим выходом к входу электропривода укатывающего вала.
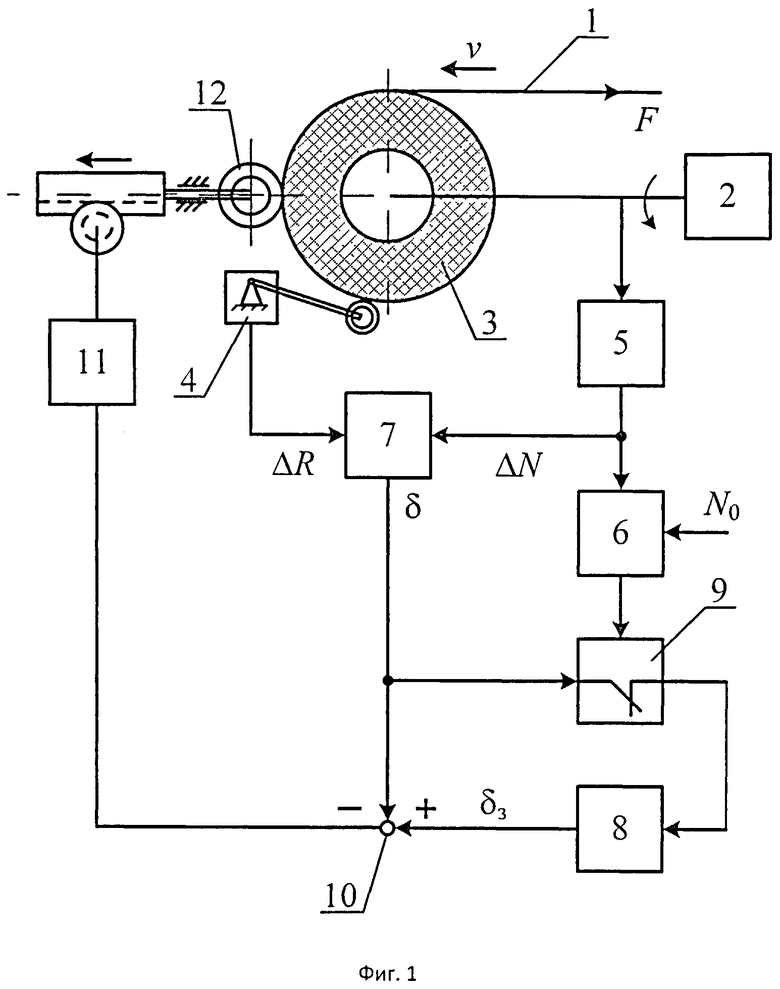
На фигуре 1 представлена схема предлагаемого устройства.
Здесь основа 1 наматывается с помощью электропривода 2 на сновальный вал 3 с постоянными скоростью v и натяжением F.
Устройство содержит датчик радиуса намотки 4, датчик числа оборотов 5 сновального вала, счетчик числа оборотов 6 сновального вала, блок деления 7, блок формирования 8 заданной толщины наматываемой. основы, релейный блок 9 и сумматор 10. Выходы датчика радиуса намотки 4 и датчика числа оборотов 5 сновального вала подключены к соответствующим входам блока деления 7. Выход блока деления 7 соединен с первыми входами сумматора 10 и релейного блока 9. Второй вход релейного блока 9 подключен через счетчик числа оборотов 6 сновального вала к выходу датчика 5 числа оборотов сновального вала, а выход релейного блока 9 подключен через блок формирования 8 заданной толщины основы ко второму входу сумматора 10. Выход сумматора 10 подключен к входу электропривода 11 уплотняющего вала 12.
Устройство работает следующим образом.
В процессе намотки основы при постоянных натяжении F и скорости ν с увеличением числа витков паковки возрастают действующие на них центростремительные усилия, вызывающие сжатие паковки и уменьшение толщины основы.
Устройство позволяет измерить толщину δ недеформированной основы при намотке первых ее витков, когда они еще не подвергаются сжимающим паковку усилиям, и поддерживать ее как заданную, обеспечивая при этом равномерность плотности намотки воздействием на электропривод уплотняющего вала в функции разности действительной и заданной толщины основы.
В начале намотки в счетчик числа оборотов 6 сновального вала записывается некоторое число ΔN, соответствующее начальному числу оборотов сновального вала 3. В процессе намотки на основе измеренного приращения радиуса ΔR при числе оборотов рулона ΔN, снимаемого соответственно с выходов датчика радиуса намотки 4 и датчика числа оборотов 5 сновального вала, блоком деления 7 вычисляется толщина основы δ=ΔR/ΔN. Полученное значение δ подается на вход сумматора 10 и через замкнутый контакт релейного блока 9 на вход блока формирования 8 заданной толщины основы. После ΔN сновального вала и обнуления счетчика числа оборотов 6, сигнал на его выходе приводит к срабатыванию релейного блока 9 и размыканию его контакта, прерывающего поступление информации о толщине основы на вход блока формирования 8 заданной толщины основы. При этом на втором входе сумматора 10 устанавливается задание по толщине основы δ1, измеренной в начале намотки, то есть при отсутствии сжимающих полотно центростремительных сил. В процессе дальнейшей намотки указанная толщина δ1 сравнивается с ее действительной толщиной δ, снимаемой с выхода блока деления 7, и в функции их разности, подаваемой с выхода сумматора 10 на вход электропривода 11 укатывающего вала 12, отвод которого обеспечивает стабилизацию толщины наматываемых витков, давления слоев основы внутри намотки и равномерную ее плотность.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ФОРМИРОВАНИЕМ СНОВАЛЬНЫХ ВАЛОВ | 2013 |
|
RU2537145C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ФОРМИРОВАНИЕМ СНОВАЛЬНЫХ ВАЛОВ | 2012 |
|
RU2499758C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ФОРМИРОВАНИЕМ СНОВАЛЬНЫХ ВАЛОВ | 2010 |
|
RU2439218C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ФОРМИРОВАНИЕМ СНОВАЛЬНЫХ ВАЛОВ | 2012 |
|
RU2525798C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ФОРМИРОВАНИЕМ СНОВАЛЬНЫХ ВАЛОВ | 2011 |
|
RU2461672C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ФОРМИРОВАНИЕМ СНОВАЛЬНЫХ ВАЛОВ | 2010 |
|
RU2423562C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ФОРМИРОВАНИЕМ СНОВАЛЬНЫХ ВАЛОВ | 2014 |
|
RU2564590C1 |
| УСТРОЙСТВО СТАБИЛИЗАЦИИ ПЛОТНОСТИ НАМОТКИ ГИБКОГО МАТЕРИАЛА | 2014 |
|
RU2564875C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ФОРМИРОВАНИЕМ СНОВАЛЬНЫХ ВАЛОВ | 2015 |
|
RU2613450C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ФОРМИРОВАНИЕМ СНОВАЛЬНЫХ ВАЛОВ | 2012 |
|
RU2494178C1 |
Изобретение относится к оборудованию текстильной промышленности и может применяться в приготовительном отделе ткацкого производства на сновальных машинах. Устройство управления формированием сновальных валов содержит электропривод сновального вала, электропривод укатывающего вала, датчик радиуса намотки, датчик числа оборотов сновального вала, счетчик числа оборотов сновального вала, блок деления, блок формирования заданной толщины наматываемой основы, релейный блок и сумматор, причем выходы датчика радиуса намотки и датчика числа оборотов сновального вала подключены к соответствующим входам блока деления, выход которого соединен с первыми входами сумматора и релейного блока, второй вход которого подключен через счетчик числа оборотов сновального вала к выходу датчика числа оборотов сновального вала, а выход через блок формирования заданной толщины наматываемой основы ко второму входу сумматора, подключенного своим выходом к входу электропривода укатывающего вала. Изобретение позволяет повысить точность поддержания параметров намотки сновального вала, а именно плотности и длины наматываемой основы. 1 ил.
Устройство управления формированием сновальных валов, содержащее электропривод сновального вала, электропривод укатывающего вала, датчик радиуса намотки, датчик числа оборотов сновального вала и счетчик числа оборотов сновального вала, отличающееся тем, что содержит блок деления, блок формирования заданной толщины наматываемой основы, релейный блок и сумматор, причем выходы датчика радиуса намотки и датчика числа оборотов сновального вала подключены к соответствующим входам блока деления, выход которого соединен с первыми входами сумматора и релейного блока, второй вход которого подключен через счетчик числа оборотов сновального вала к выходу датчика числа оборотов сновального вала, а выход через блок формирования заданной толщины наматываемой основы ко второму входу сумматора, подключенного своим выходом к входу электропривода укатывающего вала.
| SU 1631923 A3, 10.10.1999 | |||
| Устройство для контроля процесса намотки длинномерного материала в паковку | 1987 |
|
SU1440972A1 |
| 1979 |
|
SU825444A1 | |
| СПОСОБ ФОРМИРОВАНИЯ ТКАЦКИХ НАВОЕВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2278913C2 |
| US 5027484 A, 02.07.1991. | |||

